蚀刻培训教材
- 格式:ppt
- 大小:4.44 MB
- 文档页数:27

蚀刻培训讲义一、流程入板→膨松→退膜→水洗→蚀刻→氨水洗→水洗→孔处理(沉金板)→水洗→退锡→水洗→烘干→出板二、目的将板面上多余之铜蚀去得到符合要求的线路图形三、控制要点与工作原理膨松: 一种浸泡式过程, 先将其软泡, 将给后工序退膜。
控制条件: 浓度3-5% 温度50±5℃行板速率2.退膜1.用3%的强碱或10-13%的RR-2有机去膜液剥除, 抗氧化剂防止铜面氧化, 除泡剂消泡。
2.蚀刻a.概述目前, 印刷电路板(PCB)加工的典型工艺采用“图形电镀法”。
即先在板子外层需保留的铜箔上, 也就是电路的图形部分上预镀一层铅锡抗蚀层, 然后用化学方式将其余的铜箔腐蚀掉, 称为蚀刻。
要注意的是, 这时的板子上面有两层铜, 在外层蚀刻工艺中仅仅有一层铜是必须被全部蚀刻掉的, 其余的将形成最终所需要的电路。
在这种类型的电镀叫图形电镀, 其特点是镀铜层仅存在于铅锡抗蚀层。
另外一种工艺称为“全板镀铜工艺”, 与图形电镀相比, 全板镀铜的最大缺点是板面各处都要镀两次铜而且蚀刻时还必须都把它们腐蚀掉。
因此当导线线宽十分精细时将会产生一系列的问题。
同时, 侧腐蚀会严重影响线条的均匀性。
目前, 锡或铅锡是最常用的抗蚀层, 用在氨性蚀刻剂的蚀刻工艺中, 氨性蚀刻剂是普遍使用的化工药液, 与锡或铅锡不发生任何化学反应。
氨性蚀刻剂主要是指氨水/氯化氨蚀刻液, 下面作主要介绍。
对蚀刻质量的基本要求就是能够将除抗蚀层下面以外的所有铜层完全去除干净, 止此而已。
从严格意义上讲, 如果要精确地界定, 那么蚀刻质量必须包括导线线宽的一致性和侧蚀程度。
由于目前腐蚀液的固有特点, 不仅向下而且对左右各方向都产生蚀刻作用, 所以侧蚀几乎是不可避免的。
侧蚀问题是蚀刻参数中经常被提出来讨论的一项,它被定义为蚀刻深度与侧蚀宽度之比, 称为蚀刻因子。
在印刷电路工业中, 它的变化范围很宽泛, 从1到5。
显然, 小的侧蚀度或大的蚀刻因子是最令人满意的。
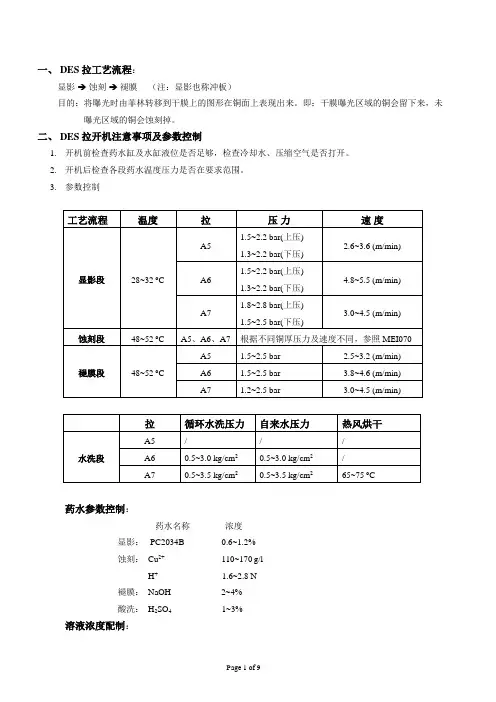
一、DES拉工艺流程:显影→蚀刻→褪膜(注:显影也称冲板)目的:将曝光时由菲林转移到干膜上的图形在铜面上表现出来。
即:干膜曝光区域的铜会留下来,未曝光区域的铜会蚀刻掉。
二、DES拉开机注意事项及参数控制1.开机前检查药水缸及水缸液位是否足够,检查冷却水、压缩空气是否打开。
2.开机后检查各段药水温度压力是否在要求范围。
3.参数控制药水参数控制:药水名称浓度显影: PC2034B 0.6~1.2%蚀刻: Cu2+ 110~170g/lH+ 1.6~2.8 N褪膜: NaOH 2~4%酸洗: H2SO4 1~3%溶液浓度配制:显影缸:A5:10LT A6:25LT A7:25LT褪膜缸:A5:27kg A6:30kg A7:30kg酸洗缸:A5:3LT A6:3LT A7:3LT配药房:显影开料缸:PC2031B 25LT褪膜开料缸:NaOH 25kg三、冲板注意事项:1.在批量冲板前,首先必须做首板,待拉长恢复,首板OK后方可生产。
2.对板面铜厚不一以及光面板/细线板,一定要按照拉长所要求的方式去放板,同时注意板的型号、层次,必须保证不放错板。
3.对于冲大背板,必须站起来冲板;对于板厚小于5mil、H/H以下的板(根据拉长要求)必须带板条冲板。
4.冲板时,板与板之间的距离保持大于2inch(即5.08cm)5.在撕膜时,板两面保护膜要同时撕下。
不允许撕了一面然后再撕另一面,避免菲林碎粘到板面,导致蚀板不净现象。
6.在撕膜时,一定要注意严防撕膜不净的问题发生,且刀片不能划入图形,以防划伤,导致报废。
7.放板时,必须双手拿板,轻拿轻放,发现有板弯或板角翘,一定将其抚平,并放好放正以防卡板。
8.对每够一批量LOT卡时,用一胶片隔开,作为该批板已完的标识。
四、执漏注意事项:1.在检查板面时,必须戴黑色胶手套,手拿板边。
严防显影不净,显影过度,撕膜不净的板流入蚀刻。
2.在操作过程中,必须做到小心操作,不要划伤板面,发现显影不净等不良板时,即时通知冲板员工停放,然后通知拉长解决。



教育训练教材碱性蚀刻教育训练技术资料课程内容一、蚀刻定义二、碱性蚀刻一般流程三、蚀铜液的反应机构四、蚀铜液来源及添加五、名词解释六、影响侧蚀因素说明七、槽液维护及管理八、问题对策一、蚀刻的定义何谓蚀刻: 根据化学反应原理,以化学药水将生产板面上不要的铜层腐蚀掉,形成我们所需要的铜面回路图形,这个制作过程即称为“蚀刻”。
二、一般碱性蚀刻流程1、流程简图钻孔De burr De smear PTH/Cu I 外层线路Cu II/S n 去膜蚀刻去S n2、蚀刻过程简图图1.电镀一铜图2.压膜一铜干膜基材一铜基材底片干膜干膜一铜基材一铜图3.曝光作业基材图4.显影后图5 电镀二铜蚀刻过程简图二铜 一铜图6 镀锡铅 锡铅刻阻剂蚀刻过程简图图9蚀刻后图10去锡铅线路三、蚀铜液的反应机构1.蚀刻2Cu+2Cu(NH3)4Cl2(母液)→4Cu+1(NH3)2Cl(亚铜离子)2.再生 4 Cu+1(NH3)2Cl+4 NH3+4 NH4Cl +O24 Cu+2(NH3)4Cl2+2H2O3.净反应:2Cu+4NH3+4NH4Cl+O2→4Cu+2(NH3)4Cl2+2H2O第一式反应之中间态亚铜离子之溶解度很差,是一种污泥状的沉淀物,若未迅速除掉时会在板面上形成蚀铜的障碍,必须辅助以氨水,氯离子及空气中大量的氧,使其继续氧化成可溶性的二价铜离子而又再成为蚀铜的氧化剂,周而复始的继续蚀铜直到铜量太多而减慢为止。
四、蚀铜液的来源及添加NH 4+…. NH 4Cl Cu +2 .. 基板底铜+电镀铜(完全溶解) Cl -…… NH 4Cl Cu +1 .. 反应中产生(溶解度低) NH 3….. NH 4OH 或液氨 Cu .. 基板铜 Stabilizer 安定剂…无机添加剂 Banking Agent 护岸剂…有机添加剂子液如何添加?(比重控制器) 随着蚀刻的进行,槽液不断溶铜而比重升高,比重控制器会反馈讯号至添加马达,蚀刻子液便被Dosing(一般流量4-6 L/min)进入槽液 ,如此稀释而达到恢复槽液的设定比重. 关于抽风:子液的PH 值会高于槽液所需的PH ,多余的游离NH3靠抽风抽走,而 且在抽风的过程中会带入空气中的O 2而补充再生反映之所需.蚀刻液操作条件:范围最适条件氯离子含量:175~210g/l 190g/l铜含量:140~170g/l 155g/l PH 值:8.1~8.8 8.3比重: 1.200~1.230 1.215/50℃温度: 45~54℃48℃蚀铜速率:(依设备及温度而异)2.5~3.5mil/min 注:连续操作须具储冷却系统五、名词解释1.蚀刻速率(etching rate):蚀刻速率是衡量蚀刻液在某蚀刻机上,在一定条件下, 单位时间内的蚀铜能力.一般单位为mil/min或um/min.测试方法:a.准备基板做之前烘干(120C*10min).b.将烘干后的基板冷却后称重计W1. c.测试板经蚀刻后(以不露基材为准),烘干(120℃*10min). d.同样冷却后称重计W2.e.计算:E.R(mil/min)=(W1-W2)*线速*1000/(2*板面积*8.93*有效槽长*2.54)影响E.R的因子: 温度、槽液浓度、蚀刻机喷盘喷嘴设计、喷洒压力等2.蚀刻均匀性:衡量蚀刻机各喷嘴/喷管在整板面蚀铜深度的均匀度蚀刻均匀性测试:建议以2oz基板铜测试. 测试后均匀性尽可能下喷达到90%,上喷达到85%.(上喷水池效应) 均匀性测试方法: a.以取点法测蚀刻均匀性(上下板面均匀的各取N个点) b.2OZ基板,尺寸为20″×24″.c.以CMI先测量蚀刻前上下板面的铜厚(各N个点),再测量蚀刻后的铜厚(N个点),计算出咬蚀量,并分析其在整个上下板面的分布情况, 即蚀刻均匀性.d.计算公式为:U%=1-(MAX-MIN)/(2*平均咬蚀量).影响蚀刻均匀性的因子:喷洒压力、喷嘴形式、喷盘摇摆频率等.3.蚀刻点测试 蚀刻点即蚀刻露出基材时,板子所处蚀刻槽中的位置. 目的:修饰线路的毛边和克服铜厚不均造成的蚀刻差异. 基准:70+/-5%.测试方法:a.蚀刻过程b. 速度以便与设定速度作比较.c. 当第一PNL 测试板出蚀刻段时立即关闭喷压,待走完水洗后,将板子取出并 按放板的顺序依序排列在蚀刻段出板处.d. 依测试板的蚀刻程序,观察开始有蚀刻不净处,并量出长度,再除以蚀刻段 的全长,计算出蚀刻点.e. 蚀刻点计算方式:(未蚀刻干净的有效长度/蚀刻段的有效长度) ×100%.f. 蚀刻点未达标准时,检视蚀刻槽的喷嘴、喷压、速度与药液,若有异常则调 整至标准值.4.蚀刻因子(etching factor):蚀刻过程中,蚀铜液除了做垂直向下的溶铜而且会攻击线路两侧无保护的铜面,称之为侧蚀(Undercut),因而造成如下的缺陷,etching factor即为蚀刻品质的一种指标.碱性蚀刻EF一般要求大于2.5RESIST底片宽度Cu IICu IOver etching影响蚀刻因子之因素:1、输入(PCB) 1.线路品质(前制程的品质影响);2.电镀均匀性;3.板面清洁度;六、影响侧蚀因素说明比重铜含量1. 温度PH的测量注意点PH值在常温时与50C的数值差异约0.4,计算公式如下:PH(50)=PH(X)-0.21*50-X)/10例如:24C时测得PH为8.86,问50C的PH是多少?8.86-0.21*(50-24)/10=8.3142. PH误差影响因素1)温度越低,PH越高,50C与常温时约差异0.42)电极会慢慢老化3)不同厂牌或不同支电极,会差异约0.154)校正用的标准液会吸收CO2形成H2CO3而影响准确性Date 07-03-2007温度对比重的影响50C时蚀铜液的比重比常温(25C)时约低0.01,比重七、子液与槽液维护子液的维护及管理槽液维护及管理机台保养每日保养每周保养每月保养每半年保养蚀刻子液及去锡液的维护及管理蚀刻子液的结晶点约在15C,一般冬天温度低于15C 时,容易结晶堵塞输送管路,而影响生产.故建议使用保温措施.TEMPES-480 40C热水SENSOR/不锈槽液维护及管理1.定期检查自动控制之比重和槽液比重是否符合而做适当校正(1次/周)2.定期分析槽液PH值、铜含量、氯含量,并作成管制图.(1次/班)3.每日下班时,使用子液冲洗蚀铜机前、后进出之滚轮,避免干燥氢氧化铜之累积过量损失4.长期不使用时,可多添加3﹪~5﹪子液,避免NH3机台保养1、每日保养1)将机器外表的污点、污泥,化学结晶物一下列循序擦拭干净a.以布沾20﹪的氨水擦拭 b.以步沾水擦拭 c.以干布擦拭或以高压气枪吹干2)取下蚀铜帮浦的过滤网或过滤蕊,以水或高压器枪清洁3)检查喷嘴是否堵塞,取下赌塞之喷嘴,将其侵入稀盐酸溶液中,取出后再以水洗,以高压气枪对准喷嘴入口喷气,去除堵塞,若仍不能去除,则以比喷口小的铁丝通喷嘴,注意不可伤喷嘴,装回时不得锁太紧否则牙会损4)以毛刷沾20﹪的氨水除传动齿轮处的污泥,清除后切忌不得以水冲洗否则会污染槽液5)在传送链条处薄薄地抹上一层黄油6)将温度设定到室温以下,查看冷却水是否循环,以确定循环电磁阀是否正常2、每周保养1)检查摆动马达减速箱和传动马达减速箱润滑油是否有漏,液面是否正常,否则补足。
教育训练教材碱性蚀刻教育训练技术资料课程内容一、蚀刻定义二、碱性蚀刻一般流程三、蚀铜液的反应机构四、蚀铜液来源及添加五、名词解释六、影响侧蚀因素说明七、槽液维护及管理八、问题对策一、蚀刻的定义何谓蚀刻: 根据化学反应原理,以化学药水将生产板面上不要的铜层腐蚀掉,形成我们所需要的铜面回路图形,这个制作过程即称为“蚀刻”。
二、一般碱性蚀刻流程1、流程简图钻孔De burr De smear PTH/Cu I 外层线路Cu II/S n 去膜蚀刻去S n2、蚀刻过程简图图1.电镀一铜图2.压膜一铜干膜基材一铜基材底片干膜干膜一铜基材铜图3.曝光作业基材图4.显影后图5电镀二铜蚀刻过程简图二铜一铜图6镀锡铅锡铅图7图8去膜蚀刻蚀刻药水蚀刻阻剂蚀刻过程简图图9蚀刻后图10去锡铅线路三、 蚀铜液的反应机构1. 蚀刻 2Cu +2Cu (NH 3)4Cl 2(母液)→4Cu +1(NH 3)2Cl (亚铜离子)2. 再生 4 Cu +1(NH 3)2Cl +4 NH 3+4 NH 4Cl +O 2 4 Cu +2(NH 3)4Cl 2+2H 2O3. 净反应: 2Cu +4 NH 3+4 NH 4Cl +O 2→4 Cu +2(NH 3)4Cl 2+2H 2O第一式反应之中间态亚铜离子之溶解度很差,是一种污泥状的沉淀物,若未迅速除掉时会在板面上形成蚀铜的障碍,必须辅助以 氨水,氯离子及空气中大量的氧,使其继续氧化成可溶性的二价铜 离子而又再成为蚀铜的氧化剂,周而复始的继续蚀铜直到铜量太多 而减慢为止。
四、蚀铜液的來源及添加NH 4+…. NH 4Cl Cu +2 .. 基板底铜+电镀铜(完全溶解) Cl -…… NH 4Cl Cu +1 .. 反应中产生(溶解度低) NH 3….. NH 4OH 或液氨 Cu .. 基板铜Stabilizer 安定剂…无机添加剂Banking Agent 护岸剂…有机添加剂子液如何添加?(比重控制器) 随着蚀刻的进行,槽液不断溶铜而比重升高,比重控制器会反馈 讯号至添加马达,蚀刻子液便被Dosing(一般流量4-6 L/min)进入槽液 ,如此稀释而达到恢复槽液的设定比重. 关于抽风: 子液的PH 值会高于槽液所需的PH ,多余的游离NH3靠抽风抽走,而 且在抽风的过程中会带入空气中的O 2而补充再生反映之所需.蚀刻液操作条件:范围最适条件氯离子含量:175~210g/l 190g/l铜含量:140~170g/l 155g/l PH 值:8.1~8.8 8.3比重: 1.200~1.230 1.215/50℃温度: 45~54℃48℃蚀铜速率:(依设备及温度而异)2.5~3.5mil/min注:连续操作须具储冷却系统五、名词解释1.蚀刻速率(etching rate):蚀刻速率是衡量蚀刻液在某蚀刻机上,在一定条件下, 单位时间内的蚀铜能力.一般单位为mil/min或um/min.测试方法:a.准备基板做之前烘干(120C*10min).b.将烘干后的基板冷却后称重计W1. c.测试板经蚀刻后(以不露基材为准),烘干(120℃*10min). d.同样冷却后称重计W2.e.计算:E.R(mil/min)=(W1-W2)*线速*1000/(2*板面积*8.93*有效槽长*2.54)影响E.R的因子: 温度、槽液浓度、蚀刻机喷盘喷嘴设计、喷洒压力等2.蚀刻均匀性:衡量蚀刻机各喷嘴/喷管在整板面蚀铜深度的均匀度蚀刻均匀性测试:建议以2oz基板铜测试. 测试后均匀性尽可能下喷达到90%,上喷达到85%.(上喷水池效应) 均匀性测试方法: a.以取点法测蚀刻均匀性(上下板面均匀的各取N个点) b.2OZ基板,尺寸为20″×24″.c.以CMI先测量蚀刻前上下板面的铜厚(各N个点),再测量蚀刻后的铜厚(N个点),计算出咬蚀量,并分析其在整个上下板面的分布情况, 即蚀刻均匀性.d.计算公式为:U%=1-(MAX-MIN)/(2*平均咬蚀量).影响蚀刻均匀性的因子:喷洒压力、喷嘴形式、喷盘摇摆频率等.3.蚀刻点测试蚀刻点即蚀刻露出基材时,板子所处蚀刻槽中的位置. 目的:修饰线路的毛边和克服铜厚不均造成的蚀刻差异. 基准:70+/-5%.测试方法:蚀刻过程a. 准备基板、依现场条件做至前处理完毕后待用.b. 将测试板依次放入蚀刻段,并记录第1PNL从进入到出来的时间,算出实际的速度以便与设定速度作比较.c. 当第一PNL测试板出蚀刻段时立即关闭喷压,待走完水洗后,将板子取出并按放板的顺序依序排列在蚀刻段出板处.d. 依测试板的蚀刻程序,观察开始有蚀刻不净处,并量出长度,再除以蚀刻段的全长,计算出蚀刻点.e. 蚀刻点计算方式:(未蚀刻干净的有效长度/蚀刻段的有效长度)×100%.f. 蚀刻点未达标准时,检视蚀刻槽的喷嘴、喷压、速度与药液,若有异常则调整至标准值.4.蚀刻因子(etching factor):蚀刻过程中,蚀铜液除了做垂直向下的溶铜而且会攻击线路两侧无保护的铜面,称之为侧蚀(Undercut),因而造成如下的缺陷,etching factor即为蚀刻品质的一种指标.碱性蚀刻EF一般要求大于2.5RESIST底片宽度Cu IICu I基材铜Over etching Undercu实际线宽tEF=2H/(B-A)影响蚀刻因子之因素:1、输入(PCB)1.线路品质(前制程的品质影响);2.电镀均匀性;3.板面清洁度;4.铜皮结构2、蚀刻设备1.循环系统:流量turn/4min2.喷洒系统a.喷嘴形式和排列方式;b.摇摆频率;c.喷洒压力均匀性。