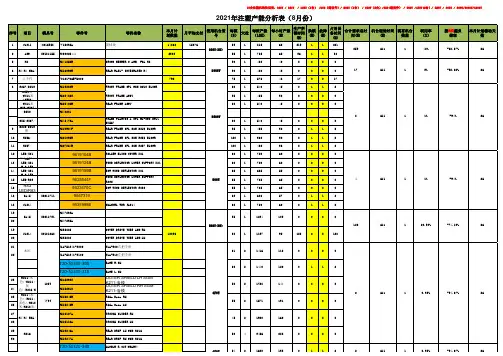
产能需求分析表
- 格式:docx
- 大小:7.21 KB
- 文档页数:2
一、封面报告名称:XX公司产能分析报告报告日期:____年__月__日编制部门:XX部门编制人:____二、目录1. 摘要2. 前言3. 产能分析基础数据4. 现有设备产能核算4.1 预订工作时间标准4.2 代表产品制程/线能力计算5. 产能瓶颈分析6. 产能提升策略7. 风险评估与应对措施8. 结论9. 附件三、摘要简要概述本次产能分析的目的、方法、主要发现和结论。
四、前言介绍公司背景、报告目的、分析范围和报告结构。
五、产能分析基础数据1. 公司概况2. 产品线信息3. 市场需求分析4. 竞争对手分析六、现有设备产能核算1. 预订工作时间标准- 单班时间/时- 班次/班- 作业率(%)- 年出勤天数/天- 净可用时间/时- 计算公式:净可用时间 = 单班时间× 班次× 作业率× 年出勤天数2. 代表产品制程/线能力计算- 产品年产能净可用时间(年)- 瓶颈工序总加工时间- 计算公式:年产能 = 产品年产能净可用时间÷ 瓶颈工序总加工时间七、产能瓶颈分析1. 瓶颈工序识别2. 瓶颈原因分析3. 瓶颈影响评估八、产能提升策略1. 提高设备利用率2. 优化生产流程3. 增加设备投入4. 人员培训与优化5. 技术创新与应用九、风险评估与应对措施1. 设备故障风险2. 人员流失风险3. 市场需求波动风险4. 应对措施十、结论总结本次产能分析的主要发现和结论,并提出改进建议。
十一、附件1. 产能分析数据表格2. 相关图表3. 产能提升方案请注意,以上模板仅供参考,具体内容需根据实际情况进行调整和完善。
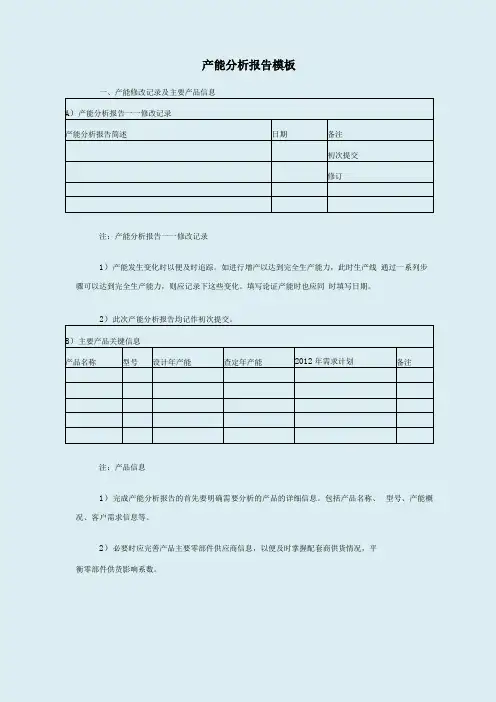
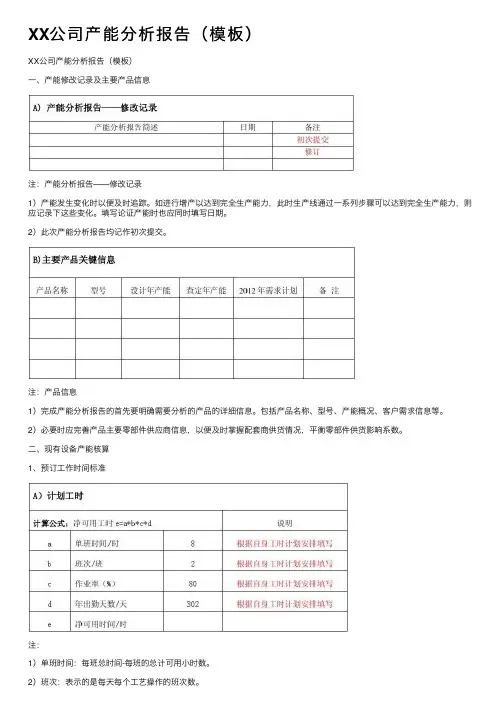
产能分析报告模板一、产能修改记录及主要产品信息A)产能分析报告一一修改记录产能分析报告简述日期备注初次提交修订注:产能分析报告一一修改记录1)产能发生变化时以便及时追踪。
如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。
填写论证产能时也应同时填写日期。
2)此次产能分析报告均记作初次提交。
B)主要产品关键信息产品名称型号设计年产能查定年产能2012年需求计划备注注:产品信息1)完成产能分析报告的首先要明确需要分析的产品的详细信息。
包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
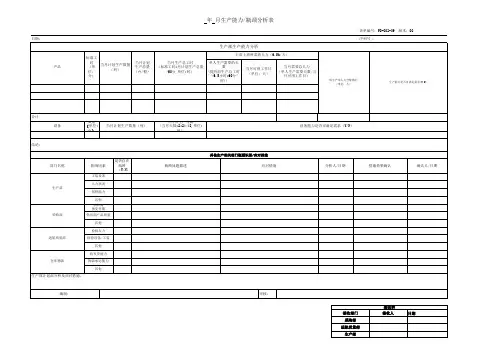
二、现有设备产能核算1、预订工作时间标准A)计划工时计算公式:净可用工时e=a*b*c*d 说明a 单班时间/时8 根据自身工时计划安排填写b 班次/班 2 根据自身工时计划安排填写c 作业率(%)80 根据自身工时计划安排填写d 年出勤天数/天302 根据自身工时计划安排填写e 净可用时间/时注:1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间=8*2*80%*302=3865.6 时。
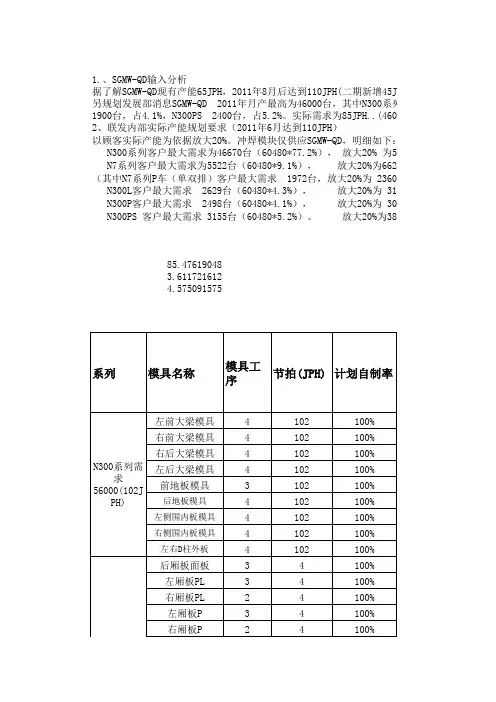
2、代表产品制程/线能力计算产品年产能=净可用时间(年)/瓶颈工序总加工时间工序名称设备名称设备编号设备台数加工工时min/件辅助工时min/ 件总加工时间日加工能力人员配置备注生产线瓶颈工序设备产能描述:1)瓶颈工序、设备产能2)其他注:1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
XX公司产能分析报告(模板)XX公司产能分析报告(模板)⼀、产能修改记录及主要产品信息注:产能分析报告——修改记录1)产能发⽣变化时以便及时追踪。
如进⾏增产以达到完全⽣产能⼒,此时⽣产线通过⼀系列步骤可以达到完全⽣产能⼒,则应记录下这些变化。
填写论证产能时也应同时填写⽇期。
2)此次产能分析报告均记作初次提交。
注:产品信息1)完成产能分析报告的⾸先要明确需要分析的产品的详细信息。
包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
⼆、现有设备产能核算1、预订⼯作时间标准注:1)单班时间:每班总时间-每班的总计可⽤⼩时数。
2)班次:表⽰的是每天每个⼯艺操作的班次数。
3)作业率:(总⼯时-⽆效⼯时)/总⼯时。
⼈员休息-如果在⼈员休息的时候,机器也停⽌运转,则输⼊每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机⽤于维护的时间长度。
4)年出勤时间:年出勤天数-表⽰的是每年的⼯艺运作的天数(扣除法定节假⽇、双休⽇)。
5)计算举例:每班8⼩时、每天2班次、作业率80%、年出勤302天,净可⽤时间=8*2*80%*302=3865.6时。
2、代表产品制程/线能⼒计算注:1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有⼯艺过程;如存在两种以上产品包含不同⼯艺过程、需分别取各类型产品代表产品制程并进⾏线能⼒分析。
2)评价瓶颈⼯序应排除可⽤外协、其他⽣产线可⽤设备借代等因素影响。
3)每条⽣产线选取⼀种或2种产品作为代表说明制程及瓶颈⼯序即可,其他产品可直接计算⽑产能。
3、⽑产能核算注:1)⽑产能核算过程没有排除产品合格率、设备故障率、⼈员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进⼀步平衡。
2)其他产品可根据代表产品计算⽅法计算出出⽑产能。
3、有效产能(净产能)注:1)设备⽣产包括机器检修、保养、待料等时间,实际的⼯作时间达不到计划⼯时,且⽣产的产品有不良品,因此有效产能必须是以⽑产能为基础,减去因停机和良率以及⼈员缺⼝等综合因素所造成的产能损失。
产能分析报告模板一、产能修改记录及主要产品信息A) 产能分析报告——修改记录产能分析报告简述日期备注初次提交修订注:产能分析报告——修改记录1)产能发生变化时以便及时追踪。
如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。
填写论证产能时也应同时填写日期。
2)此次产能分析报告均记作初次提交。
B)主要产品关键信息产品名称型号设计年产能查定年产能2012年需求计划备注注:产品信息1)完成产能分析报告的首先要明确需要分析的产品的详细信息。
包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算1、预订工作时间标准A)计划工时计算公式:净可用工时e=a*b*c*d 说明a 单班时间/时8 根据自身工时计划安排填写b 班次/班 2 根据自身工时计划安排填写c 作业率(%)80 根据自身工时计划安排填写d 年出勤天数/天302 根据自身工时计划安排填写e 净可用时间/时注:1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间=8*2*80%*302=3865.6时。
2、代表产品制程/线能力计算产品年产能=净可用时间(年)/瓶颈工序总加工时间工序名称设备名称设备编号设备台数加工工时min/件辅助工时min/件总加工时间日加工能力人员配置备注生产线瓶颈工序设备产能描述:1)瓶颈工序、设备产能2)其他注:1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
产能分析报告一、产能修改记录及主要产品信息注:产能分析报告——修改记录1)产能发生变化时以便及时追踪。
如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。
填写论证产能时也应同时填写日期。
2)此次产能分析报告均记作初次提交。
注:产品信息1)完成产能分析报告的首先要明确需要分析的产品的详细信息。
包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算1、预订工作时间标准注:1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的就是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这就是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的就是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天, 净可用时间=8*2*80%*302=3865、6时。
2、代表产品制程/线能力计算注:1)代表产品:所谓代表产品指产品制程包含其她所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
2)评价瓶颈工序应排除可用外协、其她生产线可用设备借代等因素影响。
3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其她产品可直接计算毛产能。
3、毛产能核算注:1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。
2)其她产品可根据代表产品计算方法计算出出毛产能。
3、有效产能(净产能)注:1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须就是以毛产能为基础,减去因停机与良率以及人员缺口等综合因素所造成的产能损失。
产能方案模板一、引言产能方案是企业在生产和经营过程中制定的具体措施和规划,旨在提高生产效率、优化资源利用,以满足市场需求并实现企业的战略目标。
本文将介绍一个通用的产能方案模板,帮助企业制定自己的产能方案。
二、产能目标1. 产能目标的确定:明确企业生产能力提升的目标,例如年产量增加10%,提高生产效率20%等。
2. 时间节点:确定达成产能目标的时间节点,以便监督和评估。
三、现状分析1. 生产设备:详细列出现有的生产设备、生产线,包括名称、规格、数量、技术参数等相关信息。
2. 产能利用率:分析现有生产设备的产能利用率,找出存在的问题和瓶颈。
3. 人力资源:评估现有人力资源的能力和水平,确定是否需要进行培训或招聘。
四、产能增长策略1. 技术创新:研发新技术、新产品,提高生产效率和产能。
2. 设备更新:更新陈旧的设备,引进先进的生产设备。
3. 流程优化:优化生产流程,减少资源浪费,提高生产效率。
4. 人员培训:对员工进行培训,提升技能和工作效率。
5. 外包合作:与外部合作伙伴建立合作关系,共同承担一部分生产任务。
6. 多元化供应链:建立稳定的供应链关系,确保原材料供应的稳定性。
五、实施计划1. 建立时间表:制定一个详细的实施计划,列出每个阶段的目标和关键任务。
2. 资源分配:确定需要调配的资源,包括资金、人力、设备等。
3. 监控和评估:建立监控机制,及时监测进度和效果,及时进行调整。
六、风险评估1. 内部风险:评估实施产能方案可能面临的内部风险,如设备故障、人员离职等。
2. 外部风险:评估实施产能方案可能面临的外部风险,如原材料涨价、市场需求下降等。
3. 应对措施:针对可能的风险,提前制定应对措施,确保产能方案的顺利实施。
七、总结产能方案是企业实现战略目标的重要手段,通过制定并执行产能方案,企业能够提高生产效率、优化资源利用,满足市场需求。
本文所提供的产能方案模板可以为企业制定自己的产能方案提供参考,并帮助企业达成产能目标。