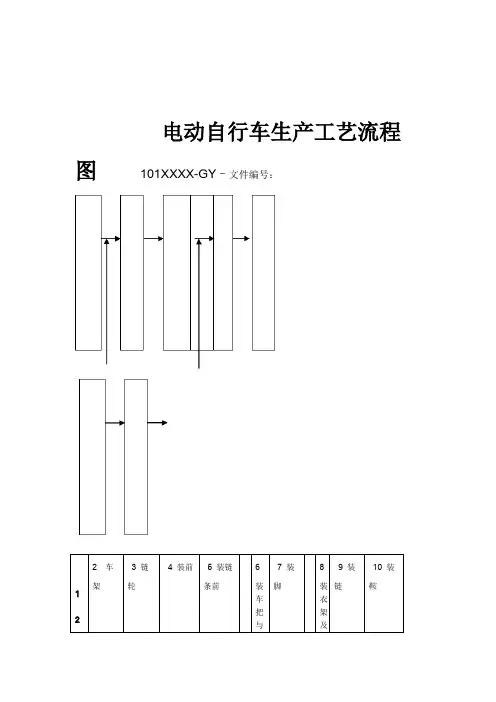
电动自行车生产工艺流程图
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
电动自行车工作原理与图解————————————————————————————————作者:————————————————————————————————日期:E-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护(31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为 15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
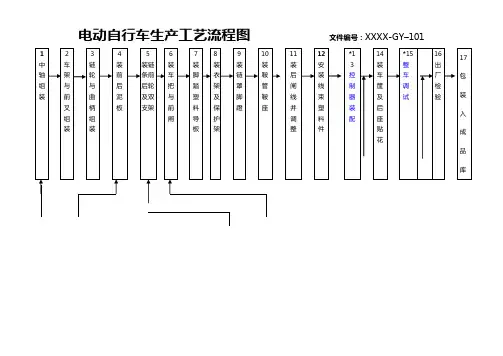
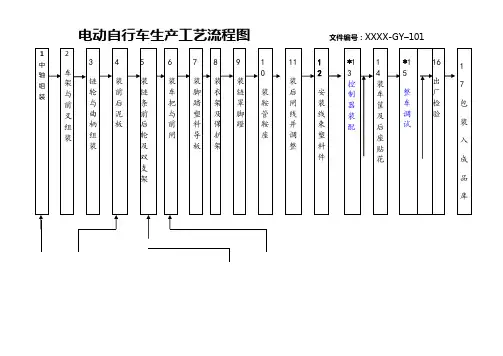
电动车生产流程及环节
嘿,你知道一辆电动车是怎么生产出来的吗?那可真是一个超级有趣的过程啊!
先来说说车架吧,那就像是电动车的骨骼,得坚固又轻巧。
工人们精心打造车架,把一根根钢材弯曲、焊接,就如同在塑造一件艺术品,这难道不神奇吗?
接着是电池,这可是电动车的动力之源啊!就好像是电动车的心脏,为它提供源源不断的能量。
电池的组装可是个精细活,不容一丝马虎。
电机呢,就像是电动车的肌肉,让它能快速奔跑。
那强大的动力,可全靠电机来发挥呢!
然后就是各种零部件的装配啦,车把、车轮、刹车系统等等,每一个都有它独特的作用。
这就像是给一个勇士装备上各种武器和装备,让它能够在道路上英勇驰骋呀!
还有那漂亮的外壳,给电动车穿上了一件时尚的外衣。
不同的颜色和款式,满足了大家各种各样的喜好。
在生产线上,工人们忙碌而又专注,他们的双手就像是魔术师的手,把各种零件变成了一辆辆崭新的电动车。
这难道不值得惊叹吗?
当一辆辆电动车下线,准备驶向千家万户的时候,你能想象到它们会给人们的生活带来多大的便利吗?它们会带着人们穿梭在城市的大街小巷,会陪伴人们上下班、购物、游玩。
它们不只是交通工具,更是我们生活中的好伙伴啊!
所以说,电动车的生产流程真的是太神奇、太重要啦!这是科技和人类智慧的结晶,让我们的生活变得更加美好和便捷。
电动车生产线装配工艺卡片
编制:
审核:
批准:
年月日发布年月日实施
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片。
******有限公司电动自行车生产作业指导书编制:审核:批准:零件图号:H01-2192-001★质量控制电动自行车装配工艺流程图★★↓↓↓↓↓↓↓↑↑产品名称电动自行车零件名称共1页第1页工序号 1 工序名称车架上线车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 在后接头孔内装入鞍管螺丝,适度拧紧,不能使车架管孔变形将车架前叉组合件的鞍管孔插入总装线的夹具上总装线夹具车架与夹具紧密配合车架无偏斜、倾侧现象设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-10 H01-2392-002产品名称电动自行车零件名称中轴共1页第1页工序号 2 工序名称中轴装配车间总装工段总装设备总装线工序工时3min 工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 5 6 左、右中轴碗上润滑脂左、右中轴碗中安装球架(或Φ6钢珠每边12颗)注意球架正反右轴碗装入车架中接头(螺纹为左旋)必须拧紧到底装中轴辊,中轴辊长端在右边装左轴碗,松紧适宜,保证中轴转动灵活且无松动将中轴锁母拧紧在左中轴碗上右轴碗专用扳手左轴碗专用扳手锁母扳手中轴转动灵活且无松动紧固力矩不小于30N.m设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-00 H01-2392-003产品名称电动自行车零件名称中轴共1页第1页工序号 3 工序名称曲柄链轮装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 检查右曲柄的方孔内壁及曲柄方体部无附着物,然后将曲柄用木锤敲入方孔内壁拧入止退螺母,用套筒扳手紧固装上螺母端盖将左曲柄与右曲柄成180度方向,用同样方法装于中轴棍左端木锤14mm套筒扳手扭力扳手两曲柄方向相反紧固扭矩不小于30N.m链轮端面跳动量不大于2mm设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-16-00 H01-2392-004产品名称电动自行车零件名称中轴共1页第1页工序号 4 工序名称前后泥板装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 装配前泥板取M6*35螺丝装上垫图把前泥板装上装配后泥板(1)把后泥板插入后三角架内,使其前端的安装孔与平叉接片安装孔对齐,用M5*10螺丝初步固定,注意应先固定平叉上的螺丝(2)在立叉接片上用M5*10螺丝初步固定后泥板(3)调整后泥板安装角度,把平、立叉接片上螺丝拧紧2#十字螺丝刀2#十字螺丝刀泥板无明显扭曲、偏斜现象紧固件应无松动设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-00 H01-2392-005产品名称电动自行车零件名称后轮共1页第1页工序号 5 工序名称链条装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 装配链条(1)将链条突出销头的一端放在后链轮上,此时链条向外(2)将链条的另一端穿过飞轮,一直到后平叉的下侧(3)把链条两端用链条弹簧片连接弹簧片应装在外侧,开口端应与运动方向相反设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-2392-006产品名称电动自行车零件名称共1页第1页工序号 6 工序名称前轮、前闸装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 装配前轮(1)松开前轴螺母,将前轮轴分别插入前叉两侧内(2)将有泥板支辊固定孔插入前轴两端(3)调整叉腿内侧与车圈左右侧面之间间隙,使之相等,拧紧前轮回转灵活且无松动装配前闸(1)取M5内六角螺栓套上垫圈,把前闸分别拧在前叉两螺孔内(2)调整左右闸皮,使之与轮辋受闸部平行,高低一致(3)拧紧左右两侧前闸闸皮自由梅花扳手扭矩扳手内六角扳手内六角扳手前轮与前叉相对偏差不大于2mm紧固力矩不小于18N.m紧固件无松动设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-2392-007产品名称电动自行车零件名称共1页第1页工序号7 工序名称后轮、后闸、支架装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 23 4 将后闸套在后轮轴上,轴两端套垫片。
电动扫地车等特种车辆制造项目工艺流程及产污环节图①下料成型工序:对产品制造所需序的各种原材料(包括钢板、型材等)进行展图划线、号料。
使用切割机和剪板机依据材料定额要求的尺寸划线,对材料进行等离子切割。
切割好的材料依据设计要求使用折弯机进行弯曲成型;产污环节:废边角料S1,全部外售综合利用;②机加工工艺流程:通过车床、角磨机、压机、数控车床等机械加工设备对装配件进行加工以便获得必需的尺寸和经度,为装配做准备;产污环节:废边角料S1,全部外售综合利用;该工序设备维等工作过程中使用抹布擦拭机油,废含油抹布属于危险废物,废物类别为HW49,废物代码为900-041-49,危险特性为T/IN。
根据《危险废物豁免管理清单》,废含油抹布不按危险废物管理,与生活垃圾一起处理。
③焊接工艺流程:成型的材料根据设计进行焊接。
焊接采用较为先进、安全的二氧化碳保护焊,焊材采用08A焊丝;产污环节:焊接烟尘颗粒物G1,采用侧吸方式进行捕集,经平底回转反吹袋式除尘器净化后排放。
废焊渣 S3,全部外售综合利用。
④打磨工艺流程:通过手工打磨,清除金属表面的毛刺、浮锈、油污、灰尘;清除表面的粗颗粒及杂质,获得平整表面;产污环节:废铁屑S4,全部外售综合利用。
⑤刮填、打磨腻子工艺流程:前处理完成后的工件经过自然晾干,表面需要找平的部分刮层腻子,以补平缺陷。
待腻子晾干后,采用干打磨的方式打磨腻子突出部位;产污环节:腻子打磨产生粉尘颗粒物G1。
⑥粉末喷塑:项目设置粉末喷涂室一座(5m×2m×2.5m),采用2把手工静电喷粉枪进行喷粉,手工对工件表面进行环氧聚酯粉末,使其工件表面形成一层粉末。
喷粉室自带滤芯式回收器回收粉尘,喷粉室外设置一套布袋除尘器进行粉尘的回收;产污环节:粉末喷塑时产生的粉尘颗粒物G1。
⑦固化:喷粉后的工件,进入固化间进行固化,固化时间200min,固化温度190~220℃,固化采用电加热;产污环节:固化时产生的有机废气G2(VOC S)。
E-bike电动工作原理电动是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具;电动的原理和结构都不复杂,可以认为是在的基础上加一套驱动机构组成见图 1-1;蓄经过一个控制器给一个送电,放在后车轮中,的旋转带动的行进;电动的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电压的高低,从而控制了的转速;图 1-1电动控制方框图控制器无刷控制的方法是根据的位置反馈信号,控制三相驱动上下臂MOS管的导通和截止,从而实现电子换向;如下图所示,为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6;图 1-2驱动电路2 系统方框图电动采用SPMC65P2404A作为主控MCU;MCU主要任务是进行调速电压检测,电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制转速输出,6路驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:★欠压保护:±★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护± ;★电子刹车;★休眠省电功能;★过流保护限流为15A ± 1 ;★堵转断流倒转,转把复位,重电源,自动复位;1:1助力1:1助力,是指在没有旋转调速车把,打开时,会根据骑行者的骑行速度提供1:1助力;电子刹车电子刹车,就是指在刹车时能做到让的驱动MOS管上臂或者下臂全部导通而下臂或者上臂截止,三相接线全部短接,能使产生阻力,达到刹车的效果;自动巡航自动巡航,是指把调速车把转到所需的角度,电动达到相应车速后,在5S时间可变内调速车把不转动,则电动就保持在这个速度行驶,这时骑行者可以松开调速车把,免去手一直拧着调速车把之累;自动巡航后只有松开调速车把,并重新旋转调速车把,才可以再次调节电动的行驶速度;堵转断流堵转断流,是指电动超载时,或是在爬坡时电流过大或者是阻力过大时,导致停止转动,系统能检测到这种现象,停止对的输出,起到保护作用;发生堵转断流后,只要满足倒转,复位调速车把或电源关闭后再重新打开,三个条件中的一个,系统会重新检测是否有堵转,如果恢复正常,系统会重新正常工作;智能过流保护智能过流保护,一是指在高速时平坦的道路上,最大电流不可以超过15A;二是速度很低时,尤其是在爬坡时电流不可以超过23A,过流保护的参考极限电流跟当前车速有关;智能欠压保护智能欠压保护,当蓄电压降至额定值的90%,36V降为时,自动停止供电,从而防止蓄放电过深,受到损害;系统会自动检测是否欠压,欠压会停止继续工作;在欠压停止工作时,会出现电压短时间回升,虽然超过欠压的电压值,但系统应不工作,只有当电压稳定到额定电压以上,电动才开始正常工作;休眠省电当系统在通电状态下,无任何操作,5分钟后会进入到休眠模式,人为转动车轮便可以唤醒系统,继续正常工作;5 控制板界面图 5-1系统硬件6 芯片特性简介SPMC65P2404A是由凌阳公司设计开发的8位工业级单片机,采用凌阳SPMC65内核,支持位操作指令;具有强大的定时/计数器、丰富的外部中断源以及ADC、PWM、标准通讯接口SPI等多种功能;适用于通用工控场合、计算机外围控制和家电等;SPMC65P2404A有20管脚和 28管脚两种封装;本设计选用28管脚封装,如图 6 1所示;28管脚封装芯片的具体特性如下:◆ 工作电压:~◆ 工作速度:8MHz◆ 工作温度:-40℃~85 ℃◆ 超强抗干扰、抗静电ESD保护能力◆ 4K byte ROM,192 byte RAM◆ 23个通用输入输出口◆ 强大的定时计数器:2个8位、2个16位具有Capture\Compare\PWM功能◆ 1个1KHz~的时基◆ 8通道10位精度的ADC带外部参考电压◆ 4个外部中断,12个内部中断◆ SPI串行通讯接口◆ 2种省电模式:Halt、Stop◆ 蜂鸣器输出功能◆ 可选低电压复位功能◆ 可编程看门狗功能图 6-1 SPMC65P2404A28P封装7 系统主流程设计主程序主要采用时间槽轮循方式,每1MS走一个分支,共分四个分支,便于程序控制和功能增加;图 7-1主流程图8 结语SPMC65系列芯片以优异的性能和丰富的资源适合于各个公控场合;本设计采用SPMC65P2404A做为主控芯片开发的电动,真正做到低成本、高性能;欢迎访问我们的网站:电动车信息港:昆明电动车网:云南电动车网:北京电动车网:上海电动车网:江苏电动车网:浙江电动车网:无锡电动车网:台州电动车网:联合发布。