焊缝返修记录word.doc
- 格式:doc
- 大小:1.04 MB
- 文档页数:47
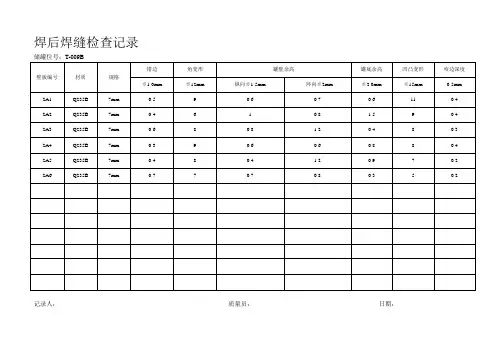
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:。
质保安No.6
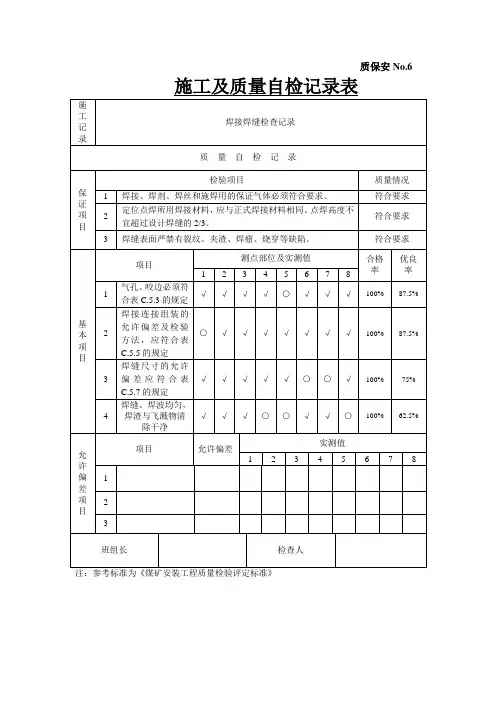
施工及质量自检记录表
施
工
记
录
焊接焊缝检查记录
质量自检记录
保证项目
检验项目质量情况1 焊接、焊剂、焊丝和施焊用的保证气体必须符合要求。
符合要求2
定位点焊所用焊接材料,应与正式焊接材料相同。
点焊高度不
宜超过设计焊缝的2/3。
符合要求3 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿等缺陷。
符合要求
基本项目
项目
测点部位及实测值合格
率
优良
率
1 2 3 4 5 6 7 8
1
气孔、咬边必须符
合表C.5.3的规定
√√√√○√√√100% 87.5% 2
焊接连接组装的
允许偏差及检验
方法,应符合表
C.5.5的规定
○√√√√√√√100%87.5% 3
焊缝尺寸的允许
偏差应符合表
C.5.7的规定
√√√√√○○√100%75% 4
焊缝、焊波均匀,
焊渣与飞溅物清
除干净
√√√○○√√○100%62.5%
允许偏差项目
项目允许偏差
实测值
1 2 3 4 5 6 7 8 1
2
3
班组长检查人
注:参考标准为《煤矿安装工程质量检验评定标准》。
焊缝返修目录1 目的 (2)2 适用范围 (2)3定义 (2)4 引用文件 (2)5 责任 (2)6 行动要求 (2)6.1返修通知 (2)6.2 不合格焊缝标识 (3)6.3焊缝缺陷消除要求和方法 (3)6.4打磨和补焊 (3)6.5焊缝检验 (4)6.6 返修记录 (4)7 附录 (4)1 目的为确保返修焊缝的焊接质量,使焊缝返修工作受到有效地控制,特编制本程序。
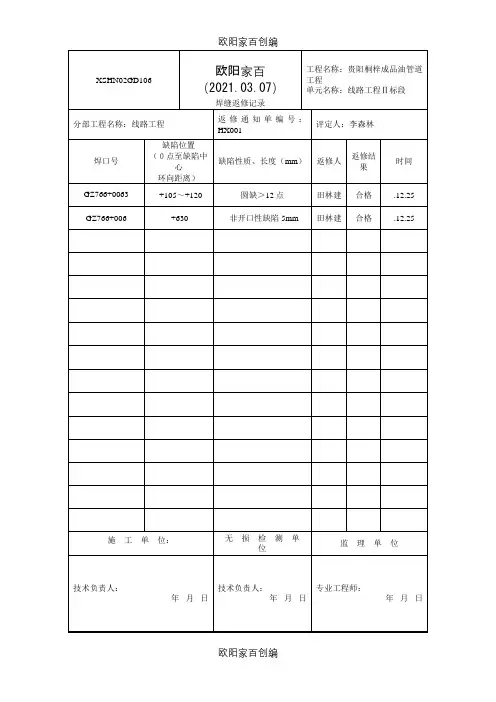
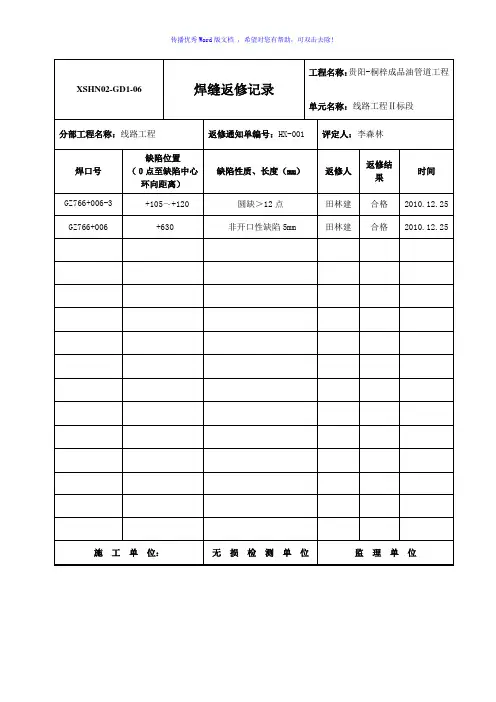
2 适用范围适用于***工程(以下简称“本工程”)焊接工作中,经焊缝外观检验和NDE检验确定的不合格焊缝返修工作。
3定义3.1返修区段:挖刨坑外切长方形各边向外延伸3倍宽度的区域。
4 引用文件4.1 DL/T1118-2009 《核电厂常规岛焊接技术规程》4.2 DL/T5210.7-2010 《电力建设施工质量验收及评价规程第7部分:焊接》5 责任5.1质量检验处➢焊接质检员负责焊缝的检(验)查工作,对不合格焊缝发出“焊缝外观检验返修通知单”。
➢焊接质检员负责返修焊缝的返修过程监督和验收。
5.2试验中心➢负责对专业(部门)委托的焊缝进行金属试验,对不合格焊缝发出“检验/试验结果通知单”。
5.3专业工程处➢负责对不合格焊缝进行返修,并通知质检处焊接质检员对返修焊缝进行监督。
➢焊接技术员负责对典型缺陷的修补制定焊缝返修的施工工艺文件和返修过程监督。
➢焊接技术负责人负责对焊缝局部返修的审核,5.4总工程师➢负责对焊缝局部返修的批准。
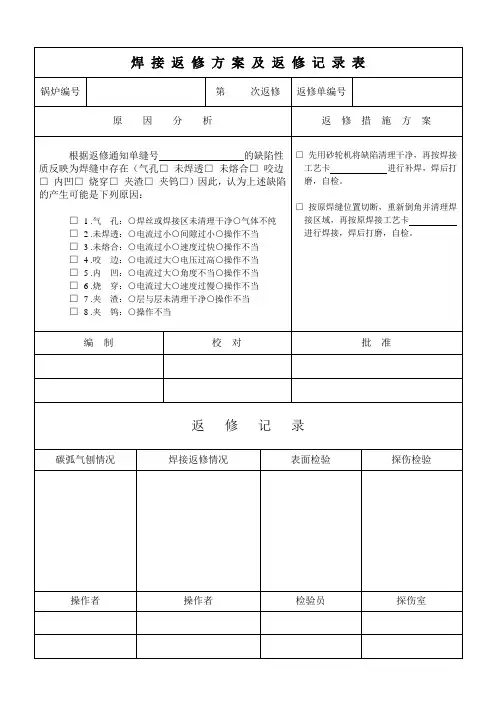
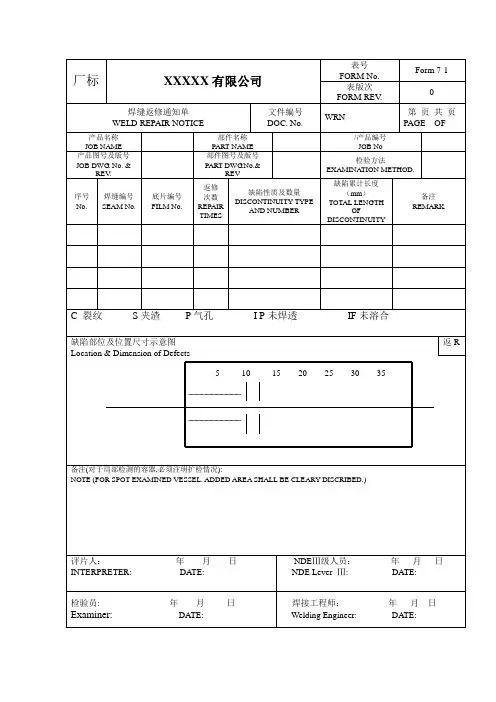
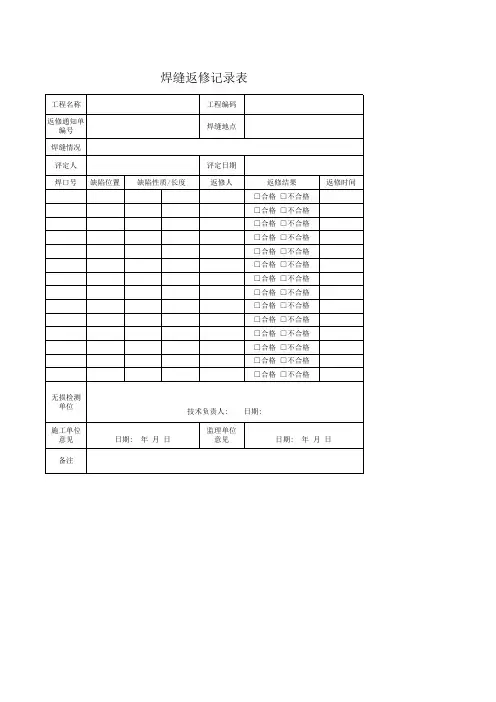
6 行动要求6.1返修通知6.1.1焊接质检员和试验中心对焊缝进行检(验)查后,对有超标缺陷的焊缝填写相应的“焊缝外观检验返修通知单”(见《焊缝外观检验》)或“检验/试验结果通知单”(见《金属试验委托》),并发送给焊接技术员。
6.1.2 “焊缝外观检验返修通知单”和“检验/试验结果通知单”上必须注明:焊缝缺陷位置、类型、尺寸和数量。
6.2 不合格焊缝标识6.2.1 专业工程处焊接技术员接到“焊缝外观检验返修通知单”、“检验/试验结果通知单”后,用油性记号笔(不锈钢焊缝应使用专用记号笔)对该处焊缝进行标识,并在焊缝上标注缺陷位置。

焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:。