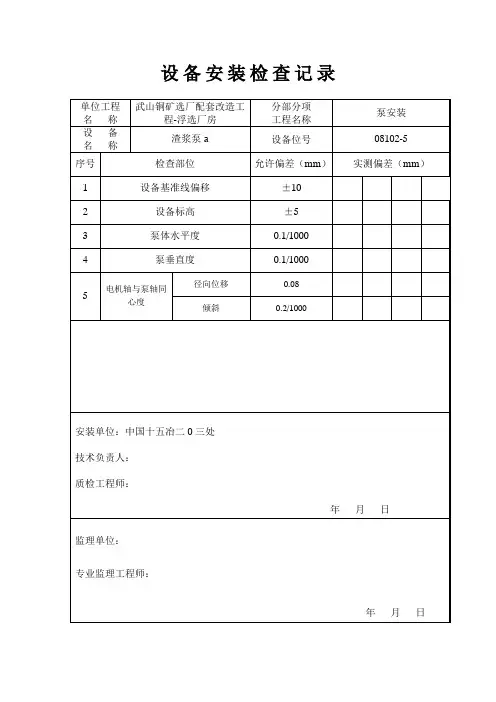
立式设备安装检查记录
- 格式:doc
- 大小:59.50 KB
- 文档页数:1
特种设备安装单位定期自行检查记录
本文档记录特种设备安装单位的定期自行检查记录,目的是确保特种设备的安全使用以及预防潜在的事故。
本记录需由安装单位负责人或安全管理人员填写,并保存至设备档案中。
一、设备信息
设备名称:
设备型号:
设备编号:
二、检查内容
1. 设备外观检查
- 设备外表面是否完整,无锈蚀、裂纹、变形和损坏等现象;
- 设备标志、安全警示标志是否完整;
- 设备检查孔、排水孔、排气孔、放热片等是否畅通,无污物和杂物阻塞;
2. 设备功能检查
- 设备开关、阀门等操作是否灵活;
- 设备运行中是否有异常声音或振动;
- 设备压力、温度、液位、电气等工作参数是否正常;
- 是否发生过事故、故障记录、维护记录等内容是否全面、真实;
三、检查记录
四、提交
本记录需在设备安装、改造完成后一周内第一次填写,随后每三个月进行一次。
如发现设备存在问题,应立即停机检修,并在记
录表上填写存在问题及解决措施等信息。
安装单位应妥善保存本记录,定期进行检查,并在监管部门要求检查时提供。

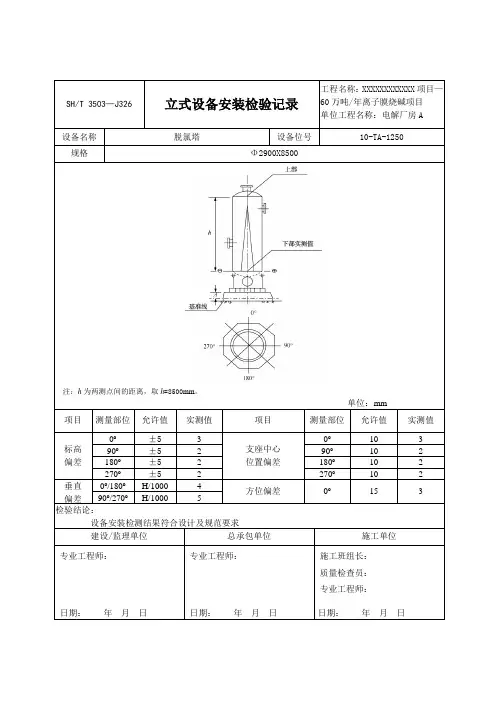
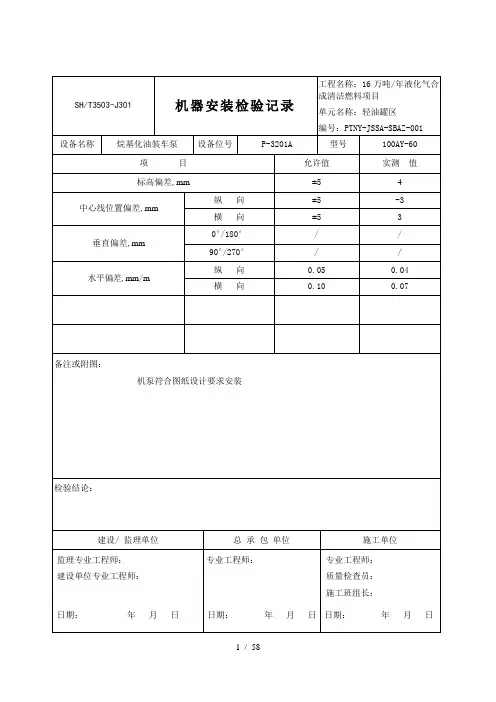
SH/T 3503—J326 立式设备安装检验记录工程名称:XXXXXXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房A
设备名称脱氯塔设备位号10-TA-1250 规格Φ2900X8500
注:h为两测点间的距离,取h=8500mm。
单位:mm
项目测量部位允许值实测值项目测量部位允许值实测值
标高偏差
0º±5 3
支座中心
位置偏差
0º10 3 90º±5 2 90º10 2 180º±5 2 180º10 2 270º±5 2 270º10 2
垂直偏差0º/180ºH/1000 4
方位偏差0º15 3 90º/270ºH/1000 5
检验结论:
设备安装检测结果符合设计及规范要求
建设/监理单位总承包单位施工单位
专业工程师:
日期:年月日专业工程师:
日期:年月日
施工班组长:
质量检查员:
专业工程师:
日期:年月日。

机械设备安装施工记录JS001-JS023机械设备安装施工记录目录序号文件名称编号在卷页数备注1 封面首页JS001-2000 12 基础检查记录JS002-2000 13 设备安装垫铁检查记录JS003-2000 14 设备安装找正记录JS004-2000 15 设备灌浆前检查记录JS005-2000 16 联轴器对中检测记录JS006-2000 17 设备拆检及组装间隙测量记录JS007-2000 18 电机空气间隙测量记录JS008-2000 19 滚动轴承装配记录JS009-2000 110 滑动轴承装配记录JS010-2000 111 滑动轴承装配记录(续)JS011-2000 112 齿轮安装检查记录JS012-2000 113 卧式静置设备安装检查记录JS013-2000 114 立式静置设备安装记录JS014-2000 115 塔盘安装记录JS015-2000 116 设备试压记录JS016-2000 117 单机试运转记录JS017-2000 118 透平试运行记录JS018-2000 119 设备清扫检查记录JS019-2000 120 设备填充记录JS020-2000 121 桥式起重机安装记录JS021-2000 122 起重机轨道安装记录JS022-2000 123 桥式起重机试运行记录JS023-2000 1QG/DJ1104/02JS001-2000机械设备安装施工交工技术文件项目装置工号建设单位施工单位第卷第1 册年月日QG/DJ1104/02基础检查记录项目分部分项位号设备名称施工图号基础施工单位序号项目允许偏差(mm)实际偏差(mm)备注1 基础坐标位置纵向±20横向2 不同平面的标高+0、-203 平面外形尺寸±20凸台上平面外形尺寸+0、-20凹穴尺寸+20、-04 平面水平度每米5 包括地坪上需安装设备的部分全长105 垂直度每米 5全长<106 预埋地脚螺栓标高+20、-0 顶端7 预埋地脚螺栓孔中心位置偏移±10深度+20、-0孔壁铅垂每米<108 预留活动地脚螺栓锚板标高+20中心线位置偏移±5水平度每米 5 带槽的锚板水平度每米 2 带螺栓孔的锚板套管预埋垂直度<10建设单位代表施工单位基础施工单位代表监理单位代表安装施工单位代表设备安装垫铁检查记录项目分部分项位号设备名称规格型号垫铁编号垫铁规格垫铁H×N①垫铁接触②垫铁加工精度地脚螺栓均匀程度有无间隙规格型号螺帽接触③附图及说明:建设单位代表施工单位技术负责人监理单位代表施工人②垫铁接触,检查时应包含垫铁之间、垫铁和基础、垫铁和设备底面③螺帽接触检查时,应包含螺帽和垫圈、垫圈和设备底座设备安装找正记录项目分部分项位号名称执行标准检测项目允许偏差(mm)实际偏差(mm)标高中心线纵向横向水平测量mm/m 1 2 3 4 5 6 7 8 9 10 纵向允许值实测值横向允许值实测值附图:建设单位代表技术负责人施工单位监理单位代表施工人设备灌浆前检查记录项目分部分项位号名称执行标准隐蔽前检查:1、垫铁布置□接触面□焊接□2、地脚螺栓□3、螺栓及基础表面清洁□4、垫铁规格平垫铁斜垫铁附图:NOhxnLNOhxnL上项工程经检查符合设计(规范)要求,可以隐蔽年月日建设单位代表技术负责人施工单位监理单位代表施工人联轴器对中检测记录项目分部分项位号设备名称规格、型号联轴器类型联轴器直径联轴器转速制造厂家有无对中的规定方法施工方案选定的对中方法联轴器布置简图a1b1对中情况a4a2 b4b2a3b3径向轴向联轴器编号号径向轴向端面间隙百分表固定位置允许偏差a1a2 a3a4允许偏差b1b2 b3b4规定值实侧值备注建设单位代表施工单位技术负责人监理单位代表施工人设备拆检及组装间隙测量记录项目分部分项位号名称执行标准间隙测量部位规定值(mm)折前间隙(mm)组装后音隙(mm)日期注:间隙测量部位及附图(如果有需要)检查员施工人JS008-2000电机空气间隙测量记录项目分部分项位号名称执行标准按定子上标定的一点盘车检查空气间隙部位 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 实测值按转子上标定的一点盘车检查空气间隙部位 1 2 3 4 5 6 7 8实测值检查员施工人QG/DJ1104/02JS009-2000分部分项位号设备名称规格型号装配方法及装配后转动灵活程度及是否松动,检查结果序号装配部位轴承编号允差1# 2# 3# 4#1 轴承规格、型号、级别2 轴承和轴颈(径向)要求值(mm)实际值(mm)3 轴承外圈和轴承座内孔(径向)要求值(mm)实际值(mm)4轴承和轴或轴承座端面膨胀间隙(轴向)要求值(mm)实际值(mm)5 油封径向间隙要求值(mm)实际值(mm)6 加入润滑油种类、油位或油量要求实际附轴承编号、示意图建设单位代表施工单位技术负责人监理单位代表施工人QG/DJ1104/02JS010-2000分部分项位号设备名称规格型号设备图号轴承型号规格轴承内衬材料序号检测项目1#瓦2#瓦3#瓦4#瓦1 轴瓦直径2 轴承接触角(度)要求值实际值3 轴承瓦面接触点(点/25mm2)要求值实际值4 轴径和上瓦顶间隙(mm)要求值实际值5轴瓦两侧,每侧的侧间隙(mm)检测点位置号左 1左2左3右1右2右36 瓦背和瓦窝接触面% 要求值≥70% ≥70% ≥70% ≥70%实际值7 瓦枕和瓦窝接触面%要求值≥75% ≥75% ≥75% ≥75%实际值8 瓦枕和瓦窝予紧力(mm)要求值0.01~0.02 0.01~0.02 0.01~0.02 0.01~0.02实际值QG/DJ1104/02 滑动轴承装配记录(续)项目分项序号检测项目推力瓦1#瓦2#瓦3#瓦4#瓦9 上瓦背和轴承压盖紧力(mm)要求值0.02~0.05 0.02~0.05 0.02~0.05 0.02~0.05实际值10 瓦座油孔和轴承体油孔对口吻合畅通11 轴瓦面和轴颈接触均匀分布状况%12 推力瓦要求值实际值推力轴瓦间隙0.25~0.35推力盘油封音隙上部 1.0~1.5两侧0.70~0.80下部0.30推力瓦面接触面积% ≥70%注:瓦面和轴颈接触面上,每25×25mm2内接触的点数,按厂家规定说明中的要求检查,若厂家说明书或规范中未作具体规定时,以下值可推荐作参考。
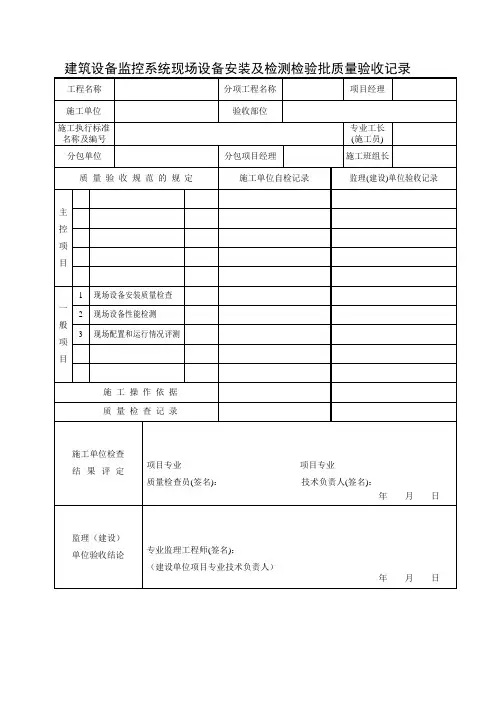
建筑设备监控系统现场设备安装及检测检验批质量验收记录建筑设备监控系统现场设备安装及检测检验批质量验收记录说明Ⅱ一般项目6.3.17现场设备安装质量检查现场设备安装质量应符合GB50303第6章及第7章、设计文件和产品技术文件的要求,检查合格率达到100%时为合格。
1传感器:每种类型传感器抽检10%且不少于10台,传感器少于10台时全部检查;2执行器:每种类型执行器抽检10%且不少于10台,执行器少于10台时全部检查;3控制箱(柜):各类控制箱(柜)抽检20%且不少于10台,少于10台时全部检查。
6.3.18现场设备性能检测1传感器精度测试,检测传感器采样显示值与现场实际值的一致性;依据设计要求及产品技术条件,按照设计总数的10%进行抽测,且不得少于10个,总数少于10个时全部检测,合格率达到100%时为检测合格;2控制设备及执行器性能测试,包括控制器、电动风阀、电动水阀和变频器等,主要测定控制设备的有效性、正确性和稳定性;测试核对电动调节阀在零开度、50%和80%的行程处与控制指令的一致性及响应速度;测试结果应满足合同技术文件及控制工艺对设备性能的要求。
检测为20%抽测,但不得少于5个,设备数量少于5个时全部测试,检测合格率达到100%时为检测合格。
6.3.19根据现场配置和运行情况对以下项目做出评测:1控制网络和数据库的标准化、开放性;2系统的冗余配置,主要指控制网络、工作站、服务器、数据库和电源等;3系统可扩展性、控制器I/O口的备用量应符合合同技术文件要求,但不应低于I/O口实际使用数的10%;机柜至少应留有10%的卡件安装空间和10%的备用接线端子;4节能措施评测,包括空调设备的优化控制、冷热源自动调节、照明设备自动控制、风机变频调速、V A V变风量控制等,根据合同技术文件的要求,通过对系统数据库记录分析、现场控制效果测试和数据计算后做出是否满足设计要求的评测。
结论为符合设计要求或不符合设计要求。
电气设备安装检查记录电气设备是工业生产和生活中必不可少的一部分,其良好的安装和检查是确保正常运行和人身安全的关键。
以下是电气设备安装和检查记录的样本。
1.设备信息设备名称:电动机设备型号:XYZ-123设备编号:001制造商:ABC公司2.安装情况安装日期:2024年1月1日安装地点:工厂A车间安装人员:张工备注:电动机安装在生产线上的特定位置,与其他设备连接。
3.设备检查检查日期:2024年1月2日检查人员:李工a.外观检查-设备表面无明显破损或变形。
-接线端子牢固,无松动或腐蚀现象。
-冷却风扇正常运转,无异常噪音或震动。
b.电气连接检查-电源线路正确连接至电机端子,紧固牢固。
-控制线路正确连接,绝缘良好。
-电机接地线连接牢固,无松动。
c.功能检查-手动启动电机,确认启动正常并无异常噪音或震动。
-检查电机的正常运转情况,包括运行速度和电流。
-测试电机的保护装置是否正常工作,如过载保护和短路保护。
4.安全检查a.电气安全-确认电路符合国家电气安全标准。
-检查电气设备是否存在漏电现象,执行漏电保护装置测试。
-确保设备的接地保护措施正确可靠。
b.动力安全-确认设备的电源线路符合工程要求。
-检查设备是否正确接地,防止触电风险。
-确认设备的额定电压和电流与供电系统匹配。
5.结果与建议根据以上检查,电动机的外观良好,电气连接正确,功能正常,安全措施有效。
建议定期进行维护保养和检查,以确保设备长期稳定运行。
6.签字检查人员:李工日期:2024年1月2日确认人员:张工日期:2024年1月3日以上是电气设备安装检查记录的范例,实际记录中可以根据设备类型和情况进行调整和补充。
保持详细和准确的记录,有助于确保设备的正常运行和人身安全。
SH/T 3503—J326 立式设备安装检验记录工程名称:XXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房
设备名称阳极液循环罐设备位号10-VK-1260规格Φ4000X3500
注:h为两测点间的距离,取h=3500mm。
单位:mm
项目测量部位允许值实测值项目测量部位允许值实测值
标高偏差
0º±5 2
支座中心
位置偏差
0º10 1 90º±5 1 90º10 2 180º±5 1 180º10 1 270º±5 2 270º10 2
垂直偏差0º/180ºH/1000 1
方位偏差0º15 3 90º/270ºH/1000 1
检验结论:
设备安装检测结果符合设计及规范要求(手写)
建设/监理单位总承包单位施工单位
专业工程师:
日期:年月日专业工程师:
日期:年月日
施工班组长:
质量检查员:
专业工程师:
日期:年月日。
设备到货及安装检验标准设备到货及安装检验标准⼀、⽴式或卧式容器类设备的整体就位安装质量检验(⼀)设备到货的验收1、检查设备技术⽂件1.1检查设备是否有竣⼯图、压⼒容器产品质量监督检验证书及产品质量证书。
1.2产品质量证书应包括:产品合格证、容器特性、主要零部件材料的化学成份和⼒学性能、容器热处理状态与禁焊等特殊说明、⽆损探伤检查结果、焊接质量检查结果、压⼒试验与⽓密试验结果、与设计图样不符项⽬。
1.3对照竣⼯图与产品质量证书,检查设备本体及主要零部件是否与设计⼀致。
1.4检查各管⼝是否配齐配对法兰、螺栓、垫⽚。
1.5检查设备本体上是否安装设备铭牌。
铭牌上应包括:制造单位名称和制造许可证号码、压⼒容器名称和产品编号、设计压⼒、温度及介质、最⾼⼯作压⼒和最⼤允许⼯作压⼒、压⼒容器类别和监检标记、压⼒容器净重和制造⽇期、试验压⼒。
1.6检查是否有装箱清单,根据竣⼯图和装箱清单清点验收以下各项:清点箱数、箱号及检查包装情况;核对设备名称、型号及规格;检查接管的规格、⽅位及数量;核对设备备件、附件的规格尺⼨、型号及数量。
注意:必须将所有技术⽂件收集、保管好,这是设备档案的⼀部分,压⼒容器取证也需要这些资料2、检查设备本体2.1检查设备本体的表⾯质量:设备表⾯⽆明显损伤和凹凸不平,接管、法兰及其它焊接件⽆明显歪斜,法兰密封⾯⽆损伤,⼯夹具的焊疤应清除⼲净。
2.2设备本体按规定进⾏刷漆防腐,质量合格。
2.3设备焊缝检查:⽆⼗字焊缝、拼接缝应按规定布置和错⼝,管⼝应避开焊缝。
焊缝表⾯不得咬边(深度≤0.5mm,长度≤10%焊缝长度且≤100mm)、裂纹、未焊透、未熔合、表⾯⽓孔、弧坑、未填满和⾁眼可见的夹渣等缺陷。
焊缝与母材应圆滑过渡;⾓焊缝或搭接焊缝焊⾓⾼度应等于较薄件厚度。
焊缝余⾼<4mm。
2.4设备本体平直,⽆弯曲、扭曲。
2.5设备开盖检查:内构件齐全如:进料分配管、出⼝防涡旋器、破沫⽹安装符合要求;焊缝错边量<3mm;内构件⽀承圈⽔平度:直径⼩于等于φ1600≤3mm,直径⼩于等于φ3200≤4mm;内构件安装⽔平度:直径⼩于等于φ1600≤3mm,直径⼩于等于φ3200≤5mm;不锈钢内构件表⾯进⾏酸洗钝化;器内⽆杂物,各开⼝通畅。