钨极氩弧焊
- 格式:doc
- 大小:101.00 KB
- 文档页数:6




TIG焊(钨极氩弧焊)的原理、特点及应用钨极惰性气体保护焊是利用高熔点钨棒作为一个电极,以工件作为另一个电极,并利用氩气、氦气或氩氦混合气体作为保护介质的一种焊接方法。
我国通常只采用氩气做保护气,因此又称为钨极氩弧焊,简称TIG焊或CGTAW焊。
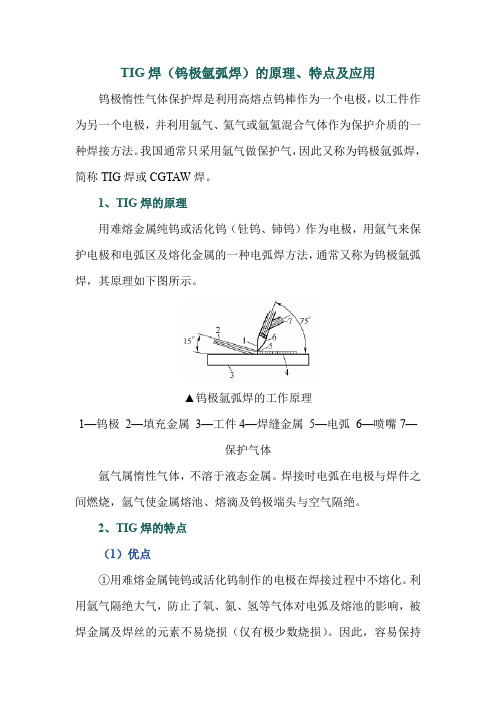
1、TIG焊的原理用难熔金属纯钨或活化钨(钍钨、铈钨)作为电极,用氩气来保护电极和电弧区及熔化金属的一种电弧焊方法,通常又称为钨极氩弧焊,其原理如下图所示。
▲钨极氩弧焊的工作原理1—钨极2—填充金属3—工件4—焊缝金属5—电弧6—喷嘴7—保护气体氩气属惰性气体,不溶于液态金属。
焊接时电弧在电极与焊件之间燃烧,氩气使金属熔池、熔滴及钨极端头与空气隔绝。
2、TIG焊的特点(1)优点①用难熔金属钝钨或活化钨制作的电极在焊接过程中不熔化。
利用氩气隔绝大气,防止了氧、氮、氢等气体对电弧及熔池的影响,被焊金属及焊丝的元素不易烧损(仅有极少数烧损)。
因此,容易保持恒定的电弧长度,焊接过程稳定,焊接质量好。
②焊接时可不用焊剂,焊缝表面无熔渣,便于观察熔池及焊缝成形,及时发现缺陷,在焊接过程中可采取适当措施来消除缺陷。
③钨极氩弧稳定性好,当焊接电流小于10A时电弧仍能稳定燃烧。
因此特别适合薄板焊接。
由于热源和填充焊丝分别控制,热量调节方便,使焊接热输入更容易控制。
因此,适于各种位置的焊接,也容易实现单面焊双面成形。
④氩气流对电弧有压缩作用,故热量较集中,熔池较小;由于氩气对近缝区的冷却,可使热影响区变窄,焊件变形量减小。
焊接接头组织紧密,综合力学性能较好;在焊接不锈钢时,焊缝的耐蚀性特别是抗晶间腐蚀性能较好。
⑤由于填充焊丝不通过焊接电流,所以不会产生因熔滴过渡造成的电弧电压和电流变化引起的飞溅现象,为获得光滑的焊缝表面提供了良好的条件。
钨极氩弧焊的电弧是明弧,焊接过程参数稳定,便于检测及控制,便于实现机械化和自动化焊接。
(2)缺点①钨极氩弧焊利用气体进行保护,抗侧向风的能力较差。
钨极氩弧焊一、焊接电源电流焊接电源;一种交流或直流电源,用于引弧、稳弧及正常焊接,电流5~1500A,电压10~35V。
常用手工焊机有S-160A、S-200A、S-250A等。
编称中的S为小类名称手工操作;A为额定电流安培数。
S-160A是小焊机,适合于厚度3mm以下的管道,S-200A适用于5mm 以下的管道焊接。
焊机具有电流自动衰减装置,保证焊缝的收尾质量适应环焊的需要。
有长焊、短焊转换装置,以适应长焊缝、间断焊和点焊。
焊接电流、电流衰减时间及气体保护滞后的时间全部采用无级调节,采用硅整流器作为焊接电源,维护简单、噪声小、效率高、体积小。
二、焊炬焊炬的作用是夹钨极、传导电流、向焊接区输送保护气和供水以冷却喷嘴。
对焊距的要求如下:1、保护气流具有良好的流动状态和造当的挺度,以获得可靠的保护。
2、有良好的导电性。
3、充分地冷却,以保证持久工作。
4、喷嘴与钨极间绝缘良好,以免喷嘴与工件接触时产生短路打弧。
5、质量小,结构紧凑,可达性好,拆装维修方便。
三、气体保护设备为了保护焊接熔池焊缝免受污染,GTAW需要一个保护气源,一个减压器以降低气源的压力,一个流量计以调节和控制气体流量,一个电磁阀,以电信号控制气流的通断。
1)、气瓶;气瓶是保护气气源,氩气瓶外涂以灰色,并标以“氩气”字样,以防止与其他气瓶混用。
瓶装氩气在20°C时,瓶装压力为15Mpa,容积40L、20L等。
使用瓶装氩气焊接完毕时,要把瓶嘴关闭严密以免漏气。
瓶装氩气将要用完时,瓶内要留有少量底气,不得全部用完,以免空气进入瓶内。
2)减压器和流量计;高压气瓶使用一个减压器和流量计或组合装置。
减压器由细螺纹拧到气瓶头上,单级减压器需要定期调节以维持工作压力,双级减压器有着更精确的调节作用,在气瓶压力降低时不用后果新调节。
3)电磁气阀;电磁气阀装在控制箱内,一般是接入36V的交流电,由延时继电器控制。
当切断电源时,电磁气阀处于关闭状态;接通电源时,芯子连同密封塞被吸上去,电磁气阀打开,气体进入焊炬。
一、概述:
1、钨极氩弧焊就是以氩气作为保护气体,钨极作为不熔化极,借助钨电极与焊件之间产生的电弧,加热熔化母材(同时添加焊丝也被熔化)实现焊接的方法。
氩气用于保护焊缝金属和钨电极熔池,在电弧加热区域不被空气氧化。
2、一般氩弧焊的优点:
(1) 能焊接除熔点非常低的铝锡外的绝大多数的金属和合金。
(2) 交流氩弧焊能焊接化学性质比较活泼和易形成氧化膜的铝及铝镁合金。
(3) 焊接时无焊渣、无飞溅。
(4) 能进行全方位焊接,用脉冲氩弧焊可减小热输入,适宜焊0.1mm不锈钢
(5) 电弧温度高、热输入小、速度快、热影响面小、焊接变形小。
(6) 填充金属和添加量不受焊接电流的影响。
3、氩弧焊适用焊接范围
适用于碳钢、合金钢、不锈钢、难熔金属铝及铝镁合金、铜及铜合金、钛及钛合金,以及超薄板0.1mm,同时能进行全方位焊接,特别对复杂焊件难以接近部位等等。
二、钨极氩弧焊焊机的组成
1、本公司氩弧焊机的型号(见图表)、编制方法、文字说明。
2、焊机的部件(焊机、焊枪、气、水、电)、地线及地线钳、钨极。
3、焊机的连接方法(以WSM系列为例)
(1) 焊机的一次进线,根据焊机的额定输入容量配制配电箱,空气开关的大小,一次线的截面。
(2) 焊机的输出电压计算方法:U=10+0.04I
(3) 焊机极性,一般接法:工件接正为正极性接法;工件接负为负极性接法。
钨极氩弧焊一定要直流正极性接法:焊枪接负,工件接正。
(4) 水源接法、氩气接法
三、焊枪的组成(水冷式、气冷式):
手把、连接件、电极夹头、喷嘴、气管、水管、电缆线、导线。
四、氩气的作用、流量大小与焊接关系、调节方法。
检查设备、水、气、电路是否正常,焊件和焊枪接法是否符合要求,规范参数是否调试妥当,全部正常后,接通电源、水源、气源。
2、焊接
把焊枪的钨极端部对准焊缝起焊点,钨极与工件之间距离为1-3mm按下焊开关,提前送气,高频放电引弧,焊枪保持70°-80°倾角,焊丝倾角为11°-20°焊枪作直线匀速移动,并在移动过程中观察熔池,焊丝的送进速度与焊接速度要匹配,焊丝不能与钨极接触,以免烧坏钨极,焊枪。
同时根据焊缝金属颜色,来判定氩气保护效果的好坏。
3、收弧的方法:
(1)焊接结束时,焊缝终端要多添加些焊丝金属来填满弧坑。
熄灭电弧后,在熄弧处多停留一段时间,使焊缝终端得到充分氩气保护,防止氧化。
(2)利用焊机的电流衰减装置,在焊缝终端结束前关闭控制按钮,此时电弧继续燃烧,焊接继续,直至电弧熄灭,保证了焊缝端部不至于烧穿,保证了焊缝质量。
(3)重要结构的焊接件,焊缝的两端要加装引弧板和熄弧板。
焊接引弧在引弧板上进行,熄弧在熄弧板上进行,保证了焊缝前点和终端的质量。