TP全流程制作及检验标准
- 格式:doc
- 大小:281.13 KB
- 文档页数:14
TP检验标准1.目的适应本公司TP物料的来料检验需要。
2.适用范围本公司所有手机TP来料检验。
3.引用文件《TP样品承认书》、《物料确认书》4.抽样方案4.1 GB/T 2828.1-2003 IL=II级一次抽样方案。
4.2 合格质量水平(AQL值):A类=0 B类=0.1、C类=1.05. 检验内容5.1 TP区域定义:AA区域:显示区(A区)VA区域:可视区域(B区)LCD区域:视区外围(装机后看不到A V A LCD此区域)(C区)5.2.检验工具:放大灯、点线规、游标卡尺、测试夹具、酒精、无尘布。
溶剂:酒精(乙醇)适用于电阻薄膜式触摸屏检验环境:在环境光度为600~800LUX(20~40W日光灯)的条件下,人眼与被检测面距离为25~35cm,观察角度要求产品改变±45°角,观察时间为10S±5 S (如上图)5.3缺陷定义:5.3.1 致命缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷或造成不能使用的缺陷或严重影响主要性能指标、功能不能实现的缺陷。
5.3.2 严重缺陷(Major Defect):功能缺陷影响正常使用;性能参数超出规格标准;漏元件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;包装存在可能危及产品形象的缺陷;导致最终客户拒绝购买的结构及外观缺陷。
5.3.3 次要缺陷(Minor Defect):影响外观的缺陷,不影响产品使用,最终客户有可能愿意让步接受的缺陷。
注:有些外观检查中发现的问题会影响到产品的功能,则按照功能缺陷的标准来确定缺陷等级;如按键脱落会导致按键无功能,为主要缺陷。
有些功能检查中发现的问题仅影响到产品观感,则按照外观缺陷的标准来确定缺陷等级;如按键漏光。
5.4具体判定标准如下: (W=宽度、D=直径、L=长度)外观检验部分检验项目缺陷定义点缺陷定义点缺陷尺寸D的定义: y D=(x+y)/2x线缺陷定义定义:宽度 W长度 L粒状异物缺陷描述判定标准D≤0.1mm 可以接受0.1mm<D≤0.15mm 在AA、VA区可接收2(间距大于10mm)0.15<D≤0.20 在AA、VA区可接收1个0.20<D 拒收线状异物、划伤W≤0.02mm 可以接受0.02<W≤0.04 5.0<L≤10.0,与另一异物或伤痕间距大于 10mm,可接受 2 处45°45°25cm45°0.04<W≤0.06 L≤5.0可接收一处0.06<W 不可接受破损、裂痕不可接受漏白边可视区显示白边不可接受装配断差要求小于0.2MM 符合装配要求毛边、披锋不允许仅限纯平TP背胶不良背胶叠加、无粘性不允许牛顿环规律性/非规律性 <1/6S可接受TP图标丝印图案字体不清晰、偏位倾斜45°角ICON边缘不可见的拒收膜鼓高度≤0.2mm 可接受结构尺寸尺寸不符根据样品规格书检验要求在公差范围内装配不良实际装配不良要求符合装配要求功能部分动作启动/关闭时间<10ms线性偏移度<2%绝缘电阻≥10MΩ DC 25V 电压下电阻值100Ω~600Ω X 方向输出端子间阻抗符合设计标准操作灵敏度手写笔加压80克砝码,书写不能有断笔、飞笔不良手写功能无飞笔、断笔、偏移等不良操控动作力≤110gf 用 R0.8mmABS+PC 材质笔头测试可靠性部分测试项目测试标准缺陷判定FPC剥离强度2KGF水平方向10S拉断NG B0.5KGF朝膜面垂直方向90度方向10S拉断NG BB 表面硬度按国标GB/T6739-1996,用3H三菱铅笔,在45°的角度,以750g(+5/-15g)的力度刻划产品表面,划5次B 点击测试250gf R=0.8MM 100万次 60~100次/分,测试后无飞笔、断笔等异常现象。
产品质量检验程序在生产过程中,产品质量检验是确保产品符合质量标准的重要环节。
本文将介绍产品质量检验的程序,包括质量检验的目的、流程、方法和结果评估等方面。
一、质量检验的目的质量检验的主要目的是确保产品的合格率和可靠性。
通过检验,我们可以及时发现并纠正产品制造过程中的问题,提高产品质量,满足客户的需求和期望。
同时,质量检验也可以帮助企业降低成本、增强竞争力。
二、质量检验的流程质量检验的流程一般包括取样、测试、评估和记录等步骤。
1. 取样:根据检验标准和要求,从生产线上随机选取代表性样品。
2. 测试:对取样的产品进行相关的物理、化学、机械等测试,以评估其质量和性能。
3. 评估:根据测试结果和预设的质量标准,判断产品的合格性,并记录合格或不合格的结论。
4. 记录:将检验过程中的相关数据和结果进行记录,包括样品信息、检验结果、检验员等。
三、质量检验的方法产品质量检验可以采用各种方法和工具,下面介绍两种常用的方法:1. 外观检验:通过肉眼观察产品的外观,检查是否有瑕疵、变色、变形等表面缺陷。
2. 功能性检验:根据产品的设计要求,进行相应的功能测试,如电器产品的电流、电压测试,机械产品的运转试验等。
除了以上方法,还可以根据产品的特点和要求,采用其他专业的检验方法,如X射线检测、声波检测、拉力测试等。
四、质量检验结果评估在质量检验中,根据检验结果的合格与否,可以分为合格品和不合格品。
1. 合格品:符合质量标准和要求,可以正常出货或投入市场。
2. 不合格品:不符合质量标准和要求,需要进行相应的处理,如修复、重新制造或报废等。
对于不合格品,企业需要追溯其原因,采取相应的纠正措施,确保类似问题不再发生,并承担相应的责任。
五、质量检验的重要性质量检验在产品生产中具有重要的作用:1. 保证产品质量:通过检验,可以发现和排除产品生产过程中的缺陷和问题,确保产品的质量稳定和一致性。
2. 提高客户满意度:优质的产品可以满足客户的需求和期望,提高客户对企业的信任和满意度。
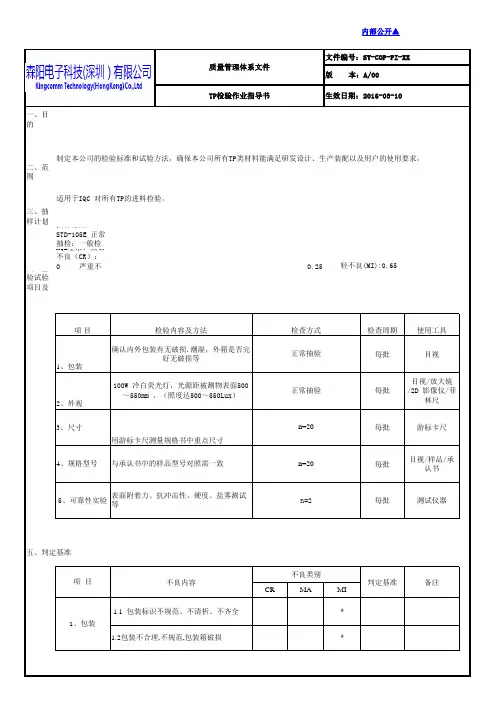
一、目的:通过检验TP生产来料(钢化玻璃、FPC、ITO玻璃、保护膜、背胶、胶水、吸塑盘、包装箱)的质量,确保不合格的材料不投入生产,保障TP产品的品质。
二、适用范围:TP来料质量检验;当本标准与其他标准冲突时适用于以下优先原则:设计(工艺、量产)文件〉本检验标准〉供方出货报告。
三、抽样水平:按M I L-S T D-105E检查水平I I,正常检查一次抽样方案进行四、抽样标准:注:外形尺寸(同一个型号)抽检数量为5pcs/批,小于10pcs的批次全检。
五、检验方法:1•检验方法:在正常工作环境下进行检验。
使用1000 ±200Lux日光灯,眼睛距离产品20 —30cm,目检10s,检查视角为30o —45o,(如有保护膜的必须揭开保护膜检查)。
2.检验完成后填写“来料检验验证单”,合格的盖蓝色“QCA ”章,不合格的盖红色“QCR” 章,交SQE确认。
3•检验合格后,在包装箱上贴上原材料检验合格证,并加盖蓝色“QCA ”章,检验不合格则在其包装箱上贴原材料不合格证,同时加盖红色“ QCR ”章。
4.不合格批经审批同意可特采使用,同时贴上原材料特采使用证。
5.检验不合格的来料的处理,按《来料不合格控制程序》执行。
备注:针对单个不良判定OK的情况下,同一产品不可同时出现三种不良现象。
六、检验判定项目:1.FPC检验标准:1.1FPC外观检验标准:1.2 FPC电性能检验标准:1.3 FPC包装检验标准:2.钢化玻璃检验标准:2.1.适用于》5寸的产品,其中A区:正面油墨区,B区:透明区,C区:背面油墨区2.2钢化玻璃外观检验标准:注:①为点缺陷的平均直径2.3钢化玻璃电性能检验标准:3.ITO玻璃的检验标准:3.1ITO玻璃外观检验标准:3.2ITO玻璃电性能检验标准:4.UV胶水外观检验标准:5.背胶(衬垫,高温胶纸,保护膜)检验标准:6.免检材料(辅料):7.外包装箱与吸塑盘检验标准:具体型号规格以设计要求为准,符合BOM文件要求8.来料可靠性测试检验标准:详细可靠性测试内容参见《TP可靠性测试规范》。
兴讯达国际有限公司编号:XXD-QA-003 文件名称:Touoh Panel检查标准书页次: 1 / 5版本:V01兴迅达国际有限公司Xing Xun Da International Co.,LTD Touoh Panel检查标准文件编号:XXD-QA-003版本:V01_____制定部门:品质部____共5页,第1页1、目的:明确地描述和定义Touoh Panel 产品不合格项目检查规范,确保正确的实施检查产品外观及功能,使产品满足客户的要求。
2、范围:适用于东之晖公司Touoh Panel 类产品检查。
3、 职责:3.1 检查员:负责对成品进行外观及功能检查,并做好相关记录。
3.2 品质部主管:负责检查,指导检查员的工作,并对检查结果及记录,给予确认及分析。
4、 检验方法及工具:4.1 检验方法:4.1.1外观检查:①须在600--1200LUX 灯下检查,目视在距离产品10cm-30cm 处检查,并且必须戴上手指套。
②产品需在以黑色衬垫物上进行检查。
③检查时注意触摸区与丝印区交界四周防止用力按压。
4.1.2功能检查:4.2 抽样标准:使用ISO2859-1:1999取样方案检查,检查内容依据各岗位的检查作业指引实施。
4.3检验工具:目测镜、游标卡尺、点线菲林尺、线性测试机、电脑。
5、定义:5.1A 区:有效显示区(Active area )B 区:非有效显示区(viewing area :客户模组组装后看不到的部分) 5.2主要缺陷:5.2.1 正常使用时,会造成功能失误或不稳定,不能达到所期望的目的或显著的降低其产品的实用性质和商品价值。
5.2.2 严重的作业不良,人为疏忽所造成的缺点。
5.3次要缺陷:5.3.1 作业不良,人为疏忽所造成的一般性缺点。
5.3.2 会造成消费者轻度困扰的缺点。
5.4线性不良:测试时出现画线失真或文字变形等不良。
5.56.使用原则(基本观念):6.1无法以文字叙述,说明主缺陷的限度样品作为判定依据。

成品检验标准深圳市精瑞科技有限公司版本:A0 生效日期:2013年10月15日目录1.封面-——---——-—————-—-—-—----—————---—----—-————------—-——2.目录——--—--—-—-———--—--——————--------————-—-——-——-——---———3.文件修(制)订履历一览表--—-—-—---——————-——-—-—-4.目的--—----—-—-—----—---—-—-—--—--—-—-—-—--———-—-——-—-——--5.标准内容----———-———-——-----——-————————--———-——-——--——--—6.引用标准-———-—-——————————--—--——-——-—---—---—--—---———--7.附录-———----—--—-———-—————-------——-—-—-——-—---————--—----一。
文件修(制)订履历一览表二.目的明确TP 的检验标准,确保产品满足客户要求。
2.1 适用范围适用于本公司生产所有TP 的功能。
外观及性能检验.(客户有特殊要求外)。
2.2 定义 2.2。
1 缺陷等级2.2。
2 致命缺陷(CRI ):产品存在对使用者的人身及财产安全构成威胁的缺陷。
2。
2.3 主要缺陷(MAJ ):产品存在下列缺陷为主要缺陷: —-— 尺寸超出规格标准;--— 外观缺陷可能危及产品的形象; —-- 性能参数达不到规格标准。
2。
2.4 次要缺陷(MIN ):不影响产品使用,最终客户愿意让步接收的缺陷. 2.2.5 外观检验区域划分视窗区:产品的功能显示区; 非视窗区:产品的非功能区。
如图所示:2.2。
6 外观缺陷及定义点缺陷:具有点形状的缺陷;毛 刺:在应无印刷的区域出现一处参差不齐的油墨.色 差:产品的颜色与标准样品(客户承认样品)的颜色不一致。
变 形:产品存在明显的不可恢复的本体变弯. 汽 泡:产品表面从正面看有发白或类似晶点的现象。
Touch Panel 生产流程※生产流程及管制图银胶 检验预压ACF 热压测试清洁入库出货说明: 制程项目 质量控制站 要求:所有工序在生产过程中按检验标准由操作者进行自检、制造领班及品管制程人员进行首件检验后方可进行批量生产,生产中除操作者自检外还有品管制程进行定期的巡检,以保证生产的质量。
※TouchPanel 生产工序、工艺及检验要求一、蚀刻 酸的配置 碱的配置 纯水ITO Glass 流程图ITO Film 、ITO Glass 原材料,MK 油墨、网版按进料检验规范检验。
1. 印刷:ITO Film 、ITO Glass 印刷MK 并过UV 固化检验项目: 网版、印刷图案,MK 的硬度、厚度、附着力,等见下表一(MK 印刷检验规范) 表一:MK 印刷检验规范 工序检验项目检验工具检验方法及标准备注1)无渗透、干版、针孔现象,边缘平滑3)油墨固化后材料无变形,无胶渍,污渍,导电膜无刮花 外观检查目 测现象。
印刷附着力 3M 810胶带 3M 600胶带 百格刀划十字线,3M 胶带剥离测试,测试区域油墨90%以 上无脱落硬度2H 铅笔2H 铅笔测试各种油墨无脱落痕迹(呈45度斜划)铅笔应无尖锐的棱角2. 蚀刻:将印好耐酸油墨的ITO Film 、ITO Glass 进行蚀刻以去掉不需要的导电膜。
检验项目:酸的浓度、碱的浓度、纯水的质量;外观、电气,见表二(蚀刻检验规范)表二:蚀刻检验规范 工序检验项目检验工具检验方法及标准备注二、印刷ITO Film银胶检验ITO Glass银胶流程图1. 印前准备:网版检验、调油墨,按工程规范及有关要求准备材料、工具1)印刷前必须先了解有哪些版次,用何型号油墨2)印刷前油墨必须经过脱泡,必须充分搅拌2. 印刷:按工程规范及相关要求进行作业,印上所需的线路及图案1)不能有透空、渗透、针孔、干版、粘版等不良现象,绝缘点印刷不能有拖尾、漏点、渗透等不良现象2)印刷时要测试油墨的附着力3)要测试油墨的印刷厚度3. 干燥:对印刷好后的油墨通过UV 或烤箱进行干燥处理检验项目:见表三(印刷检验规范)表三:印刷检验规范工序检验项目检验工具检验方法及标准备注三、组合流程图组合注意事项1)擦拭材料时必须使用泡软的鹿皮拭擦,而且不能把材料刮花,并尽可能做到不拭擦材料2)注意产品的平整度,手机屏使用加热贴合机组合,依工程规范使用不同的垫框吸风组合,使用键片的产品单片组合,需过滚筒控制其平整度3)组合好的产品不能有污点、毛屑、杂质、白点等不良,依外观检验要求或相关要求检验项目:见表四(组合检验规范)表四:组合检验规范工序检验项目检验工具检验方法及标准备注1)组合前用鹿皮擦拭有污渍的产品2)产品组合后无污渍、水渍、杂点、指纹组合外观目测3)上下线组合准确,上下线偏位±0.2mm4)产品组合后无牛顿环、彩虹纹及拖尾现象(Analog)四、镭射、玻切裂片磨边检验项目:见表五(镭射、玻切规范)流程图表五:镭射、玻切规范工序检验项目检验工具检验方法及标准备注五、热压FPC 热压流程图1. Tail进料检验依据Tail进料检验规范检验2. ACF 预压按工程规范及相关要求作业检验项目:见表六(热压检验要求)表六:热压检验要求工序检验项目检验工具检验方法及标准备注1)按工程规范、工程图及相关要求进行热压2)热压效果要用显微镜观察,热压区域平整无气泡,导热压外观回路电阻拉力目测万用表拉压力计电金属球有轻微破裂,热压区域银线看起来有立体感,导电热熔胶在热压区域边缘有挤出来的感觉3)满足拉力测试要求。
管理体系三阶文件TP样品制作作业指引文件编号AVD(WI)-03-RD-003 编制版本号V1.3 审核文件页数 6 批准生效日期受控编号受控文件妥善保管TP样品制作作业指引版本号V1.3页码第 1 页共 6页修订记录文件修订内容摘要版本号修订日期章节号删除试产相关内容,改为样品制作作业指引V1.1 2012-5-11删除RTP样品相关事项V1.1 2012-5-11 All 全面修改V1.2 2014-11-25 All 全面修改V1.3 2015-2-7TP样品制作作业指引版本号V1.3页码第 2 页共 6页1.目的规范TP做样过程,保证准时、按质、按量的完成样品2.范围适用于本公司设计开发的TP产品3.定义无4.职责4.1 销售单位:4.1.1 上传TP产品立项表,提供客户资料,提出样品制作需求4.1.2 跟进客户端样品测试结果并反馈给样品工程师4.2 TP研发单位/电子:4.2.1 设计申请FPC样品,完成样品BOM表中电子材料部分4.2.2 设计TP测试方案,评估制作测试夹具4.2.3 负责TP产品程序调试4.2.4 处理客户反馈样品功能问题,确保产品能满足客户需求4.3 TP研发单位/夹具包装设计:4.3.1 设计制作丝印、贴合、背胶等工装夹具4.3.2 设计产品包装方案和完成BOM表中包装材料部分;4.4 TP研发单位/样品:4.4.1 编制样品、量产的PMI和BOM4.4.3 依据采购回复的物料交期,回复样品交期4.4.4 跟进样品制作过程,及时处理产线出现的异常,确保产品符合客户要求4.4.5 对样品制作过程和结果进行组织评审总结,必要时要召开样品总评审结会议4.4.6 组织试产前会议,汇报样品制作情况以及试产需要注意的问题点4.4.7 及时处理客户对样品的投诉,并把分析改善结果通知客户,必要时提供改善样品给客户4.5 PMC:4.5.1 负责安排样品生产计划;4.6 品质单位:4.6.1 对样品制作过程进行管控4.6.2 负责样品出样的检验4.6.3 负责样品的可靠性验证4.6.4 参与样品评审TP样品制作作业指引版本号V1.3页码第 3 页共 6页4.7 制造单位:4.7.1 负责样品的每段生产制造4.8 工艺单位:4.8.1 处理样品过程中的工艺异常4.8.2 参与样品评审4.9 采购中心:4.9.1 根据样品BOM申购样品物料,回复样品料齐时间5.内容5.1 样品导入5.1.1 样品导入:客户确认图纸并提出样品需求,由销售部门客服在系统提出制样需求;5.1.2 样品数量规定:尺寸数量备注7寸以下(含)10片以内(含)样品数量超过规定数量并小于等于20pcs可特批按样品安排,数量超7寸以上5片以内(含)过20pcs需按风险单方式导入5.1.3 样品工程师三天内在系统上回复样品交期。
生产流程PanelTouch图流程及管制生产※
银胶检验烘烤检验绝缘检验UV检验粘胶
检验外清烘烤洁检验观
ITO Glass检验入库备料清洗耐酸检验蚀刻检验
酸的配置检验
碱的配置检验
纯水检验
UV检验绝缘点检验烘烤银胶检验检验绝缘
清检验检验UV烘烤检验粘胶洁检验
外观
外观覆膜镭组合射玻璃切割裂片磨边检验
入库领料预压FPC检验ACF热压检验测试
包装成清洁终检封胶检观外覆膜背胶
入库出货
说明:制程项目质量控制站
要求:所有工序在生产过程中按检验标准由操作者进行自检、制造领班及品管制程人员进行首件检验后方可进行批
量生产,生产中除操作者自检外还有品管制程进行定期的巡检,以保证生产的质量。
1/9.
要求产工序、工艺及检验生TouchPanel※
刻一、蚀检验刻耐酸检验蚀检验入库裁切缩水ITOFilm
检验酸的配置
检验碱的配置
检验水纯
检验酸的配置
检验碱的配置
检验水纯
图流程
范检验。
油墨、网版按进料检验规Film、ITO Glass原材料,MKITO固化并过UV印刷、ITO Glass MK1.印刷:ITO Film一:)表见下表一(MK印刷检验规范MK检验项目:网版、印刷图案,的硬度、厚度、附着力,等范印刷MK检验规
锐
2.蚀刻:将印好耐酸油墨的ITOFilm、ITOGlass进行蚀刻以去掉不需要的导电膜。
检验项目:酸的浓度、碱的浓度、纯水的质量;外观、电气,见表二(蚀刻检验规范)表二:蚀刻检验规范
工序检验项目检验工具检验方法及标准备注
2/9.
二、印刷ITOFilm烘烤检验绝缘检验UV检验粘胶检验胶银
检验烘烤
GlassITO
检验绝缘检验UV烘烤检验银胶检验绝缘点
UV检验烘烤粘胶检验检验
图流程
1.印前准备:网版检验、调油墨,按工程规范及有关要求准备材料、工具
1)印刷前必须先了解有哪些版次,用何型号油墨
2)印刷前油墨必须经过脱泡,必须充分搅拌
2.印刷:按工程规范及相关要求进行作业,印上所需的线路及图案
1)不能有透空、渗透、针孔、干版、粘版等不良现象,绝缘点印刷不能有拖尾、漏点、渗透等不良现象
2)印刷时要测试油墨的附着力
3)要测试油墨的印刷厚度
3.干燥:对印刷好后的油墨通过UV或烤箱进行干燥处理检
验项目:见表三(印刷检验规范)
表三:印刷检验规范
工序检验项目检验工具检验方法及标准备注
3/9.
三、组合
检验 清洁 组合 外观 覆膜
图流程
项组合注意事 使用泡软的鹿皮拭擦,而且不能把材料刮花,并尽可能做到不拭擦材料1)擦拭材料时必须 单片组合,使用键片的产品组)注意产品的平整度,手机屏使用加热贴合机合,依工程规范使用不同的垫框吸风组2 过滚筒控制其平整度合,需 要求或相关要求检验项组合好的产品不能有污点、毛屑、杂质、白点等不良,依外观检验3) 检验规范)目:见表四(组合 检验规范表四:组合
四、镭射、玻切 玻切 裂片磨边 检验 镭射检验
流程图表五(镭射、玻切规范)见检验项目:
范表五:镭射、玻切规方法及检验目检验项工序工具检验标备准注
4/9.
五、热压半成品
检验入库领料预压ACF热压FPC检验
流程图
检验范检验依据Tail进料检验规1.Tail进料业ACF预压按工程规范及相关要求作2.
六、测试
测试 封胶 检查
流程图
检验项目及要求:见表七 表七:测试、点胶要求
工序 检验项目 检验工具 检验方法及标准 备注
5/9.
七、终检
库包装覆膜 入 背胶 清洁 终检 外观
图流程 洁处1. 先进行小片外观及初清 理 根据工程要求贴 背胶,组合公差符合要求,无偏位2. 护边缘要求尽量与T/P 边缘平直,按工程3. 清洁处理后终检规范要求覆膜,保 4. 按包装规范要求包装,特殊包装按工程要求
实际情况定)(依公司及产品外观检验玻璃厚度;D=直径、GT=忽略(W=宽度、L=长度、准只适用于可以下标视区。
只要TP功能良好非可视区的外观方法及条件:外观标准。
检验净的污渍,不适用与该W=Width,L=Length,D=Diameter,GT=Glassthickness)用软布沾酒精能擦干。
眼鏡亦可)1.0及以上的健康成人(带a.视力板或黑色泡棉作为垫黑色纸,荧光灯,或明室下1000LU以下产品的下方加盏.b在产品的观察处放置一30W的冷白色衬托背景。
)如图所示检测时间不超过10秒。
(20~30c.物体与检测者眼睛距离厘米,每片产品
Eyes
Lamp Approx.60°TouchPanel
(BlackFoam)棉色泡黑
检验注意事项:
a.检验人员必须佩带指套。
b.将检验的产品置于检验者前方的位置,双手小心托住产品边
缘,不能使产品弯曲。
c.检验者的眼神应持续的覆看而不是具体的盯住某一点看。
d.根据下面提供的标准判断产品是否符合要求,若发现有其他不良,从外观角度看客户是否可接受此不良。
ⅰ.点状杂物
6/9.
ⅱ状杂物.线
.刮痕ⅲ
L L 刮痕
)径+短径)/2长ⅳ.Film 上的鱼眼、凹痕、气泡(D(mm):平均直径=(DD
鱼 气,眼 凹 痕
与 泡
ⅴ.牛顿环检验规范
检验方法:在荧光灯(40W,自然光)下目测,目测距离30±10cm,并与产品且成60°±10°角度检测。
在温度23℃±5
℃,湿度55%RH±10%RH,气压860hPa~1060hPa的环境下判定,此标准适用于产品的初期状态。
7/9.
mpa L yesE°0x.6Appro
elchPan Tou牛顿环检验示意图为分两种:牛顿环图)⑴.规律性(如
无规律性有规律性
※当TP产生的牛顿环面积大小超过整个TP面积的1/6时,判定为不良品;
※当TP产生的牛顿环面积大小小于整个TP面积的1/6,而且点灯后不影响文字及直线失真,可以接受。
⑵.无规律性(如图)
※牛顿环不点灯下超过1/4,判定为不良品;
※不论大小点灯后,造成文字失真或直线变形,判定为不良品;
※当TP产生的牛顿环面积小于整个TP面积的1/4,而且点灯后不影响文字及直线失真,可以接受。
ⅵ.玻璃啐裂和裂纹(T=玻璃厚度)Chip and Crack of glass(T=glass thickness)
项目Item尺寸Size(mm)长度Length(mm)接受个数Acceptable Qty0片:若有任何啐裂或裂纹超≤3X过所给的X,Y,Z值,则不接受。
角≤3Y
0pce:Judgedunacceptable if Corner there is any one chip or crack exceeding the
≤ZT permissive value of X,Y,or Z.0片:若有任何啐裂或裂纹超≤5X过所给的X,Y,Z值,则不接受。
0pce:Judgedunacceptable if角以外的地方there is any one chip or≤1Y Other thancrack exceeding the cornerpermissive value of X,Y,Z.
每边2个或更少:它们要小于所给的值。
<T ZTwo or less for each side:
Those lessthan these
values.
8/9.
渐裂或者裂纹0片:若有任何渐裂或者裂纹,不接受。
Progressive0Pcs:Judged unacceptable if there is any
progressive crack or chip orchip.Crack
(undulationincluded)ⅶ.凸出(包括波状弯曲)Bulge
内判定为合格品。
膜鼓起在0.40mm高度范围belowThe ITO filmBulged0.40mm,it's ok.
Film0.4mmorless
0.4mm或以下Glass凸出Bulge
八、成品出货检验
检验方式:
采用中华人民共和国国家标准GB/T2828.1—2003/ISO2859-1:1999计数抽样检验程序第1部分:按接收质量限
(AQL)检索的逐批检验抽样计划中的一次抽样方案(II级)进行抽样检验。
AQL值的设定为电气性能为:0;Major:0.65;Minor:1.0
T/p成品检验项目:
1.短断路测试(数位式)及线性度(模拟式)
2.绝缘电阻
3.最大回路电阻
4.面版颜色及字体之遮蔽性
5.组合结构及组合密合度
6.组合杂物及刮花
7.组合平整度
8.天窗保护膜
9.各部分尺寸,出线金手指对称度
10.总厚度
11.透光率
12.引出线
13.热压强度
14.补强片的大小厚度
15.操作压力
16.端子
17.包装检验九.包
装按包装要求包装。
9/9.。