偏倚及线性表格模板(带计算公式)
- 格式:xls
- 大小:77.00 KB
- 文档页数:29


量具线性和偏倚研究概述使用量具线性和偏倚研究可评估测量设备操作范围内的精确度。
选择覆盖量具操作范围的部件。
每个部件必须有一个参考值。
例如,一名工程师要评估量具的线性和偏倚。
该工程师选择5 个表示测量预期极差的部件。
每个选中的部件均通过布局检查进行测量以确定其主要测量值。
一个操作员使用量具随机测量每个部件12 次。
在何处可找到此分析要执行量具线性和偏倚研究,请选择统计 > 质量工具 > 量具研究 > 量具线性和偏倚研究。
何时使用备择分析●要在具有交叉数据的情况下完整分析测量系统,请使用交叉量具R&R 研究。
●要在具有嵌套数据的情况下完整分析测量系统,请使用嵌套量具R&R 研究。
量具线性和偏倚研究的数据注意事项要确保结果有效,请在收集数据、执行分析和解释结果时注意以下准则。
每个参考部件必须具有已知测量值参考值是参考部件的已知标准测量值。
在测量系统分析过程中,将参考值用作主值进行比较。
例如,您使用已知重为0.025 g 的参考部件校准天平。
应按随机顺序收集数据如果不随机收集数据,分析结果可能会有误导性。
选择表示测量实际或预期极差的部件。
跨测量实际或预期极差选择部件,可以评估您的量具是否对量具测量的所有部件大小具有相同准确度。
一个操作员应执行所有测量单个操作员应测量所有部件和所有仿行,这样来自不同操作员的量具变异才不会成为因子。
量具线性和偏倚研究示例一位工程师想要评估用于测量轴承内径的测量量具的线性和偏倚。
该工程师选择了五个表示测量预期极差的部件。
按布局检查测量每个部件以确定其主测量值,然后由一位操作员随机测量每个部件12 次。
该工程师之前使用方差分析法执行了交叉量具R&R 研究,确定该总研究变异是16.5368。
1.打开样本数据,轴承直径.MTW.轴承直径.MTW2.选择统计 > 质量工具 > 量具研究 > 量具线性和偏倚研究。
3.在部件号中,输入部件。
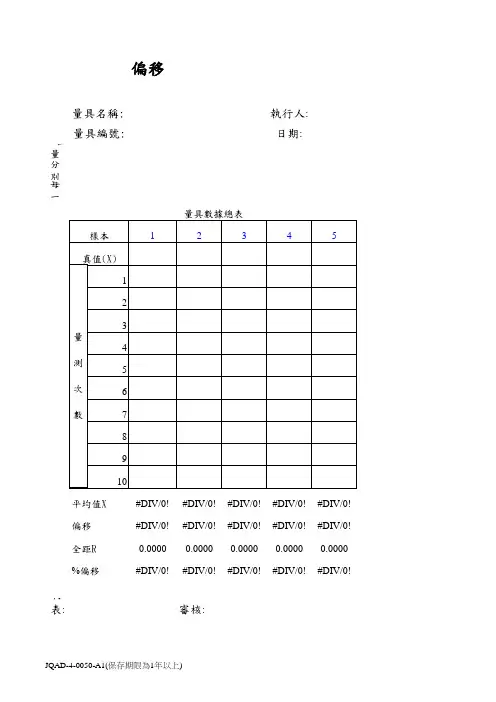

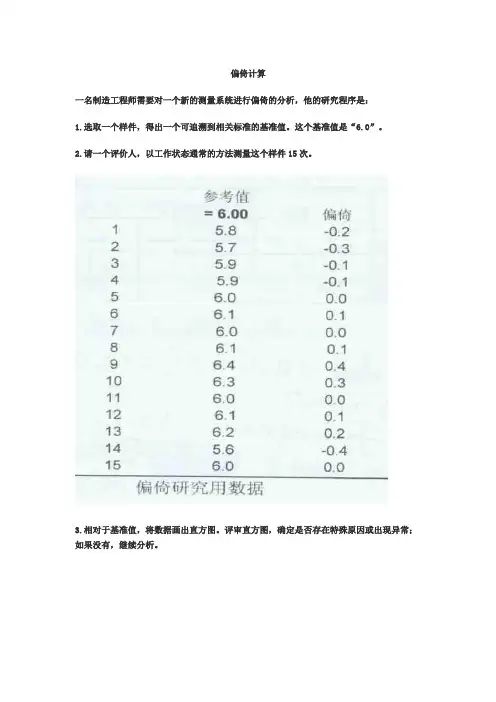
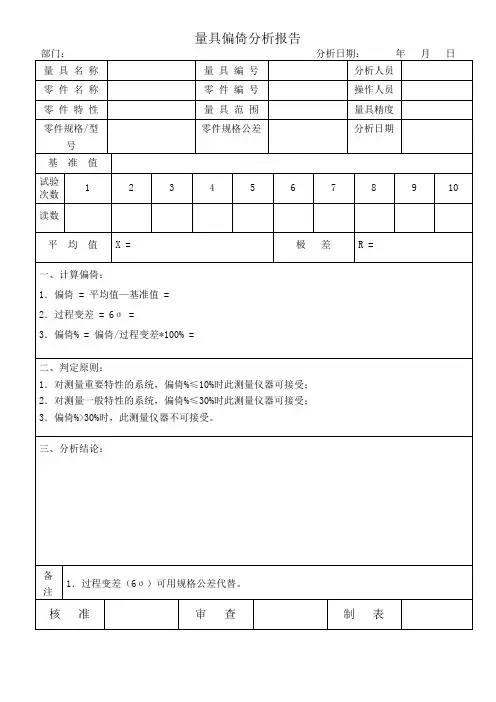
偏倚计算一名制造工程师需要对一个新的测量系统进行偏倚的分析,他的研究程序是:1.选取一个样件,得出一个可追溯到相关标准的基准值。
这个基准值是“6.0”。
2.请一个评价人,以工作状态通常的方法测量这个样件15次。
3.相对于基准值,将数据画出直方图。
评审直方图,确定是否存在特殊原因或出现异常;如果没有,继续分析。
4.计算该评价人n个读数的均值。
公式如下:该评价人15次测量的平均值是:6.00675.计算可重复性标准偏差σr,既σ重复性。
其中d2*可以从《与均值极差分布相关的值》的表中查到,查出的d2*值是:注:g=1(子组容量为1),m=n=15(子组大小)。
计算结果:0.225146.确定偏倚的t统计量:t= 偏倚/σb偏倚 = 测量值的平均值—基准值该评价人15次测量的偏倚值是:0.0067σb利用下面的公式计算。
计算结果是:0.11537.根据子组的容量和子组的大小,通过173页的《与均值极差分布相关的值》表格,查找出自由度(v或df);查出的结果是df=10.88.再查表找出显著的t值。
该值是通过查《t分布分位数表》来找出的,依据自由度v(df)10.8,选α(置信度)= 0.05,α/2就是0.025,1-α/2=0.9750,则从表p=0.9750与自由度V值10.8的交叉处选值。
该表中的自由度只有10和11,没有10.8我们所要求的数,故应予以分摊。
其中10为2.22814,11为2.20099,分摊到10.8的自由度为2.20642。
8.下面开始计算;0.0067-[0.05813(2.20642)]= -0.121560.0067+[0.05813(2.20642)]=0.134969.结果评价计算结果表明,“0”落在这两个上下限计算值之间。
结论是该测量系统的偏倚是可以接受的。