铝合金压铸标准---日本标准
- 格式:doc
- 大小:205.50 KB
- 文档页数:3
J I S铝合金压铸件中文 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围…………………………………………………………………………………22.引用标准…………………………………………………………………………………23.种类及记号………………………………………………………………………………34.材料………………………………………………………………………………………35.质量………………………………………………………………………………………46.形状、尺寸………………………………………………………………………………47.试验………………………………………………………………………………………47.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
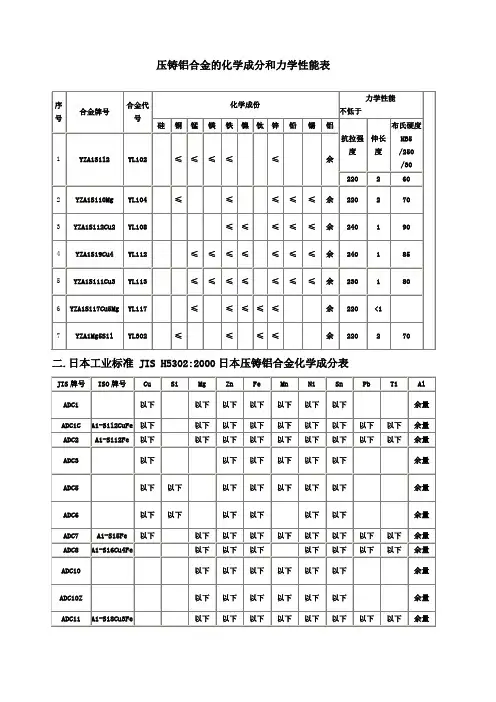
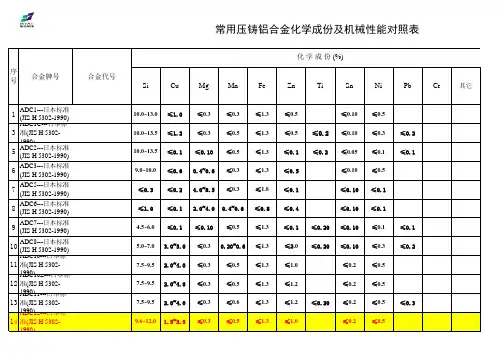
压铸铝合金的化学成分和力学性能表
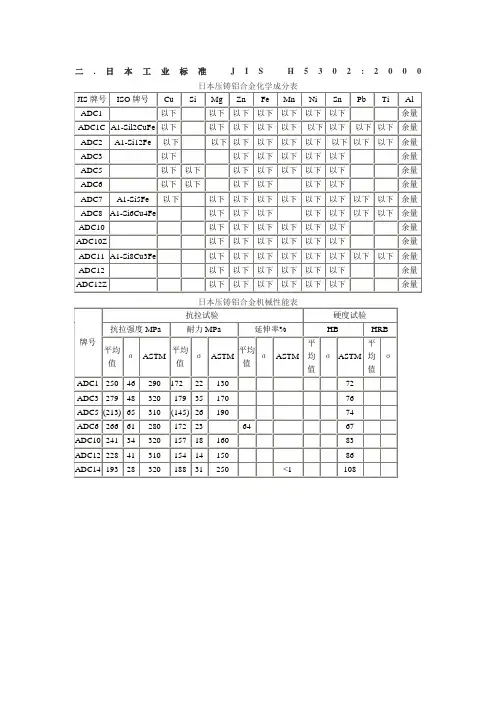
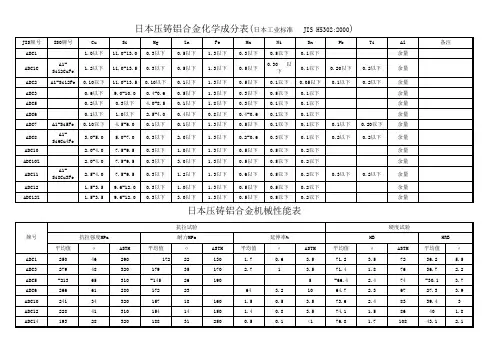
二.日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
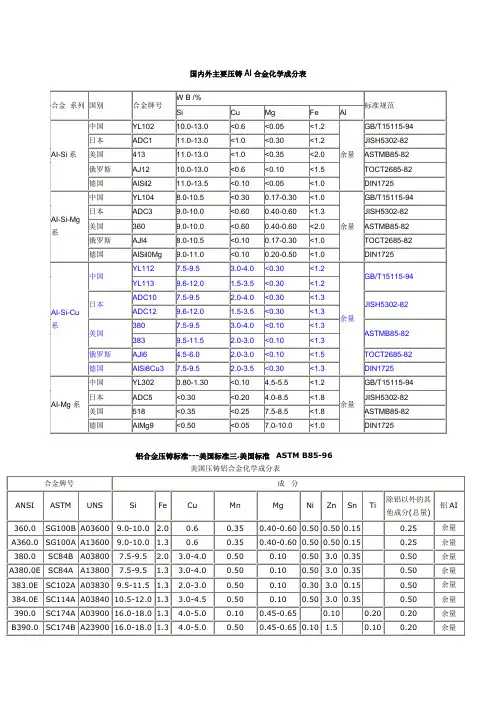
三.美国标准 ASTM B85-96美国压铸铝合金化学成分表
四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质
服务
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国BAS、美国BS、法国CITF、德国BAM、、美国IARM、等适用于:,热电ARL直读光谱仪,德国OBLF直读光谱仪,德国布鲁克直读光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪
仪德科仪耗材部
谭经理
全国统一热线:400-099-6508。
国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
铝合金压铸件J I S H 5302:2006(JDCA/JSA)平成18年7月20日 修订日本工业标准调查会审定(日本标准协会发行)遵守专利权法,未经许可不得复制或转载。
H 5302:2006日本工业标准调查会标准部会非铁金属技术专门委员会成员表姓名所属(委员长)神尾彰彦东京工业大学名誉教授(委员)岩坂光富日本矿业协会碓井荣喜社团法人轻金属学会(株式会社神户制钢所)木股隆三株式会社BISUKIASU小出正登日本伸铜协会(三菱MATERIAL株式会社)近藤良太郎社团法人日本电机工业会斋藤钎哉独立行政法人物质·材料研究机构佐藤正晴株式会社神户制钢所下村孝社团法人日本铁道车辆工业会中村守独立行政法人产业技术综合研究所西村尚东京都立大学名誉教授马场孝三住友金属矿山株式会社林央社团法人日本铝业协会(独立行政法人理化学研究所)矢萩强志财团法人日本船舶技术研究协会————————————————————————主管大臣:经济产业大臣制定:昭和33.12.12 修订:平成18.7.20官报公示:平成18.7.20原案制作者:社团法人日本压铸协会(〒105-0011 东京都港区芝公园3-5-8 机械振兴会馆 TEL 03-3434-1885)财团法人日本标准协会(〒107-8440 东京都港区赤坂4-1-24 TEL 03-5770-1571)审定部会:日本工业标准调查会标准部会(部会长二瓶好正)审定专业委员会:非铁金属技术专业委员会(委员长神尾彰彦)对本标准若有任何意见或疑问,请与上述原案制作者或经济产业省产业技术环境局标准认证组件产业基础标准推进室(〒100-8901 东京都千代区霞之关1-3-1)联系。
此外,根据工业标准化法规第15条的规定,日本工业标准至少应在满5年前提交到日本工业标准调查会进行审议,并尽快得到确认、修订或废除。
日本工业标准铝合金压铸件JIS H 5302:2006(JDCA/JSA)2006年7月20日修订日本工业标准调查会审定-----------------------------------------------(日本标准协会发行)定价2,520日元(正文2400日元)ICS 77.150.10参考号:JIS H 5302:2006(J)关于内容方面的咨询,请与标准开发部标准科[FAX(03)3405-5541 TEL(03)5770-1571]联系。
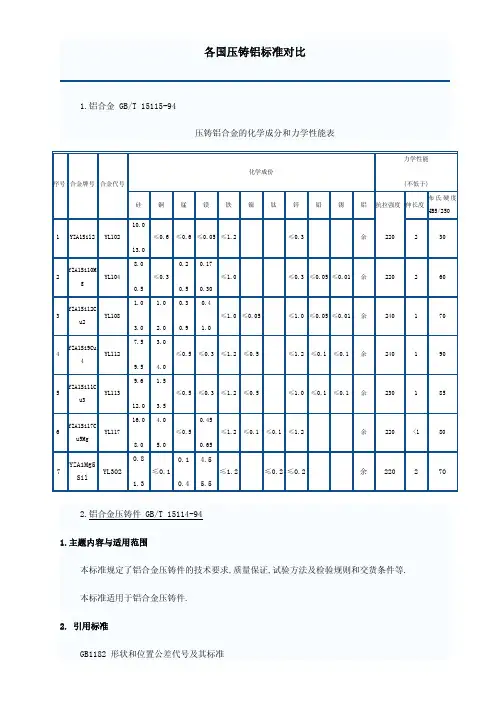
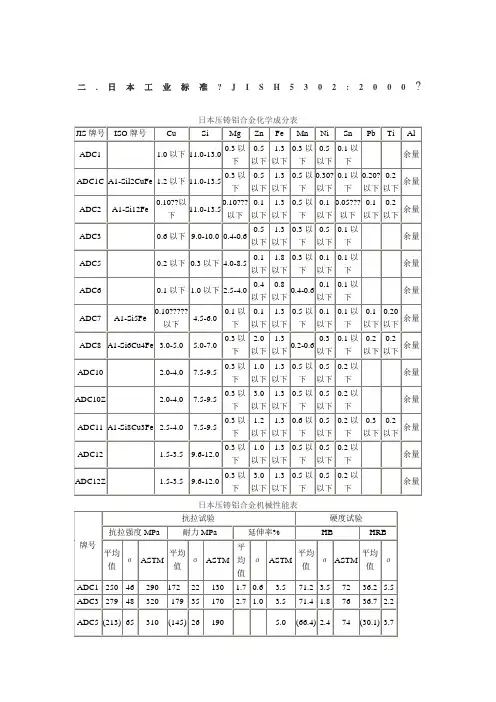
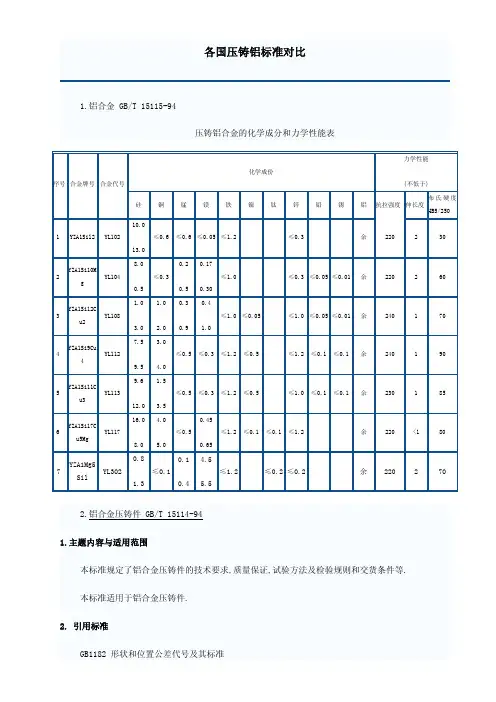
各国压铸铝标准对比1.铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能表化学成份力学性能(不低于)序号 合金牌号 合金代号硅 铜 锰 镁 铁 镍 钛 锌 铅 锡 铝 抗拉强度 伸长度布氏硬度HB5/2501 YZA1Sil2 YL10210.013.0≤0.6 ≤0.6 ≤0.05≤1.2≤0.3余 220 2 302YZA1Si10Mg YL1048.00.5≤0.30.20.50.170.30≤1.0≤0.3≤0.05≤0.01 余 220 2 603YZA1Si12Cu2 YL1081.03.01.02.00.30.90.41.0≤1.0≤0.05≤1.0≤0.05≤0.01 余 240 1 704YZA1Si9Cu4 YL1127.59.53.04.0≤0.5 ≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余 240 1 905YZA1Si11Cu3 YL1139.612.01.53.5≤0.5 ≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余 230 1 856YZA1Si17Cu5Mg YL11716.08.04.05.0≤0.50.450.65≤1.2≤0.1≤0.1≤1.2余 220 <1 807 YZA1Mg5SilYL3020.81.3≤0.10.10.44.55.5≤1.2≤0.2≤0.2余 220 2 702.铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2. 引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3. 技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4. 质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5. 试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6. 压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二. 日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号 Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 <1.0 11.0-13.0<0.3 <0.5<1.3<0.3 <0.5 <0.1 余量ADC1C A1-Sil2CuFe <1.2 11.0-13.5<0.3 <0.5<1.3<0.5 <0.3 <0.1 <0.2 <0.2余量ADC2 A1-Si12Fe <0.10 11.0-13.5<0.1 <0.1<1.3<0.5 <0.1 <0.05 <0.1 <0.2余量ADC3 <0.6 9.0-10.00.4-0.6<0.5<1.3<0.3 <0.5 <0.1 余量ADC5 <0.2 <0.3 4.0-8.5<0.1<1.8<0.3 <0.1 <0.1 余量ADC6 <0.1 <1.0 2.5-4.0<0.4<0.80.4-0.6<0.1 <0.1 余量ADC7 A1-Si5Fe <0.10 4.5-6.0 <0.1 <0.1<1.3<0.5 <0.1 <0.1 <0.1 <0.2余量ADC8 A1-Si6Cu4Fe 3.0-5.0 5.0-7.0 <0.3 <2.0<1.30.2-0.6<0.3 <0.1 <0.2 <0.2余量ADC10 2.0-4.0 7.5-9.5 <0.3 <1.0<1.3<0.5 <0.5 <0.2 余量ADC10Z 2.0-4.0 7.5-9.5 <0.3 <3.0<1.3<0.5 <0.5 <0.2 余量ADC11 A1-Si8Cu3Fe 2.5-4.0 7.5-9.5 <0.3 <1.2<1.3<0.6 <0.5 <0.2 <0.3 <0.2余量ADC12 1.5-3.5 9.6-12.0<0.3 <1.0<1.3<0.5 <0.5 <0.2 余量ADC12Z 1.5-3.5 9.6-12.0<0.3 <3.0<1.3<0.5 <0.5 <0.2 余量日本压铸铝合金机械性能表抗拉试验 硬度试验抗拉强度MPa 耐力MPa 延伸率% HB HRB牌号平均值 σ ASTM平均值σASTM平均值σASTM平均值σ ASTM 平均值σADC1 250 46 290 172 22130 1.7 0.6 3.5 71.2 3.5 72 36.2 5.5 ADC3 279 48 320 179 35170 2.7 1 3.5 71.4 1.8 76 36.7 2.2 ADC5 (213) 65 310 (145) 26190 5 (66.4) 2.4 74 (30.1) 3.7 ADC6 266 61 280 172 2364 3.210 64.7 2.3 67 27.3 3.9 ADC10 241 34 320 157 18160 1.5 0.5 3.5 73.6 2.4 83 39.4 3 ADC12 228 41 310 154 14150 1.4 0.8 3.5 74.1 1.5 86 40 1.8 ADC14 193 28 320 188 31250 0.5 0.1<1 76.8 1.7 108 43.1 2.1三.美国标准 ASTM B85-96美国压铸铝合金化学成分表合金牌号 成 分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti 除铝以外的其他成分(总量)铝AI360.0 SG100B A03600 9.0-10.0 2.0 0.6 0.35 0.40-0.600.500.500.15 0.25 余量A360.0 SG100A A13600 9.0-10.0 1.3 0.6 0.35 0.40-0.600.500.500.15 0.25 余量380.0 SC84B A03800 7.5-9.5 2.0 3.0-4.00.50 0.10 0.50 3.00.35 0.50 余量A380.0E SC84A A13800 7.5-9.5 1.3 3.0-4.00.50 0.10 0.50 3.00.35 0.50 余量383.0E SC102A A03830 9.5-11.5 1.3 2.0-3.00.50 0.10 0.30 3.00.15 0.50 余量384.0E SC114A A03840 10.5-12.0 1.3 3.0-4.50.50 0.10 0.50 3.00.35 0.50 余量390.0 SC174A A03900 16.0-18.0 1.3 4.0-5.00.10 0.45-0.650.100.20 0.20 余量B390.0 SC174B A23900 16.0-18.0 1.3 4.0-5.00.50 0.45-0.650.10 1.50.10 0.20 余量392.0 S19 A03920 18.0-20.0 1.5 0.40-0.800.20-0.600.80-1.200.500.500.30 0.20 0.50 余量413.0 S12B A04130 11.0-13.0 2.0 1.0 0.35 0.10 0.500.500.15 0.25 余量A413.0 S12A A14130 11.0-13.0 1.3 1.0 0.35 0.10 0.500.500.15 0.25 余量C433.0 S5C A34430 4.5-6.0 2.0 0.6 0.35 0.10 0.500.500.15 0.25 余量518.0 G8A A05180 0.35 1.8 0.25 0.35 7.5-8.50.150.150.25 0.25 余量四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号 化学成分代号 Si Fe Cu Mn Mg Ni Zn Pb Sn Ti 抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小ENAC-434009.011.0 0.450.90.08 0.550.200.500.150.150.150.050.15 240 140 1 70ENAC-4430010.513.5 0.450.90.08 0.55 0.150.15 240 130 1 60ENAC-444008.011.00.55 0.08 0.50 0.100.050.150.050.050.15 240 120 2 55ENAC-460008.011.0 0.61.12.04.00.550.150.550.55 1.20.350.250.2 240 140 1 80ENAC-4610010.012.0 0.451.01.52.50.55 0.300.45 1.70.250.250.2 240 140 1 80ENAC-462007.59.5 0.82.03.50.150.650.150.550.35 1.20.250.150.2 240 140 1 80ENAC-465008.011.0 0.61.22.04.00.550.150.550.55 3.00.350.250.20 240 140 <1 0ENAC-4710010.513.5 0.61.10.71.20.55 0.350.300.550.200.100.15 240 140 1 0ENAC-51200 2.50.450.9 0.10 0.558.010.50.100.250.100.100.15 200 130 1 0国内外主要压铸AI合金化学成分表合金 系列 国别 合金牌号 W B/% 标准规范SiCu Mg Fe Al中国 YL102 10.0-13.0<0.6 <0.05 <1.2 GB/T15115-94 日本ADC1 11.0-13.0<1.0 <0.30 <1.2 JISH5302-82美国 413 11.0-13.0<1.0 <0.35 <2.0 ASTMB85-82 俄罗斯 AJ12 10.0-13.0<0.6 <0.10 <1.5 TOCT2685-82 AI-Si 系德国 AlSil2 11.0-13.5<0.10 <0.05 <1.0 余量DIN1725 中国 YL104 8.0-10.5 <0.30 0.17-0.30<1.0 GB/T15115-94 日本ADC3 9.0-10.0 <0.60 0.40-0.60<1.3 JISH5302-82美国 360 9.0-10.0 <0.60 0.40-0.60<2.0 ASTMB85-82 俄罗斯 AJl48.0-10.5<0.10 0.17-0.30<1.0 TOCT2685-82 AI-Si-Mg 系德国 AlSil0Mg 9.0-11.0 <0.10 0.20-0.50<1.0 余量DIN1725 YL112 7.5-9.5 3.0-4.0 <0.30 <1.2 中国YL113 9.6-12.0 1.5-3.5 <0.30 <1.2 GB/T15115-94ADC10 7.5-9.5 2.0-4.0 <0.30 <1.3 日本ADC12 9.6-12.0 1.5-3.5 <0.30 <1.3 JISH5302-82380 7.5-9.5 3.0-4.0 <0.10 <1.3 美国 383 9.5-11.5 2.0-3.0 <0.10 <1.3 ASTMB85-82 俄罗斯 AJl64.5-6.02.0-3.0 <0.10 <1.5 TOCT2685-82 AI-Si-Cu 系德国 AlSi8Cu3 7.5-9.5 2.0-3.5 <0.30 <1.3 余量DIN1725 中国YL302 0.80-1.30<0.10 4.5-5.5 <1.2 GB/T15115-94日本 ADC5 <0.30 <0.20 4.0-8.5 <1.8 JISH5302-82 美国 518 <0.35 <0.25 7.5-8.5 <1.8 ASTMB85-82 AI-Mg 系德国AlMg9<0.50<0.057.0-10.0<1.0余量DIN1725。
前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
1.适用范围本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。
日本铝铸件牌号标准JIS——H5302——2006前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
1.适用范围本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。
铝合金压铸件 JIS(1965,76,90)修订 Aluminum alloy die castings JIS (1958) 制定前言 本标准是以1984年第二版发行的ISO 3522, Cast aluminium alloys - Chemical composition and mechanical properties国际标准为基准,使对应部分与国际标准整合,对其技术内容未作变更而编成的日本工业标准。
此次标准的修订,对所有以往的日本工业标准中没有的国际标准合金也作了规定,其种类通过代号加以区别。
还把对应国际标准的规定项目及规定内容作为日本工业标准而追加到本标准中。
1.适用范围本标准规定了铝合金压铸件(以下简称压铸件)的种类、品质、形状尺寸、试验方法等。
备注:与本标准对应的国际标准如下:ISO 3522:1984 Cast aluminium alloys - Chemical composition and mechanical properties.2. 引用标准附表1中所列出的标准,作为本标准的部分规定被引用于本标准中。
这些引用标准采用的均是最新版本。
3. 种类及代号种类及代号按化学成分分类列于表1。
4. 品质关于品质规定如下。
a) 表面要平整光滑,不得有影响使用的裂缝、铸件气孔等缺陷。
b) 不得用镶铸金属或焊接等方式修补。
但如果缺陷部位很小,在由订货方确认不妨碍使用时,可以修补。
如得到订货方的许可,可以进行止漏处理。
c) 化学成分示于表2。
5. 形状、尺寸及质量形状、尺寸及质量见图纸或模型。
尺寸允许公差由订货方指定。
没有特别指定时,采用JIS B 0403标准规定。
6. 材料材料采用JIS H 2118标准中规定的材料。
7. 试验7.1 分析试验分析试验所采用的标准有:JIS H 1305,JIS H 1306,JIS H 1307,JIS H 1352,JIS H 1353,JIS H 1354,JIS H 1355,JIS H 1356,JIS H 1357,JIS H 1359,JIS H 1360,JIS H 1361及JIS H 1364。