当归(酒制)生产工艺规程
- 格式:doc
- 大小:20.50 KB
- 文档页数:9
中药饮片生产质量管理标准文件文件编号:SC/JB/GY/01600当归炮制生产工艺规程颁发日期年月日生效日期年月日吉林省泽康药业有限公司当归炮制生产工艺规程目录一、名称二、规格三、生产工艺流程图及质控要点四、炮制方法五、炮制工艺的操作要求和工艺技术参数六、物料、中间产品、成品的质量标准及贮存注意事项七、包装规格八、物料平衡的计算方法九、主要生产设备一览表及其生产能力当归炮制生产工艺规程一. 名称中文名当归汉语拼音 Danggui拉丁名 RADIX ANGELICAE SINENSIS二、规格薄片 1-2mm三、生产工艺流程图及质控要点3.1 生产工艺流程图拣去杂质,去掉非药用部分片厚1-2mm稍润水份应不超过10%3.2 质控要点四、炮制方法:当归除去杂质,洗净,稍润,切薄片,低温干燥。
五、炮制生产操作过程及工艺技术参数5.1 领料按批生产指令制作领料单,按“领发料标准操作规程”到原药材库领取当归原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。
工艺要点:核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。
5.2 净选按“净选岗位标准操作规程”将要挑拣的当归原药材置于挑选工作台上进行净选,除去非药用部分,并将药材按大小分档。
生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查净选的中药材,并称量、记录;②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求;③拣选药材应设工作台,工作台表面应平整,不易产生脱落物;⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑥经质量检验合格后交下工序。
⑦净度要符合中药材炮制品质量标准5.3 洗润5.3.1 洗药将净选后的药材,按清洗岗位标准操作规程进行清洗操作”,用清水将药材附着的泥土或不洁物洗净。
岷县顺兴和中药材有限责任公司1.目的编制规范化、标准化的工艺规程,作为全面指导生产和控制产品质量的基准技术文件。
2.适用范围本标准适用于当归的生产3.责任生产技术部、质量部4.产品概述4. 1名称当归4. 2规格:薄片1-2mm4. 3生产依据《中华人民共和国药典》2010版一部;《甘肃省中药炮制规范》2009年版;4. 4工艺流程当归拣选清洗闷润压制刨皮切制整理干燥包装5.工艺过程操作要求5.1 领料5.1.1 生产技术部部长提前填写批生产指令,下发给生产车间,车间主任复核,确认无误后签字转拣选工序。
5.1.2 拣选工序组长凭批生产指令开具领料单(一式三份),交给车间主任复核并签字后,和拣选岗位操作工一起到原料库领料。
5.1.3 仓库保管员核对领料单的内容与实物一致后,在领料单上签字,由拣选岗位操作工逐件将物料放于秤上,仓库保管员称量、拣选工序组长复核,称量出所领数量,用周转车经物流通道运进拣选间,放于指定位置。
5.2拣选岗位工艺过程5.2.1 执行“拣选岗位标准操作规程”,将当归原药材摊在拣选台上,大小分等,用手拣出杂质,如虫蛀、霉变部分,分别装入洁净周转容器。
5.2.2 将杂质选出,统一放于废弃物桶中,中间产品放于周转筐中。
5.2.3 操作结束后,拣选岗位操作工将中间产品放于秤上,在拣选工序组长复核、质量部质监员监控下进行称量;同时由拣选工序组长填写中间产品状态标志卡放于中间产品上。
5.2.4 拣选工序组长填写中间产品交接单,质监员签字后转入清洗闷润岗位,放于指定位置。
由清洗闷润工序组长复核,确认无误后,在中间产品交接单上签字,车间主任监交接并签字。
5.3 清洗闷润岗位工艺过程5.3.1 执行“清洗闷润岗位标准操作规程”及“洗药机标准操作规程”。
5.3.2 清洗闷润岗位操作工将当归装进洗药机中,打开水阀门,用符合饮用水标准的水洗涤至洁净、无泥沙,装入洁净塑料容器。
使药物润透,闷润时间春秋冬季约2-3天,夏季约12小时-1天。
当归为伞形科植物当归Angelica sinensis (Oliv. ) Diels的干燥根,是临床常用中药,具有补血活血、调经止痛和润肠通便的功效。
生当归长于补血、润肠通便。
酒炙后可增强活血通经作用[ 1 ]。
现代研究表明,当归主要含有挥发油、有机酸、糖类等。
当归挥发油是其对血管平滑肌解痉作用的主要活性部分,对肠平滑肌痉挛也有较强的抑制作用,当归挥发油中的正丁烯基苯酞和藁本内酯体外有松弛气管平滑肌作用,同时具有抑制血小板聚集作用[ 2 ]。
当归挥发油尚有改善心肌缺血、抗心率失常、中枢抑制、免疫及抗炎镇痛等作用[ 3 ]。
阿魏酸为当归有机酸的主要活性成分,具有清除自由基,抗氧化、抗血栓、降血脂、改善动脉粥样硬化、抗心肌缺血,抗菌、抗病毒、调节免疫等作用[ 2 ]。
目前,酒当归的炮制工艺仍不规范、缺乏客观的工艺参数。
本研究以挥发油和阿魏酸含量为指标,采用正交试验法,优选酒当归炮制的最佳工艺,为酒当归的炮制工艺规范化和饮片质量控制提供实验依据。
1仪器与试药UV3010 UV /Vis分光光度计(H ITACH I High2Technolo2gies Corporation, Tokyo dapan) ;Agilent1100高效液相色谱仪(含DAD二极管阵列检测器,美国Agilent公司) ; HP色谱工作站(美国Agilent公司) ; AF240 型电子天平(感量0100001g,中国瑞士梅勒公司) ; KQ - 250E型医用超声波清洗器(功率250W,频率40kHz,江苏昆山市超声仪器有限公司) ; PM PLUS 型红外测温仪(美国Raytek 公司) ;CY340·460型电热炒药机(转数20 r/min,山东临清药物机械厂) 。
药材购自安徽省亳州市药材市场,经本校周凤琴教授鉴定为伞形科植物当归Angelica sinensis (Oliv. ) Diels的干燥根。
阿魏酸对照品(中国药品生物制品检定所,供含量测定用,批号为0773 - 9910) ;高效液相用甲醇(色谱纯) ;其余试剂均为A. R。
当归生产工艺规程目的建立当归生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
范围当归生产的全过程。
责任生产部部长、化验室主任、车间主任、质监员、化验员、各工序班长及操作人员 内容1 产品概述: 1.1 名称:当归 1.2 代码:UM072 1.3 规格:薄片 1.4 批量:100kg 2 生产依据:《中华人民共和国药典》(2015年版一部、四部) 3 工艺流程:4 炮制工艺 4.1 拣选:A 幢:除去杂质;杂质和非药用部位不得过3.0%。
B 幢:除去杂质;杂质和非药用部位不得过3.0%。
4.2 洗润:A 幢:先将药材在洗药池洗净,取出。
置润药池间隔0.5小时喷淋清水,润至切开中间无干心。
未润透率不得过3.0%,伤水率不得过2.0%。
B 幢:先将药材在不锈钢洗净,取出。
置润药池间隔0.5小时喷淋清水,润至切开中间无干心。
未润透率不得过3.0%,伤水率不得过2.0%。
4.3 切制:A 幢:1按WS ·EM ·027-01《BP-120型平板式刨片机操作规程》开启设备,切片,厚度不得过2mm ; 2“异型片”的监控在按规定调节好平板式刨片机后,切制岗位操作工先选取约0.5kg 药材试切,由质量监督员QA 挑出厚度不在范围内的异型片,称定重量,计算异型片率。
异型片率(%)=[异型片重/样品重]×100%(标准规定:异型片率不得过10.0%) 在正式切制过程中,质量监督员QA 随时观察切制片形、片厚等,并对切制情况进行评价,一旦发现切制异常,立即停机。
B 幢:1按WS ·EM ·027-01《BP-120型平板式刨片机操作规程》开启设备,切片,厚度不得过2mm ; 2“异型片”的监控在按规定调节好平板式刨片机后,切制岗位操作工先选取约0.5kg 药材试切,由质量监督员QA 挑出厚度不在范围内的异型片,称定重量,计算异型片率。
目录2、生产工艺流程4、质量监控:见“SCGL518001 酒当归生产关键工序质量监控要点”。
5、原辅料、中间产品、成品质量标准5.1 当归原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 酒当归中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 酒当归成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:酒当归规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”, 7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”, 7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”, 7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产制造部下达生产指令,车间依此组织生产。
当归炮制工艺规程目录1. 【目的】 (3)2. 【适用范围】 (3)3. 【引用标准】 (3)4. 【职责】 (3)5. 【产品概述】 (3)5.1. 原料 (3)5.2. 饮片 (3)6. 【工艺流程图】 (4)7. 【操作过程及工艺条件】 (5)7.1. 净制 (5)7.2. 洗润 (5)7.3. 切制 (5)7.4. 干燥 (5)7.5. 酒炙 (5)7.6. 包装 (6)8. 【工艺卫生】 (6)9. 【质量监控】 (6)10. 【质量标准】 (7)11. 【技术安全、工业卫生及劳动保护】 (7)12. 【操作工时与生产周期】 (8)13. 【劳动组合与岗位定员】 (8)13.1. 劳动组合 (8)13.2. 岗位定员 (8)14. 【主要设备一览表】 (8)15. 【物料消耗定额和技术经济指标】 (9)16. 【物料平衡】 (9)1.【目的】本工艺规程规定了当归炮制全过程的工艺技术、质量、物耗、安全、工艺卫生、环境保护等内容,使本产品的生产和质量管理、质量监控都有据可依。
2.【适用范围】本工艺规程适用于当归炮制的全过程,是各部门共同遵循的技术准则。
3.【引用标准】《中华人民共和国药典》2020年版一部139页《药品生产质量管理规范》2010年版及其附录4.【职责】生产部:负责起草本规程,并按本规程的要求执行。
质量部:负责审核本规程,并监督检查本规程的执行情况。
5.【产品概述】5.1.原料5.1.1.原料名称:当归5.1.2.汉语拼音:Dangui5.1.3.原料编码:Y01016010100005.1.4.原料来源:本品为伞形科植物当归Angelica sinensis(Oliv.)Diels的干燥根。
秋末采挖,除去须根和泥沙,待水分稍蒸发后,捆成小把,上棚,用烟火慢慢熏干。
5.1.5.性状:本品略呈圆柱形,下部有支根3~5条或更多,长15~25cm。
表面浅棕色至棕褐色,具纵皱纹和横长皮孔样突起。
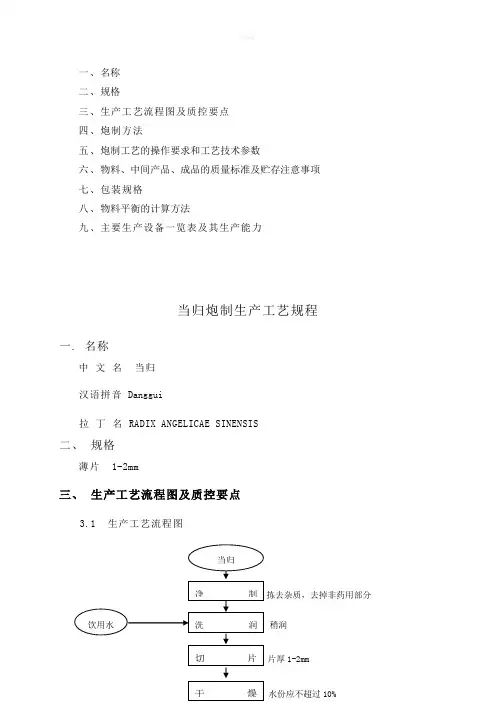
一、名称二、规格三、生产工艺流程图及质控要点四、炮制方法五、炮制工艺的操作要求和工艺技术参数六、物料、中间产品、成品的质量标准及贮存注意事项七、包装规格八、物料平衡的计算方法九、主要生产设备一览表及其生产能力当归炮制生产工艺规程一. 名称中文名当归汉语拼音 Danggui拉丁名 RADIX ANGELICAE SINENSIS二、规格薄片 1-2mm三、生产工艺流程图及质控要点3.1 生产工艺流程图稍润3.2 质控要点四、炮制方法:当归除去杂质,洗净,稍润,切薄片,低温干燥。
五、炮制生产操作过程及工艺技术参数5.1 领料按批生产指令制作领料单,按“领发料标准操作规程”到原药材库领取当归原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。
工艺要点:核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。
5.2 净选按“净选岗位标准操作规程”将要挑拣的当归原药材置于挑选工作台上进行净选,除去非药用部分,并将药材按大小分档。
生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查净选的中药材,并称量、记录;②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求;③拣选药材应设工作台,工作台表面应平整,不易产生脱落物;⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑥经质量检验合格后交下工序。
⑦净度要符合中药材炮制品质量标准5.3 洗润5.3.1 洗药将净选后的药材,按清洗岗位标准操作规程进行清洗操作”,用清水将药材附着的泥土或不洁物洗净。
结束后将洗净的药材经QA检查合格后,转入下道工序。
清洗结束后,及时填写生产记录,与下一步工序交接。
按本岗位清场操作规程进行清场操作,填写清场记录,经QA检查后在清场记录及清场合格证上签字。
1、目的、范围及责任1.1、目的:建立当归饮片生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
1.2、适用范围:本工艺规程适用于当归炮制的全过程,是各部门共同遵循的技术准则。
1.3、责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质量管理部负责监督该规程的实施。
2、产品概述2.1药品名称品名:当归汉语拼音:Danggui2.2药材来源本品为伞形科植物当归Angelica sinensis (Oliv.)Diels.的干燥根。
秋末采挖,除去须根和泥沙,待水分稍蒸发后,捆成小把,上棚,用烟火慢慢熏干。
2.3功能主治:补血活血,调经止痛,润肠通便。
用于血虚萎黄,眩晕心悸,月经不调,经闭痛经,虚寒腹痛,风湿痹痛,跌扑损伤,痈疽疮疡,肠燥便秘。
酒当归活血通经。
用于经闭痛经,风湿痹痛,跌扑损伤。
2.4性味与归经:甘、辛,温。
归肝、心、脾经。
2.5性状:本品呈类圆形、椭圆形或不规则薄片。
外表皮黄棕色至棕褐色。
切面黄白色或淡棕黄色,平坦,有裂隙,中伺有浅棕色的形成层环,并有多数棕色的油点,香气浓郁,味甘、辛、微苦。
2.6商品名:当归2.7 等级/规格:统2.8 包装规格:聚乙烯袋装,250g/ 500g/袋。
2.9 复验期:暂定12个月。
2.10贮藏:置阴凉干燥处,防潮,防蛀。
3、法定制法和依据3.1法定制法:除去杂质,洗净,润透,切薄片,低温干燥。
3.2依据:《中国药典》2015年版。
3.3批量:30kg3.4所用的原辅料清单和处方量:5、生产操作过程5.1领料车间领料人根据生产指令开具领料单,经车间主任审批签字后,领料人凭领料单去仓库领料,领料时应同发料人一起复核所领物料的品名、批号、数量、质量,然后双方在领料单上签字。
外包装应无破损、受潮、水渍、霉变、鼠咬等现象,如不符合质量要求可拒绝领料,并向有关质量人员反映,待解决后领取。
目录摘要1.当归的炮制方法及工艺参数1.1药材1.2炮制品1.2.1酒炙法1.2.2包装2.薄层色谱(TLC)鉴别2.1试药及对照品与设备2.1.1试药及对照品2.1.2设备2.2实验方法2.2.1利用当归对照药材建立的薄层色谱鉴别方法2.2.1.1对照药材溶液的制备2.2.1.2供试品溶液的制备2.2.1.3薄层色谱条件2.2.2利用阿魏酸对照品建立的薄层色谱鉴别方法2.2.2.1对照品溶液的制备2.2.2.2供试品溶液的制备2.2.2.3薄层色谱条件2.3实验结果2.3.1利用当归对照药材建立的薄层鉴别图谱2.3.2利用阿魏酸对照品建立的薄层鉴别图谱2.3.3讨论分析3当归炮制前后HPLC特征图谱及阿魏酸的含量3.1试剂与仪器3.2方法与结果3.2.1色谱条件3.2.2对照品溶液的制备3.2.3供试品溶液的制备3.3特征图谱方法学考察3.3.1精密度试验3.3.2稳定性试验3.3.3重现性试验3.4炮制前后特征图谱分析3.4.1特征图谱的建立3.4.2特征峰的指认3.5阿魏酸含量测定方法学考察3.5.1标准曲线3.5.2精密度试验3.5.3稳定性试验3.5.4重复性试验3.6当归炮制前后阿魏酸的含量测定4 讨论4.1样品提取方法的选择 4.2样品提取溶剂的选择 4.3波长选择4.4流动相4.5色谱柱4.6柱温和流速选择5实验结果不同产地当归炮制前后质量研究摘要:目的研究不同产地炮制前后的质量变化。
方法采用高效液相色谱法、薄层色谱法等测定四川、甘肃等产地当归炮制前后当归素、异当归素的含量变化。
结果炮制使不同产地当归中当归素、异当归素的含量增加,而产地不同,当归的有效成分量不同。
结论炮制能使不同产地当归中有效成分增加,显著提高中药当归的生物活性,产地不同,药物质量评价不同。
当归为伞形科植物当归的干燥根。
具有补血活血,调经止痛,润肠通便的功效。
主要用于血虚诸证;月经不调;经闭;痛经;症瘕结聚;崩漏;虚寒腹痛;痿痹;肌肤麻木;肠燥便难;赤痢后重;痈疽疮疡;跌扑损伤。
酒制当归制作方法
酒制当归是一种制药方式,用于制作当归酒,被广泛应用于中医领域。
酒制当归的制作过程并不复杂,下面是一些具体的制作方法:材料准备:
1.当归:适量
2.高度白酒:适量
做法步骤:
1.将当归清洗干净,切成小段,放到干净的瓶子中。
2.倒入适量的高度白酒,使当归完全浸泡在白酒中。
3.将瓶子口密封好,放置在阴凉干燥的地方。
4.每天摇晃瓶子2-3次,以使酒液充分渗透。
5.酒制当归需要足够的时间,建议酿制时间不少于30天,酿制期间需保存在阴凉干燥处。
6.酿制完成后,取出当归酒,过滤掉杂质,将纯净的当归酒装瓶保存。
以上是制作酒制当归的具体步骤,注意酿制过程中要保持卫生,以免影响酒制当归的质量。
制作好的当归酒具有补血养血、调理气血、活血化瘀等功效,常常用于女性朋友和产妇的身体调理。
- 1 -。
酒制当归制作方法
以酒制当归是一种传统的中药制作方法,它可以将当归的药效充分地释放出来,同时也能够增加药材的保存时间。
下面我们来详细了解一下以酒制当归的制作方法。
我们需要准备好当归和白酒。
当归是一种常见的中药材,它具有补血、调经、养颜等功效,而白酒则是一种常见的酒类饮品,它具有消食、解毒、提神等作用。
将这两种物质结合在一起,可以充分发挥它们的药效。
接下来,我们需要将当归洗净,晾干后切成小段,然后放入干净的玻璃瓶中。
将白酒倒入瓶中,直至将当归完全浸没。
然后将瓶口用棉花塞好,放置在阴凉干燥的地方,静置一个月左右。
在这一个月的时间里,当归的药效会逐渐地溶解到白酒中,形成一种浓郁的药酒。
这种药酒可以口服,也可以外用。
口服时,可以起到补血、调经、养颜的作用;外用时,可以起到祛斑、美白、滋润皮肤的作用。
需要注意的是,以酒制当归的制作过程中,要选择优质的当归和白酒,以确保药效的充分释放。
同时,也要注意卫生,避免杂质的污染。
以酒制当归是一种传统的中药制作方法,它可以将当归的药效充分地释放出来,同时也能够增加药材的保存时间。
在制作过程中,我
们需要注意选择优质的药材和酒类,同时也要注意卫生,以确保制作出的药酒具有良好的药效。
酒当归的制作方法引言酒当归是一种传统的中草药酒,以当归为主要原料,具有滋补养生的功效。
以下是酒当归的制作方法,让我们一起来了解吧。
原料准备制作酒当归所需的原料主要有以下几种:1.当归:300克2.米酒:适量3.冰糖:适量4.桂花:少量(可根据个人口味添加)确保所有原料的新鲜度和质量是制作高质量酒当归的关键。
步骤概述制作酒当归的过程可以分为以下几个步骤:1.准备当归2.煮制当归汁3.添加米酒和冰糖4.醒发5.桂花提香(可选)接下来,我们将逐步介绍每个步骤的具体制作方法。
步骤详解1. 准备当归首先,我们需要准备300克的当归,并将其洗净。
将当归切成均匀的小段,以便更好地释放药效。
注意,切割当归时要确保刀具的锋利以避免损坏药材。
2. 煮制当归汁将切好的当归放入一个炖盅或瓷锅中,并加入适量的清水。
然后,将炖盅或瓷锅放到炉灶上小火慢煮。
煮制过程中,需要不时搅拌当归汤,以确保药材的药效充分溶解到汤中。
3. 添加米酒和冰糖当归汤煮沸后,将火调至中小火,然后倒入适量的米酒。
米酒的用量应根据个人口味和喜好来确定,一般建议约500毫升。
接着,加入适量的冰糖,以增加酒当归的甜度。
冰糖的用量也可以根据个人口味和喜好进行调整。
4. 醒发将加入米酒和冰糖的当归汤继续保持中小火煮沸。
煮沸后,将火调至小火,继续煮制15-20分钟,以使当归的药效完全溶解到米酒中。
煮制完毕后,将酒当归盖上盖子,让其在常温下醒发1-3天,以便提升酒当归的口感和药效。
5. 桂花提香(可选)如果喜欢桂花的香气,可以在酒当归醒发期间,将少量的桂花放入酒中,以提香增味。
桂花的用量不宜过多,以免掩盖了当归的药效。
保存与食用酒当归的保存是非常重要的,可以将其存放在干燥、通风、避光的地方。
如需长时间保存,可以将其装入密封的玻璃容器中,以保持药材的新鲜度和药效。
在饮用时,可适量倒入杯中,温热饮用即可。
一般建议每次饮用量为50-100ml,可以根据个人需求和身体状况进行调整。
当归酒制作方法当归酒是一种传统的中药酒,以中草药当归为制作原料,具有补血养颜、调理气血等功效,深受人们喜爱。
在这篇文章中,我们将介绍当归酒的制作方法,以便您在家中尝试制作这款养生酒。
准备材料以下是制作当归酒所需的材料:•当归:100克•白酒:1000毫升•冰糖:适量制作步骤步骤一:准备材料首先,准备好100克的当归、1000毫升的白酒和适量的冰糖。
当归和白酒都可以在药店或者中药材市场购买到,确保购买的材料是新鲜干净的。
步骤二:清洗当归将当归放入清水中浸泡片刻,然后用流动的凉水将当归冲洗干净。
这一步骤可以去除当归表面的灰尘和杂质,确保所制作的酒的质量。
步骤三:煮沸白酒将1000毫升的白酒倒入一个锅中,用小火加热至即将沸腾的状态。
一定要小心控制火候,避免酒精蒸发过多。
步骤四:加入当归当白酒即将沸腾时,将事先清洗好的100克当归倒入锅中。
稍微搅拌一下,确保当归均匀分布在白酒中。
步骤五:加入冰糖待白酒中的当归浸泡10分钟后,根据个人口味,适量加入冰糖。
冰糖可以提升酒的口感,并且具有一定的保健功能。
步骤六:炖制当归酒将锅中的白酒继续保持小火,保持微沸状态。
炖制时间根据个人喜好而定,通常为1至2个小时。
在炖制过程中,可以适时搅拌一下,确保当归的有效成分充分溶解在白酒中。
步骤七:过滤和储存待当归酒炖制完成后,将酒液倒入一个干净的容器中,用纱布或者滤网过滤掉残渣,确保酒液清澈透明。
然后,将过滤后的当归酒储存在干燥凉爽的地方,避免日光直射。
饮用方式当归酒的饮用方式可以根据个人喜好决定。
一般情况下,每日饭后饮用25至50毫升的当归酒,可以起到补血养颜、调理体质的功效。
请注意,女性在月经期间和怀孕期间应注意适量饮用。
注意事项制作和饮用当归酒时需要注意以下几点:1.购买新鲜、干净的当归和高质量的白酒,以确保酒的质量和食品安全。
2.煮沸白酒时要控制火候,避免酒精蒸发过多。
3.炖制当归酒的时间要根据个人喜好调整,一般为1至2个小时。
当归(酒制)生产工艺规程文件编号:LT0101500山西振东道地药材部门:生产部题目:当归(酒制)生产工艺规程第1 页共7 页起草人:日期:审核人:日期:批准人:日期:生效日期:颁发部门:分发部门:变更记载:修订号:修订日期:批准日期:变更原因及目的:1.产品概述1.1 别名:全当归。
1.2 规格:当归(酒制),Y015。
1.3 特点:1.3.1 性状:本品为圆形.椭圆形或不规则薄片,切面深黄色或浅棕黄色,略有焦斑。
香气浓郁,并略有酒香气。
1.3.2 性味与归经:甘.辛.温。
归肝.心.脾经。
1.3.3 功能与主治:活血通经,用于经闭痛经,风湿痹痛,跌打损伤。
1.3.4 用法与用量:6~12g。
2. 依据《中华人民共和国药典》xx 版一部和《山西中药炮制规范》1984 版。
3. 批量:18kg/批。
4. 工艺流程工艺参数人工操作,去除药材须根.杂质.泥沙常温润药润药X 档,厚度1~2mm切制药材净制文件编号:LT0101500部门:生产部题目:当归(酒制)生产工艺规程第2 页共7 页质量监控点工艺控制项目控制区5 炮制工艺操作要求5.1 炮制工艺过程及条件5.1.1 领料根据生产指令,开具限额领料单,领取当归药材,双人核对品名.批号.产地.数量无误后领回车间,放置在拣选间。
5.1.2 净选5.1.2.1 确保生产场所清洁,符合生产要求。
5.1.2.2 检查所用工具到位。
5.1.2.3 执行“净选岗位标准操作规程” ,将药材放在不锈钢拣选台上,去除药材中的杂质.泥沙及非药用部位,并按大小分级。
5.1.2.4 净选结束,将可用药材和选出的杂质分别进行称量,计算。
合格品转入下道工序,杂质按《废料管理制度》进行处理。
5.1.3 清洗5.1.3.1 将拣选后的药材核对无误后,放入 XY-720 型洗药机中。
5.1.3.2 执行“清洗岗位标准操作规程”和《XY-720 型洗药机标准操作规程》,调整洗药机转速至9转/分,放水量1-7 吨,具体用水量及清洗时间根据药材清洗效果确定。
5.1.3.3 反复清洗至药材无泥沙.土,出水管水质澄清,取出药材,沥干残水(将药材拿起无滴水现象),转入切制工序。
烘干温度:50~60℃;铺片厚度3~4cm;烘干时间为60~65min,网带走速 0.2 米/分。
干燥闷润吸尽黄酒,文火炒至色泽加深酒炙1000g 0.5g/袋,无破损内包入库外包文件编号:LT0101500部门:生产部题目:当归(酒制)生产工艺规程第3 页共7 页5.1.4. 润药5.1.4.1 确保生产场所清洁,符合生产要求。
5.1.4.2 执行“润药岗位标准操作规程” ,将药材放入润药池中进行润药,常温润制30min 左右。
5.1.4.3 润好的药材以专用容器盛放,经检验合格进入下道工序。
5.1.5 切制5.1.5.1 确保生产场所清洁,符合生产要求。
5.1.5.2 根据设备进料槽情况,将药材置于 XQY200B 型转盘式切药机进料槽中,按照“切制岗位标准操作规程”和《XQY200B 型转盘式切药机标准操作规程》进行操作。
5.1.5.3 切片厚度1-2mm,圆形.椭圆形或不规则片。
5.1.5.4 要求切片过程中,实时检查片厚及片形。
5.1.5.5 片厚检查方法:随机取切好的药片5 片,用游标卡尺进行测量。
5.1.5.6 检查连刀或其他未切尾料,另器存放。
5.1.5.7 尾料处理:待切制完毕后,经 QA 确认后,手工切制。
5.1.6. 干燥.筛选5.1.6.1 烘干5.1.6.1.1 确保生产场所清洁,符合生产要求。
5.1.6.1.2 将待干燥药材置于 QG-26 带式干燥机中进行烘干,按照“干燥岗位标准操作规程”和《QG-26 带式干燥机标准操作规程》进行操作。
5.1.6.1.3 烘干温度:50~60℃;铺片厚度3~4cm;烘干时间为60~65min。
5.1.6.1.4 要求每小时检查一次烘干前.中.后温度。
5.1.6.1.5 烘干后交下一道工序。
5.1.6.2 筛选5.1.6.2.1 将烘干的药材用 SBZ-1800 型平面振动筛进行筛选,按照“筛选岗位标准操作规程”和《SBZ-1800 型平面振动筛标准操作规程》进行操作。
5.1.6.2.2 确认筛网孔径 0.3~0.8cm。
5.1.6.2.3 筛选后的合格品和药渣分别进行称量,计算。
合格品取样后转入下道工序,药渣按《废料管理制度》进行处理。
5.1.7 酒炙文件编号:LT0101500部门:生产部题目:当归(酒制)生产工艺规程第4 页共7 页5.1.7.1 确保生产场所清洁,符合生产要求。
5.1.7.2 取待酒炙的药材,核对无误后,按照“酒炙岗位标准操作规程”和《CY-4 型炒药机标准操作规程》进行操作。
5.1.7.3 用黄酒拌匀净当归,闷润被吸尽;每当归片100kg,用黄酒10-20kg。
5.1.7.4 调定温控仪,升温半小时左右,达到工艺所需温度,文火150~160℃,炒至色泽加深,时间根据药材情况确定,一般为30min,转速14 转/min。
5.1.7.5 酒炙后的合格品和药渣分别进行称量,计算。
合格品取样后转入下道工序,药渣按《废料管理制度》进行处理。
5.1.8 包装5.1.8.1 确保生产场所清洁,符合生产要求。
5.1.8.2 包装规格:1kg/袋;40kg/袋。
5.1.8.3 用双层编织袋(尺寸70cm×115cm)进行包装,准确称量后,用 HF90528 封口机进行封口,并粘贴包装标签,标明品名.批号.规格.产地.生产日期.企业名称.合格标志等。
5.1.9 入库5.1.9.1 将炒好后的饮片在摊凉区摊凉,凉好后用洁净不锈钢容器盛放,由车间质量责任人及 QA 监控人员对已包好的药材进行检验。
5.1.9.2 将检验合格的药材入库,置阴凉干燥处,防潮,防蛀。
5.2 注意事项5.2.1 药材加工人员要具备一定的中药知识,能够准确的识别药材的药用与非药用部位。
5.2.2 药材拣选过程中不得将药材直接放在地面上。
5.2.3 清洗药材时间要尽量缩短,以防药材有效成分丢失。
5.2.4 药材清洗要选用流动水,用过的水不得用于洗涤其他药材,不同的药材不宜在一起洗涤。
5.2.5 润药时间根据药材质地.大小等确定,润制黄酒被吸尽,药材透心为宜。
5.2.6 药材切制后要及时干燥,不得露天干燥。
5.2.7 药材切制过程中,操作人员禁止带手套操作,当药材离入口约10cm 时应放开药材。
5.2.8 药材加工过程中防止将药材掉在地上,不易控制工的序要在接料斗边上放置大的接料盘,不得将已经掉在地面的净药材再进行后道工序的加工。
5.2.9 药材烘干过程中,需观察药材烘干情况时,打开观察口取药材时要带帆布手套,以免烧伤。
文件编号:LT0101500部门:生产部题目:当归(酒制)生产工艺规程第5 页共7 页5.2.10 药材酒炙过程中,需观察药材炒制情况时,打开观察口取药材时要带帆布手套,以免烧伤。
5.2.11 同一包装间在没有有效隔离设施时不能同时包装不同品种.不同规格.批号的饮片。
6 生产场所和所用设备的说明操作间位置生产级别设备名称型号编号拣选间润药间切制间转盘式切药机 XQY200B 型 YP-QZ-005带式干燥机 QG-26 YP-HG-008烘干.筛选间平面振动筛 SBZ1800 YP-SX-007炒制间炒药机 CY-4 YP-CZ-010包装间中药饮片车间一般生产区封口机 HF90528 YP-BZ-0127 中间控制方法及标准工序质量控制点质量控制项目控制方法频次净选拣选杂质异物非药用部分选净程度目测3 次/批清洗清洗机器转速水流量洗净程度目测2 次/批润制润药水头水性检测随时检查切制切药速度片厚片型目测≥1 次/10min干燥烘干温度时间厚度装量热风循环目测.检测1 次/11m净选筛选筛目震动频率进料速度目测随时抽检酒炙浸润酒量时间浸润程度目测随时抽检酒炙炒制温度时间转速火力目测随时抽检包装装袋重量封口情况合格证标签内容检测随时抽检8 预期最终产品的限度工序限度要求计算公式拣选93~98% 拣选后重量/原药材投料量筛选65~80% 过筛合格品重量/干燥前药材接收重量包装95~100% 入库重量/包装药材领用量文件编号:LT0101500部门:生产部题目:当归(酒制)生产工艺规程第6 页共7 页总收率60~80% 入库重量 /投料量9 质量标准原药材质量标准符合文号编码 LT0xx00辅料质量标准符合文号编码 LT -TS-0305800中间产品质量标准符合文号编码 LT0204200成品质量标准符合文号编码 LT020640010.切制过程中的偏差处理10.1 发生偏差时,由现场操作工填写偏差通知单,写明批号.规格.批量.工序.偏差的内容.发生的过程及原因.地点.填表人签字.日期。
将偏差通知单交给车间管理人员,并通知车间主任及 QA 人员,报质量管理部经理审核。
10.2 车间主任及车间管理员会同有关人员进行调查,质量管理部经理根据调查结果提出处理措施。
10.2.1 确认不影响产品最终质量的情况下继续加工。
10.2.2 在确认不影响产品最终质量的情况下,对不符合产品质量规格的条段进行挑选.称重,按当归切制工艺要求进行手工切制,QA 人员须现场监督确认,在不影响产品质量的情况下采取回收.利用,并备注记录。
10.2.3 确认可能影响产品质量的情况下,由 QA 决定处理。
11.技术安全.工业卫生.劳动保护11.1 技术安全11.1.1 车间通道.走廊.操作面.进出门口及消防器材放置处严禁堆放物品。
11.1.2 通道.走廊.安全门.疏散口有明显的标志。
11.1.3 地面不得有积水。
11.1.4 车间有足够的照明,控制区内设有应急灯。
11.1.5 设备发生故障必须立即停机,有专职机修工进行检修。
检修时要切断电源,并挂上“检修”标志牌。
11.1.6 电器设备有专人负责,电器设备发生故障时,必须由专职电工维修,其他非电工人员不可乱动。
11.1.7 运行设备要定期维护.保养,设备要保持清洁,擦拭设备是要停机,设备不可超负荷运转。
文件编号:LT0101500部门:生产部题目:当归(酒制)生产工艺规程第7 页共7 页11.1.8 车间内设有足够的消防器材,以防万一。
消防器材应定置存放,不可随意乱放。
11.1.9 进入车间必须按标准要求,穿戴工作服.工作鞋.工作帽和口罩,非生产用具.物品不得进入生产车间。
11.1.10 车间内禁止吸烟。
11.1.11 设备维修需要焊接.动火时,要清除.清洗易燃物品,并采取隔离等安全应急措施。
11.1.12 机油等易燃物品不可随处乱放,应放在指定安全地点。
11.2 工业卫生及劳动保护11.2.1 车间生产人员做好个人卫生以及车间环境卫生工作,生产区域内不允许吃食品。