Cr12MoV材料热处理性能
- 格式:docx
- 大小:20.90 KB
- 文档页数:2
cr12mov热处理后加工变形
摘要:
1.cr12mov 材料特性
2.cr12mov 热处理过程
3.cr12mov 加工变形原因
4.减少cr12mov 加工变形的措施
正文:
CR12MOV 是一种高强度、高硬度、高韧性的冷作模具钢材料,由于其优异的性能,被广泛应用于各种冷作模具的制造。
然而,在经过热处理后,
CR12MOV 材料在加工过程中容易产生变形,这给模具的制造和使用带来了不少困扰。
下面我们来分析一下CR12MOV 热处理后加工变形的原因及应对措施。
首先,CR12MOV 材料的特性决定了它在热处理过程中容易产生变形。
CR12MOV 钢属于高碳合金钢,碳含量较高,使得钢的硬度和强度得到提高,但塑性和韧性降低。
在热处理过程中,碳原子和合金元素会发生扩散,从而导致晶粒长大和碳化物析出,使钢的硬度和强度进一步提高。
但同时,塑性和韧性会继续降低,这使得CR12MOV 在热处理后加工过程中更容易产生变形。
其次,CR12MOV 热处理过程中,由于温度、保温时间、冷却速度等因素的控制不当,可能导致热处理组织不均匀,从而使钢的性能发生不均匀变化,进一步加大加工变形的可能性。
针对CR12MOV 热处理后加工变形的问题,可以采取以下措施来减少变
形:
1.合理控制热处理工艺参数,如加热速度、保温时间、冷却速度等,以保证热处理组织均匀;
2.在加工过程中,采用适当的切削参数和刀具材料,以降低切削力和热量,减少加工过程中的变形;
3.对模具结构进行优化,尽量避免应力集中,以降低加工变形的风险;
4.在加工过程中,对模具进行适当的时效处理,以消除内应力,降低变形。
cr12mov模具热处理CR12MOV模具热处理技术CR12MOV模具钢是一种常用的冷作模具钢,具有优异的耐磨性、韧性和切削性能。
然而,由于材料的性质和加工工艺的限制,模具钢在使用过程中会遇到一些问题,如易磨损、易变形等。
因此,对CR12MOV模具钢进行热处理是必不可少的工艺之一。
CR12MOV模具钢的热处理过程主要包括加热、保温和冷却三个阶段。
其中,加热阶段是为了提高材料的温度,使其达到所需的显微组织状态。
保温阶段是为了让材料在一定时间内保持一定的温度,以便使其显微组织达到平衡状态。
冷却阶段是为了使材料迅速冷却,从而获得所需的组织状态和性能。
在CR12MOV模具钢的加热过程中,应注意控制加热速度和温度。
一般来说,加热速度应逐渐加快,以避免材料发生过热和过度氧化。
温度方面,应根据所需的显微组织状态进行调整,一般为960℃~1000℃。
在保温阶段,应根据材料的厚度和热处理要求进行调整。
一般来说,保温时间应按照每25mm厚度计算,为1小时。
同时,应保证保温温度的均匀性,以避免产生不均匀的组织和性能。
在冷却阶段,应根据材料的要求和热处理工艺进行选择。
一般来说,冷却速度应适中,不能过快或过慢。
过快会导致材料的变形和裂纹,过慢则会影响材料的性能和使用寿命。
常用的冷却方法包括空冷、水淬和油淬等,应根据材料的具体情况进行选择。
除了上述基本的热处理过程外,CR12MOV模具钢还可以采用多种工艺进行改进。
例如,采用真空热处理、表面淬火、等温淬火等工艺,可以进一步提高材料的性能和使用寿命。
同时,还可以采用表面涂层、表面强化等技术,增加材料的硬度和耐磨性。
CR12MOV模具钢的热处理是一个非常重要的工艺,直接影响到材料的性能和使用寿命。
为了获得高质量的模具钢,需要科学合理地控制热处理工艺,提高工艺技术水平,不断开发新的工艺和技术。
cr12mov淬火最佳温度
(最新版)
目录
1.介绍 CR12MOV 材料
2.阐述淬火的概念和目的
3.详述 CR12MOV 淬火的最佳温度
4.说明达到最佳温度的方法和注意事项
5.总结 CR12MOV 淬火最佳温度的重要性
正文
CR12MOV 是一种高性能合金工具钢,广泛应用于制造切削工具、模具和耐磨零件等领域。
为了提高其硬度、耐磨性和韧性,通常需要进行淬火处理。
淬火是将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质(冷却剂)中快速冷却的金属热处理工艺。
通过淬火,可以提高CR12MOV 的性能,使其在实际应用中发挥更好的效果。
那么,CR12MOV 淬火的最佳温度是多少呢?一般来说,CR12MOV 淬火的最佳温度在 1000-1100 摄氏度之间。
在这个温度范围内,CR12MOV 的
组织结构发生变化,使其具有较高的硬度和耐磨性,同时保持良好的韧性。
要达到 CR12MOV 淬火最佳温度,需要采用正确的加热方法。
首先,
将 CR12MOV 工件放入加热炉中,然后缓慢加热至 1000-1100 摄氏度。
在此过程中,要注意控制加热速度,避免温度过高或过低。
当达到预定温度后,需要保温一段时间,以确保工件内外温度均匀。
随后,将工件迅速浸入淬冷介质中,使其迅速冷却。
常用的淬冷介质包括水、油和盐浴等。
在淬冷过程中,同样需要注意控制冷却速度,避免过度冷却导致工件开裂或性能下降。
总之,CR12MOV 淬火最佳温度的选取和控制对于提高其性能至关重要。
cr12mov热处理后硬度极限
CR12MOV是一种优质的不锈钢材料,其在热处理后硬度极限
非常高。
这种钢材广泛应用于制造高精度模具、切削工具、针头、轴承等高要求的机械零部件。
CR12MOV钢材的硬度极限主要取决于热处理工艺。
热处理过
程中,首先需要进行退火处理,将钢材加热至800℃左右,保
温1-2小时,然后缓慢冷却至室温。
这样可以消除钢材内部的
应力,提高其塑性和韧性。
接下来进行淬火处理,将钢材加热至980℃左右,保温时间根
据钢材厚度而定,一般为30分钟左右。
然后迅速将钢材浸入
水中或油中进行淬火,使钢材迅速冷却,从而使其表面形成一层硬度很高的马氏体。
这样可以提高钢材的硬度和耐磨性。
最后进行回火处理,将钢材加热至250-350℃,保温1-2小时,然后冷却至室温。
这样可以消除淬火过程中产生的内部应力,提高钢材的韧性和抗拉强度。
经过以上三个步骤的处理,CR12MOV钢材的硬度极限可以达
到60-62HRC。
这个硬度值非常高,可以满足各种高要求的机
械零部件的制造需求。
同时,CR12MOV钢材还具有较好的耐
腐蚀性、耐磨性和韧性,是一种非常优秀的不锈钢材料。
总之,CR12MOV热处理后的硬度极限非常高,可以满足各种
高要求的机械零部件的制造需求。
如果您需要制造高精度模具、切削工具、针头、轴承等机械零部件,CR12MOV钢材是一个
非常优秀的选择。
cr12mov热处理后加工变形(原创实用版)目录1.介绍 CR12MOV 材料2.热处理对 CR12MOV 材料的影响3.CR12MOV 热处理后的加工变形问题4.解决 CR12MOV 热处理后加工变形的方法正文一、介绍 CR12MOV 材料CR12MOV 是一种高性能合金工具钢,广泛应用于制造各种冷作模具和工具。
它具有高硬度、高韧性、耐磨性和耐热性等优点,能够在高温和高压的环境下保持良好的性能。
二、热处理对 CR12MOV 材料的影响热处理是金属材料加工中常用的一种工艺,通过对材料进行加热和冷却,可以改变其组织结构和性能。
对于 CR12MOV 材料来说,热处理可以提高其硬度和韧性,增强其耐磨性和耐热性。
然而,热处理也会对 CR12MOV 材料产生一定的变形。
这是因为在热处理过程中,材料会因温度变化而产生内应力,这些应力在冷却过程中无法完全消除,从而导致材料的变形。
三、CR12MOV 热处理后的加工变形问题CR12MOV 热处理后的加工变形主要表现为弯曲、扭曲和胀大等。
这些变形不仅影响模具和工具的使用寿命,还会影响其加工精度和表面质量。
四、解决 CR12MOV 热处理后加工变形的方法为了解决 CR12MOV 热处理后的加工变形问题,可以采取以下几种方法:1.采用适当的热处理工艺:通过合理控制热处理的温度、时间和冷却速度等参数,可以减少材料的内应力,从而降低其变形。
2.进行加工余量设计:在模具和工具的设计中,可以增加一定的加工余量,以补偿热处理后的变形。
3.采用合理的加工顺序:在加工过程中,可以先加工变形较大的部分,然后再加工变形较小的部分,以减少变形对加工精度的影响。
4.采用适当的冷却方式:在热处理过程中,可以采用适当的冷却方式,如喷雾冷却、油冷等,以降低材料的内应力,减少变形。
5.进行后续加工:对于热处理后的模具和工具,可以进行后续加工,如磨削、抛光等,以消除变形,提高加工精度和表面质量。
櫡櫡櫡櫡櫡櫡櫡櫡~工 艺~櫡櫡櫡櫡櫡櫡櫡櫡收稿日期:2020 11 18作者简介:赵步青(1943—),男,江苏阜宁人,高级工程师,已发表论文280余篇,出版热处理专著5部,协编图书两部。
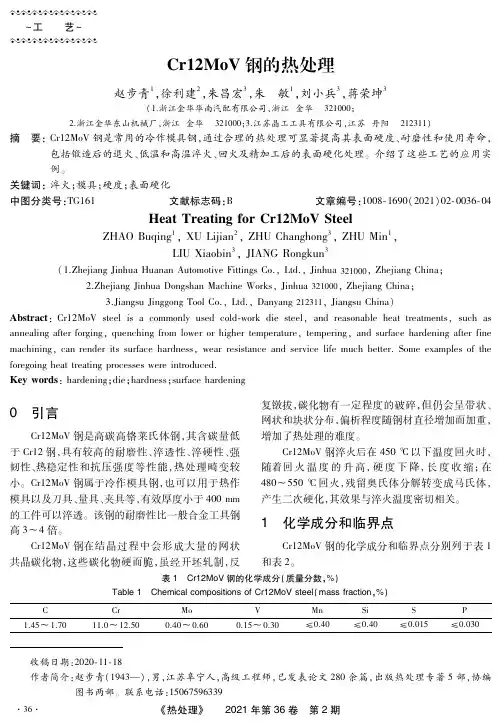
联系电话:15067596339Cr12MoV钢的热处理赵步青1,徐利建2,朱昌宏3,朱 敏1,刘小兵3,蒋荣坤3(1.浙江金华华南汽配有限公司,浙江金华321000;2.浙江金华东山机械厂,浙江金华321000;3.江苏晶工工具有限公司,江苏丹阳212311)摘 要:Cr12MoV钢是常用的冷作模具钢,通过合理的热处理可显著提高其表面硬度、耐磨性和使用寿命,包括锻造后的退火、低温和高温淬火、回火及精加工后的表面硬化处理。
介绍了这些工艺的应用实例。
关键词:淬火;模具;硬度;表面硬化中图分类号:TG161 文献标志码:B 文章编号:1008 1690(2021)02 0036 04HeatTreatingforCr12MoVSteelZHAOBuqing1,XULijian2,ZHUChanghong3,ZHUMin1,LIUXiaobin3,JIANGRongkun3(1.ZhejiangJinhuaHuananAutomotiveFittingsCo.,Ltd.,Jinhua321000,ZhejiangChina;2.ZhejiangJinhuaDongshanMachineWorks,Jinhua321000,ZhejiangChina;3.JiangsuJinggongToolCo.,Ltd.,Danyang212311,JiangsuChina)Abstract:Cr12MoVsteelisacommonlyusedcold workdiesteel,andreasonableheattreatments,suchasannealingafterforging,quenchingfromlowerorhighertemperature,tempering,andsurfacehardeningafterfinemachining,canrenderitssurfacehardness,wearresistanceandservicelifemuchbetter.Someexamplesoftheforegoingheattreatingprocesseswereintroduced.Keywords:hardening;die;hardness;surfacehardening0 引言Cr12MoV钢是高碳高铬莱氏体钢,其含碳量低于Cr12钢,具有较高的耐磨性、淬透性、淬硬性、强韧性、热稳定性和抗压强度等性能,热处理畸变较小。
Cr12MoV钢不同热处理条件下的硬度和金相组织分析王丽君1,苗彬2,孟先新1(1.华北水利水电学院,郑州450011;2.河南省机械设计研究院,郑州450002)摘要:研究了Cr12MoV钢在不同温度淬火和回火后的硬度变化,并对不同热处理条件下的金相组织进展了分析。
关键词:Cr12MoV钢;热处理;硬度;金相组织Cr12MoV钢是广泛用于模具行业的冷作模具钢,具有高淬透性,截面为300~400mm2以下者可以完全淬透。
在300~400℃时仍可保持良好硬度和耐磨性,因此可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
由于该钢中存在大量碳化物,且偏析严重,因此不同的热处理工艺对钢的性能有很大的影响[1]。
本文对Cr12MoV钢在不同热处理条件下的硬度和金相组织进展了分析,为业内人士提供参考。
1 实验条件(1)试样材料:Cr12MoV钢,碳化物偏析较严重。
(2)试样规格:试棒为<100mm×200mm,在试棒的R/2处截取金相试样15mm×15mm×20mm。
(3)淬火前进展等温退火,850±10℃保温100~120min,740℃等温4h。
(4)淬火加热用盐浴炉,冷却介质为20号机油。
(5)金相组织用XJB-200型在线金相仪。
2 试验结果与分析2.1 硬度Cr12MoV钢经不同温度淬火和不同温度回火后的硬度实验数据见表1所示。
根据实验数据绘制其关系曲线如图1所示。
从表1和图1可以看出:(1)Cr12MoV钢淬火后的硬度与淬火温度有极大关系,980~1040℃淬火获得的最高硬度为63~65HRC。
(2)Cr12MoV钢的回火稳定性高,980~1040℃淬火,200℃回火2次,每次2h,硬度为~60.5HRC,250℃回火1h,硬度为~。
(3)1100℃淬火,520℃回火2~3次,“二次硬化〞硬度最高为~61HRC。
(4)1130℃淬火,520℃回火3次,硬度仅进步到50HRC,在550℃回火1~2次,硬度进步到58HRC。
cr12mov是什么材料CR12MOV是一种优质的不锈工具钢,具有优良的耐磨性和耐腐蚀性能。
它主要由碳、铬、锰、钼和钒等元素组成,具有较高的硬度和耐磨性,适用于制造刀具、模具和机械零件等领域。
下面将就CR12MOV的材料特性、用途和加工工艺等方面进行详细介绍。
首先,CR12MOV的材料特性主要体现在以下几个方面,硬度高、耐磨性好、耐腐蚀性强。
CR12MOV钢的硬度可达到60-62HRC,具有优异的硬度和耐磨性,适用于制造高负荷、高速度下工作的刀具和模具。
同时,其耐腐蚀性能也很好,能够在潮湿、腐蚀性环境下保持稳定的性能,延长使用寿命。
其次,CR12MOV钢材的用途非常广泛。
由于其优良的材料特性,CR12MOV钢被广泛应用于制造刀具、模具和机械零件等领域。
在刀具方面,CR12MOV钢可制成各种切削刀具,如刀片、铣刀、钻头等,用于金属加工、木工加工和塑料加工等行业。
在模具方面,CR12MOV钢可制成冲压模具、塑料模具、压铸模具等,用于汽车制造、家电制造、日用品制造等领域。
此外,CR12MOV钢还可用于制造机械零件,如轴承、齿轮、螺丝等,用于机械制造、航空航天、船舶制造等行业。
最后,CR12MOV钢的加工工艺也非常重要。
由于其硬度较高,加工难度较大,通常需要采用先进的加工设备和工艺。
常见的加工工艺包括热处理、切削加工、表面处理等。
热处理可以提高CR12MOV钢的硬度和耐磨性,常用的热处理工艺包括淬火、回火、渗碳等。
切削加工则需要选择合适的刀具和切削参数,以保证加工质量和效率。
表面处理可以提高CR12MOV钢的耐腐蚀性能,常用的表面处理工艺包括镀铬、喷涂、氮化等。
总之,CR12MOV是一种优质的不锈工具钢,具有优良的材料特性和广泛的用途,但在加工过程中需要注意选择合适的工艺和设备,以保证产品质量和加工效率。
希望本文对CR12MOV钢的了解有所帮助。
Cr12MoV钢的优缺点及性能提升
Cr12MoV钢具有淬透性好、硬度高、耐磨性好、热处理变形小等优点,常用于制作承受重负荷、生产批量大、形状复杂的冷作模具。
但该钢在使用过程中容易出现脆性大等问题。
研究表明,改善Cr12MoV钢中碳化物的形态和分布可有效改善材料韧性。
常见的工艺有锻造预热淬火、固溶双细化工艺、降温淬火、等温淬火等。
其中固溶双细化处理是利用热处理方式,使碳化物细化、棱角圆整化,同时使奥氏体晶粒超细化。
其工艺的主要措施是高温固溶和循环细化。
高温固溶可以改善碳化物的形态和粒度;循环细化的目的在于使奥氏体晶粒超细化。
真空热处理与普通热处理相比有许多突出的特点,如可防止表面氧化、脱碳;淬火变形小;工艺的稳定性、重复性好;操作安全、自动化程度高、工作环境好等。
随着要求越来越高,模具零件的真空热处理受到越来越多的关注。
首先被检测的数据是水或蒸汽的流动速度,即在自然循环冷却状态下,在铜冷却壁与蒸汽冷却组合下,水或蒸汽的流动速度。
水温差随着高炉高度变化而变化,通过检测所有冷却壁间内部连接水管的水温,可以更清楚地了解到:水温随着高炉高度的变化而变化。
高炉不同部位的热量传输情况能很好的解释上述情况。
应当考虑到,随着高炉各部位的高度不同,不同的冷却面积,不同的冷却强度对热量传导计算的影响。
CR12MOV是一种高碳高铬工具钢,对应牌号是D2钢。
由于加入了适量的铬、钼、钒等合金元素,改善了钢材的淬硬性和淬透性,使得淬火后材料的综合力学性能远高于其他种类的钢材,因此广泛应用于模具的制造。
其用途主要有:
1. 制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
例如,形状复杂的冲孔凹模,复杂模具上的镶块,钢板深拉深模,拉丝模等。
2. 由于其优异的耐磨性、耐腐蚀性和抗变形能力,也广泛应用于切削工具和锻模等高端零部件的制造。
其热处理特点如下:
1. 高淬透性:截面为300~400㎜以下者可以完全淬透,在300~400℃时仍可保持良好硬度和耐磨性。
2. 韧性较CR12钢高,淬火时体积变化最小。
如需更多信息,可以阅读金属材料相关书籍,也可以咨询材料工程专家或查阅相关文献资料。
cr12mov淬火组织要求
CR12MOV是一种高碳高铬不锈钢,广泛应用于模具制造、刃具制造、冷模具、热模具等领域。
然而,为了确保CR12MOV的性能和质量,必须进行适当的热处理和淬火组织要求。
热处理是CR12MOV材料的重要工艺过程之一,通过控制加热温度和保温时间,可以改变材料的结构和性能。
一般来说,CR12MOV应在1050℃-1100℃的温度下加热,保温时间为1-2小时,然后冷却至室温。
这样可以使CR12MOV材料达到最佳的热处理效果,提高其硬度和强度。
CR12MOV的淬火组织要求也是非常重要的。
淬火是一种通过快速冷却来改变材料组织和性能的方法。
对于CR12MOV材料来说,淬火应在820℃-870℃的温度下进行,冷却剂可以选择油或水。
在淬火过程中,应控制冷却速度,以避免出现裂纹和变形。
此外,淬火后的CR12MOV材料应保持在100℃-150℃的温度下回火,这样可以缓解材料的应力,提高其韧性和冲击韧性。
CR12MOV的淬火组织要求应符合国家标准,以确保其质量和性能。
国家标准GB/T 1299-2014规定了CR12MOV材料的化学成分、机械性能、热处理方法和淬火组织要求等方面的要求。
在进行CR12MOV材料的淬火组织时,应参照国家标准的要求进行操作,以达到最佳的效果。
CR12MOV的淬火组织要求对于材料的性能和质量具有重要的影响。
在进行淬火组织时,应注意控制加热温度和保温时间,选择适当的冷却剂和控制冷却速度,以及进行回火处理。
此外,应符合国家标准的要求,以确保CR12MOV材料的质量和性能。
cr12mov热处理淬火后渗碳处理
CR12MOV热处理淬火后,可以进行渗碳处理来增加其硬度和
耐磨性。
渗碳处理是通过将材料暴露在高温环境中,使碳原子渗入材料表面,从而形成高硬度的表面层。
在淬火后的CR12MOV材
料中进行碳化处理可以进一步提高其表面硬度和耐磨性,同时保持其良好的韧性和强度。
具体的碳化处理方法包括气体渗碳和固体渗碳两种:
1. 气体渗碳:将CR12MOV材料放置在高温炉中,通过引入
含碳气体(例如甲烷、乙烷等)来使碳原子渗入材料表面。
渗碳温度通常在800°C至950°C左右,并保持一定的时间(通
常几小时至数十小时)。
通过这种方法进行渗碳处理,可以在CR12MOV的表面形成一层高碳含量的硬化层,从而提高其硬
度和耐磨性。
2. 固体渗碳:先将CR12MOV材料和高碳含量的固体材料
(例如石墨粉末)一起放入高温炉中,在高温下进行加热保温。
在高温环境中,碳原子从固体渗碳材料扩散到CR12MOV材
料中,从而形成一层高碳含量的硬化层。
与气体渗碳相比,固体渗碳可以实现更深层次的渗碳,并且对工件形状的限制较少。
进行渗碳处理后,CR12MOV的表面硬度会大幅提高,从而提
高其抗磨擦性能和耐磨性。
通过适当控制温度和时间,可以实
现对CR12MOV的硬化层深度和硬度进行调控,以满足不同应用需求。
cr12mov是什么材料CR12MOV是一种优质的冷作模具钢,具有优异的耐磨性和切削性能。
它被广泛应用于模具制造、刀具加工等领域。
下面我们来详细了解一下CR12MOV材料的特性和应用。
首先,CR12MOV是一种高碳钢,含碳量较高,因此具有较高的硬度和耐磨性。
同时,它还含有一定量的铬、钼、钴等合金元素,这些元素能够提高钢材的热硬化性和耐磨性,使其在高温下仍能保持较高的硬度和耐磨性能。
因此,CR12MOV材料适合用于制造对硬度和耐磨性要求较高的模具和刀具。
其次,CR12MOV材料具有良好的切削加工性能,能够在经过热处理后达到较高的硬度。
这使得它在模具制造和刀具加工过程中能够保持良好的切削性能,有利于提高加工效率和产品质量。
此外,CR12MOV材料还具有较好的热处理性能,能够通过适当的热处理工艺获得所需的硬度和耐磨性。
这使得它在模具制造和刀具加工领域具有广泛的应用前景。
总的来说,CR12MOV是一种优质的冷作模具钢,具有良好的硬度、耐磨性和切削性能,适合用于制造模具和刀具。
它的优异性能使得其在工业生产中扮演着重要的角色,为各行业的生产提供了可靠的支持。
在模具制造领域,CR12MOV材料常用于制造冲模、冲头、剪切模、冲压模等。
由于其优异的硬度和耐磨性,能够满足对模具耐磨性和耐冲击性的要求,同时具有较好的切削加工性能,有利于提高模具的加工精度和表面质量。
在刀具加工领域,CR12MOV材料常用于制造冷作刀具、热作刀具、刨刀、铣刀等。
由于其良好的硬度和切削性能,能够满足对刀具耐磨性和切削性能的要求,有利于提高刀具的使用寿命和加工效率。
总的来说,CR12MOV材料是一种性能优异的冷作模具钢,具有良好的硬度、耐磨性和切削性能,适合用于制造模具和刀具,为工业生产提供了可靠的支持。
它的广泛应用将进一步推动工业制造技术的发展,为各行业的生产提供更好的加工工具和解决方案。
Cr12MoV的热处理淬火——Cr12MoV冷作模具钢属于高碳高铬钢,它的组织和性能,其中包括硬度、塑性、强度、回火稳定性、淬火回火的体积变形等与淬火有极大的关系。
一般在加热温度810℃以上时,原始组织中索氏体和碳化物转变为奥氏体中和碳化物,随着温度的升高合金碳化物会继续向奥氏体中溶解,增加了奥氏体中C和Cr的浓度,因而得到较高的淬火硬度。
淬火温度达到1050℃时,硬度会达到最高值。
若淬火温度1100℃时,残余奥氏体就会很高,可能会达到80%以上,硬度会急剧下降。
因此,根据使用要求的不同,需要选择不同的淬火温度。
可以980-1030℃淬火、油冷,也可以1050-1080℃的淬火、油冷。
回火——根据模具的硬度要求,选择不同的淬火温度范围,如上述的两种温度。
一般采用高温回火和低温回火两种热处理方法。
以获得不同的强度、韧性和硬度。
980-1030℃淬火、油冷,采用一次硬化处理的回火,回火温度选择180-200℃,一般硬度为54-58HRC,这样可以得到较高的硬度和耐磨性,而且热处理变形较小。
1050-1080℃的淬火、油冷,采用二次硬化处理的回火,回火温度选择490-520,一般硬度为60-62HRC,一般采用多次的高温回火,一般为3-4次,每次2小时,模具经过二次硬化处理后,这样可以得到较高的红硬性和耐磨性。
以上这些工艺是我们的常用热处理工艺,对模具的热处理应用是很有帮助的,对模具的寿命的延长是很有好处的,这里面也会产生很大的经济效益。
至于45#钢,最好还是以低碳马氏体钢来代替,如20#钢和20Cr进行代替。
硬度一般在38-42HRC,再高也可以达到40-45HRC。
这些材料的热处理操作简单,工件的变形小,寿命也比45#钢长许多1。
cr12mov模具热处理CR12MOV是一种常见的模具钢材料,其热处理过程对于模具的性能和寿命至关重要。
本文将从CR12MOV的热处理工艺、热处理效果以及热处理后的性能等方面进行详细介绍。
CR12MOV的热处理工艺包括加热、保温和冷却三个步骤。
在加热过程中,需要将CR12MOV材料加热到适当的温度范围,以使其达到所需的组织结构。
保温阶段是为了保持材料在一定温度下足够长的时间,以保证其组织结构的均匀性和稳定性。
最后,通过冷却过程,使材料快速冷却,锁定所需的组织结构,从而达到所需的硬度和强度。
CR12MOV的热处理效果主要表现在材料的硬度、耐磨性和抗腐蚀性等方面。
经过适当的热处理,CR12MOV可以获得高硬度和较好的耐磨性,使其在模具制造中具有较长的使用寿命。
同时,热处理还能够提高CR12MOV的抗腐蚀性能,使其在恶劣环境下仍能保持良好的工作状态。
在进行CR12MOV的热处理时,需要注意控制加热温度、保温时间和冷却速度等参数。
加热温度过高或保温时间过长可能会导致材料的过热和过度软化,从而影响其硬度和强度。
而冷却速度过快则可能引起材料的裂纹和变形等问题。
因此,热处理过程中的温度控制、时间控制和冷却控制非常关键,需要严格按照热处理工艺规范进行操作。
除了热处理工艺的控制外,CR12MOV的热处理后还需要进行适当的回火处理。
回火是为了消除热处理过程中产生的残余应力和改善材料的韧性。
通过回火处理,可以使CR12MOV在保持一定硬度的同时,具备较好的韧性和抗冲击性,提高其在模具制造中的使用性能。
总结起来,CR12MOV的热处理对于模具的性能和寿命具有重要影响。
通过合理控制热处理工艺参数,可以使CR12MOV获得所需的硬度、耐磨性和抗腐蚀性,从而提高模具的使用寿命和工作效率。
同时,适当的回火处理可以改善CR12MOV的韧性和抗冲击性,使其适用于更加复杂和严苛的工作环境。
因此,在模具制造过程中,必须重视CR12MOV的热处理工艺,以保证模具的质量和可靠性。
Cr12MoV材料热处理性能
Cr12MoV钢有两种热处理工艺:第一种工艺叫做,低淬低回,用于使用温度不高的环境,具有较好的韧性,随回火温度升高,硬度下降.第二种,叫做高淬高回,二次硬化,具有较强的红硬性,并且可以采用氮化,使表面硬度进一步提高,可以达68-72°
热处理建议
*退火:820-880℃硬度:≤229HB
*淬火温度:1010-1030℃,快冷。
*回火温度:550-650℃,回火三次,不建议采用最高温度回火。
*硬度:43~53度HRC
※此钢具有高淬透性,截面在400mm以下可以完全淬透,在300-400℃仍可保持良好的硬度和耐磨性。
※此钢熔点较低,故加热温度不得太高。
※导热性差,应注意缓慢加热。
※锻后必须缓冷,以免产生裂纹。
※可置于预热过的坑中,冷至400-500℃.冷却后可进行退火。
※通常采用三次回火,每次1-1.5h
Cr12MoV钢是高碳高铬莱氏体钢,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
因此65mm一定可以得到马氏体组织。
性能:
高碳、高铬类型莱氏体钢,无特殊要求时钴不作为必加元素。
由于钼和钒的含量比Crl2MoV 高,故钢的组织和晶粒度进一步细化,提高了钢的淬透性、强度和韧性,使钢的综合性能更好。
用途:
用于制造要求高耐磨性的大型复杂冷作模具,如冷切剪刀、切边模、拉丝模、搓丝板、螺纹滚模、滚边模和要求高耐磨的冷冲模和冲头等。
其热处理制度为钢棒与锻件960度空冷+700~720度回火,空冷。
最终热处理工艺,由于较多,可以给你提供一组典型的工艺:淬火:
第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
回火:
经过以上淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
Cr12MoV钢是高碳高铬莱氏体钢,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为钢棒与锻件960度空冷+700~720度回火,空冷。
最终热处理工艺,由于较多,可以给你提供一组典型的工艺:淬火:
第一次预热:300~500℃,第二次预热840~860℃;淬火温度:
1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
回火:
经过以上淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。