零件流程图
- 格式:doc
- 大小:137.00 KB
- 文档页数:6

瑞立四平仪表有限公司工艺流程图产品名称进油板文件版本工艺名称进油板流程产品图号文件编号工艺编号发行部门产品开发部发行日期第页共页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键控制特性010 进料检验外径ф++020 入库待装图例 移动 加工 检验 暂存 贮存编制日期审核日期质量部日期 生产部日期批准日期瑞立四平仪 表有限公司工 艺 流 程 图产品名称销钉文件版本工艺名称 销钉流程 产品图号 文件编号工艺编号发行部门产品开发部发行日期第页共页步骤 加工 检验 移动 暂存 贮存 过程编号操作内容 关键产品特性关键控制特性 1 010 进料检验 23 020 入库待装 45 6 7 8图例 移动 加工 检验 暂存 贮存编制日期审核日期质量部日期生产部日期 批准日期瑞立四平仪 表有工 艺 流 程产品 名称叶轮文件版本工艺 名称叶轮流程限公司图产品图号 文件编号 工艺编号发行 部门产品开发部发行日期第页共页步骤 加工 检验 移动 暂存 贮存 过程编号 操作内容 关键产品特性 关键控制特性1 010 进料检验 23 020 入库待装 45 6 7 8图例 移动 加工检验 暂存 贮存编制日期审核日期质量部日期生产部日期批准日期瑞立四平仪表有限公司工艺流程图产品名称轴承(大)文件版本工艺名称轴承(大)流程产品图号文件编号工艺编号发行部门产品开发部发行日期第页共页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键控制特性1 010进料检验23 020入库待装45678图例移动加工检验暂存贮存编制日期审核日期质量部日期生产部日期批准日期瑞立四平仪表有限公司工艺流程图产品名称出油板文件版本工艺名称出油板流程产品图号文件编号工艺编号发行部门产品开发部发行日期第1页共1页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键控制特性1 010进料检验23 020入库待装45678图例移动加工检验暂存贮存编制日期审核日期质量部日期生产部日期批准日期。
瑞立四平仪表有限公司工艺流程图产品名称右电感组件文件版本???工艺名称右电感组件流程产品图号文件编号0900-009.16工艺编号发行部门产品开发部发行日期第?????页?????共??????页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键控制特性010进料检验右旋绕线方向020入库待装图例移动加工检验暂存贮存编制?日期审核?日期质量部?日期生产部?日期批准?日期瑞立四平仪表有限公司工艺流程图产品名称右碳刷接线片文件版本???工艺名称右碳刷接线片流程产品图号文件编号0900-009.17工艺编号发行部门 产品开发部发行日期第????页?????共??????页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键控制特性1010进料检验23020入库待装45678图例 移动 加工检验 暂存 贮存编制?日期审核?日期质量部?日期生产部?日期批准?日期瑞立四平仪表有限公司工艺流程图产品名称左接线片文件版本???工艺名称左接线片流程产品图号文件编号0900-009.18工艺编号发行部门产品开发部发行日期第???页?????共?????页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键控制特性1010进料检验23020入库待装4 5 678图例移动加工检验暂存贮存编制?日期审核?日期质量部?日期生产部?日期批准?日期瑞立四平仪表有限公司工艺流程图产品名称左电感组件文件版本???工艺名称左电感组件流程产品图号 文件编号0900-009.19工艺编号发行部门 产品开发部发行日期第????页?????共??????页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键制特1010进料检验右旋绕线向23020入库待装45678图例移动加工检验暂存贮存编制?日期审核?日期质量部?日期生产部?日期批准?日期瑞立四平仪表有限公司工艺流程图产品名称左碳刷接线片文件版本???工艺名称产品图号文件编号0900-009.20工艺编号发行部门产品开发部发行日期第??页??共??1页步骤加工检验移动暂存贮存过程编号操作内容关键产品特性关键制特1010进料检验23020入库待装45678图例移动加工检暂存贮存编制?日期审核?日期质量部?日期生产部?日期。
修订/日期:
核心小组:
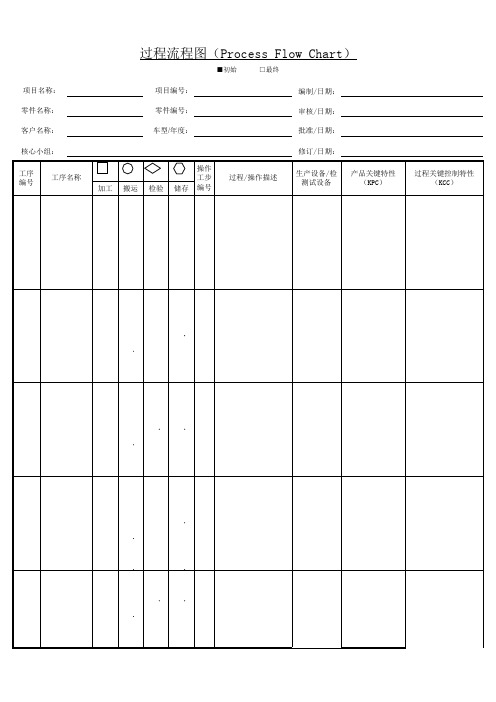
车型/过程流程图(Process Flow Chart)
■初始 □最终
备注:
1)过程流程图中的工序编号名称、操作工步编号与名称应完全与CP对应,统一描述。
2)操作工步过程中所涉及到的生产设备、检测试设备需写清楚;
3)产品关键特性是指根据客户要求定义特殊特性的,如:尺寸、性能项目等。
4)过程关键控制特性是指与被识别的产品关键特性具有因果关系的过程变量,也称为过程参数。
过程特性仅在其发生时才能测量出,对于每一个产品特性,可能有一个或者多个过程特性。
在某些过程中,一个过程特性可能影响到多个产品特性。


装配工作流程图
一、起始工序
在开始装配过程之前,首先需要准备所有必要的零部件和工具。
清点和检查所有零件,确保数量和质量符合要求。
二、组装准备
1. 将所有零部件按照装配顺序排列整齐。
2. 准备好必要的工具和设备,如螺丝刀、扳手等。
3. 设置工作区域,确保装配过程中有足够的空间和良好的通风条件。
三、装配步骤
1. **第一步:** 将主体结构组装起来,确保各部件连接稳固。
2. **第二步:** 安装附件和配件,如电路板、传感器等。
3. **第三步:** 进行电气连接,确保所有部件能够正常工作。
4. **第四步:** 进行功能测试,检查装配是否正确和完整。
四、质量检验
在完成装配后,进行质量检验。
检查产品外观和功能是否符合规定标准,确保产品质
量达到要求。
五、包装和出货
最后,将装配好的产品进行包装,包括外包装和内部填充物。
然后安排出货,将产品
发送到指定的目的地。
结束语
完成整个装配工作流程后,需及时清理工作区域,整理工具和材料,做好记录工作。
这样不仅有利于提高工作效率,也可以为下一次装配任务的顺利进行打下基础。

更改级别:/日期(最初): 更改日期:/日期(修订):XXX 精密机械有限公司过程流程图文件编号:/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:5-Φ5深13.6±0.55-M6X1.0-6H 深10.6Min55.0±0.25° TYP 45°KCC 4±0.23.5±0.214.7±0.2KCC4-Φ7.9深54.8±1.04-3/8-16UNC 深50.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min1.三轴加工中心2.刀具3.夹具4.切削液浓度1.气动攻丝机2.刀具3.夹具4.切削液浓度检验KPCKPC 机加工槽边缘毛刺清理干净;机加工无发霉、发黑现象;机加工槽粗糙度为Ra1.6;KPCKCC KPCKPCKCCKCCKCC检验110-1机加一序MTL0142/147KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;110-2机加二序MTL0142/1472-Φ3.3深13.1±2.02-M4X0.7-6H 深11.0Min5-Φ3.3深10.1±2.05-M4X0.7-6H 深8.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min14-Φ3.3深9.114-M4X0.7-6H 深7.0Min4-Φ3.3深12.1±1.04-M4X0.7-6H 深10.0Min4-Φ2.5深9.5±1.04-M3X0.5-6H 深8.0MinΦ3.3深11.1±2.0M4X0.7-6H 深9.0MinKPCKCCKPCKPCKCC KPCKCCKCCKPCKCCKPC1.加工中心2.刀具3.夹具4.切削液浓度KCCKPCKCC110-3机加三序MTL0142/147更改级别:/日期(最初):更改日期:/日期(修订):过程流程图文件编号:/ 零件号:零件名称:图纸日期:图 纸 号:Φ3.3深11.1±2.0M4X0.7-6H 深9.0MinΦ3.3深10.1±2.0M4X0.7-6H 深8.0Min(4.0X2.0)±0.21.9±0.22±0.21.7Min 2±0.2Φ36.9±0.2 (通)Φ2.7深10.4±1.0检验KPC 机加工槽无振刀纹,边缘无毛刺;机加工槽无发霉、发黑现象;除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑,机加工槽边缘毛刺清理干净;机加工槽粗糙度为Ra1.6KPC1.加工中心KPCKPCKCCKCC加工中心2.刀具3.夹具KCCKPC KCCMTL0142/147KCC更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:。
瑞立XX仪表XX 工艺流程图
产品名称 进油板文件版本 1.0 工艺名称 进油板流程
产品图号 DZRYB001.00.01.01 文件编号 0900-009.1 工艺编号
发行部门 产品开发部 发行日期 第 1 页 共 1 页
步骤加工检验移动暂存贮存
过程编
号
操作内容关键产品特性关键控制特性
1.010 进料检验外径ф36.7+0.03
+0.01
2.
3.020 入库待装
4.
5.
6.
7.
8.
图例移动加工检验暂存贮存编制/日期审核/日期质量部/日期生产部/日期批准/日期
1 / 6
瑞立XX仪表XX 工艺流程图
产品名称 销钉文件版本 1.0 工艺名称 销钉
流程
产品图号 DZRYB001.00.01.02 文件编号 0900-009.1 工艺编号
发行部门 产品开发部 发行日期 第 1 页 共 1 页
步骤加工检验移动暂存贮存
过程编
号
操作内容关键产品特性关键控制特性
1 010 进料检验2
3 020 入库待装4
5
6
7
8
2 / 6
图例移动加工检验暂存贮存编制/日期审核/日期质量部/日期生产部/日期批准/日期
瑞立XX仪表XX 工艺流程图
产品
名称
叶轮
文件
版本
1.0
工艺
名称
叶轮流程
产品
图号
DZRYB001.00.02.01
文件
编号
0900-009.1
工艺
编号
发行
部门
产品开发部
发行
日期
第 1 页 共 1 页
步
骤加工检验移动暂存贮存过程
编号操作内容关键产品特性关键控制特性
1 010 进料检验2
3 020 入库待装4
5
3 / 6
6
7
8
图例移动加工检验暂存贮存编制/日期审核/日期质量部/日期生产部/日期批准/日期
瑞立XX仪表XX 工艺流程图
产品名称 轴承(大)文件版本 1.0
工艺
名称
轴承(大)
流程
产品图号 DZRYB001.00
.02.02.01
文件编号 0900-009.1
工艺
编号
发行部门 产品开发部 发行日期 第 1 页 共 1 页
步
骤加工检验移动暂存贮存过程
编号操作内容关键产品特性关键控制特性
1 010 进料检验2
4 / 6
3 020 入库待装
4
5
6
7
8
图例移动加工检验暂存贮存 编制/日期审核/日期质量部/日期生产部/日期批准/日期
瑞立XX仪表XX 工艺流程图
产品
名称
出油板
文件
版本
1.0
工艺
名称
出油板流程
产品
图号
DZRYB001.
02.02.02
文件
编号
0900-009.
1
工艺
编号
5 / 6
发行
部门产品开发部
发行
日期
第 1 页 共 1 页
步骤加工检验移动暂存贮存过程
编号操作内容关键产品特性 关键控制特性
1 010 进料检验
2
3 020 入库待装
4
5
6
7
8
图例移动加工检验暂存贮存 编制/日期审核/日期质量部/日期生产部/日期批准/日期
6 / 6。