所有制程标准工时计算范例
- 格式:ppt
- 大小:1.16 MB
- 文档页数:10
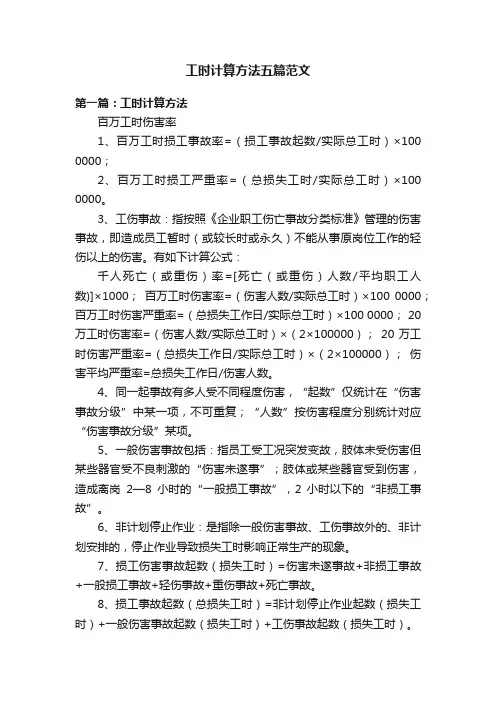
工时计算方法五篇范文第一篇:工时计算方法百万工时伤害率1、百万工时损工事故率=(损工事故起数/实际总工时)×100 0000;2、百万工时损工严重率=(总损失工时/实际总工时)×100 0000。
3、工伤事故:指按照《企业职工伤亡事故分类标准》管理的伤害事故,即造成员工暂时(或较长时或永久)不能从事原岗位工作的轻伤以上的伤害。
有如下计算公式:千人死亡(或重伤)率=[死亡(或重伤)人数/平均职工人数)]×1000;百万工时伤害率=(伤害人数/实际总工时)×100 0000;百万工时伤害严重率=(总损失工作日/实际总工时)×100 0000; 20万工时伤害率=(伤害人数/实际总工时)×(2×100000);20万工时伤害严重率=(总损失工作日/实际总工时)×(2×100000);伤害平均严重率=总损失工作日/伤害人数。
4、同一起事故有多人受不同程度伤害,“起数”仅统计在“伤害事故分级”中某一项,不可重复;“人数”按伤害程度分别统计对应“伤害事故分级”某项。
5、一般伤害事故包括:指员工受工况突发变故,肢体未受伤害但某些器官受不良刺激的“伤害未遂事”;肢体或某些器官受到伤害,造成离岗2—8小时的“一般损工事故”,2小时以下的“非损工事故”。
6、非计划停止作业:是指除一般伤害事故、工伤事故外的、非计划安排的,停止作业导致损失工时影响正常生产的现象。
7、损工伤害事故起数(损失工时)=伤害未遂事故+非损工事故+一般损工事故+轻伤事故+重伤事故+死亡事故。
8、损工事故起数(总损失工时)=非计划停止作业起数(损失工时)+一般伤害事故起数(损失工时)+工伤事故起数(损失工时)。
9、表中工时单位统一为:小时;1个工作日=8小时。
实际总工时=平均职工人数×实际工作日×8。
在计算时,损失工时与实际总工时的“单位”统一使用“日”或“小时钻井队、海洋平台作业队、勘探队等野外作业活动,作业区和生活区一直暴露在与工作有关的危险中,员工每人每天按24工时计算,为其提供相关服务的员工每人每天按12工时计算。
制程标准工时计算范例制程标准工时是指在标准工时内完成一个制程所需的时间。
它是制造业中用来度量生产效率的重要指标之一,对于企业的生产安排和成本控制具有重要意义。
制程标准工时的计算需要考虑到一系列因素,如生产线的设备状况、操作员的熟练程度、产品的复杂程度等。
下面以一家制造企业的某个制程为例,介绍如何计算制程标准工时。
首先,我们需要确定计算制程标准工时的基本单位。
一般情况下,制程标准工时是以分钟为单位进行计算的,因为分钟是一个比较小的单位,更能体现工作过程中的细节。
所以,在计算制程标准工时时,可以把制程的时间分为若干个操作步骤,分别计算每个步骤的工时,并将其相加得到制程的标准工时。
接下来,我们需要明确计算制程标准工时的流程和内容。
以某工厂生产手机壳为例,该制程分为原材料准备、注塑、磨光和组装四个步骤。
我们分别计算每个步骤的工时,并在最后汇总得出制程的标准工时。
1. 原材料准备:这个步骤包括从仓库取出原材料并上料到生产线的过程。
假设从仓库取出原材料需要5分钟,上料需要1分钟。
则原材料准备的标准工时为6分钟。
2. 注塑:这个步骤是将原材料进行熔化、注射到模具中并冷却成型的过程。
根据生产实际情况,我们已经确定注塑的标准周期为30秒。
所以,注塑的标准工时为30秒。
3. 磨光:这个步骤是将注塑成型后的产品进行磨光处理,使其表面平滑。
根据过去的生产数据,我们已经确定磨光的平均工时为10秒。
所以,磨光的标准工时为10秒。
4. 组装:这个步骤是将磨光后的产品进行组装,包括插入电池、安装零件等。
根据生产数据,我们已经确定组装的平均工时为2分钟。
所以,组装的标准工时为2分钟。
最后,我们把每个步骤的标准工时相加就得到了整个制程的标准工时。
在这个例子中,原材料准备的标准工时为6分钟,注塑的标准工时为30秒,磨光的标准工时为10秒,组装的标准工时为2分钟。
所以,整个制程的标准工时为6分钟加上30秒加上10秒加上2分钟,即为8分钟。
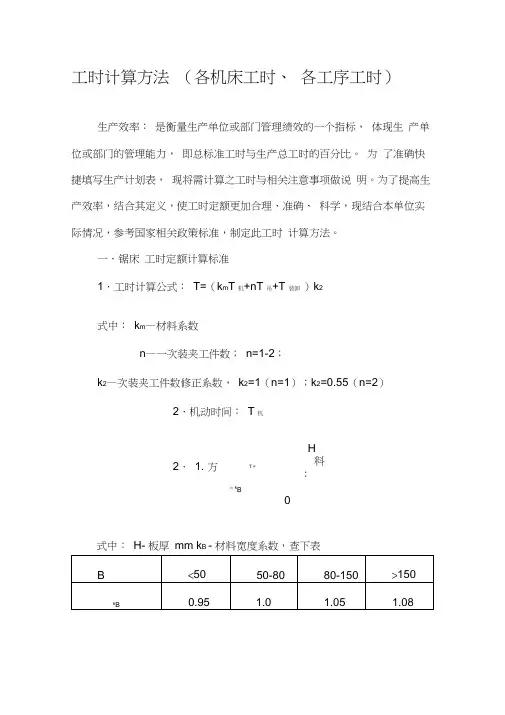
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
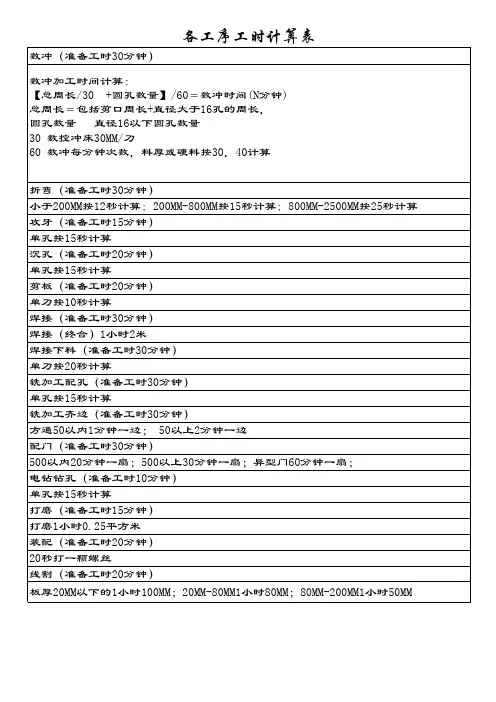
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
标准工时的计算公式标准工时是指在一定的生产条件下,完成一定数量产品所需的标准工时。
标准工时的计算是企业生产管理中非常重要的一环,它直接影响到企业的生产效率和成本控制。
下面将介绍标准工时的计算公式及其应用。
一、标准工时的定义。
标准工时是指在标准条件下,完成一定数量产品所需的时间。
它是根据实际生产情况和生产条件确定的,是企业生产经营管理的重要指标之一。
通过标准工时的计算,可以评估生产效率,合理安排生产计划,控制生产成本,提高企业竞争力。
二、标准工时的计算公式。
1. 直接工时的计算公式。
直接工时是指直接用于产品生产的工时,不包括间接工时。
其计算公式如下:直接工时 = 产品数量×单位产品标准工时。
其中,产品数量是指生产的产品数量,单位产品标准工时是指生产一个单位产品所需的标准工时。
2. 总工时的计算公式。
总工时是指完成一定数量产品所需的总工时,包括直接工时和间接工时。
其计算公式如下:总工时 = 直接工时 + 间接工时。
其中,直接工时是指直接用于产品生产的工时,间接工时是指间接用于产品生产的工时。
三、标准工时的应用。
1. 生产计划编制。
通过标准工时的计算,可以合理安排生产计划,确定生产周期和生产数量,提高生产效率,确保生产进度。
2. 成本控制。
标准工时的计算可以帮助企业控制生产成本,合理安排生产人员和设备,减少生产浪费,提高生产效率,降低生产成本。
3. 绩效考核。
通过标准工时的计算,可以对生产人员的工作绩效进行考核,激励员工提高工作效率,提高企业生产效率。
四、标准工时的优化。
1. 提高生产效率。
通过优化生产流程,改进生产工艺,提高设备利用率,减少生产中的浪费,可以提高生产效率,减少标准工时。
2. 管理人员培训。
加强生产管理人员的培训,提高他们的管理水平和技能,可以有效地优化生产管理,降低标准工时。
3. 技术改进。
引进先进的生产技术和设备,改进生产工艺,提高产品质量,减少生产成本,降低标准工时。
五、总结。
人工标准工时计算公式教科书上面的标准工时计算公式是:标准工时 = 基本时间*(1+宽放率)其中:基本时间 = 观测时间 * (1+评比系数)我们从背景、观测时间、评比系数、宽放率一步步得出标准工时,let’s go!零、背景假设我们现在要测量组装一支自来水笔的标准工时。
笔有4个部分,如下:组装一支笔有三个操作,如下:1.从初始位置取笔筒和笔芯,并组装2.持住笔筒,并取笔头组装3.持住笔筒,并取笔帽组装,放置成品于初始位置一、观测时间观察时间有点像标准工时的原材料,是从观察时间开始加工的。
通过观测,最后得到这样的表格(T表示该操作结束时的累积时间,R代表该操作的测量时间,R是由两个相邻的T值相减得来的。
):最后获得这三个操作,4个循环的平均值就是观测时间了,如下:观测时间 = 2.7+2.5+2.1 = 7.3S,搞定!我们推荐西屋评估方法。
通过打分,可以更科学地确定评价系数,降低对经验的要求,缩小不同工程师的评价差距。
我们来评价一下刚才的演练(其实结合现场操作人员)熟练度:偶尔会有一些失误,还没有足够信心,不过长时间工作没有什么问题,给予尚可,-0.05努力度:建议能接受,但是自主改善有点问题。
给予平均,+0.00操作环境:公司内部差不多都是这样的环境,给予平均,+0.00一致性:没有发生故意拖延,使得每次测量时间不均,给予良好 +0.01综合评比系数为:1-0.05+0.00+0.00+0.01 = 0.96基本时间 =7.3 *0.96 = 7.0S,我们也得到了。
三、宽放率一般来说,我们有四种:生理宽大、疲劳宽大、作业延误宽大、管理宽大,分别以集中和非集中的方式给予。
集中注意力的方法是休息和晨会。
非集中化的方式是在每个操作周期中留出较宽的释放时间。
宽放率和评比系数一样也有类似评价表格,不过还是需要IE 们在自己的工厂结合工作环境去修正完善这样的宽放率。
这里给大家提供一个:我们这里使用的是宽放率 = 3.5% + 0.30% + 0.70% + 3% + 3.5% = 11%最后的标准工时 = 7.0*1.11 = 7.8S。
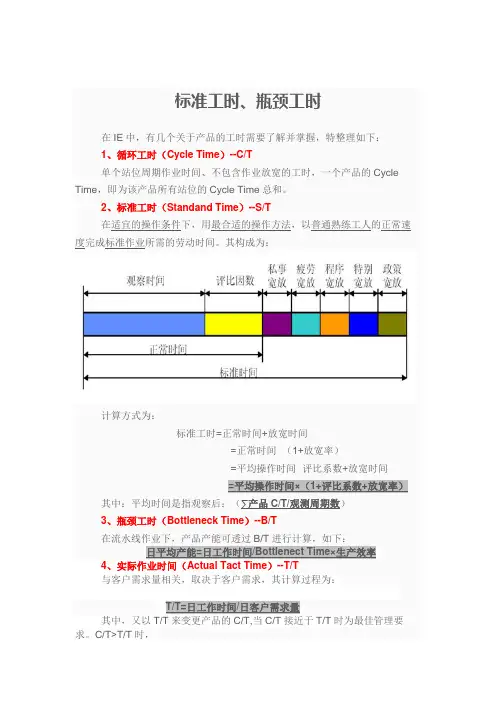
标准工时、瓶颈工时
在IE中,有几个关于产品的工时需要了解并掌握,特整理如下:
1、循环工时(Cycle Time)--C/T
单个站位周期作业时间、不包含作业放宽的工时,一个产品的Cycle Time,即为该产品所有站位的Cycle Time总和。
2、标准工时(Standand Time)--S/T
在适宜的操作条件下,用最合适的操作方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间。
其构成为:
计算方式为:
标准工时=正常时间+放宽时间
=正常时间×(1+放宽率)
=平均操作时间×评比系数+放宽时间
=平均操作时间×(1+评比系数+放宽率)其中:平均时间是指观察后:(∑产品C/T/观测周期数)
3、瓶颈工时(Bottleneck Time)--B/T
在流水线作业下,产品产能可透过B/T进行计算,如下:
日平均产能=日工作时间/Bottlenect Time×生产效率
4、实际作业时间(Actual Tact Time)--T/T
与客户需求量相关,取决于客户需求,其计算过程为:
T/T=日工作时间/日客户需求量
其中,又以T/T来变更产品的C/T,当C/T接近于T/T时为最佳管理要求。
C/T>T/T时,
说明产线有改善空间,而C/T<T/T时,又会造成多生产,增加库存。
5、总制造时间
即一个产品所有站位的C/T总和。
6、总制程时间
包含平衡损失的工时通常为:
B/T*站位数
7、平衡率
即编程效率,计算过程为:
总制造时间/总制程时间。

标准工时的计算公式(一)标准工时的计算公式1. 计算标准工时的方法•标准工时是指在一定时间范围内,员工应该完成的工作时间。
它是根据工作任务的工作量和工作性质来确定的。
•标准工时的计算公式可以根据实际需要而有所不同。
以下是几种常见的计算公式。
2. 固定标准工时公式•固定标准工时公式是最简单的计算方法,适用于工作内容和工作量基本稳定的情况。
固定标准工时(FSH)= 总工作时间÷ 总产出量•示例:某生产线上有10名员工,每天工作8小时,总产出量为400件。
则固定标准工时为:FSH = 8小时÷ 400件 = 小时/件3. 变动标准工时公式•变动标准工时公式适用于工作内容和工作量经常变化的情况。
变动标准工时(VSH)= 生产标准工时× 标准工作量•示例:某生产项目的标准工时为小时/件,当前生产计划为1000件。
则变动标准工时为:VSH = 小时/件× 1000件 = 500小时4. 实际工时和标准工时差异计算公式•实际工时和标准工时差异公式用于衡量员工的工作效率,即实际完成工作所用时间与标准工时之间的差异。
实际工时和标准工时差异 = 实际工时 - 标准工时•示例:某员工完成一个工作任务实际花费了6小时,而标准工时为5小时。
则实际工时和标准工时差异为:差异 = 6小时 - 5小时 = 1小时5. 加班工时计算公式•加班工时是指超过正常工作时间范围的工作时间。
加班工时 = 实际工时 - 正常工时•示例:某员工实际工作了9小时,而正常工作时间为8小时。
则加班工时为:加班工时 = 9小时 - 8小时 = 1小时总结•标准工时的计算公式包括固定标准工时公式、变动标准工时公式、实际工时和标准工时差异计算公式以及加班工时计算公式。
•不同的计算方法适用于不同的工作情况,根据实际需要选择合适的计算公式,以便更准确地评估员工的工作效率和工作进展。
标准工时计算公式标准工时是指按照一定的标准来计算完成某项工作所需的时间,它是生产管理中的重要指标之一。
通过合理的标准工时计算,可以帮助企业合理安排生产计划,提高生产效率,降低生产成本。
下面我们将介绍标准工时的计算公式及其应用。
一、标准工时计算公式。
1. 简单标准工时计算公式。
标准工时 = 总工作时间 / 完成的产品数量。
这是最简单的标准工时计算公式,适用于单一产品的生产情况。
总工作时间指的是完成该批产品所需的总工作时间,可以包括直接劳动时间、间接劳动时间、等待时间等。
完成的产品数量是指在这个总工作时间内完成的产品数量。
2. 标准工时计算公式(考虑效率)。
标准工时 = 总工作时间 / (完成的产品数量×实际生产效率)。
在实际生产中,往往会考虑到生产效率的影响。
如果生产效率较高,完成同样数量的产品所需的总工作时间会相对较短,因此需要将实际生产效率考虑在内,得出更为准确的标准工时。
3. 标准工时计算公式(考虑设备利用率)。
标准工时 = 总工作时间 / (完成的产品数量×设备利用率)。
在生产过程中,设备的利用率对生产效率有着重要的影响。
如果设备利用率较高,完成同样数量的产品所需的总工作时间会相对较短,因此需要将设备利用率考虑在内,得出更为准确的标准工时。
二、标准工时的应用。
1. 生产计划安排。
通过标准工时的计算,可以帮助企业合理安排生产计划。
根据标准工时,可以预估完成一定数量产品所需的时间,从而制定合理的生产计划,避免因生产周期过长而导致的生产延误。
2. 生产效率评估。
标准工时也可以用于评估生产效率。
通过比较实际工时和标准工时的差异,可以发现生产过程中存在的问题,进而采取相应的措施,提高生产效率,降低生产成本。
3. 成本控制。
标准工时的计算还可以帮助企业进行成本控制。
通过合理计算标准工时,可以预估生产所需的人力、设备等资源,从而合理控制成本,提高企业的竞争力。
三、总结。
标准工时的计算是生产管理中的重要内容,它可以帮助企业合理安排生产计划,评估生产效率,控制生产成本。
工时计算方法(各机床工时、 各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标, 体现生产单位或部门的管理能力, 即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表, 现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床 工时定额计算标准1.工时计算公式: T=(k m T 机+nT 吊+T 装卸 )k 2 式中: k m —材料系数n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2) 2.机动时间: T 机H2.1.方T=料: 2机k B式中: H- 板厚 mmk B - 材料宽度系数,查下表B <50 50-80 80-150 >150 k B0.951.01.051.08DT2.2.棒料:2机=4式中 D—棒料外径mmD d022.3. 管料:T 机 =2— 100040式中 d0—管料内径; mmH H0*B2.4..方管:T 机=—28000式中: H 0—方管外形高mm;H0—方管内腔高 mm; B0—方管内腔宽 mm;3.吊料时L 间:T14.装卸料时吊=000 间及其它时间:T 装卸L D=0.12+1880040综上所述:方料:T=(0.12+n0.0519H+0.001L)k2-0.00013 H0*B 0(min)圆料: T=(0.12+n0.0429D+0.001L)k2-0.0001 d02(min)n—一次装夹工件数; n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法a a剪板单件工时定T k3额:+=*ba—每块工时系数、见表b—剪角次数剪板工时系数表---0100300600900~1200~1500~18 ~100~300~600~900120015001800210000.60.70.80.91 1.1 1. .5注:准备工时按100 件基数计算,每件0.2,共计 200 分剪板毛刺工时:T=0.3 + 处理长度 /400剪板校正T 校 =k*T材料系数K=1~1.52.冲压每冲一次工时规格0~100100~300300~500a0.30.40.53..折弯工时定额计算方法折弯工时定额: t2=Σa i折弯工时定额系数表规013691215122格~1000~300~600~900~1200~15000~180800~2100~2400 以00000000000100400上a00000. 1.0 1. 1. 1. 1..5.6.7.891235注:规格栏中,为折弯长度, a 为每折一刀的工时(理论计算:每刀 0.15 分×折 1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时板厚V 切割速度 mm/min<1050010~3040030~60300风T 风割割长度×公式:=3+1.5V修磨工时含补焊工时 : T 修磨=T风割/22.焊接单件工时:T 焊接 =T 工件装卸 +T 点焊 + T 全焊2.1装卸工件工时:T工件装卸=(T01+0.2n)B式中: T01—装卸基本工时;(取 T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时: T 点焊 = T02+0.1J+0.1N式中: T02—点焊基本工时; J—点焊数; N—点焊时工件翻转次数;2.3. 全焊单件工时: T 全焊 = T03+0.1M+0.1N+L Σ /200+0.2NC式中: T03—全焊基本工时; M —焊缝段数;N—全焊时工件翻转次数;L Σ --焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数( B)重0510********量 ~5kg~10kg~20kg~30kg~40kg~50kg~60kg B1 1. 1.2 1.3 1.4 1.5 1.611、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按 0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中 k—难度系数有工差要求k=1.5有深度要求k=1.1扩孔及攻丝 k=0.82、机动时间 :T 机L20406080100<φ0.6~1.592.11 2.633.1510 1.07φ0.621.722.28 2.843.4010~φ15~1.16φ0.762.11 2.793.484.17 15~φ25~1.42φ0.972.693.574.455.33 25~φ35~1.81φ 1.423.93 5.22 6.517.80 35~φ50~2.65φ 1.815.016.658.299.93 50~φ60~3.37注: L/D ≥8 时,须另增排屑时间60%。
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
标准工时计算公式举例
标准工时的计算方法:
标准工时=正常工时X(1+宽放率);
宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率;
正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和;
宽放率主要是如下几个方面的总和:
1.生理宽放一般取2%~5%。
2.疲劳宽放一般取5%~20%;
3.管理宽放一般取3%~10%
4.特殊宽放
电子制造业使用的宽放率一般取10%
法律依据:
《劳动法》第三十六条
国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
第三十七条
对实行计件工作的劳动者,用人单位应当根据本法第三十六条的工时制度合理确定其劳动定额和计件报酬标准。
工时计算公式范文
1.每日工作时长计算公式
每日工作时长计算公式是根据每周工作时长和每周工作日数来计算每日工作时长。
每日工作时长=每周工作时长/每周工作日数
例如,每周工作时长为40小时,每周工作日数为5天时,每日工作时长为40小时/5天=8小时。
2.基于工作量的工时计算公式
基于工作量的工时计算公式是根据预估的工作量和个人工作效率来计算所需的工时。
所需工时=工作量/工作效率
例如,一个任务的工作量为100个工作单位,个人的工作效率为每小时完成10个工作单位,所需工时为100个工作单位/10个工作单位/小时=10小时。
3.加班工时计算公式
加班工时计算公式是根据每天的正常工作时长和加班时长来计算总工时。
加班工时=正常工作时长+加班时长
例如,每天的正常工作时长为8小时,加班时长为2小时,加班工时为8小时+2小时=10小时。
4.按项目计算工时的公式
按项目计算工时的公式是根据项目的预计工作量和团队的工作效率来计算所需的总工时。
总工时=项目工作量/团队工作效率
例如,一个项目的预计工作量为1000个工作单位,团队的工作效率为每小时完成100个工作单位,总工时为1000个工作单位/100个工作单位/小时=10小时。
需要注意的是,工时计算公式只是一种参考,实际情况可能会受到各种因素的影响而产生变化,如工作环境、工作难度、个人工作能力等。
因此,在实际应用中,需要根据具体情况进行调整和优化。
一:宽放分类说明1.定义:宽放时间指工人除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.构成:⑴. 人为宽放:私事宽放;疲劳宽放⑵. 非人为宽放:作业宽放;集体宽放⑶. 特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其他宽放3. 宽放种类3.1 个人私事宽放(生理宽放)私事宽放并非影响正常操作时间之因素,而是要维护员工工作舒适所需要的时间。
包括解决私事,满足喝水、上厕所、擦汗、更衣等生理要求的时间等。
若工厂的作业环境良好,人的生理需求基本一致,对个人或作业不单独设定,全厂统一安排。
若上下午工厂有统一规定的休息时间,则标准时间中不再考虑。
在不良的环境下如高温、吵杂、粉尘、恶臭的环境下,其所需的宽放时间率就要高点。
3.2 疲劳宽放它跟私事宽放有密切关系,为宽放时间中最复杂、最重要且也最受争议的一种。
而在疲劳宽放中,主要有生理疲劳和心理疲劳二大类,生理疲劳已渐渐由改进操作方法或者设备之途径来加以改善,例如自动化设备,而心理疲劳则衡量及减少比较困难。
为了消除疲劳,必须给予宽放时间。
它是由作业环境,作业条件的不同而产生的体力上,精神上疲劳引起。
带来疲劳的各种原因如下:a)作业环境:温度、照明、废气、噪音、空气、湿度b)作业条件:作业强度、作业场所、作业的体能要求、作业的精密度注:一般情况下,取疲劳宽放率为男:4%,女:5%。
一般而言,可以透过下列几种方式来减低疲劳●适当的工作环境(如照明、湿度、温度、噪音)的提供,以避免生理与心理上的疲劳。
制程的自动化以使肌肉运动的疲劳减少到最大极限。
●适人适事,依据不同人的性格来安排工作,使其工作时能符合其个人的性格和兴趣,以降低心理疲劳。
●实施中间休息制度,使员工在工作休息时间可以恢复体力,减少疲劳,或则做私自宽放之用。