m50轴承钢热处理
- 格式:doc
- 大小:19.98 KB
- 文档页数:1

高碳铬轴承钢的热处理
中国热加工网 2004-5-13
1、高碳铬轴承钢的球化退火
是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。传统的球化退火工艺是在略高于Ac1的温度(如GCr15为780~810℃)保温后随炉缓慢冷却(25℃/h)至650℃以下出炉空冷。该工艺热处理时间长(20h以上),且退火后碳化物的颗粒不均匀,影响以后的冷加工及最终的淬回火组织和性能。之后,根据过冷奥氏体的转变特点,开发等温球化退火工艺:在加热后快冷至Ar1以下某一温度范围内(690~720℃)进行等温,在等温过程中完成奥氏体向铁素体和碳化物的转变,转变完成后可直接出炉空冷。该工艺的优点是节省热处理时间(整个工艺约12~18h),处理后的组织中碳化物细小均匀。另一种节省时间的工艺是重复球化退火:第一次加热到810℃后冷却至650℃,再加热到790℃后冷却到650℃出炉空冷。该工艺虽可节省一定的时间,但工艺操作较繁。
2、常规马氏体淬回火的组织与性能
近20年来,常规的高碳铬轴承钢的马氏体淬回火工艺的发展主要分两个方面:一方面是开展淬回火工艺参数对组织
和性能的影响,如淬回火过程中的组织转变、残余奥氏体的分解、淬回火后的韧性与疲劳性能等[2~10];另一方面是淬回
火的工艺性能,如淬火条件对尺寸和变形的影响、尺寸稳定性等。
常规马氏体淬火后的组织为马氏体、残余奥氏体和未溶(残留)碳化物组成。其中,马氏体的组织形态又可分为两类:在金相显微镜下(放大倍数一般低于1000倍),马氏体可分为板条状马氏体和片状马氏体两类典型组织,一般淬火后为板条和片状马氏体的混合组织,或称介于二者之间的中间形态—枣核状马氏体(轴承行业上所谓的隐晶马氏体、结晶马氏体);在高倍电镜下,其亚结构可分为位错缠结和孪晶。其具体的组织形态主要取决于基体的碳含量,奥氏体温度越高,原始组织越不稳定,则奥氏体基体的碳含量越高,淬后组织中残余奥氏体越多,片状马氏体越多,尺寸越大,亚结构中孪晶的比例越大,且易形成淬火显微裂纹。一般,基体碳含量低于0.3%时,马氏体主要是位错亚结构为主的板条马氏体;基体碳含量高于0.6%时,马氏体是位错和孪晶混合亚结构的片状马氏体;基体碳含量为0.75%时,出现带有明显中脊面的大片状马氏体,且片状马氏体生长时相互撞击处带有显微裂纹[8]。与此同时,随奥氏体化温度的提高,淬后硬度提高,韧性下降,但奥氏体化温度过高则因淬后残余奥氏体过多而导致硬度下降。

轴承强热或激热是指通过高温处理来改变轴承的材料组织和性能。在进行轴承强热或激热时,需要遵循相关标准和规范,以确保轴承的质量和性能符合要求。
以下是一些通用的轴承强热或激热标准:
1. 热处理温度和时间:轴承强热或激热的温度和时间应根据具体的材料和工艺要求来确定。通常情况下,热处理温度在500℃到1100℃之间,热处理时间在几分钟到数小时不等。
2. 冷却方式:热处理后的轴承需要进行适当的冷却,以达到预期的材料组织和性能。常见的冷却方式包括水淬、油淬、空气冷却等。
3. 硬度要求:热处理后的轴承应满足相应的硬度要求,通常以Rockwell硬度(HRC)或Brinell硬度(HB)表示。硬度的要求应根据轴承的使用条件和要求来确定。
4. 性能测试:为了确保热处理后的轴承满足使用要求,需要对其进行性能测试,如耐磨性、疲劳寿命等。
5. 质量控制:进行轴承强热或激热时,需要严格控制所有工艺参数,以确保轴承的质量和性能符合要求。同时,需要对强热或激热前后的轴承进行质量检查,以排除任何不良影响。
54
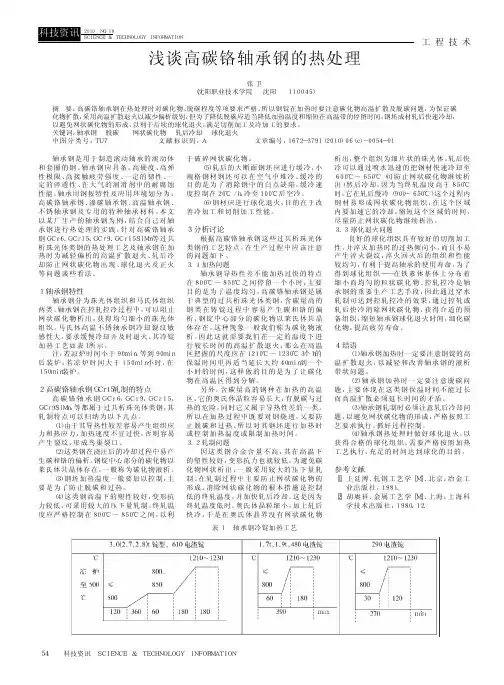
科技资讯 SCIENCE & TECHNOLOGY INFORMATION2010 NO.18SCIENCE & TECHNOLOGY INFORMATION工 程 技 术轴承钢是用于制造滚动轴承的滚动体和套圈的钢。轴承钢应具备:高硬度、高弹性极限、高接触疲劳强度、一定的韧性、一定的淬透性、在大气的润滑剂中的耐腐蚀性能。轴承用钢按特性及应用环境划分为:高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及专用的特种轴承材料。本文以某厂生产的轴承钢为例,结合自己对轴承钢进行热处理的实践,针对高碳铬轴承钢GCr6、GCr15、GCr9、GCr15SiMn等过共析珠光体类钢的热处理工艺及轴承钢在加热时为减轻偏析的高温扩散退火、轧后冷却防止网状碳化物出现、球化退火及正火等问题谈些看法。1 轴承钢特性轴承钢分为珠光体组织和马氏体组织两类。轴承钢在控轧控冷过程中,可以阻止网状碳化物析出,获得均匀细小的珠光体组织。马氏体高温不锈轴承钢冷却裂纹敏感性大,要求缓慢冷却并及时退火。其冷锭加热工艺如表1所示。注:若凉炉时间小于90min,等到90min后装炉;若凉炉时间大于150min小时,在150min装炉。2 高碳铬轴承钢GCr15轧制的特点高碳铬轴承钢GCr6,GCr9,GCr15,GCr9SiMn,等都属于过共析珠光体类钢,其轧制特点可以归纳为以下几点。(1)由于其导热性较差容易产生组织应力和热应力,加热速度不宜过快,否则容易产生裂纹,形成鸟巢裂口。(2)这类钢在浇注后的冷却过程中易产生碳和铬的偏析,钢锭中心部分的碳化物以莱氏体共晶体存在,一般称为碳化物液析。(3)钢坯加热温度一般要加以控制,主要是为了防止脱碳和过热。(4)这类钢高温下的塑性较好,变形抗力较低,可采用较大的压下量轧制。终轧温度应严格控制在800℃~850℃之间,以利于破碎网状碳化物。(5)轧后的大断面钢坯应进行缓冷,小规格钢材钢坯可以在空气中堆冷。缓冷的目的是为了消除钢中的白点缺陷,缓冷速度控制在20℃/h,冷至100℃后空冷。(6)钢材应进行球化退火,目的在于改善冷加工和切削加工性能。3 分析讨论根据高碳铬轴承钢这些过共析珠光体类钢的工艺特点,在生产过程中应该注意的问题如下。3.1加热问题轴承钢导热性差不能加热过快的特点在800℃~850℃之间停留一个小时,主要目的是为了温度均匀,高碳铬轴承钢是属于典型的过共析珠光体类钢,含碳量高的钢类在铸锭过程中容易产生碳和铬的偏析,钢锭中心部分的碳化物以莱氏体共晶体存在,这种现象一般我们称为碳化物液析。因此这就需要我们在一定的温度下进行较长时间的高温扩散退火,那么在高温区把握的尺度应在1210℃~1230℃3个h的保温时间里再适当延长大约40min到一个小时的时间,这样做的目的是为了让碳化物在高温区得到分解。另外,含碳量高的钢种在加热的高温区,它的奥氏体晶粒容易长大,有脱碳与过热的危险,同时它又属于导热性差的一类。所以在加热过程中既要对钢烧透,又要防止脱碳和过热。所以对其钢坯进行加热时或控制加热温度或限制加热时间。3.2轧制问题因这类钢合金含量不高,其在高温下的塑性较好,变形抗力也就较低,为避免碳化物网状析出,一般采用较大的压下量轧制。在轧制过程中主要防止网状碳化物的形成。消除网状碳化物的根本措施是控制低的终轧温度,并加快轧后冷却。这是因为终轧温度低时,奥氏体晶粒细小,加上轧后快冷,于是在奥氏体晶界没有网状碳化物析出,整个组织为细片状的珠光体。轧后快冷可以通过喷水迅速的把钢材快速冷却至600℃~650℃(可防止网状碳化物继续析出)然后冷却。因为当终轧温度高于850℃时,它在轧后慢冷(900~650℃)这个过程内钢材易形成网状碳化物组织,在这个区域内要加速它的冷却,缩短这个区域的时间,尽量防止网状碳化物继续析出。3.3球化退火问题良好的球化组织具有较好的切削加工性,并淬火加热时的过热倾向小,而且不易产生淬火裂纹,淬火回火后的组织和性能较均匀,有利于提高轴承的使用寿命。为了得到球化组织——在铁素体基体上分布着细小而均匀的粒状碳化物。控轧控冷是轴承钢的重要生产工艺手段,因此通过穿水轧制可达到控轧控冷的效果,通过控轧或轧后快冷消除网状碳化物,获得合适的预备组织,缩短轴承钢球化退火时间,细化碳化物,提高疲劳寿命。4 结语(1)轴承钢加热时一定要注意钢锭的高温扩散退火,以减轻和改善轴承钢的液析带状问题。(2)轴承钢加热时一定要注意脱碳问题,主要体现在这类钢保温时间不能过长而高温扩散必须延长时间的矛盾。(3)轴承钢轧制时必须注意轧后冷却问题,以避免网状碳化物的形成,严格按照工艺要求执行,抓好过程控制。(4)轴承钢热处理时做好球化退火,以获得合格的球化组织,需要严格按照加热工艺执行,充足的时间达到球化的目的。参考文献[1]王廷溥.轧钢工艺学[M].北京:冶金工业出版社,1981.[2]胡赓祥.金属工艺学[M].上海:上海科学技术出版社,1980,12.浅谈高碳铬轴承钢的热处理张卫(沈阳职业技术学院 沈阳 110045)摘 要:高碳铬轴承钢在热处理时对碳化物、脱碳程度等项要求严格。所以钢锭在加热时要注意碳化物高温扩散及脱碳问题,为保证碳化物扩散,采用高温扩散退火以减少偏析级别,但为了降低脱碳应适当降低加热温度和缩短在高温带的停留时间;钢坯成材轧后快速冷却,以避免网状碳化物的形成,以利于后续的球化退火,满足切削加工及冷加工的要求。关键词:轴承钢 脱碳 网状碳化物 轧后冷却 球化退火中图分类号:TU7文献标识码:A文章编号:1672-3791(2010)06(c)-0054-01
轴承钢的热处理工艺
轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢。我公司使用的轴承钢大部分都是日本进口的材料,也有一部分采用了国内开发的与日本钢材的成分一致,加工工艺相似的轴承钢,钢种为SUJ2。
SUJ2轴承钢的制作方法:钢厂采用真空脱气的冶炼方式,连续铸造成钢棒(或模铸),锻压成型比6以上,钢材热轧后进行球化退火,再进行冷拔加工;然后,按照规定的各种技术条件供货(如:非金属夹杂物、脱碳层深度、尺寸公差、形状、外观、硬度、组织等指标)。
轴承钢棒料经过旋削加工一次成型后,就进入我公司前道的热处理工序。
在进入热处理工序前,让我们先来了解一下什么是退火?什么是淬火?什么是回火?为什么要进行各种不同的过程?
1、退火:退火是生产中常用的预备热处理工艺,是把钢加热到适当温度,保温一定时间,然后缓慢冷却,以获得接近平衡组织的热处理工艺。其目的是消除或减少铸、锻及焊件的内应力与化学成分的组织不均匀性;能改善和调整钢的机械性能及工艺性能,为我们的旋削加工工序作好组织准备(简单的说:降低硬度,便于加工,为淬火做准备)。而我们所使用的钢材实际上在钢厂就进行“球化退火”处理(加热到750-770度,保温一定时间,在缓慢冷却到600度以下空冷)。钢的退火工艺种类颇多,有完全退火、不完全退火、等温退火、球化退火和扩散退火等;也有再结晶退火、去应力和去氢退火等;这里不作介绍了。
2、淬火与回火:轴承钢的淬火与回火是热处理工艺中很重要的、应用非常广泛的工序。淬火能显著提高钢的强度和硬度。如果再配以不同温度的回火,即可消除(或减轻)淬火内应力,又能得到强度、硬度和韧性的配合,满足不同的要求。所以,淬火和回火是密不可分的两道热处理工艺。
(1)淬火是将钢加热到临界点以上,保温后以大于临界冷却速度(Vc)冷却,以得到马氏体或下贝氏体组织的热处理工艺。