液力透平机械密封改造
- 格式:pdf
- 大小:1.46 MB
- 文档页数:2

加氢装置液力透平国产化改造摘要:加氢等高压炼油化工装置中能量回收液力透平技术的应用能较好地将生产系统高压产生的势能进行回收,大幅节约生产能耗。
但蜡油加氢液力透平节能设备目前主要仍采用进口设备,由于备件采购周期长,价格昂贵,严重制约设备的检修和长期稳定运行。
随着我国机泵行业的发展,蜡油加氢液力透平的国产化势在必行。
关键词:加氢装置;液力透平;国产化改造;引言中国石油化工股份有限公司洛阳分公司炼油结构调整项目蜡油加氢改造为中压加氢裂化装置中加氢进料泵组的液力透平已无法满足新装置的运行需求,经过与原液力透平厂家的多次沟通和国内厂家的多次调研,改造升级后的装置决定采用国产化液力透平。
1 原液力透平介绍原蜡油加氢装置加氢进料泵组采用进料泵+电机+离合器+液力透平的常规配套形式。
泵正常运行时,由电机带动泵叶轮旋转,同时液力透平由高分油驱动做功,从而减小电机的负荷,为装置正常运行节约能耗。
整个机组为原装进口设备。
液力透平采用BB5双壳体,内芯径向剖分,平衡机构采用平衡鼓结构+金斯伯雷推力轴承平衡残余轴向力的组合结构,由于液力透平属于气液混输状态,透平的轴向力始终处于不稳定状态,转子存在轴向频繁串动现象,不利于机械密封的稳定运行。
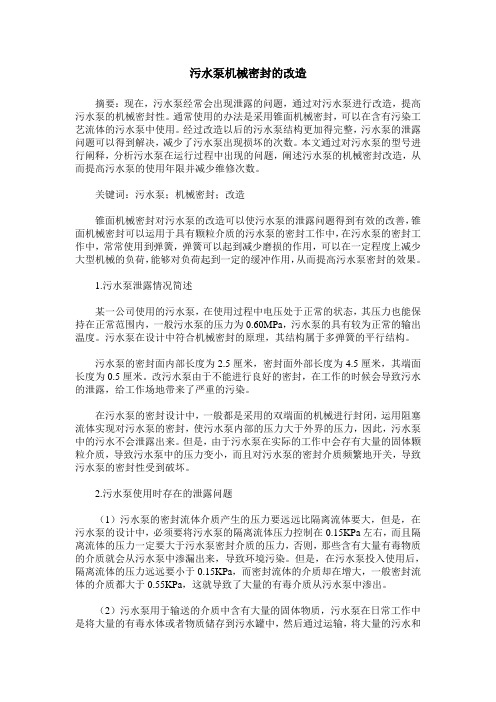
如图1所示,液力透平密封腔体采用独立的结构,在液力透平出口压力2.6MPa,介质温度250℃运行状态下,独立的密封腔体存在一定的变形,不利于机械密封的长周期稳定运行。
由于平衡机构及密封腔结构的设计,液力透平机械密封运行寿命不足一年,机械密封的频繁检修对设备的长期稳定运行造成了很大的困扰。
图1 液力透平剖面图2 液力透平国产化改造蜡油加氢装置升级改造后的透平出口压力达到2.9Mpa,上述结构对机械密封的影响会更大,通过此次装置升级改造,对液力透平进行针对性设计和制造。
2.1 选型2.1.1 装置升级改造前后液力透平设计参数表1 液力透平改造前后设计参数对比表2.1.2 装置升级前后液力透平参数分析装置升级改造后,如使用原液力透平,如图2所示液力透平将运行在工况点244m3/h,回收水头860m,回收效率68%,回收功率约为251.7kW.h。

泵机械密封改造的可行性分析与实施一、可行性分析1.1技术可行性1.2经济可行性1.3市场需求随着工业化进程的加快,对泵机械密封的要求越来越高。
改造后的泵机械密封可提高泵的可靠性和运行效率,满足市场对能效和环保的要求。
因此,根据市场需求进行泵机械密封改造是可行的。
二、实施步骤2.1识别改造对象首先,需要识别需要改造的泵机械密封。
根据泵的类型、工作条件和性能要求来确定改造的对象。
一般来说,老旧设备或频繁故障的设备是改造的主要对象。
2.2设计改造方案根据泵的工作条件和性能要求,设计改造方案。
方案设计应考虑改造后的泵机械密封在原有结构上的适应性和可靠性。
同时,要综合考虑改造成本和改造效果,确保改造的经济效益。
2.3材料选择和制造选择适合改造方案的材料和制造工艺。
改造后的泵机械密封要求具备耐腐蚀、耐磨等特性,因此需要选用适合的材料。
同时,制造过程中需要保证严格的质量控制,确保改造后的密封件具有稳定的性能。
2.4安装和调试将改造后的泵机械密封安装到原有泵设备中,并进行调试。
确保改造后的泵机械密封与原有设备的匹配度和运行稳定性。
2.5监测和评估改造后的泵机械密封投入使用后,需要进行监测和评估。
通过对泵的运行数据和性能测试进行分析,评估改造效果,并及时修正和优化。
三、注意事项1.尽量选择厂家提供的改造方案和产品,确保改造的可靠性和稳定性。
2.在改造过程中,要加强与泵设备的配合,避免改造方案与原有设备结构的冲突。
3.改造后的泵机械密封需加强维护管理,定期检查和更换磨损的部件,保证其正常运行。
总之,泵机械密封改造的可行性分析与实施是为了提高泵的性能和可靠性。
通过技术可行性、经济可行性和市场需求分析,可以确定改造方案的可行性。
在实施改造时,需要按照一定步骤进行,注意材料选择和制造质量控制。
同时,需进行监测和评估,及时修正和优化改造效果。

加氢裂化装置液力透平机械密封辅助冲洗系统改造分析发布时间:2021-10-18T05:07:42.369Z 来源:中国建设信息化2021年6月12期作者:林盛强[导读] 加氢裂化装置液力回收透平(简称液力透平)是将反应系统高压工艺介质中的压力能能量,转化为动能的能量回收转动设备,林盛强中国石油化工股份有限公司广州分公司广东广州 510000摘要:根据进料泵高压液力透平的工况选择匹配的机械密封辅助冲洗系统和机械密封结构形式。
关键词:液力透平;辅助冲洗系统;机械密封加氢裂化装置液力回收透平(简称液力透平)是将反应系统高压工艺介质中的压力能能量,转化为动能的能量回收转动设备,利用液力透平可将高压反应系统中原本需要减压的流体介质能量回收再利用,转化为机械能来辅助驱动高压进料泵,降低进料泵的主电机电流,以达到节能的目的。
由于液力透平的介质是反应流出物,具有高温高压有毒易燃易爆等特点,机械密封作为液力透平上的重要部件,是液力透平能否安全、稳定、长周期运行的关键。
而选择适当的密封辅助系统的不只是为了改善机械密封的使用环境,直接影响了机械密封运行的可靠性和稳定性,还能延长机械密封使用寿命。
高温高压液力透平广泛应用于石油化工加氢装置的热高分油流程,热高分油是一种混合物,里面富含硫化氢和大量轻烃、氢气等,以致液力透平的密封腔除了高温高压以外,运行条件极其苛刻,因此密封辅助冲洗系统是否正常运行,同样是影响机械密封长周期运行的主要因素。
1.情况介绍广州石化120万吨/年加氢裂化装置于2006年投产,其高压进料泵配备了液力回收透平HT3001,泵与液力透平共用底座,两头布置,电机在中间。
原配密封和辅助冲洗系统均为进口品牌,密封采用3CW-BB(背对背)结构型式,辅助冲洗系统为PLAN54+62,但是原PLAN54无配套独立密封油油站系统,而是从进料泵的出口引介质作为密封冲洗油,经过冷却和气液分离装置,进入密封腔,再返回进料泵的入口。
污水泵机械密封的改造摘要:现在,污水泵经常会出现泄露的问题,通过对污水泵进行改造,提高污水泵的机械密封性。
通常使用的办法是采用锥面机械密封,可以在含有污染工艺流体的污水泵中使用。
经过改造以后的污水泵结构更加得完整,污水泵的泄露问题可以得到解决,减少了污水泵出现损坏的次数。
本文通过对污水泵的型号进行阐释,分析污水泵在运行过程中出现的问题,阐述污水泵的机械密封改造,从而提高污水泵的使用年限并减少维修次数。
关键词:污水泵;机械密封;改造锥面机械密封对污水泵的改造可以使污水泵的泄露问题得到有效的改善,锥面机械密封可以运用于具有颗粒介质的污水泵的密封工作中,在污水泵的密封工作中,常常使用到弹簧,弹簧可以起到减少磨损的作用,可以在一定程度上减少大型机械的负荷,能够对负荷起到一定的缓冲作用,从而提高污水泵密封的效果。
1.污水泵泄露情况简述某一公司使用的污水泵,在使用过程中电压处于正常的状态,其压力也能保持在正常范围内,一般污水泵的压力为0.60MPa,污水泵的具有较为正常的输出温度。
污水泵在设计中符合机械密封的原理,其结构属于多弹簧的平行结构。
污水泵的密封面内部长度为2.5厘米,密封面外部长度为4.5厘米,其端面长度为0.5厘米。
改污水泵由于不能进行良好的密封,在工作的时候会导致污水的泄露,给工作场地带来了严重的污染。
在污水泵的密封设计中,一般都是采用的双端面的机械进行封闭,运用阻塞流体实现对污水泵的密封,使污水泵内部的压力大于外界的压力,因此,污水泵中的污水不会泄露出来。
但是,由于污水泵在实际的工作中会存有大量的固体颗粒介质,导致污水泵中的压力变小,而且对污水泵的密封介质频繁地开关,导致污水泵的密封性受到破坏。
2.污水泵使用时存在的泄露问题(1)污水泵的密封流体介质产生的压力要远远比隔离流体要大,但是,在污水泵的设计中,必须要将污水泵的隔离流体压力控制在0.15KPa左右,而且隔离流体的压力一定要大于污水泵密封介质的压力,否则,那些含有大量有毒物质的介质就会从污水泵中渗漏出来,导致环境污染。
压缩机透平调速器主油缸密封系统的国产化改造摘要:中石化安庆分公司二氧化碳压缩机透平调速器主油缸发生破损现象,拆解主油缸后发现,油缸内壁及活塞环磨损,密封圈龟裂破损。
原活塞环的材料是一种柔韧性非常好的球墨铸铁,改造后用聚四氟乙烯代替。
原密封圈是橡胶材料的矩形密封圈,改造后使用进口聚酯材料,将原来的矩形结构也进行了改进。
这不仅延长了主油缸的使用寿命,还降低了维修成本,更重要的是摆脱了对国外配件的依赖。
关键字:压缩机;主油缸;活塞环;密封圈;国产化改造前言二氧化碳压缩机组是中石化安庆分公司30wt/年尿素装置的心脏设备之一。
压缩机采用低压、高压两段离心式压缩机组,驱动端采用由法国SOGET公司制造的抽气注入冷凝式透平,输出功率7600~9185 kW,转速范围6900~7612 r/min,进气压力0.38MPa。
2000年初,对透平调速系统进行了技术改造,采用了美国Parker公司生产的调速器。
2012年在装置大检修期间检修解体发现,调速器主油缸损坏,主要问题有内壁及活塞环磨损,密封圈龟裂破损。
由于生产时间紧迫,采购配件的周期长,故需要进行国产化改造。
1.存在的问题及分析主油缸性能的优劣很大一部分取决于其密封性的好坏[1],可靠的密封可以防止液压油泄露以及外界杂质进入油缸。
液压油泄露无论是內泄还是外泄都会对油缸的性能造成影响,有些液压油外泄还会造成环境污染;外界杂质混入油缸的影响更为严重,不仅会导致油缸零件的磨损加速还有可能使得油缸无法正常运转甚至造成事故。
原主油缸上密封圈是材料为氟橡胶的矩形密封圈,活塞环的材料是一种柔韧性非常好的球墨铸铁。
拆卸后可以看到缸体内壁有磨损,密封圈发生龟裂磨损,活塞环也已破损,密封效果明显下降,这也是造成主油缸压力不足的主要原因。
密封圈的失效不仅有材料问题,还有结构上的不合理,在这种工况下氟橡胶是非常容易发生龟裂磨损的,所以考虑更换密封圈的材料,这种矩形结构密封圈与缸体接触面积大,容易聚留热量导致密封失效,因此密封圈的结构也应加以优化。

液力透平投用及节能效果总结摘要:对某石油化工渣油加氢脱硫装置中采用的液力透平装置在高压加氢装置中的应用及节能性能进行了分析研究,液力透平投用生产后,对装置降低能耗,减少生产运行成本有很好的的促进作用。
关键词:液力透平节能能量回收效益近年来,国家和企业都十分重视节能减排,尤其在石化行业液力透平在加氢装置中的应用越来越广泛。
在以前石化行业里高压液体通过调节阀减压或者经过孔板后泄压能量被白白浪费掉。
随着技术的发展,这些高压液体可以通过液力透平做功,将介质的压力能转换为液力透平的机械能,以轴功率的形式输达到回收能量的目的,有效的利用压降降低装置的能耗。
根据液力透平在装置中的平稳高效应用情况,节能降耗效果显著,经济效益提升明显。
1透平的工作原理及应用1.1液力透平工作原理液力透平是将液态流体中蕴含的压力势能转换为机械功。
渣油加氢高压贫胺液泵液力透平的基本工作原理是:以循环氢脱硫塔底部出口高压流动的富胺液为介质,从透平的吸入口喷入,从透平排出口流出,通过透平中关键部位多级叶轮流体介质所就有的能量在流过叶轮时冲击叶片,推动叶轮旋转,将流体介质的压力能转换为动能,从而驱动透平轴旋转,透平轴经过转动机构(联轴器和单向离合器)带动泵轴旋转,持续输出机械功,降低泵的驱动电机电流,实现节约电能的目的。
透平与泵的链接方式(见图1)图1 液力透平的驱动1.2液力透平在加氢装置中的应用在高压加氢装置总存在多余压力的位置是液相物流从高压流至低压的位置。
对于渣油加氢装置而言,可以应用液力透平的主要有两个位置:一个是热高压离心分离器液相物流降压后进入热低压分离器的压降区,该位置工艺介质参数设计为:16MPa,温度360℃左右,降压至2.9MPa、流量210t/h左右;另一处是高压循环氢脱硫塔塔底富胺液至富胺液闪蒸罐的压降区,该位置工艺介质参数设计为:15.4MPa降压至1.2MPa、温度65℃、流量280t/h左右。
针对上述两个位置,高压加氢装置液力透平应用也有两种类型:一种为热液力透平,主要用于流出介质温度高的地方,如热高压分离器至热低压分离器降压区的热液力透平应用。
设备管理与维修2019翼9(上)液化气泵机械密封泄漏分析及改造龚文,司春旭,王进旭(中国石油宁夏石化公司,宁夏银川750021)摘要:气体分馏装置中液化气泵的工艺介质为罐区来的液化气,由于液化气中C2组分不稳定,容易导致密封端面磨损,机械密封泄漏。
从工艺操作条件、机械密封零部件材质以及机械密封弹簧压缩量等方面进行分析和改造,延长液化气泵机械密封的使用寿命,降低液化气泄漏概率,减少设备检修频次,保证装置长周期运行。
关键词:液化气泵;机械密封;泄漏中图分类号:TE964文献标识码:B DOI :10.16621/ki.issn1001-0599.2019.09.440引言宁夏石化公司气分装置脱乙烷塔回流泵为单级卧式悬臂式离心泵,机泵功率30kW ,转速2950r/min ,扬程95m 。
机械密封为四川日机生产的干气机械密封,介质为混合C3,运行温度60益:流量70.2m 3/h ,入口操作压力2.8MPa ,出口操作压力3.2MPa 。
机械密封采用PLAN72+PLAN76冲洗方案,机械密封为集装式弹簧机械密封。
一级密封冲洗液为自泵出口引至一级密封的混合C3,实现对一级密封端面的冲洗、冷却和润滑作用;二级密封为干气密封,干气为自装置外引入的低压氮气,将一级密封泄漏的液化气引至低压瓦斯系统。
1机械密封故障现象对历次泄漏后的机械密封拆开检查,总结故障现象:淤机械密封轴套有过热发蓝现象,一级动环密封端面也出现过热发蓝现象;于一级密封静环O 形圈在机械密封使用5个月后开始出现老化、龟裂现象;盂机械密封泄漏前易出现明显的端面呜叫现象,拆检发现一级密封动环接触面凸台磨损到0.5mm 以内,原设计凸台高度为3.5mm ;榆检查机械密封泄漏前机泵入口回流罐液位存在偏低现象,通过化验发现进入气分装置液化气中C2含量过高,最大值12.11%,远大于工艺设计参数(约2%)。
2机械密封失效分析分析认为4点原因导致液化气泵机械密封泄漏。
根据该泵密封失效后的损坏情况,初步判断其机械密封失效有以下原因:①除密封失效及寿命短外,其余一切情况正常,因此,可以排除装配误差、辅助系统、机泵振动及工艺操作等因素的影响,大致可以认为是设计缺陷引起的密封失效。
②从密封面的失效现象看,动环表面出现径向裂纹,辅助密封圈老化,属于典型热损失效。
石墨静环磨平并有开裂现象是磨损和热损双重作用所致。
③1997年大检修后因生产的需要,工艺上做了部分调整,增加了轻质油产率,致使该泵输送的汽油中轻质组分增加,并含有少量的液化汽成分(c4、c5),导致摩擦副工作的温升过大,动环出现热裂现象,同时静环磨损加剧,使密封寿命大为降低。
图1 不同相态机械密封液体膜载荷与膜厚关系另外,104-45型机械密封使用的psv值和工作pbv值均超过了允许值。
而端面比压pb的大小对机械密封的稳定运行有着极大的影响。
端面比压太小容易产生泄漏。
端面比压太大,会使摩擦面液膜减薄,液膜承载力降低,摩擦因数加大,使用寿命降低。
综上所述,脱乙烷汽油泵机械密封失效的原因是由于汽油中轻组分的增加,介质更易于汽化,液膜承载能力降低,端面比压过大,液膜减薄,摩擦副在不稳定的似汽相状态下工作,摩擦热增加,端面温升过大,进而引起更多的轻质汽油组分汽化。
如此循环,最终摩擦副在干摩擦状态下工作,使石墨静环磨损加剧。
同时,过大的端面温升使碳化钨动环出现径向热裂纹,辅助密封圈老化,介质泄漏增加,密封寿命大为缩短,最终使机械密封迅速失效。
3 改进措施及应用效果为了适应输送介质的变化,结合该泵的具体条件,采取了2种措施来降低密封的端面比压。
①将104-45非平衡机械密封改为110-45平衡型机械密封,使密封的平衡系数β由1.177降为0.77。
②根据石油大学流体动密封研究室的实验,在密封面上开圆弧槽可显著提高液膜的承载能力,增加密封稳定性。
限于加工条件,我们仅在110-45型机械密封的石墨静环表面上加工了8个半圆形凹槽,增强了端面液膜的承载能力,降低了端面比压,并使密封的润滑性能得到了改善,降低了摩擦副的摩擦因数,减少了端面的摩擦热及由温度升高引起的端面汽化现象,避免了干摩擦的出现。
泵机械密封改造的可行性分析与实施一、引言泵机械密封是泵设备中重要的部件之一,它的作用是防止泵内的液体泄漏,从而提高了泵的运行效率。
然而,由于各种原因,泵设备的机械密封可能会出现质量问题,导致泵效能下降,甚至可能导致设备无法正常运行。
这就需要进行泵机械密封的改造,以恢复或提高泵设备的运行效能。
二、泵机械密封改造的必要性1、降低运行成本:机械密封的改造可以提高设备运行效率,减少能源消耗,从而降低生产成本。
2、改善工作环境:机械密封的改造可以有效防止液体泄露,减少对环境的污染,提高工作环境。
3、延长设备寿命:机械密封的改造可以减少设备的运行损耗,延长设备的使用寿命。
三、泵机械密封改造的可行性分析从技术角度来看,大多数泵设备的机械密封是可以进行改造的。
更换新型的机械密封,可以解决原有密封质量问题,提高设备运行效率。
此外,进行密封改造的同时,还可以对整个设备进行全面的优化,进一步提高设备运行效能。
从经济角度来看,即便是需要投入一定的资金进行密封改造,但从长期来看,由于能够节省运行成本、延长设备寿命、改善工作环境等,所以改造是经济有效的。
四、泵机械密封改造的实施1、设计阶段:这一阶段主要是对改造方案进行设计,这包括选型机械密封,以及设备的其他优化设计。
2、施工阶段:对根据设计方案,进行密封改造施工,主要包括旧密封的拆除,新密封的装配等工作。
3、检查阶段:完成施工后,需要对改造后的设备进行检验,确认是否达到设计要求,设备能否正常运行。
4、运行阶段:在设备投入运行后,需要对设备进行日常检查维护,确保设备能持续稳定运行。
总结,泵机械密封改造是提高设备运行效率,降低生产成本,改善工作环境的重要途径。
对设备进行密封改造,不仅从技术角度是可行的,从经济角度也是有效的。
因此,对于存在问题需要改造的设备,我们应该积极实施改造,提高设备的运行效能。
机械密封的应用及改造实例
机械密封是一种常见的密封元件,广泛应用于各种工业领域中,是保证设备运转过程中不泄漏的重要组成部分。
机械密封的应用范围广泛,从轻工业到重工业,几乎所有的行业都需要使用机械密封,如化工、石油、制药、食品等。
机械密封具有以下优点:
1. 密封性能好,不易泄漏。
2. 能耐高温、高压、腐蚀性气体和液体的腐蚀,使用寿命长。
3. 安装方便,维护容易。
4. 适用性强,能够适应各种液体和气体的要求。
下面介绍一些机械密封的改造实例:
1. 基于管道旋转法的机械密封
传统的机械密封中的转子需要靠轴承支撑转动,轴承是易损件,需要经常更换或维护。
改良后的基于管道旋转法的机械密封可以将轴承给替换掉,转子可直接靠管道旋转,能够大大减少维护工作量和成本。
2. 声波检测机械密封的泄漏
传统的机械密封泄漏检测通常是靠目视进行,难以准确判断泄漏情况。
改进后的声波检测机械密封可以精确测量出泄漏声音的频率和强度,从而准确判断泄漏情况,提高了检测的准确性。
3. 基于磁力悬浮技术的机械密封
传统的机械密封中的转子与静环之间需要有一定的摩擦力,容易导致胶合和磨损,影响使用寿命。
改良后基于磁力悬浮技术的机械密封可以利用磁场将转子悬浮在空气中,在没有接触的情况下旋转,减少摩擦和磨损,提高了使用寿命。
综上所述,机械密封在工业生产中有着十分广泛的应用。
在不断
发展和创新的过程中,改良和创新的机械密封技术不断涌现,有效提高了机械密封的性能和使用效果。
1 改造背景
炼油企业因机泵引发火灾的直接原因大多是密封失效,发生事故的机泵密封多为单端面机械密封,这类密封一旦失效而大量泄漏,现场来不及或根本无法采取控制措施。
而机泵的机械密封在运行中出现故障泄漏是难免的,由于石化行业现有的许多机泵的机械密封配置标准低,可靠性差,难免在运行中出现泄漏故障。
因此,提高机泵机械密封安全可靠性,保证机械密封出现故障时能及时发现并处理,防止出现不可控的泄漏而造成火灾、爆炸和人员伤亡,对石化企业安全生产至关重要。
2 改造内容
(1)情况介绍。
液力透平是将液体流体工质中的压力能转换为机械能的机械设备,利用液力透平可将工艺流程中的液体余压回收再利用,转换为机械能驱动机械设备,达到节能增效的目的。
我公司加氢裂化装置液力透平主要作用是将加氢裂化热高压分离器中的高压反应产物减压并输送至热低压分离器,以此提供反应进料泵动力并进行能量回收。
液力透平为FlowServe 公司生产的6WCH-1411T 型,介质为热高分油,设计温度316 ℃,入口压力17.2 MPa ,出口压力2.64 MPa ,密封腔压力2.64 MPa 。
(2)改造项目。
根据中国石油炼化企业高危泵管理规定,该液力透平属于高温热油类高危泵范畴,应配置符合API 682—2004标准的双端面机型密封。
由于该液力透平原配置机封为单端面静止型多弹簧密封,机封轴套尺寸为Φ130 mm ,密封腔尺寸仅为110 mm ,加之透平介质为高温高压,在设计选型上存在较大难度。
通过比对国内外多家公司的机封方案,最终选定国产有压双端面静止型波纹管密封,冲洗方案选用PLAN32+53B+62,其中PLAN32冲洗油为过滤后的柴油,PLAN53B 隔离液为15#耐高温白油,PLAN62为低压干蒸汽,该密封采用“内外翻滚、3级加压、强制循环”的泵送形式,辅助密封选用耐高温的柔性石墨,最大程度保证机封的本质安全。
3 原机封拆检情况及原因分析3.1 拆检情况
(1)驱动端机封静环严重偏磨,磨损量3.9~4.5 mm ,见
液力透平机械密封改造
高志杰,李 聪,杨朝康,苗海滨
(中国石油大港石化公司,天津 300280)
摘 要:液力透平机械密封结构及2次改造过程,对机械密封的拆检情况进行详细分析;通过及时有效的机械密封改造,为以后的安全生产奠定了坚实基础。
关键词:液力透平;机械密封;改造 DOI:10.16621/ki.issn1001-0599.2017.06D.38中图分类号:TH136 文献标识码:B
图1。
(2)机封弹簧有部分弯曲变形。
(3)驱动端动环O 形圈老化、脆硬、变形,见图2。
(4)驱动端动环机封传动销处有明显崩边,见图3。
(5)非驱动端机封无明显问题。
3.2 原因分析
(1)驱动端机封位于液力透平低压侧,介质可能存在轻微汽化,导致摩擦副润滑不良,摩擦力加大。
(2)部分弹簧弯曲变形导致静环受力不均,引起偏磨。
(3)机封已运转20 160 h ,O 形圈接近使用寿命。
4 改造后机封使用情况及问题分析4.1 使用情况
机封改造后,运行中透平两侧轴瓦振动值较改造前有明显升高,驱动端测点1振动值从23.1 μm 升至45.2 μm ,测点2振动值从22.6 μm 升至42.3 μm ;非驱动端测点1振动值从11.8 μm 升至14 μm ,测点2振动值从10.9 μm
升
图1
驱动端静环严重磨损
图2 动环O
形圈老化变形
图3 动环传动销处崩边
图4 机封轴套偏磨
图5 静环偏磨且有划痕
图6 动环表面划痕
图7 外侧波纹管第四波开裂
至13.5 μm 。
透平运转不足2个月出现泄漏。
4.1 拆检情况
(1)机封轴套与泵体喉部衬套接触处内侧磨损严重(图4)。
(2)内、外两套密封静环(石墨环)出现不同程度的偏磨,并有划痕;外侧密封动环(合金环)有轻微不均匀划痕,光洁度差(图5、图6)。
(3)外侧密封靠近摩擦副笫四波波纹管开裂(图7)。
4.2 原因分析
(1)双端面密封两侧的轴套长度不同。
非驱动端机封轴套长302.6 mm ,驱动端机封轴套长457.6 mm ,长度差155 mm 。
驱动端长轴套随轴旋转时容易发生摆动,导致摩擦面受力不均扭力瞬间增大,达到疲劳极限后产生开裂;同时,隔离液油路循环不畅,导致摩擦面瞬间出现干摩,摩擦阻力加大,波纹管波片承受扭矩成倍增加,达到扭矩极限后产生开裂。
(2)驱动端的两套密封,分别为单封和双封,虽然轴套长度一样,但定位位置不一样。
定位与密封单封轴套的2个O 形圈分布在轴套两端;定位与密封双封轴套的2个O 形圈集中分布在轴套的外侧,且只占总长度的1/5,4/5长的轴套与轴没有定位,近似于悬空,进一步增大了轴套的摆动幅度,造成机封偏磨,轴套与喉部衬套里侧,是间隙最小和摆臂最长处的磨损。
(3)由于两种密封的轴套壁厚不同,因壁厚较薄,无法在轴套内侧刻槽,因此双端面密封的长轴套改造时,O 形圈无法分布在轴套两端。
5 处理措施
(1)将外侧密封改为多弹簧形式,径向密封变为轴向密封,避免机封短时间内出现大量泄漏。
(2)将轴套尺寸由457.6 mm 缩短至200 mm ,避免轴套偏摆;同时将原冲洗油限流处外移至密封腔内侧靠近机封静环处。
(3)将密封辅助系统与机封本体的水平距离由3 m 缩短至1 m ,减小白油循环管阻,提高循环流速,同时也能有效避免白油内存在气泡,确保机封白油环境良好。
参考文献
[1] 顾永泉. 机械密封实用技术[M]. 北京:机械工业出版社,
2001.
[2] 廖和滨,杨晓翔,刘康林,等.机械密封静环温度场的有限
元分析[C].第二届全国工业摩擦学大会暨第七届全国青年摩擦学学术会议会议论文集,2004.
[3] 马雪峰. 常用机械密封的设计计算[C]. 2002年黑龙江省机械
工程学会年会论文集,2002.
〔编辑 李 波〕。