平面加工方案
- 格式:doc
- 大小:34.50 KB
- 文档页数:1

3-2 什么是内联系传动链,它与外联系传动链有和不同,试举例说明。
答:内联系传动链:内联系传动链是联系复合运动之内的各个分解部分,因而传动链所联系的执行件相互之间的相对速度(及相对位移量)有严格的要求,用来保证执行件运动的轨迹。
例如,在卧式车床上用螺纹车刀车螺纹时,为了保证所需螺纹的导程大小,主轴(工件)转一周时,车刀必须移动一个规定的准确的距离(螺纹导程)。
联系主轴——刀架之间的螺纹传动链,就是一条传动比有严格要求的内联系传动链。
再如,用齿轮滚刀加工直齿圆柱齿轮时,为了得到正确的渐开线齿形,滚刀转1 / K 转(K 是滚刀头数)时,工件就必须转1 / Z 转(Z 为齿轮齿数)。
联系滚刀旋转B11和工件旋转B12的传动链,必须保证两者的严格运动关系。
外联系传动链:外联系传动链是联系动力源(如电动机)和机床执行件(如主轴、刀架、工作台等)之间的传动链,使执行件得到运动,而且能改变运动的速度和方向,但不要求动力源和执行件之间有严格的传动比关系。
例如,车削螺纹时,从电动机传到车床主轴的传动链就是外联系传动链,它只决定车螺纹速度的快慢,而不影响螺纹表面的成形。
再如,在卧式车床上车削外圆柱表面时,由于工件旋转与刀具移动之间不要求严格的传动比关系,两个执行件的运动可以互相独立调整。
3-3 试列出CA6140车床主运动传动链的传动路线,并计算主轴最高、最低转速及转速级数。
答:传动链的传动路线如下:)(VI )(2M 5826V 50518020IV 50508020_)(2M __5063________III 582250304139II 3034VII 3450)()(1M ______43513856)()(1M I 230130m in /r 1450kw 5.7主电动机主轴右移左移反转右正转左-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧----⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧--⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧--⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧--⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧---⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧---ΦΦ-⎪⎪⎭⎫ ⎝⎛主轴最高速度:16371.163750634139303434502301301450≅==主轴n r/min 主轴最低速度:103.10582680208020582243512301301450≅==主轴n r/min正转转速级数:2×3×(1+(2×2-1))=24级反转转速级数:1×3×(1+(2×2-1))=12级3-4 CA6140车床主运动、车螺纹运动、机动进给运动、快速运动等传动链中,哪些传动链的两端件之间具有严格的传动比?答:车螺纹运动:两端件(主轴与刀架)之间具有严格的传动比。

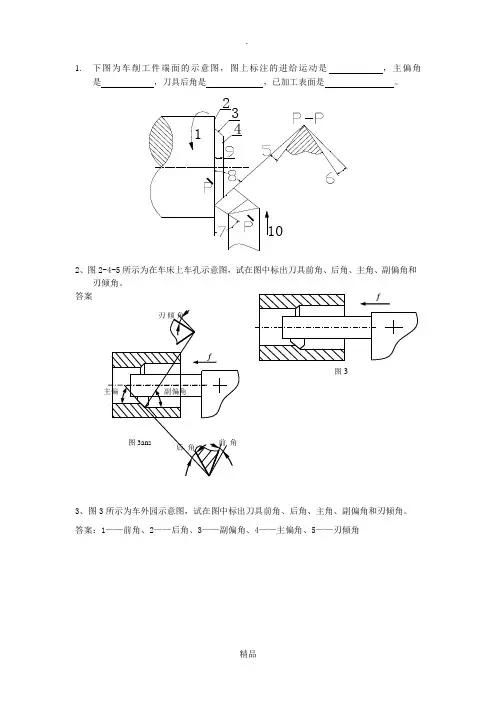
1. 下图为车削工件端面的示意图,图上标注的进给运动是 ,主偏角是 ,刀具后角是 ,已加工表面是 。
2、图2-4-5所示为在车床上车孔示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
答案3、图3所示为车外园示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
答案:1——前角、2——后角、3——副偏角、4——主偏角、5——刃倾角图31-11 锥度心轴限制( )个自由度。
① 2 ② 3 ③ 4 ④ 51-12 小锥度心轴限制( )个自由度。
① 2 ② 3 ③ 4 ④ 51-13 在球体上铣平面,要求保证尺寸H(习图2-1-13),必须限制( )个自由度。
① 1 ② 2 ③ 3 ④ 4 1-14 在球体上铣平面,若采用习图2-1-14所示方法定位,则实际限制( )个自由度。
① 1 ② 2 ③ 3 ④ 41-15 过正方体工件中心垂直于某一表面打一通孔,必须限制( )个自由度。
① 2 ② 3 ③ 4 ④ 54. 分析题4-1 试分析习图2-4-1所示各零件加工所必须限制的自由度:a )在球上打盲孔φB ,保证尺寸H ;b )在套筒零件上加工φB 孔,要求与φD 孔垂直相交,且保证尺寸L ;c )在轴上铣横槽,保证槽宽B 以及尺寸H 和L ;d )在支座零件上铣槽,保证槽宽B 和槽深H 及与4分布孔的位置度。
H习图2-1-13习图2-1-14图34-2 试分析习图2-4-2所示各定位方案中:① 各定位元件限制的自由度;② 判断有无欠定位或过定位;③ 对不合理的定位方案提出改进意见。
a )车阶梯轴小外圆及台阶端面;b )车外圆,保证外圆与内孔同轴;c )钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴;d )在圆盘零件上钻、铰孔,要求与外圆同轴。
4-3 在习图2-4-3所示工件上加工键槽,要求保证尺寸014.054 和对称度0.03。
现有3种定位方案,分别如图b ,c ,d 所示。
机械加工工艺与表面处理总结部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!.机械加工工艺与表面处理总结一、常见零件工艺1.1 加工公差等级和表面粗糙度1.外圆表面加工2.孔加工方案3.平面加工方案1.2 加工件的工艺结构1.加工时便于进刀、退刀和便于测量。
加工螺纹时,应留有退刀槽。
2.磨削时各表面间的过渡部分,应设计出越程槽,应保证砂轮自由退出和加工空间。
3.零件尽可能壁厚均匀,要考虑热处理消除应力结构。
4.零件形状尽量简单,便于加工。
便于尺寸误差测量,便于形位误差测量。
5.优先选用标准化参数,零件的孔径、锥度、螺纹孔径和螺距、齿轮模数和压力角、圆弧半径、沟槽等参数尽量选用有关标准推荐的数值,这样可使用标准的刀、夹、量具,减少专用工装的设计、制造周期和费用。
6. 尽量采用标准型材。
只要能满足使用要求,零件毛坯尽量采用标准型材,不仅可减少毛坯制造的工作量,而且由于型材的性能好,可减少切削加工的工时及节省材料。
7.加工件要便于装夹,减少装夹次数,尽可能“一刀活”。
8. 对于有外圆磨的工件,要注明是否允许中心孔;9、工艺退刀槽,砂轮越程槽、是否需要清角应注明;二、热处理、冷处理退火:将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度最慢),目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者进一步为淬火做准备。
正火:将工件加热到适宜温度后在空气中冷却,正火效果同退火相似,只是得到的组织更细,常用来改善材料的切削性能,也有时用于一些要求不高的零件作为最终热处理。
组织教学:1.学生按时整队,进入实习教室,师生互相问候。
2.检查出勤情况。
3.检查学生学习用具是否带齐(课本、笔记本、笔等)。
4.检查学生劳保用品是否穿戴整齐(工作服、安全帽)。
5.检查学生仪容仪表是否符合学校规定(发型,饰品等)。
6.宣布本课题的内容及任务复习旧课:用端铣刀铣平面端铣刀一般用于立式铣床上铣平面,有时也用于卧式铣床上铣侧面。
端铣刀一般中间带有圆孔。
通常先将铣刀装在短刀轴上,再将刀轴装入机床的主轴上,并用拉杆螺丝拉紧。
用端铣刀铣平面与用圆柱铣刀铣平面相比,其特点是:切削厚度变化较小,同时切削的刀齿较多,因此切削比较平稳:再则端铣刀的主切削刃担负着主要的切削工作,而副切削刃又有修光作用,所以表面光整;此外,端铣刀的刀齿易于镶装硬质合金刀片,可进行高速铣削,且其刀杆比圆柱铣刀的刀杆短些,刚性较好,能减少加工中的振动,有利于提高铣削用量。
因此,端铣既捉高了生产率,又提高了表面质量,所以在成批大量生产中,端铣已成为加工平面的主要方式之一。
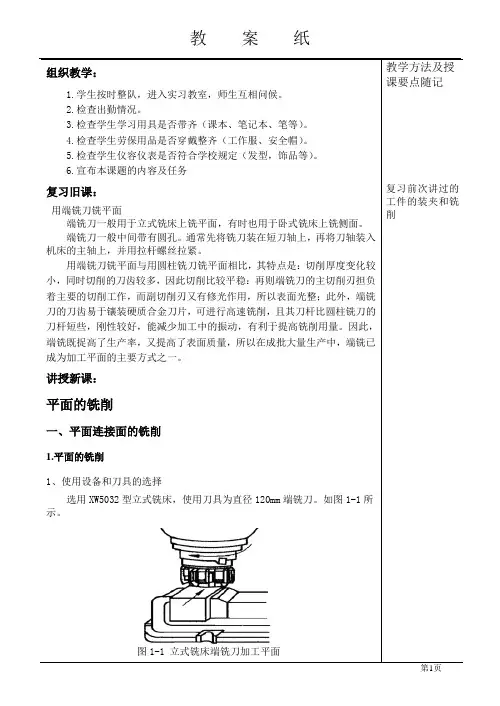
讲授新课:平面的铣削一、平面连接面的铣削1.平面的铣削1、使用设备和刀具的选择选用XW5032型立式铣床,使用刀具为直径120mm端铣刀。
如图1-1所示。
教学方法及授课要点随记复习前次讲过的工件的装夹和铣削2、顺铣和逆铣顺逆铣是铣削加工的两种常见方式。
铣刀对工件的作用力在进给方向上的分力与工件进给方向相同的铣削方式,称为顺铣。
顺铣切削时,切屑厚度开始最大,刀具切入工件中没有挤压。
顺铣刀齿切削距离短,切屑变形小,顺铣可以采用较高主轴转速和进给量,加工效率高。
如图1-2(a)所示。
采用顺铣时;1)机床应具有间隙消除机构,以防止铣削中产生振动。
2)工件表面无硬化层。
3)工艺系统应有足够刚性。
难加工材料应采用顺铣,可以减小切削变形降低切削力和功率消耗,还可以提高刀具寿命。
铣刀对工件的作用力在进给方向上的分力与工件进给方向相反的铣削方式,称为逆铣。
逆铣切削时,切屑由薄变厚,刀具从已加工表面切入。

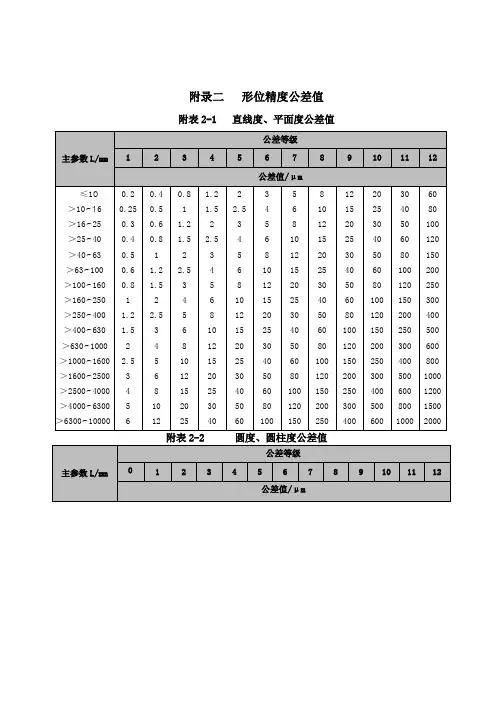
附录二形位精度公差值附表2-1 直线度、平面度公差值
附表2-3平行度、垂直度、倾斜度公差值
附表2-4同轴度、对称度、圆跳动和全跳动公差值
附录三机械加工的经济精度
附表3-2外圆柱面加工的经济精度
附表3-3孔加工的经济精度
注:1.表内资料适用于尺寸<1m,结构刚性好的零件加工:用光洁的表面作为定位基准和测量基准,
2.套式面铣刀铣削的加工精度在相同的条件下大体上比圆柱铣刀铣削高一级。
3.细铣仅用于套式面铣刀铣削。
附表3-7端面圆跳动和垂直度的经济精度
附表3-8同轴度的经济精度
附表3-9各种加工方法能达到的表面粗糙度
附录四加工面的机加工方案附表4-1 外圆表面加工方案。
机械加工车间工艺平面布局设计与分析摘要:机械加工车间工艺平面布局设计科学与否关系到企业生产效率,也会对产品加工质量产生影响,有助于企业投资成本的节约。
因此为保证机械加工车间各项工作能有条不紊地展开,应该给予工艺平面布局设计高度重视,深入分析工艺平面布局设计的原则,并结合车间的实际情况,合理制定设计方案。
关键词:机械加工车间;工艺平面;布局设计0引言机械加工车间工艺平面布局设计是工业厂房设计的关键内容,与企业车间内产品加工生产效率和质量有密切联系。
因此设计人员要对机械加工车间的具体情况深入分析,了解生产组织形式以及设备类型,理清产品加工工艺流程,并在遵循工艺性、安全性和经济性原则的基础上,灵活展开设计,提升工艺平面布局设计的合理性与科学性,为产品加工作业的顺利开展奠定基础。
1机械加工车间工艺平面布局设计原则在对机械加工车间工艺平面布局设计期间,设计人员要对车间产品工艺特点合理分析,明确车间内加工设备的现状,掌握车间的工作任务,并在对车间环境、物流等因素综合考虑的前提下,有针对性地进行平面设计。
为凸显设计的科学性,设计人员要严格遵循经济性、安全性和工艺性原则。
(1)经济性。
在设计车间工艺平面期间,需要确保布局的合理性,并在此基础上降低综合成本,帮助企业获得更大经济利润。
加工系统的购买和使用成本会在产品的成本上集中体现,因此要将设备的投入降到最小。
同时对设备灵活布置,促进设备使用率的提升。
在产品运输上,同样要遵循经济性原则,让加工产品能在各个车间顺利流通。
(2)工艺性和安全性。
在对产品加工和生产期间,必须保证整个过程的完整性和连续性,不能出现加工中途停止的情况,提升各个加工环节的匹配度,尽量减少加工等待的时间,简化传统繁琐的加工流程,消除没有必要的操作,有效解决生产能力冗余问题,实现对生产周期缩短的目的,让人员、设备以及空间等资源得到充分利用,提高产品加工的质量和效率。
在设计期间,还要注重安全,利用可行的方式治理污染物,诸如工业废水、废气等,提前预留处理设备的位置。
学习情境四箱体加工工艺方案制定与实施砂轮架箱体概述一、布置工作任务,明确要求二、观察砂轮架箱体样品,了解砂轮架箱体根本结构三、读图并分析零件图砂轮架箱体属于箱体类零件,它是磨床的根底件之一。
在磨床砂轮架中,由它将一些轴、套、轮、轴承等零件组装在一起,使其保持正确的相互位置关系,并且能按照一定的传动要求传递动力和运动,构成磨床的一个重要部件。
因此,砂轮架箱体的加工质量对磨床的精度、性能和寿命都有一定的影响。
1砂轮架箱体使用性能与设计要求各种砂轮架箱体的尺寸和结构形式虽有所不同,但其使用性能却根本一致,即保证砂轮主轴的高运动精度与位置精度,并能保持精度的高度稳定,抗振、吸振,高刚性、足够的强度,箱体受力、受热变形小,有足够的耐磨性,热处理变形小,机械加工性好等。
因此应在满足装配空间及操作空间要求的前提下,要求其结构尺寸小而紧凑、结构刚性高,主轴支承孔精度高并应严格同轴,中心孔轴线与定位端面应保持严格垂直,箱体的壁厚要足够且变化较小,材料的热处理性能应稳定等。
工模具磨床砂轮架箱体如图4-1所示。
2砂轮架箱体结构与技术要求〔1〕砂轮架箱体的结构分析从图4-1中可以看到,该磨床砂轮架箱体结构具有以下几个特点:1箱体的装配基准选择平导轨与V形导轨的组合方式,其定位准确,承载能力强,与磨床砂轮架的使用性能相适应;2箱体尺寸在满足装配关系与操作空间的要求下,尽量选取小值,因此整个箱体结构紧凑,体积较小;3箱体采用上开口封闭状结构形式,在壁厚较小的情况下,零件结构刚度较高;4箱体导轨长度有所加长,以利于箱体导向精度与承载强度;5箱体壁厚比拟均匀,有利于消除或减少零件的内应力对加工精度的影响;6砂轮架箱体上的主轴支承孔、箱体的装配基准——平导轨与V 形导轨面、轴向推力轴承的定位端面为箱体的重要外表;比拟重要的外表有其它组件与部件的安装基准面。
〔2〕砂轮架箱体的技术要求及其分析1砂轮主轴支承孔尺寸精度为IT7,属于一般精度等级;两主轴孔的相互位置精度-同轴度要求为0.03mm,为较高精度等级;主轴孔的形状精度包括在尺寸精度中,没有单独提出要求。