冲压件生产工艺流程图
- 格式:doc
- 大小:101.00 KB
- 文档页数:2
冲压件生产工艺流程图(总1页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小-- 流 程 图:
编制: 徐芳芳 审核:徐灿 批准: NO 进料
进料检仓库储存
冲压成型/过程控入库检仓库储存
出货检OK
OK 生产领料
出货 OK
OK 表面处理 报废
No No
No No
冲压件生产工艺流程图(总1页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小-- 流 程 图:
编制: 徐芳芳 审核:徐灿 批准: NO 进料
进料检仓库储存
冲压成型/过程控入库检仓库储存
出货检OK
OK 生产领料
出货 OK
OK 表面处理 报废
No No
No No
精品文档-可编辑
生产工艺流程图
使用主要材料:三聚氰胺板、封边条、胶水、五金
生产工艺:
钢木(板式)凳子、椅子、餐桌等使用机械:铲车、电子锯、封边机、电钻、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺
使用主要材料:钢管、三聚氰胺板、封边条、胶水、五金、塑粉
生产工艺:
床板部分:
木质部分(或组合柜部分):
钢制部分:
钢木(曲木)椅子等使用机械:铲车、裁板机、模具、热压机、切片机、打磨机、砂纸、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺、甲醛测试仪
使用主要材料:钢管、曲木板、封边条、胶水、五金、塑粉
生产工艺:
木质部分:
原木、开料、烘干、切片、开模、定型、热压、裁板、打磨、油漆处理
精品文档-可编辑
钢制部分:
油漆家具(茶几、会议桌、班台、文件柜等油漆家具)使用机械:电子开料锯、裁刀、电熨斗、螺旋机、冷压机、打磨机、电钻、UV设备、码钉枪、砂光机、卷尺、空气压缩机、喷枪、甲醛测试仪
使用主要材料:密度板、胶水、胡桃木皮、码钉、五金件
生产工艺:
精品文档-可编辑
油漆家具(纯实木餐桌、床)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、UV设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪
使用主要材料:原木、胶水、码钉、五金件
生产工艺:
精品文档-可编辑
油漆家具(带榫头的椅子、床、沙发类型)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、UV设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪

工序站位过程描述技术要求5生产计划生产部根据订单评审计划进行订单排产N/A10生产部生产计划将生产施工下发到生产车间N/A20仓库仓库按照生产计划BOM清单进行物料配送下发N/A25物料分类配送生产预制件配送30清洗站根据清洗作业指导书对生产施工单需清洗物料进行清洗40预焊后罩壳打码与中心管、下端盖、隔板预焊定位50夹炮换热器壳体组装点焊60切管核对生产施工单与图纸切管要求进行切管70机械臂按图纸要求环焊壳体两端及侧边直缝80氩弧焊手工氩弧焊接承压工艺管、保护码及加强筋点焊90直缝焊直缝焊机满焊加强筋两边焊缝100氩弧焊手工氩弧焊封口加强筋两端110钎焊手工钎焊进、出水路与壳体缝隙及冷煤管120氦检利用真空氦捡漏仪对氟路系统进行泄露检验生产流程生产装配工艺流程图
生产发料翅片铜管清洗NG打码&预焊OK
OK夹炮中心管、下端盖、隔片、前壳、挂耳、后上端盖、限位压板加强筋、保护码、承压冷媒OK
切管OK机器人OKOKOK承压冷媒管、保护码及加强筋焊接OK加强筋满焊手工氩弧焊封口钎焊OKOKOK不合格品管理程序OKOK
OK安装脚
OK冷煤管生产计划排产下达生产施工单
中心管、上下端盖、前后壳、挂耳、隔片、限位压板、加强筋、保护码、承压工艺管、安装脚
真空氦检NGOKOKOK
NGNGNGNG130五金焊安装脚、Y通及并炮焊接140水检水路系统填充0.8MPa压缩空进行水路泄漏检查150电泳按照喷涂工艺要求进行电泳160校管用专用矫正工装对换热器进出水管、进出冷媒管与安装脚尺寸及位置关系进行矫正检验170终检按照图纸要求对换热器尺寸、结构、表面涂层及外观进行全面检验180包装根据包装施工单及作业规范进行产品打包装箱190入库检验按照检验规范进行包装检验999入库接收入库五金焊接电泳OK
OK
OK压力测试
成品终检NG
成品矫正
包装包装检验成品入库OKOKOKOKOK
NGNG
NG
服装生产工艺流程图
验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│
(一)面辅料进厂检验
面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求
把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容
在批量生产前,首先要由技术人员做好大生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
护顶
棚资
材入
库检
查举升
门架
资材
入库
检查发动
机与驱动
桥的入库发动机与驱动
桥的
连接发动机风扇的安装发动
机与
驱动
桥系
统组
举升
门架
安装
到车
架体叉车
调试叉车
的涂
装
(表
面修护板
系统
安装
到车
架体护顶
棚安
装到
车架
体轮胎
安装
到车
架体配重
安装
到车
架体
护板
线束
安装刹车
系统
安装举升
系统
安装车架
体入
库检
查转向
系统
安装
到车
架体主线
速安
装到
车架
体发动
机与
驱动
桥系
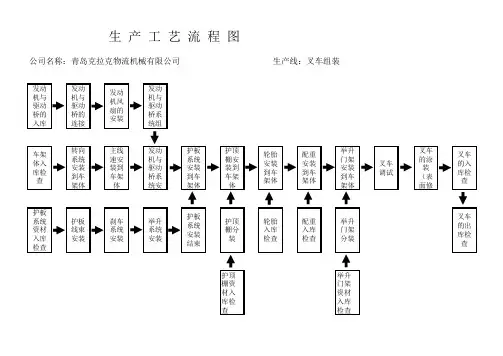
统安生 产 工 艺 流 程 图
公司名称:青岛克拉克物流机械有限公司 生产线:叉车组装
举升
门架
分装护板
系统
安装
结束护顶
棚分
装轮胎
入库
检查配重
入库
检查护板
系统
资材
入库
检查