客户抱怨处理8D报告
- 格式:doc
- 大小:81.50 KB
- 文档页数:2

浙江XX安全器材制造有限公司质量管理体系程序文件顾客抱怨处理程序编号:编制日期审核日期批准日期受控状态:分发号:程序文件版本:A 浙江XX安全器材制造有限公司顾客满意度分析报告编号:根据ISO9000质量管理体系要求,综合几方面要素对公司客户进行满意度调查,共发放了15份调查表,回收15份,回收率为100%。
满意度调查表包含了十个项目:1.企业信誉及形象2.价格合理性3.产品性能4.产品质量5.产品外观6.服务是否及时7.服务态度8.按时交付能力9.维修质量10.紧急供货能力每项有五级评价:1很满意(10分)2满意(8分)3可以接收(6分)4不满意(4分)5很不满意(2分)顾客对各项评价的满意情况平均打分为90%比去年有所增长,达到了公司质量体系的目标,表面顾客很满意我公司的产品及服务等一系列硬件及软件,各顾客具体打分情况见下表:顾客满意度调查表汇总从上面表单中看出,十个调查项目中价格合理性、服务态度达到了满分100%,服务的及时性达95%,维修质量达93%,产品外观达93%和企业信誉及形象达91%,表面顾客对我公司的价格支持和技术、服务规范管理给以了肯定,但我们不能因为得了满分高分而松懈,需要再接再厉,进一步提高我们的服务态度及服务的及时性,维护提升企业信誉及形象。
产品质量、产品性能为85%,达到了根据质量目标分解顾客满意率指标。
客户去年在质量问题上,主要反映了外表油漆喷涂不好、少喷漏喷的现象,局部有飞溅、飞漆等,今年通过我们生产制造部门以及质量品保部门严把关,把我们的产品质量尽量做好,也排除了上述问题达到了客户的要求。
按期交付能力及紧急供货能力,除了有待制造部门努力提高之外,针对现状采取的措施,加强与顾客沟通,让顾客了解我公司的快速发展、产能在逐步提高,得到客户的认可。
从上述各评价情况可以看出,我公司在各方面都取得了相当好的成绩。
总之,我们还是要加强企业内部的管理,不断的、持续的改进和提高产品质量和服务质量,降低产品成本,扩大国内外市场。

8D报告完整版范文8D是一种问题解决方法,通过8个步骤来进行问题的分析和解决。
下面是一个完整版的8D报告,包含对问题的描述、团队成员、问题的分析、解决方案以及实施结果的评估。
1.问题描述:在公司生产线上,发现了一个质量问题,产品出现了大量次品,导致客户抱怨并要求退货。
问题主要体现在产品的外观质量方面,表面容易出现划痕和凹痕。
2.团队成员:该问题的解决由以下团队成员共同参与:-生产部门:负责产品制造的技术人员和操作工-质量控制部门:负责产品质量的技术人员和检验员-客户服务部门:负责与客户沟通和解决问题3.问题的分析:通过团队成员的讨论和原因分析,我们找到了导致产品质量问题的几个主要原因:-工人操作不规范:工人在产品组装和包装时没有按照操作规程进行操作,导致产品出现划痕和凹痕。
-零部件供应商的质量问题:部分零部件的质量不达标,容易导致产品出现质量问题。
-质量控制不严格:质量控制部门在产品质量检验中存在一定的盲区,没有发现产品质量问题。
4.解决方案:基于问题分析,我们提出了以下解决方案来解决产品质量问题:-进行员工培训:对所有参与生产的员工进行质量意识培训和操作规程培训,确保所有员工按照规范进行生产操作。
-与供应商合作:与零部件供应商建立长期合作关系,并要求供应商提供质量合格证明。
对于质量不达标的零部件,及时通知供应商进行更换或修复。
-加强质量控制:质量控制部门要加强对产品质量的检验,制定更为细致的产品质量检验标准,并对产品检测设备进行定期维护和校准。
5.解决方案的实施:我们按照上述解决方案,分别进行了以下实施步骤:-员工培训:与人力资源部门合作,组织了一次质量培训会议,邀请专业培训师对所有员工进行培训,培训内容包括质量的重要性、操作规程和注意事项等。
-供应商合作:质量控制部门与供应商进行了紧急会议,并要求供应商提供质量合格证明。
部分质量不达标的零部件得到了及时更换和修复。
-质量控制加强:质量控制部门对产品质量检验标准进行了更新,并对产品检测设备进行了定期维护和校准。
SCAR回复8D编写作业规范一、目的建立SCAR回复8D之制作与文件管制作业规范。
二、适用范围凡处理XXX客户抱怨者皆可利用8D之制作方式,回复客户。
三、相关文件3-1. 客户抱怨处理作业规范四、定义8D:8 Disciplines, 八项项目,为intel所定义回复抱怨的一般格式。
SCAR:Supplier Corrective Action Request,供货商改善对策要求,为intel对供货商要求改善之正式文件。
五、作业流程图如下图所示。
六、内容说明6-1. 8D格式制作说明:8D格式计有八个部分,范例如附件二所示。
其中若是客户有开SCAR(Supplier corrective action request)文件者,对于处理上有时效的限制,如防堵计划须于收到起24小时内处理完毕,整个异常处理须于1周内完成(有关Intel SCAR写作指引详细请参考附件三)。
对于一般未开SCAR之客户抱怨,处理时在线相同,若同时发生时,则需评估严重性,依照优先级排序进行处理。
以下针对每个部分进行说明。
6-1-1 Team Approach成立问题解决团队,解决该问题。
其成员为来自与该问题有相关之领域或问题之发生单位的专家或业务执行单位。
并由理级以上之人员担任Owner。
6-1-2 Problem Description问题描述:问题描述需基于客户所开的SCAR及遭剔退的缺点板加以分析,将问题发生的时间、发生问题的内容如Failure Mode为何?影响的广度与深度为何?受影响的料号、批号为何?发生客户是谁?缺点率等相关问题陈述的内容加以说明,明确说明真正的问题。
6-2-3 Analysis & Finding分析与发现:分析相关的异常信息,确认缺点或问题的形成过程,进行问题的澄清与验证。
确认问题所影响的制程范围,如回溯问题批号之生产纪录,关参数数据如管制图有无异常,L/A 检验资料有无异常。
6-2-4 Containment Action防堵行动计划:防堵计划应列出防堵对策结果有效的时间点,保证异常物料发生的期间内所有的物料皆已纳入并回溯确认该异常物料,以区隔正常与异常的物料。
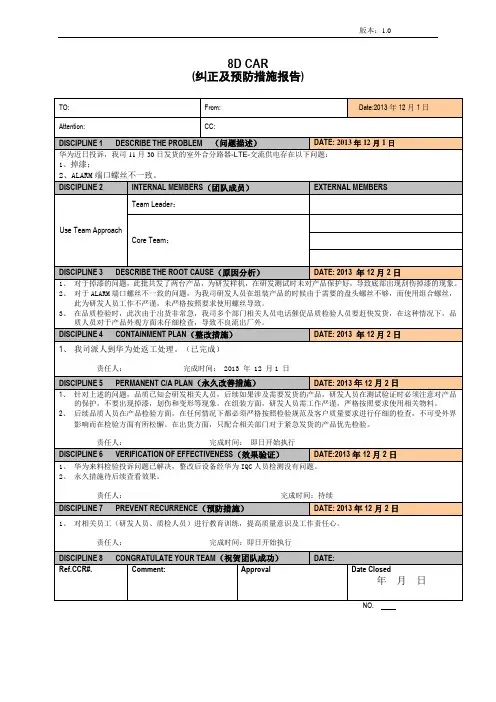
Problem Analysis Problem Analysis (Logic to conclude the root cause) 问题分析问题分析 1月25日,XXX 从客户端取回高温与高温高湿测试NG2pcs 样品,我们对其进行如下分析:1. 对其2片产品进行外观检查,确认无不良。
2. 对其2片产品进行功能测试,发现一片产品功能OK,一片产品功能NG. (1)1片OK 品测试数据图形(测试数据)(2)1片功能NG 品测试数据图形线性端点阻抗序号 线性X 线性Y 端点阻抗X 端点阻抗Y 标准≤1.5 ≤1.5100-1000 100-10001#0.731.09403244线性端点阻抗序号 线性X 线性Y 端点阻抗X 端点阻抗Y 标准≤1.5 ≤1.5100-1000 100-10002#9.021.344162513. 对制程工艺进行异常排查确认,发现此产品在做样品贴合工站,人员作业手法的不当及贴合用滚轮清洁不干净综上所述,我们分析认为造成客户端样品试验不良原因如下:1. 产品在玻璃与菲林人工贴合过程中,人员作业手法不2. 此处膜受损折伤造成此片产品不良,产品在做可靠性试验时异常现象加重导由上层菲林ITO 层受损造成此片产品功能NG.5D) Permanent Corrective Actions.5D) Permanent Corrective Actions.长期对策长期对策长期对策 directed to eliminate the root cause into an actions taken into a provisionally manner.提出长期有效的对策Action *Action *对策对策对策 1.厂内培训及加强宣导人员作业手法,产品贴合后产线需进行外观自检。
巡检时重点检查贴合站产品贴合后外观,且PQC 对现场人员作业手法重点稽核。
使用前需检查确认是否干净。
质量或人为因素,如何回复客户8D报告?+8D报告及解决问题的八个步骤详解(质量管理)人为因素,如何回复客户8D报告?+8D报告及解决问题的八个步骤详解(质量管理)“人为操作失误,该如何回答客户的8D报告呢?例如外观缺陷、标签贴错、数量短缺、漏加工步骤、错发料等问题。
客户很不喜欢我们写‘操作失误、人员培训、质量意识提升’等整改措施,可是又能怎么写呢?总不可能什么都上防错吧?”其实首先我也想说,不仅是你的客户不喜欢这样的8D报告,我也不喜欢人家写整改措施动不动就写“操作工质量意识不强,加强培训”,“处罚当事人300块”等等。
我在企业做质量负责人的时候,无论是我的供应商还是内部生产工程除了类似的问题,如果我SQE或过程质量工程师把这样的改进报告交给我,必然会得到我的一顿狠批。
因为把质量问题的责任推卸给操作工,要么是不负责任的应付,要么就是不懂质量管理。
因为在我的工作经历中,我所接触到的操作工,大多都是很朴实的工人。
确实有刁钻耍滑的,但是少之又少。
所以上述例子中的问题,无不可以从管理制度和方法上查找原因。
首先说说外观缺陷一般说来,外观缺陷都是需要百分之百目测检验的,确实容易造成漏检的情况。
但是还是可以从下面几个方面去查找原因和制定改进措施的。
—外观检验标准是否具体、是否清晰、是否和顾客达成了一致。
有些企业的外观标准上仅简单写了“无飞边毛刺、无磕碰伤”。
但是在现场操作时,操作工和生产管理人员又认为“无磕碰伤是不可能的”,因而就按照自己的理解去掌握一个模糊的标准。
规范的做法是,把产品按照功能面,逐一根据可能的缺陷确定可以接受的标准和不能接受的标准。
然后以图文并茂的形式描述清楚。
标准应清晰、易懂、没有歧义,而且是现实可行的。
杜绝模糊的“外观标准参见限度样件”。
如果有限度样件,也要有文字说明,限度样件是哪个方面哪个缺陷的限度样件,是缺陷样件还是合格样件,缺陷和合格的判定条件是什么,一定要说明清楚。
—外观标准是否已经清晰、明确地培训传达到员工。
Problem Analysis Problem Analysis (Logic to conclude the root cause) 问题分析问题分析 1月25日,XXX 从客户端取回高温与高温高湿测试NG2pcs 样品,我们对其进行如下分析:1. 对其2片产品进行外观检查,确认无不良。
2. 对其2片产品进行功能测试,发现一片产品功能OK,一片产品功能NG. (1)1片OK 品测试数据图形(测试数据)(2)1片功能NG 品测试数据图形线性端点阻抗序号 线性X 线性Y 端点阻抗X 端点阻抗Y 标准≤1.5 ≤1.5100-1000 100-10001#0.731.09403244线性端点阻抗序号 线性X 线性Y 端点阻抗X 端点阻抗Y 标准≤1.5 ≤1.5100-1000 100-10002#9.021.344162513. 对制程工艺进行异常排查确认,发现此产品在做样品贴合工站,人员作业手法的不当及贴合用滚轮清洁不干净综上所述,我们分析认为造成客户端样品试验不良原因如下:1. 产品在玻璃与菲林人工贴合过程中,人员作业手法不2. 此处膜受损折伤造成此片产品不良,产品在做可靠性试验时异常现象加重导由上层菲林ITO 层受损造成此片产品功能NG.5D) Permanent Corrective Actions.5D) Permanent Corrective Actions.长期对策长期对策长期对策 directed to eliminate the root cause into an actions taken into a provisionally manner.提出长期有效的对策Action *Action *对策对策对策 1.厂内培训及加强宣导人员作业手法,产品贴合后产线需进行外观自检。
巡检时重点检查贴合站产品贴合后外观,且PQC 对现场人员作业手法重点稽核。
使用前需检查确认是否干净。
华阳通用电子有限公司.8D 报告的评价标准整理: SQA-Springsun 日期:2012年2月13日8D(Eight Disciplines of Problem Solving)是福特公司解决问题的8条基本准则。
是福特公司在20世纪90年代早期引进的技术方法来解决工厂和供应商的问题。
8D是解决问题的一种工具,通常是客户所抱怨的问题要求公司分析,并提出永久解决及改善的方法。
8D是由一个准备步骤和8个步骤组成。
这些步骤用来客观地确定、定义和解决问题,并防止相似问题的再次发生。
解决问题的8个步骤:问题发生成立8D 小组问题描述实施并验证临时性纠正措施确定和验证问题的根本原因选择和验证永久性纠正措施实施和确认永久性纠正措施防止问题再次发生/系统预防性建议表彰小组和个人的贡献D0D1(10分)D2(10分)D3(15分)D4(15分)D5(15分)D6(15分)D7(15分)D8 (5分)8D目标:解决问题,保证品质积累解决问题的经验。
8D准则:针对出现的问题,找出问题产生的根本原因,提出短期、中期、长期的对策,并采取相应的行动,彻底解决问题,杜绝或尽量减少问题重复出现。
8D好处:z可以通过建立小组训练内部合作能力z推进有效的问题解决和预防技术z改进整个质量和生产率z防止相同或类似问题的再发生z提高顾客满意度有效实施8D的质量工具:z控制计划(PC)z潜在失效模式及后果分析(FMEA)z生产件批准程序(PPAP)z统计过程控制(SPC)z试验计划(DOE)8D说明:1)选定了目标,一定要找出其根本原因,针对产生问题的原因,制订短期对策、中期对策、长期对策。
短期对策:是指生产现场怎么办?中期对策:是指即将要生产的怎么办?长期对策:是指如何将问题解决在发生之前?2)必须采取行动,有对策,执行是关键。
有了对策,必须是不折不扣地执行。
3)持之以恒,必须要坚持行动,解决问题必须要达到彻底清楚的目的。
绝不能因为解决了一半而导致问题周而复始,不时复出发生。
客诉8D报告格式客户抱怨改善⾏动报告9⽉9⽇客户SQE 反馈联创10086型号扬声器,有⾳沙现象9⽉10⽇收到客户退回的10011扬声器⾳沙不良6pcs制成:王⼤⼤2. 团队成员:组长:王⼩⼆(责任主管)成员:王⼤⼤(品质专员)/张三(技术⼯程师)/李四(技术⼯程师)/王五(⽣产主管)3. 原因分析:a )不良品确认… ....... .......... ...................... ......... . ........ . ....... . . ......1.9⽉10⽇收到客退⾳沙不良 6pcs ,观察外观⽆不良,如下图:2. ⽤⾳频扫描发⽣器把电压调⾄规格书要求 2.56V ,频率200-2KHZ ,⽤声腔对客退不良进⾏⾳质确认,确认⾳质⾳沙异常,如下图:3. 再将客诉不良品进⾏ BK 曲线测试,测试结果符合曲线要求,如下图:b )原因分析1. 技术员对客退不良品进⾏ X-ray 扫描分析,确认⽆不良,如下图:2. 研发⼯程师对客退进⾏拆解分析,拆去上壳,确认壳内外未不良,如下图:3. 技术员对单体拆解,稀释前盖胶,取下前盖 --〉观察膜⽚及边缘胶--〉稀释边缘胶--〉观察⾳圈及磁路, 如下图:3.1在拆解过程中,每步拆解都对部件进⾏仔细观察,确认⽆不良再进⾏下⼀步动作,技术员打开膜⽚时,发现⾳圈内侧有异物(⽤放⼤镜观测看出⾳圈内侧有异物),如图:⼩结:因⾳圈内有异物,导致⾳沙不良3.2流出原因①对产线进⾏排查发现,6S 良好②对⼈员确认,⼈员⾛动频繁,排查发现16条线其中2位套⾳圈⼈员2套膜⽚⼈员未佩带⼿指套未配戴⼿指套作业,如图:③对⼯装进⾏排查,现场⼯装都⼲净整洁,清洗记录亦⽆异常④查询OQC 检验记录,OQC ⼰录未记录检验的产品唯⼀编码,不能确认是否检验过⑤确认产线听⾳作业模式,2h 更换⼀次听⾳作业⼈员,排除疲劳作业,查看当天听⾳⼈员安排状况:有安排新⼈进⾏听⾳作业=====〉怀疑为新⼈不熟悉听⾳导致漏检⼩结:线上作业⼈员不按规范作业,⼈员⾛动频繁,导致异物落在⾳圈内,导致⾳沙,听⾳新⼈上线,导致⼚内漏检分析⼈:李四/张三4. 短期对策:对库存内该新⼈上线期间的产品进⾏下线听⾳作业,⾛返⼯流程5. 长期对策:客户名称不良数量风险批量编制1.问题描述:TCL 王⼤⼤审核产品型号投诉⽇期回复⽇期 2016-9-9 2016-9-10 张三/李四/王五精品⽂档交流。