公差与配合及电动机常用配合
- 格式:ppt
- 大小:2.29 MB
- 文档页数:27
机械制造中公差与配合的选用一、基准制的选择1、基孔制:中等尺寸精度较高的孔的加工和检验,常采用钻头、铰刀、量规等定值刀具和量具,孔的公差带位置固定,可减少刀具、量具的规格,有利于生产和降低成本。
故一般情况下应优先选用基孔制。
2、基轴制:在下列情况下采用基轴制较为经济合理:⑴ 采用冷拨光轴,一般IT8级左右已满足农业机械、纺织机械中某些轴类零件的精度要求,光轴可不再进行加工,因此采用基轴制减少加工较为经济合理,对于细小直径的轴尤为明显。
⑵ 与标准件配合时,基准制的选择要依据标准件而定,如滚动轴承外圈与壳体孔的配合应采用基轴制。
⑶ 基些结构上的需要,要求采用基轴制,如图示,柴油机活塞销同时与连孔和支承孔相配合,连杆要转动,故采用间隙配合,而与支承孔配合可紧些,采用过渡配合.如采用基孔制,则如图示,活塞销需做成中间小、两头大形状,这不仅对加工不利,同时装配也有困难,易拉毛连杆孔。
改用基轴制如图示,活塞销可尺寸不变,而连杆孔、支承孔分别按不同要求加工,较为经济合理且便于安装。
⑷ 任意孔、轴公差带组成的配合:如原需采用Φ50 G7/h6(+0.034/+0.009)/(0/-0.016),为间隙配合,Xmax=ES-ei=+0.050, Xmin=EI-es=+0.009。
现无法实现,则可改选Φ50 F7/k6(+0.050/+0.025)/(+0.018/+0.002), Xmax=+0.048, Xmin=+0.007,使保持近似的配合。
二、公差等级的选择选择公差等级应在满足机器使用要求的前提下,尽量选用低的公差等级。
但如工艺条件许可,成本增加不多的情况下,也可适当提高公差等级,来保证机器的可靠性、延长使用寿命、提供一定精度储备,以取得更好的经济效益。
⑴ 用于量块、量规的公差等级IT01-IT1主要用于高精度量块的公差和其他精密标准块的公差,它们大致相当于量块1-3级精度。
IT1-IT7用于检查IT5-IT6级工件的量规的尺寸公差。

附二《互换性与技术测量》习题集第一章 圆柱公差与配合一.是非题:1.图样标注0021.020-φ的轴,加工得愈靠近基本尺寸就愈精确(×)2.实际尺寸是客观存在的尺寸,且没有测量误差(×)3.给出基本尺寸和公差等级,就可以确定标准公差值(∨)4.025.0040+φ就等于ф40.025(×)5.若已知ф30f7的基本偏差为-0.02mm ,则ф30F7的基本偏差一定是+0.02mm(∨)6.尺寸公差总是正值(∨)7.加工零件的实际尺寸愈靠近基本尺寸,就愈准确(×)8.标准公差的数值与公差等级有关,而与基本偏差无关(∨)9.图样给出的零件尺寸偏差的绝对值愈大,则公差等级愈低(×)10.配合公差的数值愈小,则相互配合的孔、轴公差等级愈高(∨)11.同一基本尺寸分段中,对不同的公差等级,尺寸公差值的大小不同,是由于公差单位不同所致(×)12.孔、轴配合的最大过盈为-60μm ,配合公差为40μm ,可以分析判断该配合属于过盈配合(∨)13.作用尺寸是由局部实际尺寸和形位误差综合形成的理想尺寸。
对一批零件来说,若已知给定的尺寸公差值和形位公差值,则可以分析计算出作用尺寸(×)14.基本偏差是两个极限偏差中数值较小的那个极限偏差。
(T )15.(自拟)基本偏差是两个极限偏差中绝对值较小的那个极限偏差。
(T)16.优先选用基孔制是因为孔难加工,故先按孔公差带加工孔,后按轴公差带加工轴。
(F)17.过渡配合是可能为间隙配合或可能为过盈配合的一种配合。
(F)18.电动机为标准设备,故传动件(或联轴器)与电动机轴的配合按基轴制。
(F)19.单键为标准件,故与单键配合的轴槽和轮毂槽按基轴制加工。
(T )20.矩形花键配合采用基孔配合。
(T)21.孔的实际尺寸小于轴的实际尺寸,它们装配时产生过盈,称为过盈配合。
(F)22.为满足互换性要求,设计规定的公差值越小越好。
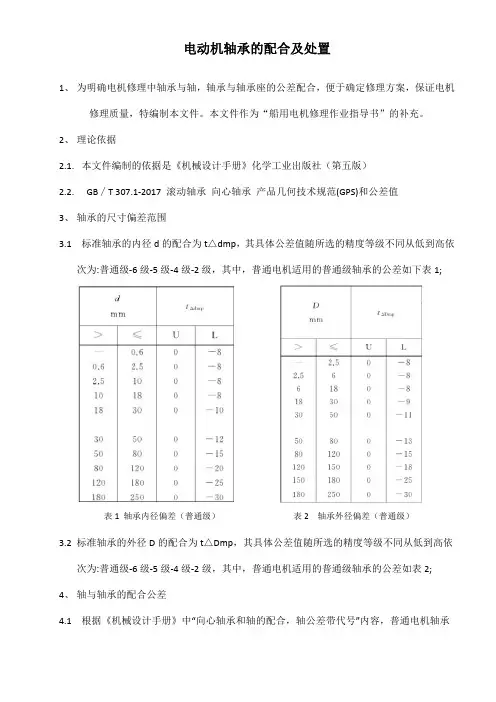
电动机轴承的配合及处置1、 为明确电机修理中轴承与轴,轴承与轴承座的公差配合,便于确定修理方案,保证电机修理质量,特编制本文件。
本文件作为“船用电机修理作业指导书”的补充。
2、 理论依据2.1. 本文件编制的依据是《机械设计手册》化学工业出版社(第五版)2.2. GB ∕T 307.1‐2017 滚动轴承 向心轴承 产品几何技术规范(GPS)和公差值3、 轴承的尺寸偏差范围3.1 标准轴承的内径d 的配合为t △dmp ,其具体公差值随所选的精度等级不同从低到高依次为:普通级‐6级‐5级‐4级‐2级,其中,普通电机适用的普通级轴承的公差如下表1;3.2 标准轴承的外径D 的配合为t △Dmp ,其具体公差值随所选的精度等级不同从低到高依次为:普通级‐6级‐5级‐4级‐2级,其中,普通电机适用的普通级轴承的公差如表2;4、 轴与轴承的配合公差4.1 根据《机械设计手册》中“向心轴承和轴的配合,轴公差带代号”内容,普通电机轴承与轴的配合,轴径尺寸在18‐100mm 时公差带为k5,轴径尺寸在100‐140mm 时公差带为m5,具体偏差尺寸范围见下表3;5、 轴承座与轴承的配合公差5.1 根据“向心轴承和外壳孔的配合,孔公差带代号”内容,普通电机轴承在“轻、正常和重”三种载荷状态下与外壳孔的配合均优先选择H7,具体偏差尺寸范围见表4;6、 电机轴和轴承座尺寸超差时的处置方法6.1 当电机轴尺寸超差时,一般采用喷涂或堆焊后光车的方法恢复尺寸,加工尺寸参照表3,加工时轴承档外圆与相邻轴肩的同轴度误差不大于0.02mm ,加工部位的表面粗糙度值Ra ≤1.6μm ;6.2 当电机端盖轴承孔尺寸超差时,在船方没有端盖备件的情况下,一般采用喷涂或镶套的方法恢复尺寸;6.3 高速电机(指转速大于2800rpm )端盖轴承孔镶套工艺应谨慎选择,因为无论怎样加工,镶套都会破坏端盖原有的中心线而产生误差,进而会引起电机发热等故障;6.4当端盖采用喷涂恢复尺寸时,应注意防止端盖热变形,而且喷涂层不应有裂纹,气孔、剥壳等缺陷;6.5端盖采用镶套恢复尺寸时,应尽量采用与端盖同材质的材料加工薄壁套,薄壁套的单边厚度一般取3‐4mm(具体视轴承座孔与端盖螺丝孔的边距而定),套的外圆距离螺栓孔边缘应大于1.5mm;电机端盖应采用两次上车加工的方法,第一次车出与套的外圆配合的孔,,紧配镶入套及装好防转螺钉后,再上车床精车轴承孔;6.6高速电机(指转速大于2800rpm)和大功率电机(此处指轴承外径大干200mm的电机)的轴承孔采用镶套工艺时,薄壁套材料要求一定要与端盖同材质;6.7用于加工端盖进行轴承镶套的加工设备误差不应大于0.02mm;6.8端盖轴承孔加工时应以端盖的外缘定位台阶的圆为基准进行座孔圆心找正,同心度误差应不大于0.02mm,同时平面跳动量应不大于0.02mm,孔的表面粗粮度Ra≤3.2μm(见图1);6.9电机端盖镶套的过程中刀具不应触碰端盖的轴承孔端面及定位台阶端面,否则容易引起电机调试时故障;6.10如电机端盖轴承孔测量尺寸超过标准偏差在0.01mm以内,且轴承孔没有走外圆的痕迹,建议对该端盖轴承孔不做处理。
22.基孔制配合为H11/c11或基轴制基孔制配合为C11/h11时,优先配合特性是什么?答:间隙很大,用于很松的、转动很慢的动配合;要求大公差与大间隙的外露组件;要求装配方便的很松的配合。
相当于旧国标的D6/dd6。
23.基孔制配合为H9/d9或基轴制基孔制配合为D9/h9时,优先配合特性是什么? 答:间隙很大的自由转动配合,用于精度非主要要求时,或有大的温度变动、高转速或大的轴颈压力时。
相当于旧国标D4/de4。
24.基孔制配合为H8/f7或基轴制基孔制配合为F8/h7时,优先配合特性是什么? 答:间隙不大的转动配合,用于中等转速与中等轴颈压力的精确转动;也用于装配较易的中等定位配合。
相当于旧国标D/dc。
25.基孔制配合为H7/g6或基轴制基孔制配合为G7/h6时,优先配合特性是什么? 答:间隙很小的滑动配合,用于不希望自由转动、但可自由移动和滑动并要求精密定位时,也可用于要求明确的定位配合。
相当于旧国标D/db。
26.基孔制配合为H7/h6; H8/h7;H9/h9; H11/h11或基轴制基孔制配合为H7/h6; H8/h7; H9/h9; H11/h11时,优先配合特性是什么?答:均为间隙定位配合,零件可自由装拆,而工作时一般相对静止不动。
在最大实体条件下的间隙为零,在最小实体条件下的间隙由公差等级决定。
H7/h6相当于旧国标D/d;H8/h7相当于旧国标D3/d3;H9/h9相当于旧国标D4/d4;H11/h11相当于旧国标D6/d6。
27.基孔制配合为H7/h6或基轴制基孔制配合为K7/h6时,优先配合特性是什么? 答:过渡配合,用于精密定位。
相当于旧国标D/gc。
28.基孔制配合为H7/n6或基轴制基孔制配合为N7/h6时,优先配合特性是什么? 答:过渡配合,允许有较大过盈的更精密定位。
相当于旧国标D/ga。
29.基孔制配合为H7/p6或基轴制基孔制配合为P7/h6时,优先配合特性是什么? 答:过盈定位配合,即小过盈配合,用于定位精度特别重要时,能以最好的定位精度达到部件的刚性及对中性要求,而对内孔随压力无特殊要求,不依靠配合的紧固性传递摩擦负荷。
机械制造中公差与配合的选用经验法:通过平时实践掌握各种配合特点和通过类比法确定基本偏差,经验法是最常用的方法。
① 间隙配合偏差的选择间隙配合共有A-H(a-h)十一种,其基本偏差的绝对值即等于最小间隙,故可根据要求的最小间隙选择基本偏差代号。
间隙配合中的间隙用于贮存润滑油,形成一层油膜,以保证液体摩擦,还用来补偿温度变形、安装误差及弹性变形等所引起的误差。
间隙配合在生产中应用广泛,不仅用于运动副,加键销等坚固件后也可用于传递力矩。
基本偏差A-C(a-c)为特大间隙配合,用于不重要的配合或高温及工作条件较差处的配合。
基本偏差D(d)、E(e)为较大间隙配合,适用于IT6-IT11级。
基本偏差F(f)为最常用的一种间隙配合,适用于IT5-IT9级,常用于齿轮箱、泵、小电动机中的滑动轴承配合。
基本偏差G(g)为较小间隙的配合,适用于IT5-IT7级,用于精密机构转速较低的滑动配合。
基本偏差H(h)最小间隙为零,IT1-IT12都可采用,常用于有低速滑动的配合,或用于要求精确定心的、便于拆卸的静联接的配合处。
② 过渡配合的基本偏差选择过渡配合有Js-N(js-n)四种基本偏差,主要特点是定心精度高且可拆卸,也可加键销坚固件后用于传递力矩,主要根据机构受力情况、定心精度和要求装拆次数来考虑选择基本偏差,过渡配合公差等级不能太低,一般选IT5-IT8。
过渡配合的松紧程度,一般是以它们获得间隙或过盈的百分率来衡量的,在批量生产时,都采用调整法加工,孔、轴加工后的尺寸接近正态分布。
定心要求高、受冲击负荷、不常拆卸的,可选较紧的基本偏差如N(n),反之应选较松的基本偏差如Js(js)。
③ 过盈配合的基本偏差选择过盈配合共有P-ZC(p-zc)13种基本偏差,其特点上由于有过盈,装配后孔的尺寸被胀大而轴的尺寸被压小,两者产生弹性变形,在结合面上产生一定的正压力和摩擦力,借以传动力矩和坚固零件。
选择过盈配合时,如不附加键销等坚固件,则最小过盈应能保证传递所需的力矩,最大过盈应不使材料破坏,最小与最大过盈量不能相差太大,故一般过盈配合公差等级为IT5-IT7级,基本偏差根据最小过盈量及结合件的标准公差来选取。
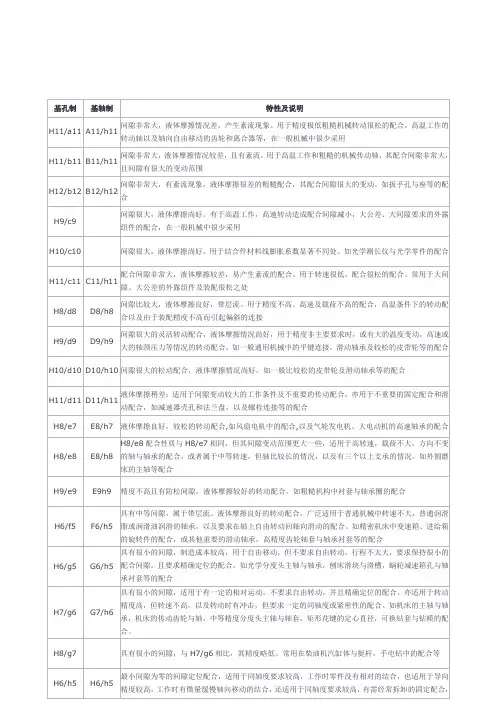
公差配合表基孔制 基轴制 特性及说明H11/a11 A11/h 11间隙非常大,液体摩擦情况差,产生紊流现象。
用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮H11/b11 B11/h 11间隙非常大,液体摩擦情况较差,且有紊流。
用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围 H12/b12 B12/h 12间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。
如扳手孔与座等的配合 H9/c9 间隙很大,液体摩擦尚好。
有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少H10/c10间隙很大,液体摩擦尚好。
用于结合件材料线膨胀系数显著不同处。
如光学测长仪与光学零件的配合 H11/c11 C11/h11 配合间隙非常大,液体摩擦较差,易产生紊流的配合。
用于转速很低,配合很松的配合。
常用于大间隙、大公差的外露组件及装配很H8/d8 D8/h8 间隙比较大,液体摩擦良好,带层流。
用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起H9/d9 D9/h9 间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合及较松的皮带轮等的配合H10/d10 D10/h 10间隙很大的松动配合,液体摩擦情况尚好。
如一般比较松的皮带轮及滑动轴承等的配合 H11/d11 D11/h 11液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘H8/e7 E8/h7 液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合H8/e8 E8/h8 H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等上支承的情况。
1.基本偏差:是用来确定公差带相对于零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带位于零线上方时,其基本偏差为下偏差;位于零线下方时,其基本偏差为上偏差。
见图1图12.配合:是指基本尺寸相同的、互相结合的孔和轴公差带之间的关系。
3基孔制?:是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成种配合的一种制度。
4.基轴制:是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
5.间隙配合:孔的公差带完全在轴的公差带之上,即具有间隙的配合(包括最小间隙等于零的配合)。
6. 过盈配合:孔的公差带完全在轴的公差带之下,即具有过盈的配合(包括最小过盈等于零的配合)。
7.过渡配合:在孔与轴的配合中,孔与轴的公差带互相交迭,任取其中一对孔和轴相配,可能具有间隙,也可能具有过盈的配合。
8.基孔制配合为H11/c11或基轴制基孔制配合为C11/h11时,优先配合特性是:间隙很大,用于很松的、转动很慢的动配合;要求大公差与大间隙的外露组件;要求装配方便的很松的配合。
相当于旧国标的D6/dd6。
9.基孔制配合为H9/d9或基轴制基孔制配合为D9/h9时,优先配合特性是:间隙很大的自由转动配合,用于精度非主要要求时,或有大的温度变动、高转速或大的轴颈压力时。
相当于旧国标D4/de4。
10.基孔制配合为H8/f7或基轴制基孔制配合为F8/h7时,优先配合特性是:间隙不大的转动配合,用于中等转速与中等轴颈压力的精确转动;也用于装配较易的中等定位配合。
相当于旧国标D/dc。
11.基孔制配合为H7/g6或基轴制基孔制配合为G7/h6时,优先配合特性是:间隙很小的滑动配合,用于不希望自由转动、但可自由移动和滑动并要求精密定位时,也可用于要求明确的定位配合。
相当于旧国标D/db。
12.基孔制配合为H7/h6; H8/h7; H9/h9; H11/h11或基轴制基孔制配合为H7/h6; H8/h7; H9/h9;H11/h11时,优先配合特性是:均为间隙定位配合,零件可自由装拆,而工作时一般相对静止不动。
H9/d9 转动灵活,间隙很大的配合,液体摩擦情况尚好。
用于温度变化大,高速或轴颈压力大的转动配合,如一般通用机械中的平键连接,柴油机活塞环与环槽宽度,空压机活塞与压杆,热工仪表中精度较低的孔与轴,滑动轴承及较松的皮带轮等的配合。
H8/f7中等间隙、液体摩擦良好的转动配合。
适用于中等转速及中等轴颈压力的一般精度的传动,也可用于易于装配的长轴或多支承的中等精度的定位配合。
如机床中轴向移动的齿轮与轴,木工机械中轴与衬套,蜗轮减速箱轴承端盖与孔,离合器活动爪与轴等的配合H7/g6间隙很小,适用于有一定的相对运动,不要求自由转动,并且精度高的定位要求的配合,也适用于转动精度高,转速不高,以及转动时有冲击,要求一定的同轴度或紧密性的配合。
如机床的主轴与轴承,机床的传动齿轮与轴,中等精度分度头主轴与轴套,矩形花键的定心直径,可换钻套与钻模板,柱塞燃油泵的轴承壳体与销轴,拖拉机连杆衬套与曲轴,压缩机十字头销轴与连杆衬套的配合。
H7/h6 间隙较小,最小间隙为零的间隙定位配合,较好的同轴度,一般多用于常拆卸,或在调整时需要移动或转动的联接处,工作时滑动慢,导向精度高。
例如,机床变速箱的滑移齿轮和轴,离合器和轴、钻床摇臂和立柱,风动工具活塞与缸体,往复运动的精确导向的压缩机连杆孔和十字头,橡胶滚筒密封轴上滚动轴承座和筒体的配合。
H8/h7 配合间隙极小,最小间隙为零的间隙配合,适用于较高导向精度,零件之间滑移速度很小的结合,当结合表面较长,形状误差较大,或者在变载荷时,为防止冲击及歪斜,通常可代替H7/h6使用。
如柱塞燃油泵的调节器壳体和定位衬套,立式电机和机座,一般电机和轴承,缝纫机大皮带轮和曲轴的配合。
H7/k6 精密定位配合,最广泛采用的一种过渡配合,得到过盈的概率为41.7~45%,当基本尺寸至3mm时,得到过盈的概率为37.5%,同轴度精度相当高,拆卸方便,用手锤轻打即可装卸,用在冲击负荷不大的地方,如扭矩和冲击较大时,应加辅助件紧固。
1.基本偏差:是用来确定公差带相对于零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带位于零线上方时,其基本偏差为下偏差;位于零线下方时,其基本偏差为上偏差。
见图1图12.配合:是指基本尺寸相同的、互相结合的孔和轴公差带之间的关系。
3基孔制?:是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成种配合的一种制度。
4.基轴制:是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
5.间隙配合:孔的公差带完全在轴的公差带之上,即具有间隙的配合(包括最小间隙等于零的配合)。
6. 过盈配合:孔的公差带完全在轴的公差带之下,即具有过盈的配合(包括最小过盈等于零的配合)。
7.过渡配合:在孔与轴的配合中,孔与轴的公差带互相交迭,任取其中一对孔和轴相配,可能具有间隙,也可能具有过盈的配合。
8.基孔制配合为H11/c11或基轴制基孔制配合为C11/h11时,优先配合特性是:间隙很大,用于很松的、转动很慢的动配合;要求大公差与大间隙的外露组件;要求装配方便的很松的配合。
相当于旧国标的D6/dd6。
9.基孔制配合为H9/d9或基轴制基孔制配合为D9/h9时,优先配合特性是:间隙很大的自由转动配合,用于精度非主要要求时,或有大的温度变动、高转速或大的轴颈压力时。
相当于旧国标D4/de4。
10.基孔制配合为H8/f7或基轴制基孔制配合为F8/h7时,优先配合特性是:间隙不大的转动配合,用于中等转速与中等轴颈压力的精确转动;也用于装配较易的中等定位配合。
相当于旧国标D/dc。
11.基孔制配合为H7/g6或基轴制基孔制配合为G7/h6时,优先配合特性是:间隙很小的滑动配合,用于不希望自由转动、但可自由移动和滑动并要求精密定位时,也可用于要求明确的定位配合。
相当于旧国标D/db。
12.基孔制配合为H7/h6; H8/h7; H9/h9; H11/h11或基轴制基孔制配合为H7/h6; H8/h7; H9/h9;H11/h11时,优先配合特性是:均为间隙定位配合,零件可自由装拆,而工作时一般相对静止不动。
优先配合的选用优先配合说明基孔制基轴制H11 C11 C11H11间隙非常大的配合,用于装配方便的、很松的、转动很慢的间隙配合;要求大公差与大间隙的外露组件。
相当于旧国标D6/dd6H9 D9 D9H9间隙很大的自由转动配合,用于精度非主要要求,或温度变动大、高速或大轴颈压力时。
相当于旧国标D4/DE4H8 F7 F8H7间隙不大的转动配合,用于速度及轴颈压力均为中等的精确转动;也用于中等精度的定位配合。
相当于旧国标D/dcH7 G6 G7H6间隙很小的转动配合,用于要求自由转动、精密定位时,相当于旧国标D/dbH7/h6 H7/h6 H7/h6 H7/h6 H7/h6H7/h6H7/h6H7/h6均为间隙定位配合,零件可以自由装拆,而工作时一般相对静止不动。
在最大实体条件下间隙为零;在最最小实体条件下间隙由公差等级决定。
H7/h6相当于D/d,H8/h7相当于D3/d3,H9/h9相当于D4/d4,H11/h11相当于D6/d6H7/k6 K7/h6 过渡配合,用于精密定位,相当于旧国际D/gcH7 N6 N7H6过渡配合,允许有较大过盈的更精密定位,相当于旧国标D/gaH7 P6 P7H6过盈定位配合,即小过盈配合,用于定位精度特别重要时,能以最好的定位精度达到部件的刚性及对中性要求,而对内孔承受压力无特殊要求,不依靠配合的紧固传递摩擦载荷。
H7/p6相当于D/ga~D/jfH7 S6 S7H6中等压入配合,用于一般钢件或薄壁件的冷缩配合。
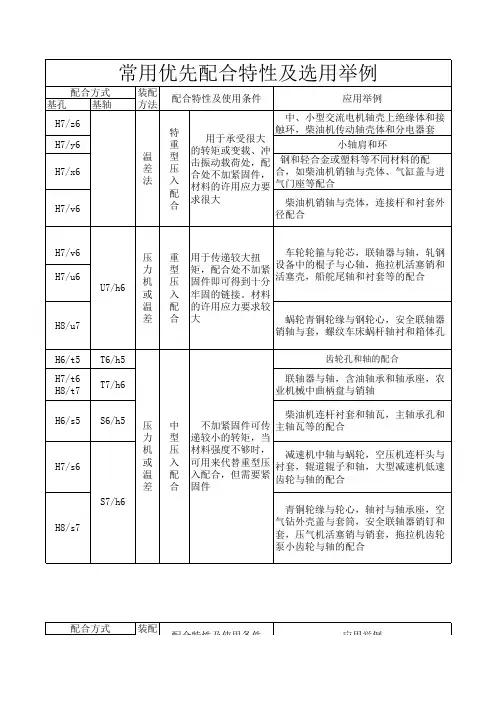
用于铸铁可得到最紧的配合,相当于旧国标D/jeH7 U6 U7H6压入配合,用于可以受高压力的零件,或不宜承受大压力的冷缩配合’.配合种类装配方法配合特性及使用条件应用实例H7Z7温差法用于传递巨大转矩或承受较大冲击载荷,配合处不用其他连接件或紧固件,零件材料的许用应力较大钢与轻合金或塑料等不同材料的配合;中小型交流电动机轴壳上绝缘体与接触环的配合H7/u6 U7/h6H8/u8 U8/h8车轮轮箍与轮心、联轴器与轴、轧钢设备中辊子与心轴、轧钢机的主传动联轴节的配合H7/6 R7/h6S7/h6压力机压入或温差法多用于传递较小转矩,传递较大转矩时,要分组选择装配才可靠,也用于承受反复载荷的薄壁轴套与孔的配合。