在线分析仪简介(刘启元)
- 格式:doc
- 大小:737.50 KB
- 文档页数:5
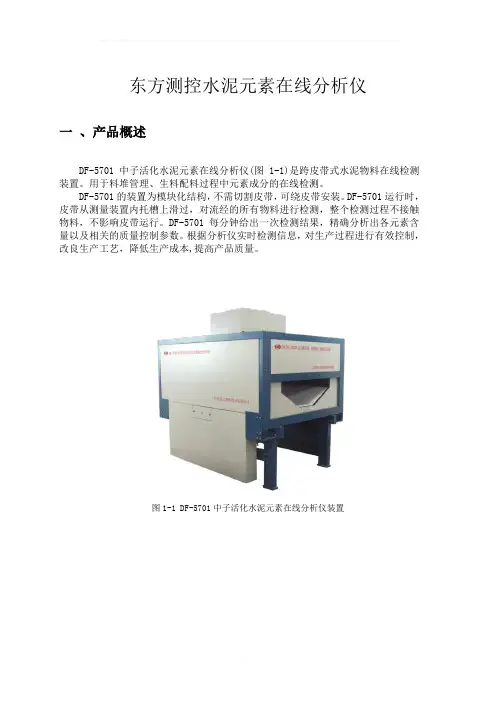
东方测控水泥元素在线分析仪一、产品概述DF-5701中子活化水泥元素在线分析仪(图1-1)是跨皮带式水泥物料在线检测装置。
用于料堆管理、生料配料过程中元素成分的在线检测。
DF-5701的装置为模块化结构,不需切割皮带,可绕皮带安装。
DF-5701运行时,皮带从测量装置内托槽上滑过,对流经的所有物料进行检测,整个检测过程不接触物料,不影响皮带运行。
DF-5701每分钟给出一次检测结果,精确分析出各元素含量以及相关的质量控制参数。
根据分析仪实时检测信息,对生产过程进行有效控制,改良生产工艺,降低生产成本,提高产品质量。
图1-1 DF-5701中子活化水泥元素在线分析仪装置二、产品结构DF-5701中子活化水泥元素在线分析仪由测量装置、中子源、探测器、信号处理柜以及主机五个部分构成。
(图2-1)图2-1 DF-5701结构图1.测量装置测量装置采用模块式框架结构。
包含支持测量过程中核相互作用的关键部件,同时对射线进行辐射防护,使装置周围剂量率达到辐射安全国家标准,保证工作人员的健康安全。
2.中子源中子源安装于测量装置的下部,位于物料皮带的正下方,内部装有一个或多个不锈钢封装的252Cf源芯。
252Cf的半衰期为2.6年,放射性活度随着持续发射中子减小,约二年半时间,需补充新的中子源芯达到初始源强度。
3.探测器探测器安装于测量装置的上部,位于物料皮带的正上方,用于接收物料被中子作用后发出的射线。
探测器外包有射线抑制体和恒温部件。
其中,射线抑制体用于抑制干扰射线,并由恒温部件对探测器进行恒温。
4.信号处理柜信号处理柜内有探测器外围部件,电子信号处理部件和温度控制部件。
探测器外围部件为探测器运行提供高、低压电源。
电子信号处理部件的主要功能是将来自探测器的模拟信号,通过ADC转换为数字信号。
温度控制部件用于控制探测器温度和柜内温度。
信号处理柜可以安装在墙上或支架上,与探测器相连接的电缆线长度标准为25米。
5.主机主机由硬件和软件组成,主要采集来自电子信号处理单元的数字信号,并对这些数字信号进行解析,计算出元素成分含量及相关的质量控制参数,指导和控制水泥生产。
在线中子活化煤质分析仪在煤矿的应用时间:2009-5-11来源:中国煤炭网在线煤质分析仪应用于煤炭业已有20多年的历史,其稳定的销量足以证明其价值。
在线分析仪通过提供实时信息为煤厂各煤种的质量控制和生产管理提供了极大的帮助,如果依赖化验室,这些数据只能在采样后的数小时甚至数天后才能得到。
近年来,随着经济下滑,生产优化和料堆控制变得尤为重要。
煤炭业的持续下滑导致该行业重新关注煤炭质量管理,从而提高客户满意度最终增加煤炭销量。
同时也提高矿区资源的有效利用,使原先认为煤质不达标的资源可以有选择地开采。
为达到上述目的,煤炭生产商和煤炭用户开始寻找更为经济且仍然高精度煤质分析仪。
随着人们对环境的日益关注,特别是对硫释放的关注导致法律对污染控制更加严格。
新近设计的皮带在线中子活化煤质分析仪(PGN AA)恰好可以满足上述要求。
1在线煤质分析技术与设备1.1双能量伽玛传输技术(DUET)DUET仪器|仪表自20世纪80年代早期上市以来,已成为在线煤质监测设备家族中的重要一员。
该设备价格相对低廉,安装便捷,可以直接在皮带上进行在线煤质分析,只要是分析固定煤种,DUET分析仪测定煤质灰分就可以达到相当的精度。
它利用两个γ射线源贯穿煤层而测量灰分。
对给定的煤种,该设备的测定精度为:一个标准偏差下0.5%~1%。
该设备的主要缺点是其标定与煤种有关,特别是在灰中的铁和钙元素变动很大的情况下。
该设备的用途包括:监测运送到选煤厂的原煤;监测洗净的精煤;给选煤厂提供反馈信息;通过混煤优化资源利用,使之达到一定的质量目标;监测送往用户的煤质是否达到合同要求的质量。
1.2自然伽玛射线技术另一种广泛使用的简单的分析仪能够测定煤中的自然放射性大小,并将其与灰分联系起来。
这种煤质分析仪不需要放射源,对影响DUET系统的铁和钙元素的变化不敏感。
然而,作为一种“被动”的系统,该分析仪的精度大约只为1%~2%,其理想应用是测量厚煤层的灰分,例如原煤输送机或选煤厂入料输送机上的煤质,在煤层很厚时,这仍然是测定灰分的唯一技术。
CODet-5000-CODcr型CODcr在线分析仪一、系统简介:CODet-5000水质分析仪是一种新型的用于测量污水化学需氧量的全自动在线分析仪,CODet-5000采用最新的光电计量、高温高压消解、消解比色一体化等技术,具有测量准确、检出限低、可靠性高、适应性强等特点。
它符合国家环保局发布的铬法测试标准,获得了国家相关部门的计量证书。
仪器所使用的试剂均可按国家相关标准自行配置CODet-5000可广泛应用于污染源水监测/工业生产过程用水/工业和市政污水处理等各个领域。
二、分析原理:依据: 国标GB11914-1989 水质化学需氧量测定,重铬酸钾法环境保护行业标准HJ/T 377-2007 化学需氧量(CODcr)水质在线自动监测仪技术要求在水样中加入定量的重铬酸钾,并在强酸条件下以银盐为催化剂,经过高温消解,水样中的耗氧有机物和还原物质将Cr6+还原为Cr3+,通过光电比色,测得Cr6+的减少量,将样品测得的值和标准样测得的校正曲线进行比较,即可求的样品中的COD值。
三、结构尺寸:四、技术参数:1、测量方法:国标GB11914-89水质化学需氧量-重铬酸钾法2、不确定度:精确性>100mg/L时,<测量值的10%;<100mg/L时,<6mg/L重复性>100mg/L时,<测量值的5%;<100mg/L时,<5mg/L3、测量量程:0-1000-5000mg/L,其他量程可定制4、消解时间:3、5、20、30、40、60、80、100或120min可选5、测量间隔:连续、1、2、3...24小时,也可以通过串口触发6、零点漂移:±5mg/L7、量程漂移:±10%8、试剂用量:24个样/天,每套试剂可使用1个月9、对外接口:模拟量输出:2路4-20mA输出,最大负载500欧姆模拟量输入:4路4-20mA模拟量输入(兼容0-5V输入)继电器输出:4路,可灵活配置通讯接口:RS485/RS232/USB接口10、维护工作量:<1个小时/月11、工作温度:5-40℃12、功耗:200W(220VAC 50Hz),不考虑抽水泵五、系统特点:1、光电非接触式计量,计量精度高、运行可靠性高2、单次做样液体总量<9ml,费用约为0.5元人民币/次,运维成本低3、一体化消解/比色模块(专利技术),高温(170ºC)、高压密闭消解后直接测量,结构小巧,消解完全、效率高4、采用高分辨率工业级彩色触控屏,操作方便、信息量丰富。
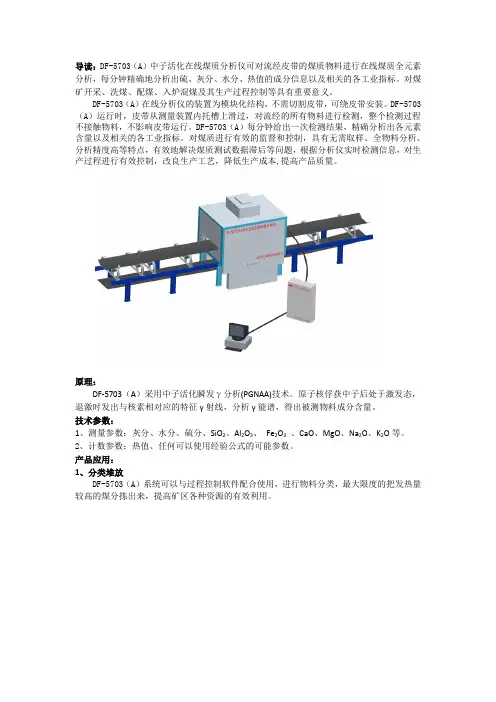
导读:DF-5703(A)中子活化在线煤质分析仪可对流经皮带的煤质物料进行在线煤质全元素分析,每分钟精确地分析出硫、灰分、水分、热值的成分信息以及相关的各工业指标。
对煤矿开采、洗煤、配煤、入炉混煤及其生产过程控制等具有重要意义。
DF-5703(A)在线分析仪的装置为模块化结构,不需切割皮带,可绕皮带安装。
DF-5703(A)运行时,皮带从测量装置内托槽上滑过,对流经的所有物料进行检测,整个检测过程不接触物料,不影响皮带运行。
DF-5703(A)每分钟给出一次检测结果,精确分析出各元素含量以及相关的各工业指标。
对煤质进行有效的监督和控制,具有无需取样、全物料分析、分析精度高等特点,有效地解决煤质测试数据滞后等问题,根据分析仪实时检测信息,对生产过程进行有效控制,改良生产工艺,降低生产成本,提高产品质量。
原理:DF-5703(A)采用中子活化瞬发γ分析(PGNAA)技术。
原子核俘获中子后处于激发态,退激时发出与核素相对应的特征γ射线,分析γ能谱,得出被测物料成分含量。
技术参数:1、测量参数:灰分、水分、硫分、SiO2、Al2O3、Fe2O3、CaO、MgO、Na2O、K2O等。
2、计数参数:热值、任何可以使用经验公式的可能参数。
产品应用:1、分类堆放DF-5703(A)系统可以与过程控制软件配合使用,进行物料分类,最大限度的把发热量较高的煤分拣出来,提高矿区各种资源的有效利用。
DF-5703(A)分类堆放应用2、配煤DF-5703(A)与自动配料软件结合使用,可为煤矿、选煤厂、电厂等工业企业进行煤质物料配料过程控制。
称重秤、分析仪将当前检测结果送入配料软件,配料软件根据用户质量控制参数(热值,硫分,灰分)目标值,控制各原料给料机给料量,使配料满足质量控制要求。
配料软件也可以采用手动模式,通过对讲系统调度各煤源给料量,进行指导配煤。
DF-5703(A)配煤应用。
浅析在线分析仪表的特点及实际应用作者:饶嘉骐来源:《科技创新导报》2017年第06期摘要:由于石油化工生产企业在生产过程中,燃料等物质燃烧时会与生产原材料产生液体或气体形式的介质,而该公司则需要根据对介质的取样、处理等对其进行分析,通过分析结果来对生产过程及步骤的准确性进行分析,而此时则需要利用在线分析仪表来完成其步骤,保证生产过程的顺利进行。
因此,该文对在线分析仪表的构成进行分析,以此为基础阐述了常用的在线分析仪表的使用分类以及样品处理系统,并对其特点及实际应用展开探讨,以期为其他公司提供参考依据。
关键词:在线分析仪表构成特点实际应用中图分类号:TQ056 文献标识码:A 文章编号:1674-098X(2017)02(c)-0047-02我国科技、经济水平不断提升,而第二产业受到其推动不断发展,并使其生产水平得到提高。
但由于在工业生产过程中,难免会产生介质,对其生产质量及效率产生影响,因此,需要利用在线分析仪表对其进行分析与处理,进一步提高石油化工企业生产活动的效益,以确保促进我国石油化工业发展。
而随着我国社会水平的进步与提升,各个石油工业企业对在线分析仪表的种类、精准度等方面的需求越来越高,因此,我们应对在线分析仪表的构成与特点等进行详细分析。
1 在线分析仪表的构成在线分析仪表由工艺管线、预处理系统、公用系统、分析仪表及控制系统等共同够构成,对生产过程中的样品进行检测,如图1所示[1]。
在整个过程中,公用系统为其他系统及处理过程提供冷却、电源等功能,而样品分析仪表能够通过对样品分析及处理后生成数据及信号,并传输到控制系统中,而相关人员则需要对控制系统中的数据进行分析与判断,并根据结果针对其具体生产工艺状况进行相关调整。
2 常用在线分析仪表的使用分类首先,通常情况下,石油化工企业会使用气相色谱分析仪表来对生产过程中产生的物质进行检测。
例如:火电厂、石油工厂等在生产过程中会产生水煤气、合成气等介质气体,而在具体生产过程中则需要利用气相色谱分析仪对其进行检测,如该气体符合生产规格,则能够将生产介质放入到下一环节中继续运作,如不符合标准则需要立即进行调整[2];其次,在对石油化工企业生产过程中产生的介质气体含量进行检测时,能够使用磁氧分析仪以及红外气体分析仪等,进一步保证生产运行过程的稳定;最后,在对热点与脱盐水系统进行检测时可以利用pH计以及酸碱浓度计等,而在处理污水时也可利用pH计进行检测,确保能够保护周边环境。
83矿产资源M ineral resources在线X 荧光分析仪在铜镍矿选厂的应用樊晓鹏,孟航晔,湛金(青海黄河矿业有限责任公司,格尔木市 816000)摘 要:在线X荧光分析仪是选矿生产过程中关键的自动化检测装置,可直接对矿浆分析,快速给出分析结果,并在铜矿、铅锌矿、钼矿、铁矿等领域都得到了广泛应用。
因各种因素影响,在铜、镍矿领域检测精度不稳定,有时偏差较大。
如何解决铜、镍矿浮选环境对在线检测精度的影响将成为今后研究的重点方向。
关键词:在线X荧光分析仪;铜、镍矿;矿浆黏度;检测精度中图分类号:P618.82 文献标识码:A 文章编号:1002-5065(2020)22-0083-2Application of on line X-ray fluorescence analyzer in copper nickel ore dressing plantFAN Xiao-peng, MENG Hang-yi, ZHAN jin(Qinghai Yellow River Mining Co., Ltd., Golmud 816000)Abstract: The on-line XRF is the key automatic detection device in the mineral processing production process, which can directly analyze the ore pulp and give the analysis result quickly, and its has been widely used in the fields of copper ore, lead-zinc ore, molybdenum ore, iron ore and so on. Because of the influence of various factors, the detection accuracy is unstable in the copper-nickel ore field, and sometimes the deviation is large. How to solve the influence of copper-nickel ore flotation environment to on-line detection accuracy will become the key direction of future research.Keywords: The on-line XRF;copper-nickel ore;Pulp viscosity;Detection accuracy收稿日期:2020-11作者简介:樊晓鹏,1979年生,硕士研究生,中级选矿工程师,主要从事有色金属和黑色金属选矿工艺研究工作。
基于 DSP 的磨削表面粗糙度在线检测系统开发∗刘奇元;于德介;王翠亭;李星【摘要】为了解决磨削工件在线粗糙度等级识别速度慢和准确性不高的问题,开发了基于 DSP 的工件表面粗糙度在线检测系统.该系统基于光散射原理,通过工业相机采集光散射图像,运用 DSP 芯片对采集到的图像进行图像预处理以及特征参数的提取;最后利用建立的多分类支持向量机模型,对不同表面粗糙度等级的图像进行分类.实验结果表明,在该硬件平台上整个识别过程耗时约0.5 s,识别率可达96%以上,说明该系统可有效识别工件表面粗糙度等级,有效实现工件表面粗糙度的在线检测.%In order to solve the problems about slow speed and low accuracy on the online roughness recognition of the grinding workpiece,an online measurement system for surface roughness was developed based on DSP.In this system,the surface scattered images based on the light scattering principle were captured by an industrial camera,then these images were preprocessed and their feature parameters were extracted by the DSP chip.Finally,these images with different surface roughness were classified by the multi-class support vector machine model.Experimental results show that it takes about 0.5 s for the en-tire identification process and the recognition rate can be up to 96% or more on this hardware platform,so this designed system can effectively identify the level of the surface roughness and realize the online testing of surface roughness.【期刊名称】《湖南大学学报(自然科学版)》【年(卷),期】2015(000)008【总页数】7页(P1-7)【关键词】DSP;表面粗糙度;在线检测;支持向量机;多分类【作者】刘奇元;于德介;王翠亭;李星【作者单位】湖南大学汽车车身先进设计制造国家重点实验室,湖南长沙410082; 湖南文理学院机械工程学院,湖南常德 415000;湖南大学汽车车身先进设计制造国家重点实验室,湖南长沙 410082;湖南大学汽车车身先进设计制造国家重点实验室,湖南长沙 410082;湖南大学汽车车身先进设计制造国家重点实验室,湖南长沙 410082【正文语种】中文【中图分类】TG84;TP274.5表面粗糙度是评定工件表面质量的一个重要指标,影响工件的寿命和使用性能.随着机械加工自动化程度的提高,很多零件由抽检改为必检,对表面粗糙度在线测量提出了越来越高的要求,因此生产过程中实时检测表面粗糙度越来越受到重视.传统触针法要保证测量力大小的控制,既要保证测头与表面始终接触,又不能因此划伤工件表面和磨损测头[1].光学法因其具有高灵敏度、非接触测量等优点,近年来得到了迅速的发展,其中使用最为广泛的是基于光散射原理的测量方法[2].机器视觉技术的飞速发展,为粗糙度检测提供了一个新思路.在表面粗糙度检测的应用领域里,机器视觉技术得到了广泛的应用[3,4,5].基于光学散射原理测量表面粗糙度的研究方法较多.Brodmann等提出了光学散射特征值来表征被测物体表面上反射光和散射光的离散程度[6].Wang等使用该参数,采用远心光路,研制了表面粗糙度测量仪器[7].冯利等利用散射特征值,设计了光盘表面粗糙度在线检测系统[8].但这种方法的测量装置比较复杂,必须保证光电二极管阵列位于同一平面,而且计算时仅使用了一条线上的光电信息.郭瑞鹏[9]、王海涛[10]、孙林[11]等针对磨削加工表面分别建立了不同的神经网络模型和最小二乘支持向量机模型来预测表面粗糙度.然而,他们所建立的系统是基于PC开发的,不利于车间现场使用,且难以满足实时性要求.DSP(Digital Signal Processor,数字信号处理器)是一种专门进行数字信号处理运算的微处理器,它内部采用程序和数据分开的哈佛结构,具有通用计算机没有的硬件乘法器,广泛采用流水线操作,可以用来快速实现各种数字信号处理算法,其处理速度比最快的CPU还快10~50倍.DSP的运算速度和运算精度都在不断提高,片内的存储容量在不断增大,数据处理能力以及与外部设备的通信功能在不断增强,目前已可以开发出完全独立于PC的基于DSP的处理系统[12,13].本文将光散射原理与机器视觉相结合,以DSP系统为平台,开发了一套表面粗糙度在线检测系统.以光散射为原理的表面粗糙度测量方法是以一定大小直径的光斑投射到试件表面,由于试件表面的微观形貌不同,使得对光衍射和干涉因子进行调制,从而使反射光在空间半平面上形成中心反射光斑和两翼散射光带,如图1所示.若试件表面比较光滑,反射光斑的光能比较强,散射光带比较窄;反之,若试件表面比较粗糙,反射光斑的光能比较弱,散射光带则比较宽.光带光能的变化与物体表面粗糙度的关系如图2所示.因此,根据光带光能的分布可检测试件表面粗糙度.表面粗糙度等级分类是将表面粗糙度划分为多个区间,每个区间为一个等级,利用表面粗糙度样块对支持向量机模型进行训练,得到支持向量机分类模型,以预测出未知表面粗糙样块的等级.这种方法虽不能给出具体的粗糙度值,但能给出粗糙度所在的等级区间.在实际加工过程中,往往要求工件的表面粗糙度处于某个等级区间,因此,对于工程应用,这种方法具有很大意义.为此,最终选择基于支持向量机的分类方法实现粗糙度的测量.2.1 系统总体框架基于DSP的工件表面粗糙度在线检测系统总体框图如图3所示,该系统由光学测量模块,图像采集模块,数据处理模块以及数据显示模块组成.光学测量系统得到的光散射图像由工业相机采集,输入到数据处理模块即DSP系统,在DSP系统中实现相关算法.最后通过串口通信将得到的粗糙度等级发送到液晶显示屏.2.2 测量光路测量光路如图4所示,选择波长632.8 nm,输出功率为3mW的氦氖激光器作为光源,发出直径为0.6 mm的准直高斯光束,光束通过45°分光镜垂直入射到工件表面,产生的反射和散射光束再通过分光镜在毛玻璃屏上成像.工业相机将毛玻璃屏上的图像实时拍摄下来,从工件表面反射出来的散射光会因工件表面形貌不同而呈现出不同的亮度和分布.2.3 DSP嵌入式处理系统设计2.3.1 DSP系统硬件模块设计DSP具有高速的数据运算能力,在实时磨削加工过程中,数据处理量大.为满足实时处理需要,采用DSP系统进行数据处理,DSP系统的硬件原理框图如图5所示.摄像机选用100万像素工业相机,FIFO(First-In First-Out,先进先出)存储器的作用是完成图像的缓存,避免低速的摄像机和高速的DSP进行直接数据交换,SDRAM(Synchronous Dynamic Random Access Memory,同步动态随机存储器)是一种速度较快的外存,容量是64 M字节,DSP计算时使用到的空间就分配在SDRAM上,Flash用于烧录程序,容量为1 M字节,用户将程序固化在Flash中,系统上电后从Flash中加载程序并启动,USB芯片使DSP可以与PC 通讯,并且实现图像的高速传输.2.3.2 DSP系统的软件模块设计为了搭建一个能实现功能的独立完整的系统,首先要在此硬件平台上设计一个主程序框架,以便实现各种算法.系统的程序主要包括以下几个部分:系统引导部分,DSP初始化程序,Flash读写程序,EDMA(Enhanced Direct Memory Access,增强型直接内存存取)数据传输设置,中断设置,串口通信模块设置等.系统断电时,程序和数据都存在片外的Flash里.上电复位后,将程序从Flash加载至片内存储器,运行程序,完成系统初始化,包括芯片初始化、外围硬件配置,为图像输入和处理做准备.初始化完成后,图像采集开始,在DSP的时序控制下,图像数据从摄像机进入FIFO,由DSP的控制器EDMA搬运到SDRAM,DSP可通过各种处理算法对在SDRAM的图像进行处理.每幅图像处理完成后,提取的结果可由串口通信模块输出到显示屏,PC机还可以通过USB获得SDRAM中的原始图像和处理后的图像.由于系统需要实现在线检测,算法应该简单.本文首先对工业相机采集到的光散射图像进行预处理,然后对图像进行特征提取,获得图像的关键特征参数后,将其输入训练好的多分类支持向量机模型,从而实现粗糙度等级分类.3.1 图像预处理由于输入转换器件以及周围环境的影响,采集到的图像中常常存在各种噪声和失真,去噪通常是由滤波来完成的,本文选择中值滤波来实现.另外,由于工件位置的变化,散射光带的主方向会存在一定的倾斜,本文通过旋转将主方向调整到水平位置.3.2 特征参数提取为了方便描述,引用数学中对椭圆长短轴的定义来定义狭长散射光带的长短轴,散射光带主方向为长轴,与其垂直的方向为短轴,根据图像灰度分布的方差、均方根等统计参数,得到如下与表面粗糙度相关的特征参数1) 光学散射特征值Sn及标准差Std光学散射特征值Sn及标准差Std描述被测表面反射散射光的离散程度.光学散射特征值Sn的计算公式如式(1):式中:Ii为该方向上第i个像素的灰度值;n为图像某一方向上像素数目;Pi为第i个像素处归一化的灰度值为该方向上灰度数值的平均值;k为比例系数,与光学采集系统有关.标准差Std的计算公式如式(2):式中:N是图像像素数;Xi是灰度级;Fi是灰度级等于Xi的像素的个数是灰度平均值. 提取沿长轴一行、短轴一行、长轴平均列、短轴平均行四个方向分布的像素,根据公式(1),得到四个方向的光学散射特征值参数Sr,Sc,Sa和Sp.根据Sr,Sc,Sa和Sp的计算方法,按照式(2),分别求得参数Stdr,Stdc,Stda和Stdp.考虑到整幅图像的属性,求得整幅图像的的标准差SD.2) 灰度分布的均方根RMS3) 光学参数R1,R2R1为图像灰度分布的标准差SD与分布均方根RMS之比;R2为图像分布的标准差与灰度平均值之比,如式(4):R1=SD/RMS,4) 标准光学参数SSTD与修正的光学参数SMOD式中:xi是灰度矩阵在x轴上的坐标,yi是灰度矩阵在y轴上的坐标是灰度矩阵的质心在x轴上的坐标是灰度矩阵的质心在y轴上的坐标;是像素点在处的灰度值;It是灰度矩阵中所有像素灰度值的和.上述14个特征参数如表1所示,它们都能不同程度地反映粗糙度的变化情况,都可以作为支持向量机的输入.然而实际应用中,为了增加分类准确率,要对这些参数进行选择.选择的标准是:在同一加工条件下,特征参数要随着粗糙度呈单调性3.3 多分类器的建立最初的支持向量机算法是针对二分类问题提出的,实际应用中,分类问题通常会多于两种样本.解多分类问题的思路通常是将其转化为二分类问题.常用的方法有两种:“一对一”和“一对多”.“一对多”方法是依次用一个SVM二分类器将每一类与剩下所有类别区分开来,得到1个分类函数.分类时将未知样本划分为具有最大分类函数值的那一类.对于n类问题要建n个二分类器.“一对一”方法是对n类中的每两类构造一个子分类器,需要构造n(n-1)/2个分类器,每个分类器都对其类别进行判断,并对所属的类别投上一票,得票最多的类别即为所属的类别.本文选择“一对一”的方法建立分类器对粗糙度等级进行识别.3.4 粗糙度等级分类在本文设计的系统中,首先对采集到的光散射图像进行预处理以及特征值提取,并以此作为支持向量机的输入,利用建立好的多分类器对其进行分类,得到粗糙度等级.整个系统的软件设计流程如图6所示.本文将支持向量机的软件实现和硬件实现两种方式结合起来.采用离线训练的方式,在Matlab平台中对模型进行训练得到分类机模型,最终得到的模型是一个包含了支持向量和相应系数的结构体数据;最终的决策函数可由支持向量和相应的系数唯一确定;然后将所得的模型移植入DSP系统中,通过最终获得的决策函数实现表面粗糙度的等级分类.4.1 样本集建立实验平台如图7所示.实验中,分别选取研磨阶段粗糙度数值Ra(表面轮廓算术平均偏差)为0.012μm,0.025 μm,0.05 μm,0.1 μm和平磨阶段粗糙度数值Ra为0.1 μm,0.2 μm,0.4 μm,0.8 μm的磨削粗糙度标准样块作为研究对象,采集到的图像如图8所示.从图中可以看出,表面散射光呈现以反射光斑为中心的散射光带分布,狭长散射光带的几何中心最为明亮,并在狭长延伸及其垂直方向上呈现轴对称.构造支持向量分类模型训练样本集{Xi,Yi},输入Xi为多维向量,由我们最终选取的特征参数构成,输出Yi为对应的粗糙度等级.在实验条件允许的范围内,尽量增加输入样本的个数,可以提高模型的稳定性.由于粗糙度样块数量有限,我们采用每组样块多次采样的方法,将得到的多组图像数据作为样本集合.本次实验共测得800幅图像,每一等级取样本50幅,其中400幅用于模型训练,其余400幅作为测试样本,测试算法的准确性.经过图像预处理以及特征参数提取后,得到特征参数随粗糙度变化的情况如表2和表3所示.在14个参数中,除了Sc在研磨阶段不呈现单调性外,其余参数在不同的加工方式下均随着粗糙度呈现单调性变化.而参数SSTD的分辨率不高,也不适合作为输入参数.因此,我们可以选取除Sc,SSTD外的12个参数作为支持向量机的输入特征参数.考虑到输入参数之间有不同的物理意义及不同的量纲,为了使这些输入参数在训练时有着同样的重要性,需要对数据做归一化处理.实验中,训练数据被归一化到[-1, +1]区间内.4.2 模型训练模型的训练是在Matlab平台中实现的,对上面所建立的样本进行训练,最终建立粗糙度的多分类模型.训练过程中核函数选择径向基核函数.4.3 粗糙度等级分类粗糙度的预测是在DSP系统中进行的,将Matlab平台中得到的与分类模型相关的支持向量和相关系数作为常量保存在DSP中,在DSP中只需写出分类的预测程序即可.在DSP系统中,对输入图像进行预处理及特征提取,并将数据做归一化处理,最后得到特征向量,将其输入多分类模型,得到工件表面粗糙度所属的等级.实验过程中,每种标准样块采集50幅图像作为预测,再对预测的粗糙度等级与标准样块粗糙度值进行比较,作为错判依据.在该硬件平台上,整个识别过程耗时约0.5 s,得到的表面粗糙度等级分类结果如表4所示.从表4可以看出,建立的多分类支持向量机模型识别准确率能达到96%以上,并且也能将不同加工阶段的同一种粗糙度等级给区分出来.这是因为不同加工方式得到的工件表面纹理不同,所以最终得到的输入特征参数也有所不同.1) 利用DSP的高速数据运算能力,设计开发了一套基于DSP的磨削工件表面粗糙度在线检测系统.与以往基于PC平台开发的检测系统相比,该系统提高了识别速度,降低了开发成本,且便于现场使用.2) 针对磨削工件表面的粗糙度等级识别,提出了多分类支持向量机识别模型,并对不同磨削表面不同粗糙度等级的样块进行了分类识别,识别准确度高,为解决在线工件粗糙度等级识别准确性不高的问题提供了一种有效的方法.†通讯联系人,E-mail:**************【相关文献】[1] 刘颖,郎治国,唐文彦. 表面粗糙度光切显微镜测量系统的研制[J]. 红外与激光工程,2012, 41(3):775-779.LIU Ying, LANG Zhi-guo, TANG Wen-yan. Development of measurement system about light-section microscope for surface roughness[J]. Infrared and Laser Engineering, 2012, 41(3):775-779. (In Chinese)[2] 曹健渭,卢荣胜,雷丽巧,等. 基于散斑纹理变差函数的平磨表面粗糙度测量技术[J]. 仪器仪表学报,2010, 31(10):2302-2306.CAO Jian-wei, LU Rong-sheng, LEI Li-qiao, et al. Grinding surface roughness measurement based on the variogram of speckle pattern texture[J]. Chinese Journal of Scientific Instrument, 2010, 31(10):2302-2306. (In Chinese)[3] KUMAR R, KULASHEKAR P, DHANASEKAR B, et al. Application of digital image magnification for surface roughness evaluation using machine vision[J]. International Journal of Machine Tools and Manufacture, 2005, 45(2):228-234.[4] GADELMAWLA E S. A vision system for surface roughness characterization using thegray level co-occurrence matrix[J]. NDT & E International, 2004, 37(7):577-588.[5] 曾谊晖,左青松,李翼德,等. 基于RBF神经网络的难加工金属材料数控加工控制方法研究[J]. 湖南大学学报:自然科学版,2011,38(4):31-35.ZENG Yi-hui, ZUO Qing-song, LI Yi-de, et al. Study on control method of numerical control machining processes for difficult processed metal materials based on RBF neural network[J]. Journal of Hunan University: Natural Sciences, 2011,38(4):31-35. (In Chinese) [6] BRODMANN R, GAST T, THURN G, et al. An optical instrument for measuring the surface roughness in production control[J]. CIRP Annals-Manufacturing Technology, 1984, 33(1):403-406.[7] WANG S, TIAN Y, TAY C J, et al. Development of a laser-scattering-based probe for on-line measurement of surface roughness[J]. Applied Optics, 2003, 42(7):1318-1324.[8] 冯利. 光盘检测技术研究[D]. 长春:长春理工大学, 2008.FENG Li. Research on the technique of optical disk detection [D]. Changchun: Changchun University of Technology, 2008. (In Chinese)[9] 郭瑞鹏,陶正苏.基于神经网络的磨削工件表面质量的在线检测[J].电子设计工程,2010,18(10):5-8, 12.GUO Rui-peng, TAO Zheng-su. In-process measurement of grinding workpiece surface quality based on neural network[J]. Electronic Design Engineering, 2010, 18(10):5-8, 12. (In Chinese)[10]王海涛,刘伟强,杨建国. 基于RBF神经网络的磨削表面粗糙度预测模型[J]. 机床与液压,2014,42(3):107-111.WANG Hai-tao, LIU Wei-qiang, YANG Jian-guo. Grinding surface roughness prediction model based on RBF neural network[J]. Machine Tool & Hydraulics, 2014,42(3):107-111. (In Chinese)[11]孙林,杨世元. 基于最小二乘支持矢量机的成形磨削表面粗糙度预测及磨削用量优化设计[J]. 机械工程学报,2009, 45(10):254-260.SUN Lin, YANG Shi-yuan. Prediction for surface roughness of profile grinding and optimization of grinding parameters based on least squares support vector machine[J]. Journal of Mechanical Engineering, 2009, 45(10):254-260.(In Chinese)[12]周华安,王海鸥,孟志强,等. 基于TMS320F2812和BUCK电路的光伏阵列模拟器[J]. 湖南大学学报:自然科学版,2013, 40(9):42-47.ZHOU Hua-an, WANG Hai-ou, MENG Zhi-qiang, et al. A new kind of photovoltaic array simulator based on TMS320F2812 DSP and BUCK circuit [J]. Journal of Hunan University: Natural Sciences, 2013, 40(9):42-47. (In Chinese)[13]彭宇,姜红兰,杨智明,等. 基于DSP和FPGA的通用数字信号处理系统设计[J]. 国外电子测量技术,2013,32(1):17-21.PENG Yu, JIANG Hong-lan, YANG Zhi-ming, et al. Design of general digital signalprocessing system based on DSP and FPGA[J].Foreign Electronic Measurement Technology, 2013,32(1):17-21. (In Chinese)。
在线分析仪简介
在线分析仪,即跨带式CBX中子激活瞬发γ—射线活化分析设备,在1983年研发成功,2003年开始在中国水泥工业中使用,由于它性能可靠、优点突出,已得到令人满意的效果,使用范围正在稳步扩大。
现介绍如下:
1.结构简介
本设备是一个可露天设臵的龙门式设备,横跨在需要测定物料化学成分的带式输送机上,主要结构为:
1.1 壳体:为龙门式隧道状,为内部设备挡雨,故本设备可以露天放臵。
1.2 中子源:放臵在回程胶带之上的承载物料胶带的下方。
1.3 探测器:设臵在承载物料胶带之上的门形框架上梁的底部。
1.4 处理器:可以与龙门框架分离,设臵在建筑物的室内。
1.5 配料微机:一般放在中控室。
2.工作原理
2.1 中子源中有重量不低于38μg的锕系元素锎,元素符号Cf,常见的锎原子量251,半衰期900年,但其同位素252Cf,半衰期为2.64年,我们在线分析仪使用的是同位素252Cf。
它能自发裂变,产生中子,可作高通量中子源,但在操作巡检人员活动范围,这射线对人体是安全的。
这中子源产生的中子流可以穿透皮带和500~800mm厚块状物料层。
热中子轰击被测物料,被测物料原子核吸收中子后,处于不稳定状态,瞬发出γ射线。
不同元素在γ射线能谱上有着不同的位臵,如Ca为4.42MeV和6.42MeV;Si为3.70MeV和4.9MeV,而脉冲值表现其相对含量。
用这一原理,该分析仪可测物料CaO,SiO2,Al2O3,Fe2O3,MgO,K2O,Na2O,SO3,Cl-,MnO2,TiO2等化学成分。
2.2 探测器即内有碘化钠的闪光探测器,设臵在载料皮带上方,可以收集物料产生的γ射线,光脉动能谱,并传递到处理器。
2.3 处理器:对收集到的γ—射线光脉冲能谱进行放大,并用计算机进行识别、统计、积分计算,与标准模块对比、修正。
最后用数字显示被测物料各种元素及氧化物含量的质量百分比。
整个过程只需1/100秒的时间。
反应非常迅速,
并及时反馈给配料微机,也可以同时将各种原料化学成分含量的结果一分钟更新一次显示画面,显示在屏幕上。
2.4 操作人员可以将各种原料的化学成分,及入厂单价输入,配料微机由Ramos或其它控制软件系统分析处理后,进行配料调整,得出最好性价比的配料方案进行配料调整,反应迅速,没有进出磨机的过程滞后,配料调整周期可以缩短到1~3分钟。
混合原料的成分波动幅度很小,变动频率很高,通过粉磨过程即可达到较充分的均化。
3.在线分析仪的优点
3.1 能够实现准确,高效,实时的工艺过程控制。
X荧光分析仪在工厂使用,从取样到分析出结果一般需半小时,每隔一小时调整一次喂料配比,而在线分析仪一分钟改变一次配料成分画面,1~3分钟调整一次喂料配比,故在线分析仪比X荧光分析仪更准确、高效。
3.2 可以最大限度地利用低品位矿石。
其它方法遇到低品位矿石大多剥离废弃,而在线分析仪可以快速分析和调整配比,所以可以在稳定成分的前题下合理配矿,减少剥离层带来的资源浪费和环境污染。
3.3 减少电耗和经营费用。
虽然将石灰石和辅料的预均化堆场改成了圆库,入库输送设备将物料提升高度增加,但由于减少了堆取料机,总的单位电耗节省了。
在线分析仪比堆取料机运行故障率低,维护费低,降低了生产成本。
3.4 可以弱化生料均化库的功能。
由于质量控制周期由原来的1小时调整一次喂料配比,改为有在线分析仪的1~3分钟调整一次,解决了生料均化库不均匀料层问题,均化任务已由前臵式在线质量控制系统完成,使生料均化库的均化作用不大,主要承担储存功能,满足烧成系统锻烧熟料的缓冲作用即可。
设计时可以减小库的容积和降低库底充气均化作用,降低土建投资和运行费用。
3.5 高度的自动化和简单的机械结构
3.6 可以准确测量胶带输送机上输送的大宗物料,分析结果与物料粒度大小、物料类型及胶带输送机的输送速度无关。
3.7 消除了取样环节并消除了采样环节导致的误差。
3.8 减小了厂区面积。
在线分析仪反应迅速,各种原料储量可以减少,改用原料储库,比原设计预均化堆场占地面积小,又取消了堆取料机,可以节省投
资,由于生产区缩小了,厂区道路、上下管网、电缆桥架都可以减小而减少投资。
4.在线分析仪在水泥工业中的应用
4.1 水泥厂采用γ射线在线分析仪最大优越性就是把在线分析仪安臵在原料调整配站到生料磨的胶带输送机上,对原料配料进行控制,从而影响了整个工艺流程设计的改变,体现出前面分析的各项优点。
如图一所示:
图一用于原料调配控制的工艺流程
在线分析仪特别适用于多种原料配料。
自从水泥厂采用X荧光分析仪后,由于分析物料化学成分所需时间比过去用滴定等化学方法分析检测时间大大缩短,只需约半小时即可得到结果,因而原料调配可以采用较多组分,例如4组分配料。
而γ射线在线分析仪,优越性更加突出,因为它只需1/100秒就可以分析出结果,由计算机自动优化,可以一分钟改变一次配料方案。
这样配料组分还可以增多。
甚至可以6~9种组分配料,使我们配料的自由度更大。
不同化学成分的石灰石不必进入石灰石预均化堆场均化,而可以分别入不同的库储存。
在生料调配站,各库设立电子皮带称,根据配料需要,分别按比例出料即可,得到合格的生料。
所以使用它配料,比以往使用的方法更优越、投资少、电耗低、成本低、质量好。
4.2 在线分析仪可以协助矿山开采,为此将在线分析仪安装在石灰石破碎机出口下面的胶带输送机上。
如图二所示:
图二用于石灰石矿山开采的工艺流程
一般石灰石矿山在开采时,其各区域不同深度的化学成分已经勘探清楚,这样的矿山就没有必要用在线分析仪协助。
但也有个别矿山前期工作深度不够,不能提供各区域准确的化学成分,尤其是剥离层物料的化学成分,这时,矿山开采中,采用在线分析仪对块状原料进行化学成分的快速分析,反馈到矿山调度,使质量控制人员准确地了解矿石的成分,对开采面进行质量控制。
对不同开采区的石灰岩进行合理搭配,实现搭配均化开采。
石灰石矿山开采中使用中子活化在线分析仪,可以在稳定成分的前提下,通过合理配矿,最大程度地利用低品位矿石,减少剥离层带来的资源浪费和环境污染。
4.3 在线分析仪也可以应用于石灰石与粘土预配料控制上。
这时将在线分析仪安装在石灰石和粘土混合破碎机出口后面的胶带输送机上。
如图三所示:
图三用于石灰石与粘土预配料的工艺流程
在一些场合,水泥厂采用了石灰石和粘土预配料方案。
而这一方案要求混合后的物料化学成分稳定,石灰石和粘土由各自的矿山运来,通过各自的卸车坑、
重型板式输送机,进入同一台破碎机,在线分析仪经过实时监测,分析处理,随时调整石灰石及粘土的喂料量,确保混合料的质量稳定。
总之,在线分析仪在水泥工业中使用后,我们看到,它可以优化生产流程,更加可靠地保证熟料质量,减少生产成本,已获得满意的效果。
而在线分析仪起最重要作用的最佳位臵是在生料调配站至生料磨之间的胶带输送机上。
只有个别大型水泥工厂,矿山勘探不可以提供各区域矿石准确化学成分时,才考虑在石灰石破碎机出口的胶带输送机上,通过加一台在线分析仪以控制石灰石化学成分,而一般情况只在原料调配站设臵一台在线分析仪即可。
技术部刘启元
2012.03.12。