铸造铜合金资料
- 格式:doc
- 大小:237.00 KB
- 文档页数:12
ZCuAl10Fe3材料名称:铸造铜合金(10-3铝青铜,砂型)
牌号:ZCuAl10Fe3
标准:GB/T 1176-1987
●特性及适用范围:
ZCuAl10Fe3铸造铜合金具有高的力学性能,耐磨性和耐蚀性能好,可以焊接,不易钎焊,大型铸件自700℃空冷可以防止变脆。
ZCuAl10Fe3铸造铜合金用于要求强度高、耐磨、耐蚀的重要铸件,如轴套、螺母、蜗轮以及250℃以下工作的管配件。
ZCuAl10Fe3铸造铝青铜●化学成份:
铜Cu :其余
锡Sn :≤0.3(杂质)
锌Zn:≤0.4(杂质)
铅Pb:≤0.2(杂质)
镍Ni:≤3.0(不计入杂质总和)
铝Al:8.5~11.0
铁Fe:2.0~4.0
锰Mn:≤1.0(不计入杂质总和)
硅Si :≤0.20(杂质)
注:杂质总和≤1.0
●力学性能:
抗拉强度σb (MPa):≥490
屈服强度σ (MPa):≥180
伸长率δ5 (%):≥13
硬度:≥980HB(参考值)
●热处理规范:加热温度1200~1250℃;浇注温度1100~1180℃。
●铸造方法:砂型铸造。
铜合金铸件铸造工艺设计手册
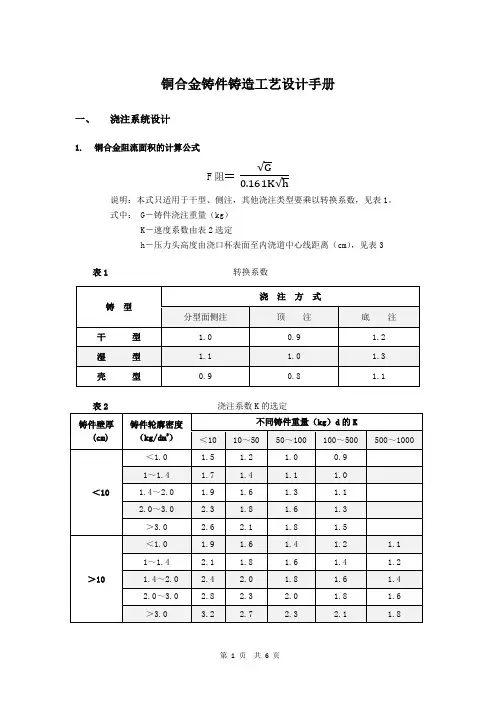
一、浇注系统设计
1.铜合金阻流面积的计算公式
F阻=
√G 0.161K√h
说明:本式只适用于干型、侧注,其他浇注类型要乘以转换系数,见表1。
式中: G-铸件浇注重量(kg)
K-速度系数由表2选定
h-压力头高度由浇口杯表面至内浇道中心线距离(cm),见表3 表1转换系数
表3 h值的选定
顶注式中注式底注式
在设计开放式浇注系统时,压力头还要加上h1,按表4决定。
1
2.铜合金浇道各部分截面面积比例
铜合金浇道各部分截面面积比例见表5。
表5铜合金浇道各部分截面面积比例
3.各种浇道的具体结构尺寸。
3.1横浇道、直浇道尺寸见表6
表6横浇道、直浇道尺寸
h=0.8a
h=(1~1.2)a
注:a.断面积单位cm,其余mm.
b. 要求撇渣效果大时采用h大的横浇道。
3.2内浇道尺寸见表7
表7内浇道断面尺寸
注:断面积单位cm,其余单位mm。
一、冒口尺寸的确定
热节圆法计算冒口尺寸,见表8
表8热节圆法计算冒口尺寸圆柱型铸件
长方形铸件
易割冒口
轮和套类
H为切割冒口用的留量
二、锡青铜铸件的机械加工余量
锡青铜铸件的机械加工余量(手工造型)见表9。
表9锡青铜铸件的机械加工余量(手工造型)(单位:mm)。

课题名称铜合金铸造特点课次授课日期授课班级授课地点教学目的与要求学习目标:1.了解常见铜合金的分类及特点2.熟悉常见铸造铜合金铸造成分、组织及铸造性能能力目标:能够根据铸造方法及铜合金特点,合理选择正确的铸造方法或者铸造铜合金素质目标:1.团队合作2.容忍、沟通与协调3.培养良好的职业修养重点难点及解决方法重点:1.常见铜合金的分类及性能2.铸造铜合金分类、组成、铸造性能难点:1.常见铸造方法特点2.铸造铜合金特性教学设计(方法、教具、手段、内容)方法:讲授教具:无手段:多媒体内容:1.常见铜合金分类2.铜合金铸造特点课外作业锡青铜铸件为什么有时会出现“缓冷脆性”?如何防止?课内容授课时间铜合金铸造特点一、铸造铜合金分类二、铸造铜合金牌号三、铸造铜合金性能10min 15min 25min授课内容备注铜合金铸造特点一、铸造铜合金分类二、铸造铜合金牌号三、铸造铜合金特性1. 铸造青铜分类:锡青铜:锡青铜是历史上最悠久的铸造合金,主要用于艺术铸造合金。
无锡青铜:是近代发展起来的新型青铜,它采用铝等元素代替价格昂贵的锡,同时使锡青铜的一些性能得到进一步改善。
优点:青铜的最大优点是具有很好的耐磨性,并且在蒸汽、海水及碱溶液中具有很高的抗腐蚀性能;其次,青铜的熔点较低,铸造性能较好,并具有较好的机械性能。
(1)铸造锡青铜力学性能:当锡含量小于5%~7%,处于a单相区时,随着Sn 含量的增加,强度和伸长率都增加;当合金锡含量超过5%~7%,伸长率下降,而强度继续上升;当锡含量达到18%左右时,强度和硬度最高,塑性降至最低点。
工艺性能:锡青铜熔炼工艺较简单,主要元素锡不易氧化和蒸发,在各类青铜中锡青铜的氧化倾向小,不用底注式的浇铸系统,不需要设置复杂的挡渣系统,一般采用雨淋式浇口,对于形状不复杂的中、小件可用简单的压边浇口。
锡青铜的线收缩率约为1.2%~1.6%,是铜合金中最小的,所以铸造内应力小、冷裂倾向小,适于形状复杂铸件或艺术品铸造。
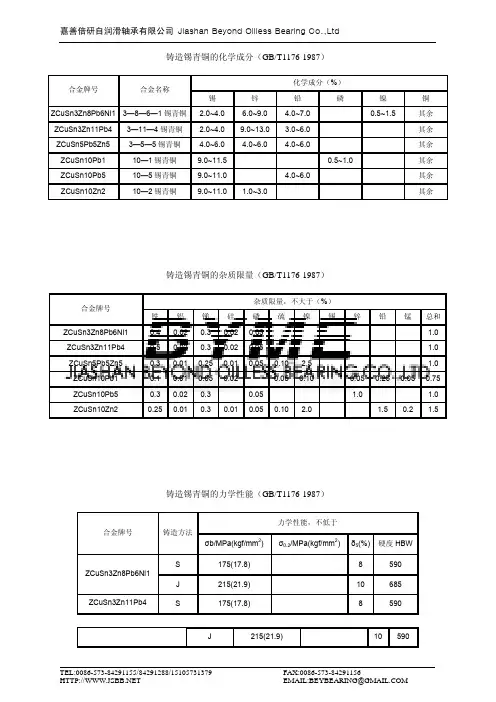
ZCuSn5Pb5Zn5铜板
可提供产品状态:(1)状态:Y,M,Y4,Y2,Y1;(2)板材生产尺寸:可根据客户需求定制;(3) 生产形状:高精圆(方)棒、管型、方形、六角、线材、板材、异形;主要用于在较高负荷,中等滑动速度下工作的耐磨耐腐蚀零件,如轴瓦、衬套、缸套、活塞离合器、泵件压盖以及蜗轮等;对应牌号:欧标
CuSn5Pb5Zn5、日标C83600、美标BC6。
产品认证
性能优势miss周:l⒌⑶l⑦⒎③⑥⑼⒉⑤
1.具有极高的抗拉强度和屈服强度。
2.高塑性表现在可以在极限载荷下保持较大的变形能力,不易产生裂纹和断裂。
生产流程
原料准备→ 配料→ 熔炼→模具连铸(挤压)→ 光亮退火→ 倒角→ 拉拔→ 较直→ 涡流探伤→ 检验成分→ 包装
执行标准
GB/T 1176-1987等
成分表。
铸造铜合金技术条件嘿,朋友们!今天咱们来唠唠铸造铜合金这档子事儿。
你可别小看这铜合金,它就像金属界的魔法材料。
铸造铜合金啊,就像是一场精心策划的美食烹饪大赛,但我们的食材是各种铜和其他金属。
首先呢,这原料就像组建超级英雄团队一样,每种金属都有它独特的超能力。
铜就像是队长,沉稳又有领导力,是这个团队的核心。
而那些添加的锌、锡之类的元素,就像是队员,各自带着特殊技能加入。
要是锌加多了,那铜合金可能就像个过于活泼的小孩,容易激动(性能变化),要是锡恰到好处,就像给这个团队请了个智慧军师,让整个铜合金变得更加坚韧又聪明(性能提升)。
再说这熔炼过程,那熔炉就像一个超级大火锅,各种金属原料就是锅里的食材。
温度得控制得像走钢丝一样精准,稍微高一点,就好像你把火锅的火开得太大,食材都烧焦了(金属烧损严重);低一点呢,又像小火慢炖过头,东西还没熟(不能完全熔合)。
铸造铜合金的模具,那可是这个魔法的容器,就好比是灰姑娘的水晶鞋,必须得量身定制。
要是模具不合适,那铸造出来的铜合金件就像穿错鞋的人,歪歪扭扭,根本没法看,也没法用。
在铸造的时候,液态的铜合金就像岩浆一样,充满了力量和热情。
你得小心翼翼地引导它流入模具,就像在指挥千军万马,要是指挥不当,这“马”就乱跑了(产生缺陷)。
铜合金的冷却过程也很有讲究。
它就像一场美梦的结束,要慢慢地、稳稳地醒过来。
要是冷却太快,就像有人突然把你从美梦中粗暴地叫醒,铜合金内部就会出现各种小脾气(内部应力、裂纹等缺陷)。
对于铸造铜合金的性能要求啊,就像我们对超级英雄的期待一样。
要有足够的强度,就像超级英雄要有强壮的体魄,能抵抗外界的压力和挑战;要有良好的耐腐蚀性,这就好比超级英雄要有坚强的意志,不被恶劣环境所侵蚀。
质量检测环节呢,就像是超级英雄的体检。
用各种检测手段来查看铜合金有没有隐藏的“伤病”,什么探伤啊、成分分析啊,一个都不能少。
就像超级英雄要全方位健康才能去拯救世界一样。
而且啊,铸造铜合金还得注重外观。
铜合金铸件 GB /T 13819-92铜合金铸件 GB /T 13819-92 1主题内容与适用范围本标准规定了铜合金铸件的分类、技术要求、试验方法与检验规则等。
本标准适用于铜合金砂型铸造、金属型铸造、连续铸造、离心铸造的铸件。
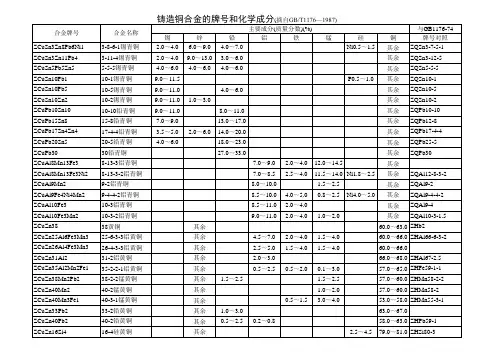
2引用标准(略)3铸件分类3. 1根据工作条件和用途将铸件分为三类,见表 1。
类别工作条件和用途标记示例:ZCu Sn 5Pb5 Zn 4技术要求4. 1合金的化学成分应符合 GB 1176的规定承受重载荷,工作条件复杂,用于关键部 特殊要求的重要铸件或用于重要部位的铸件承受轻载荷、用于一般部位的铸件工或有承受中等载荷、要求有较高的抗腐蚀性]耐磨性尺寸、表面质量、化学成分、力学性能及特殊要求 .■;.: ■■-:,~ 寸7面质量、化学成分、力学性能及补充要求'一-寸、、表面质量、化学成分或力学性能及补充要求3. 2铸件类别由需方在图样或技术文件中规定,对于未注明类别的铸件均视为川类铸 3. 3铸件图样标记如下所示:标苗号铸件烫别检验项目5-S /n -GB /T13819-924. 2铸件的力学性能应符合GB 1176的规定。
4. 3铸件尺寸和重量4. 3. 1铸件的几何形状及尺寸应符合图样要求,尺寸公差应符合GB 6414的规定。
有特殊要求时,应在图样中注明。
铸件尺寸公差不包括由起模斜度而引起的尺寸增减,如有特殊要求,由供需双方商定。
4. 3. 2铸件的机械加工余量可参照GB/T 11350的规定。
4. 3. 3铸件的重量公差可参照GB/T 11351的规定。
4. 4铸件的表面质量4. 4. 1铸件表面粗糙度应符合图样要求4. 4. 2铸件的浇冒口、毛刺、飞边等,在非加工表面上应清理到与铸件表面平齐,在待加工表面上允许的残留高度应符合表2的规定。
表2 mm4. 4. 3铸件表面不允许有裂纹、冷隔及穿透性缺陷。
4. 4. 4铸件上的铸字、标志应清晰,字体与位置应符合图样要求。