渐开线花键滚刀的设计与加工工艺
- 格式:doc
- 大小:918.24 KB
- 文档页数:26
花键滚齿刀加工工艺研究引言:花键滚齿刀是一种应用广泛的刀具,常用于齿轮零件的加工中。
本文旨在对花键滚齿刀的加工工艺进行深入研究,探讨适合花键滚齿刀加工的工艺参数,以提高加工效率和产品质量。
一、花键滚齿刀的概述花键滚齿刀是一种用于齿轮加工的切削刀具,广泛应用于传动装置、机械制造和汽车工业等领域。
其具有高效、精准、耐磨等特点,能够提高齿轮的传动性能和使用寿命。
二、花键滚齿刀的加工原理花键滚齿刀的加工原理是通过切削刀具与工件的相对旋转及应力作用,将刀具的切削齿轮花键加工到工件表面上。
其加工精度与齿轮的模数、齿数、齿厚等参数密切相关。
三、花键滚齿刀的工艺参数1. 刀具的选择:要根据工件的材料以及加工要求选取合适的花键滚齿刀,包括刀具的直径、齿数、齿面等参数。
2. 花键滚刀的角度:花键滚齿刀的角度决定了加工出的花键的形状和尺寸,需根据实际使用需求进行调整。
3. 进给速度:进给速度对花键滚齿刀的加工效率和加工质量有着重要影响,需根据工件的材料硬度和刀具材料选择合适的进给速度。
4. 刀具磨损监测:花键滚齿刀使用过程中会有一定的磨损,监测磨损情况可以及时更换刀具,保证加工质量。
四、花键滚齿刀的加工工艺优化1. 材料选择:根据工件的材料选择合适的刀具材料,以提高切削性能和耐磨性。
2. 刀具涂层:合理选择刀具涂层,增强刀具的抗磨损性能和使用寿命。
3. 表面处理:对工件进行适当的表面处理,以提高花键滚齿刀的加工精度和表面质量。
4. 加工模拟:通过虚拟仿真软件对花键滚齿刀的加工过程进行模拟分析,优化刀具的设计和工艺参数。
五、花键滚齿刀加工工艺的应用案例以某汽车发动机的花键滚齿刀加工为例,通过优化加工工艺参数和刀具设计,使得花键滚齿刀的加工效率提高了20%,产品质量得到了显著改善。
六、结论花键滚齿刀加工工艺的研究对于提高齿轮加工的效率和质量具有重要意义。
通过选择合适的切削刀具、优化工艺参数以及加工工艺的优化,可以提高花键滚齿刀的加工效率和产品质量,满足工业生产的需求。
花键轴加工工艺及花键滚刀设计花键轴加工工艺指的是制造花键轴时所采用的加工方法和流程。
花键轴是一种常用于传动轴的零件,它具有花键的特殊结构,在传递力矩时能够实现良好的传动效果和轴向定位。
花键轴的加工工艺一般包括以下步骤:1. 设计花键轴的零件图纸,确定花键的位置和尺寸。
根据轴的使用要求和承载能力,确定轴的材料和硬度。
2. 将轴的原材料切割成适当长度,并进行表面处理,如去除毛刺和氧化层。
3. 将轴的定位面加工成相应的形状和精度。
该步骤通常采用车床或铣床进行,以保证花键轴在组装时能够正确定位。
4. 根据设计要求,在轴上切削出花键槽。
花键槽的形状和尺寸应与配套的花键滚刀相匹配,以确保良好的传动效果。
5. 进行热处理,以提高花键轴的强度和硬度。
热处理过程包括加热、保温和冷却,根据轴材料的不同,采用的热处理方法也有所不同。
6. 进行精加工,如研磨和拉伸。
这些工艺可以进一步提高花键轴的表面光洁度和尺寸精度。
花键滚刀是用于加工花键槽的专用刀具。
它的设计应根据花键轴的尺寸、形状和加工要求进行。
花键滚刀的设计要考虑以下因素:1. 花键槽的形状和尺寸。
滚刀的刀头需要与花键槽相匹配,以确保加工出合适的花键。
2. 花键轴的材料和硬度。
滚刀的材料应具有足够的硬度和耐磨性,以保证长时间的使用寿命。
3. 滚刀的刀片数量和排列方式。
根据花键槽的尺寸和要求,确定滚刀的刀片数量和排列方式,以提高加工效率和质量。
4. 滚刀的材质和涂层。
合适的材质和涂层可以提高滚刀的切削性能和耐磨性,减少切削力和热量的产生。
在实际加工中,花键轴的加工和花键滚刀的设计是相互影响的。
合理的工艺和设计可以提高加工效率和质量,同时减少成本和资源的浪费。
因此,在进行花键轴加工之前,需要充分考虑设计要求和加工工艺的问题,以确保最终产品的性能符合要求。
续写相关内容:7. 加工表面处理。
花键轴的加工完成后,需要对其表面进行处理,以提高表面质量和耐腐蚀性。
常见的表面处理方法包括镀铬、热浸镀锌、阳极氧化等。
渐开线花键滚刀标准渐开线花键滚刀是一种常用于机械加工的切削工具,它的标准制定对于保证加工质量和效率具有重要意义。
本文将就渐开线花键滚刀标准进行详细介绍,包括其定义、特点、标准制定的重要性以及相关注意事项。
渐开线花键滚刀是一种用于加工渐开线花键的刀具,其特点是在刀具的刀片上具有特殊的渐开线花键形状,可以实现高效、精确的加工。
在实际生产中,渐开线花键滚刀的标准制定对于保证加工质量和效率具有重要意义。
首先,渐开线花键滚刀的标准制定可以保证加工的精度和一致性。
通过制定标准,可以规范刀具的尺寸、形状、材质等参数,确保每把刀具都符合统一的标准要求,从而保证加工出的零件具有一致的尺寸和形状。
其次,标准化的渐开线花键滚刀可以提高生产效率。
具有统一标准的刀具可以更好地配合加工设备,减少调试时间,提高生产效率。
此外,标准化的刀具还可以降低加工过程中的故障率,减少停机维护时间,进一步提高生产效率。
标准制定对于渐开线花键滚刀的使用和维护也具有重要意义。
通过制定标准化的使用和维护流程,可以确保刀具在使用过程中能够发挥最佳效果,延长使用寿命,降低生产成本。
在使用渐开线花键滚刀时,还需要注意以下几点:首先,要选择适合加工材料和加工工艺的渐开线花键滚刀。
不同的材料和工艺需要选择不同的刀具,以保证加工质量和效率。
其次,要严格按照标准化的使用和维护流程进行操作。
在使用过程中要注意及时清洁、润滑和更换刀具,避免因刀具损坏导致的加工质量下降和生产效率降低。
最后,要定期检查渐开线花键滚刀的使用状况,及时发现问题并进行处理。
定期的检查和维护可以保证刀具的良好状态,延长使用寿命,降低生产成本。
总之,渐开线花键滚刀标准的制定对于保证加工质量和效率具有重要意义。
标准化的刀具可以保证加工精度和一致性,提高生产效率,同时也便于使用和维护。
在实际生产中,我们应该严格遵守标准要求,合理选择、正确使用和定期维护渐开线花键滚刀,以确保加工质量和提高生产效率。
渐开线涡轮数控工艺及加工渐开线涡轮是一种高端的机械零件,被广泛应用于各种机械设备中。
其形状和结构复杂,对加工技术要求高。
为了满足市场需求,数控加工技术在渐开线涡轮的加工中得到了广泛应用。
一、渐开线涡轮的组成结构和工艺要求渐开线涡轮由中央轴、齿轮、支撑头和保持环等几个部分组成。
其具有以下工艺要求:1.渐开线齿轮的必须满足准确的齿廓和加工精度要求。
2.保持环的加工也要满足相对应的形状和加工精度。
3.支撑头的精度和密封性要求较高,需要进行专业的数控加工。
二、渐开线涡轮数控加工的工艺流程1.制定合理的工艺方案。
根据涡轮的结构、材料和具体要求,制定合理的加工方案。
2.数控机床编程。
将工艺方案转换成数控编程语言,编程完成后上传到加工中心进行加工。
3.加工过程监控。
在加工过程中,对加工参数进行监控和调整,确保加工的精度和质量。
4.质量检验。
对加工完成的涡轮进行各项质量检验,包括齿轮齿廓、保持环形状和支撑头密封性等方面进行检查。
三、渐开线涡轮数控加工技术的优势1.提高了加工效率。
相对于传统的手工加工方法,数控加工技术的加工效率更高,可以大幅度降低加工时间和成本。
2.增强了加工精度。
数控加工技术可以达到微米级别的加工精度,保证渐开线涡轮的齿廓准确无误。
3.加工质量更加稳定。
数控加工技术可以实现加工过程的全程自动化,避免了人为因素的影响,保证了加工质量的稳定。
四、渐开线涡轮数控加工技术的挑战1.需要高水平的技术人才。
数控加工技术需要专业知识和经验,需要高水平的技术人才才能掌握。
2.加工设备的投资成本高。
数控加工设备价格相对传统设备较高,需要较高的投资成本。
3.对材料的要求较高。
数控加工技术仅适用于性能稳定、加工性能优良的高硬度合金材料。
综上所述,数控加工技术已经成为渐开线涡轮加工的重要手段。
随着技术的进一步提升,相信数控加工技术将在加工领域中越来越得到广泛应用。
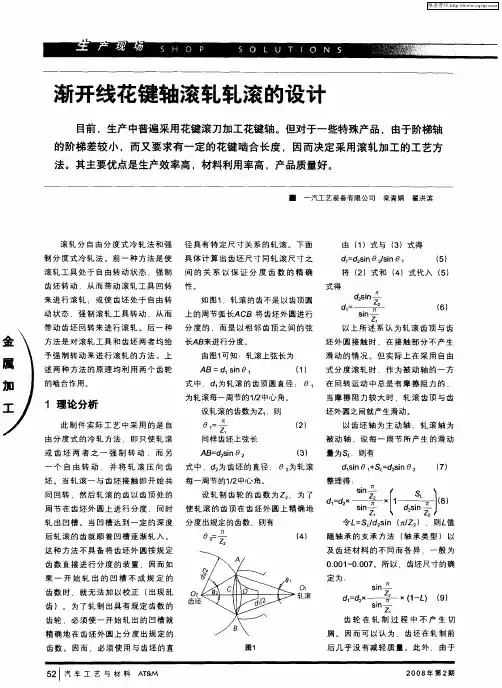
渐开线花键滚轮的设计技!术J广I场渐开线花键滚轮的设计科周丽华(哈尔滨第一工具制造有限公司,黑龙江哈尔滨150000)摘要:渐开线花键滚轮是用于加工汽车,摩托车所用的模数小于1.5的花键轴刀具.是一种先进的无削加工技术,它具有节约工件材料,刀具使用寿命长,生产效率高等优点.加工渐开线滚轮目前采用反滚,铣削,磨削三种加工方法.渐开线花键滚轮的设计原理是渐开线齿轮与冷挤压反滚原理相结合.关键词:渐开线花键滚轮;设计;技术要求渐开线花键滚轮是用于加工汽车,摩托车所用的模数小于15的花键轴刀具.是一种先进的无削加工技术,它具有节约工件材料,刀具使用寿命长,生产效率高等优点.加工渐开线滚轮目前采用反滚,铣削,磨削三种加工方法.渐开线花键滚轮的设计原理是渐开线齿轮与冷挤压反滚原理相结合.设计时首先要确定被加工的技术参数如:模数In,齿数z,压力角a,外径d,分度园直径d:,底径d,量棒直径d.,跨棒距M工件参数确定后按以下步骤设计滚轮:1确定外花键量棒中心园上的压力角偶数齿:M=DOSCt'+D0奇数齿::M=D0sa'.cos90~/Z+D0其中M—花键跨棒距a'—花键量棒中心园上的压力角D一量棒直径2确定工件分度园齿厚Sn=d2(~/36+invct'一inva_d其中sn—_分度园上的齿厚3确定顶圆齿厚st根据公式cosc~t=d2~cosa/d求出顶圆上的压力角atSt=d(SrCdnvat+inv∞4确定底圆齿厚s1根据公式COSCtl--d2xcos~x求出顶圆上的压力角a1Sl=d(SWdz-inva~+inva)5根据冷挤压原理确定坯料直径HI=H(P+S1-St)/2tgc~.H+P+Sl+Std'=d-2xH1其中H1一工件的上齿高d'一坯料直径6确定d'上的齿厚sx根据公式cosax_一os'求出d'上的压力角axSx=d'(Sn/dz-invc~x+inv其中ax—'上的压力角sx—_1d'上的齿厚7确定渐开线滚轮滚轮的三径尺寸D-~-d'xZ尼D=DHlDI=Dr2H2其中Dr_一是渐开线滚轮的中径D_一是渐开线滚轮的外径D厂_一是渐开线滚轮的底径Z'一是渐开线滚轮的齿数z-一花键轴的齿数8确定渐开线滚轮的跨棒距MInvc~x--Sn/D:+invax+dJD2c0sax_3.14~Z'M-D0sa0s叶d09渐开线滚轮的齿顶和齿底的要求通常在保证滚轮齿形,齿根部渐开线终止点要求的条件下,滚轮齿形应作成—个整圆弧,齿根部应作成一个整圆或倒角,以延长滚轮的使用寿命和提高花键齿根部的强度.10加工渐开线滚轮的技术要求a滚轮的材料选用Crl2MoVb.热处理硬度:HRC59-62c.—套滚轮的外经差:0.01ramd.—套滚轮的宽度差:0.1mme.滚轮的两端面对轴线的端面跳动公差:0D3mm£滚轮外径对轴线的径向跳动公差:0D5mm菲轮外径的锥度公差:0.015mmh.滚轮齿形的等分累积误差:0D35mm其它技术要求参照滚丝轮国家标准.M35材料拉刀的热处理工艺的探讨张强(哈尔滨第一工具制造有限公司技术中心,黑龙江哈尔滨150000)摘要:随着数控机床和汽车工业的发展,数控机床和汽车刀具的需求量逐渐加大,其产品精度要求越来越高,这就使我们刀具生产厂家,不得不使用超高硬度高速钢,以满足用户的工艺要求.关键词:M35材料拉刀;热处理工艺:探讨随着数控机床和汽车工业的发展,数控机床和汽车刀具的需求量逐渐加大,其产品精度要求越来越高,被加工产品的硬度也越来越大.这就使我们刀具生产厂家,不得不使用超高硬度高速钢, 以满足用户的工艺要求.国外刀具产品中使用M35钢(w6M5cr4V2c05)为原材料的占很大比例.如:日本不二越厂,其滚刀,插齿刀,拉刀等,复杂刀具几乎全部采用M35,M42,而奥地利伯乐钢厂M35钢已占;毛总产量的9%.在我国,由于进口M35钢价格过高,而国产M35钢综合『生能不够理想等问题,国内目前刀具行业使用程度并不很大. 此次,由于E生产的产品为西125的拉刀,故我们选用奥地利伯乐钢厂生产的M35钢作为原材料,并针对拉刀这种产品进行热处理工艺实验及生产.试验材料,工艺1材料:渐开线拉刀材料:M35规格:西125x1520~126x1520(两只为—套)2工艺:(盐浴炉加热)2.1热处理工艺流程:预热(分级)一最后加热—冷却(分级)一校直一回火预热一回火加热一冷却—热校直一回火预热一回火加热一冷却—热校直一回火预热一回火加热一冷却—热校直一回火预热一回火加热一冷却一热校直一淬尾一喷砂一防锈—检查—啭出.2.2热处理工艺曲线2.2.1工艺一:淬火曲线见图1,回火曲线见图2注:a加随炉跟踪试样(试样为该拉刀备料时所取同根棒料的截片),以备做金相检验及硬度测试.h图2中,第一次回火预热开始温度为30~以上.c周2中,回火校直为热焖,即拉刀回火出炉后直接校直,以校正其径跳超差部分(此为杆状产品必要操作).图1淬火工艺曲线图2回火工艺曲线2.2.2[艺二:淬火工艺见图3:回火工艺见图4注:同工艺一.图3淬火工艺曲线刳图4回火工艺曲线(下转208页)一27—。
渐开线花键滚刀的设计与加工工艺任务书1.设计的主要任务及目标(1)了解渐开线花键滚刀的工作原理。
(2)掌握渐开线花键滚刀的齿形设计。
、(3)了解渐开线花键滚刀切削过程及其特点。
(4)了解渐开线花键滚刀结构参数的确定。
(5)了解渐开线花键滚刀的公差与技术要求。
(6)掌握渐开线花键滚刀的设计步骤。
(7)掌握渐开线花键滚刀加工工艺并编制加工工艺过程卡。
2.设计的基本要求和内容(1)要求了解渐开线花键滚刀的工作原理。
(2)要求基本掌握渐开线花键滚刀的齿形设计及结构设计,并能出产品图纸。
(3)要求了解渐开线花键滚刀加工工艺。
(4)根据设计的产品图,编制加工工艺过程卡。
3.主要参考文献(1)袁哲俊编《齿轮刀具设计》上、下册,新时代出版社,1983年(2)四川省机械工业局编《复杂刀具设计手册》上、下册,机械工业出版社,1979年(3)太原工具厂齿轮刀具工艺资料4.进度安排渐开线花键滚刀的设计与加工工艺摘要:本设计的题目是渐开线花键滚刀,它是齿轮滚刀的一种,与齿轮滚刀相比它的齿高较小,分度圆压力角较大,相当于一个齿数很少,螺旋角很大的斜齿轮其外貌呈蜗杆状。
渐开线花键滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角,经铲齿和铲磨,形成后刀面及后角。
除了滚刀的设计,滚刀的加工工艺也是本设计任务的一部分,我需要了解滚到材料的物理化学性能以及机械加工的相关知识,进而编制出加工渐开线花键滚刀的工艺过程。
关键词:渐开线,压力角,齿轮,蜗杆,啮合,刀刃,加工工艺The design and processing technology of Involute spline hobAbstract: The topic of this design is involute spline hob, it is one of the gear hob and its depth is small compared with gear hob, dividing the circle pressure Angle is bigger, the equivalent of a few teeth, spiral Angle large helical gear worm shaped its appearance. Involute spline hob is in accordance with the helical gears meshing principle, with the generating method of gear cutting tool, the gear hob is equal to the pinion, cut gear wheel is equivalent to a big gear. In order to form the blade, in the end along the axis of the worm milling a few crumbs slot, in order to form the front and the rake Angle, the relieving and shovel grinding, knife after the formation of surface and back Angle. In addition to hob design, the processing technology of the hob is my part of the design task, I need to know to the physical and chemical properties and mechanical processing knowledge, and develop the processes of machining involute spline hob.Keywords: involute, pressure Angle, gear, worm, gear, blade, processing technology目录1前言 (1)2渐开线花键滚刀结构和齿形设计 (4)2.1滚刀的外径 (4)2.2滚刀的长度 (4)2.3滚刀的容屑槽 (4)2.4滚刀的前角 (5)2.5滚刀的分度圆直径和螺旋升角 (6)2.6阿基米德的齿形角 (7)2.7法向直廓的齿形角 (8)2.8渐开线花键滚刀的齿厚和齿高 (9)2.9滚刀的压力角和齿高 (10)3渐开线开建滚刀的设计过程 (11)3.1渐开线花键滚刀的设计步骤和计算过程 (11)3.2产品图 (19)4渐开线花键滚刀的公差与技术要求 (20)5渐开线花键滚刀加工工艺 (23)5.1零件分析 (23)5.2工艺说明 (23)5.3加工工艺编制 (23)5.3.1加工工艺过程卡 (23)5.3.2工艺装备明细表 (25)5.3.3机械加工工序卡片 (25)5.4刀具材料高速钢的应用 (25)结论 (30)参考文献 (31)致谢 (32)太原工业学院毕业设计1 前言本设计的题目是渐开线花键滚刀,即是齿轮滚刀其中特殊的一种,专用于加工渐开线花键。
成套渐开线花键拉刀的设计刘志芳1, 万春山2(1中航工业贵州黎阳机械厂 2.空军驻贵州黎阳航空发动机公司军事代表室 )摘 要:设计渐开线花键拉刀的关键之一就是拉刀的强度验算,当拉刀拉削的最大工作应力大于拉刀材料的许用应力时就要适当调整同时工作的拉刀齿数或拉刀的齿升量,这样就会使拉刀的长度加长,因拉刀的长度受拉刀的直径等因素限制的,当一把拉刀无法完成拉削时,就要考虑分组拉削(即用几把拉刀完成拉削任务),那么如何设计成套拉刀,保证粗、精拉刀之间合理结合,本文就这个问题谈谈自己的设计心得。
关键词:拉刀强度、粗拉刀的设计、梯形齿的修正前言:我们在设计渐开线花键拉刀时,其中重要的一步就是要验算拉刀拉削的最大工作应力是否小于拉刀材料的许用应力,如果不能满足,我们就要适当调整同时工作的拉刀齿数Zi 或拉刀的齿升量a f 。
这样往往会使拉刀的长度加长,由于拉刀长度与拉床的最大行程、生产拉刀的设备和技术条件等有关。
一般来说渐开线花键拉刀直径d 在φ10~φ20时,拉刀的长度L≈34d~41d 。
如果拉刀过长,拉刀制造时热处理易变形,造成加工困难。
也会使拉刀在拉削时发生的下垂现象严重。
因此当拉刀总长超过极限长度时则要根据实际情况调整拉刀齿距t 或齿升量a f ,也可按花键齿的齿厚分几组,每一组取不同的齿升量,已达到缩短拉刀长度的目的。
上述方法都无法达到目的时,就要采用两把或两把以上组成的成套拉刀来完成花键槽的拉削。
这样我们一要考虑到粗拉后留给精拉刀的余量要均衡,以保证精拉刀能盖住粗拉的痕迹,同时还要考虑每把拉刀的长度相差不要太大。
下面我将通过设计12B(S)175-0020~0023过程中得到的一点体会做一个总结。
一、 渐开线花键拉刀的强度验算:设计拉刀时,我们首先根据零件渐开线花键齿槽的有关参数,在考虑到刀具的耐用、磨损等因素后,确定渐开线花键拉刀的齿顶圆直径de 、分度圆弧齿厚fd S 、以及拉刀第一齿的直径d 1;从而得到花键拉刀总的齿升量Sz。
渐开线花键的加工方法
渐开线花键的加工方法包括以下几个步骤:
1. 设计花键形状:根据需求确定花键的形状、尺寸和位置等。
可以使用CAD软件进行设计。
2. 制作刀具:根据设计好的花键形状,制作相应的刀具。
通常可以使用铣刀、拉刀或切削刀等刀具进行加工。
3. 准备工件:将待加工的工件固定在加工设备上,如铣床、车床或加工中心等。
4. 加工花键:根据设计好的花键形状和加工参数,使用刀具对工件进行加工。
具体加工方法包括下列两种常见方式:
- 铣削法:将刀具沿着花键外形路径进行旋转。
刀具沿着花键外形切削,逐渐切削出花键的形状和尺寸。
铣削过程中,可以使用刃腐蚀法、等间距划刀法、等高划刀法等。
- 割槽法:使用拉刀、切削刀等工具,将花键的形状一次性切削出来。
通常适用于较简单的花键形状。
5. 完成加工:根据实际需求,对加工后的花键进行清洁、去毛刺,使其达到要
求。
需要注意的是,渐开线花键的加工过程需要精密的设备和专业技术,因此建议在加工前咨询专业制造商或加工厂进行评估和建议。
渐开线花键拉刀齿侧磨削新工艺及齿形设计下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!渐开线花键拉刀齿侧磨削新工艺及齿形设计1. 引言随着制造技术的进步和市场需求的变化,传动装置中渐开线花键的需求日益增加。
花键轴加工工艺及花键滚刀的设计花键轴加工工艺及花键滚刀设计 The processing method of spline shaft and the spline hob design 花键轴零件图分析材料为17CrNiMo6合金 1 长度与直径之比L/D?4,所以该工件属于钢性主轴; 2 主要加工表面有圆柱面、花键、、螺纹、齿轮,采用一般的加工即可; 3 表面精度要求较高,需进行磨削方可满足要求; 4 加工中心孔时,采用专用夹具定位和加紧,螺纹加工安排在半精加工后。
零件结构分析:花键尺寸要求: 热处理要求: 1)淬火加高温回火 HB198~269; 2)非齿面部分回火 HB269。
齿轮分析: 齿数 Z 15 模数 mn 12 压力角α 20? 螺旋角β 0? 齿顶高系数 ha 1 齿根高系数 hf 1.25 齿形公差 ff 0.016 齿向公差 FB 0.016 跨齿数 K 3 公法线长度 W 95.189mm 基节偏差 fpb ?0.016 公法线长度公差 FW 0.025 齿圈径向跳动公差 Fr 0.036 螺旋副中心距极限偏差 a+fa 744?0.04 主要表面加工方法: 加工表面精度等级粗糙度(μm) 加工方案花键轴右端面 IT7 3.2 粗?半精?精车花键轴左端面 IT11 12.5 粗车Φ10中心孔 IT10 6.3 钻孔花键槽 IT7 3.2 粗铣?精铣Φ95外圆表面 IT5 1.6 粗?半精?精? 金刚石车Φ105外圆表面 IT3 0.8 粗?半精?精? 金刚石车?磨削齿轮左端面 IT7 3.2 粗?半精?精车定位基准的选择: 1)粗车加工中,该零件可以利用零件左端φ95、右端φ220的外圆柱段与中心孔,采用三爪卡盘一夹一顶的装夹定位方式即可满足要求; 2)精车加工中,该零件利用中心孔和完成粗加工的φ220的圆柱段进行装夹定位。
3)零件轴向的定位基准选择在外花键圆柱段以及φ95轴段的外圆表面。
渐开线花键滚刀的设计与加工工艺任务书1.设计的主要任务及目标(1)了解渐开线花键滚刀的工作原理。
(2)掌握渐开线花键滚刀的齿形设计。
、(3)了解渐开线花键滚刀切削过程及其特点。
(4)了解渐开线花键滚刀结构参数的确定。
(5)了解渐开线花键滚刀的公差与技术要求。
(6)掌握渐开线花键滚刀的设计步骤。
(7)掌握渐开线花键滚刀加工工艺并编制加工工艺过程卡。
2.设计的基本要求和内容(1)要求了解渐开线花键滚刀的工作原理。
(2)要求基本掌握渐开线花键滚刀的齿形设计及结构设计,并能出产品图纸。
(3)要求了解渐开线花键滚刀加工工艺。
(4)根据设计的产品图,编制加工工艺过程卡。
3.主要参考文献(1)袁哲俊编《齿轮刀具设计》上、下册,新时代出版社,1983年(2)四川省机械工业局编《复杂刀具设计手册》上、下册,机械工业出版社,(3)太原工具厂齿轮刀具工艺资料4.进度安排审核人:年月日I渐开线花键滚刀的设计与加工工艺摘要:本篇论文就渐开线花键滚刀的设计与加工工艺进行了详细的阐述,渐开线花键滚刀的设计最主要的就是其齿形的设计。
本篇论文先对渐开线花键滚刀做了一些简单的介绍,然后根据已知被切齿轮参数,选定渐开线花键滚刀的模数、外径、长度、内径、容屑槽数等以及选定设计30°压力角渐开线花键滚刀,A级精度。
然后就是齿形计算,计算其轴向齿形尺寸、法向齿形尺寸、切削部分尺寸等等,列表总结了各个参数的计算精度,根据计算出来的各个参数绘制产品图以及规定技术条件。
最后部分是其加工工艺的设计,附上工艺卡。
关键词:渐开线花键滚刀、齿形计算、计算精度、技术条件、工艺卡Involute spline hob design and processing technology Abstract:the paper has a detailed elaboration about involute spline hob design and processing technology ,and the main design of involute spline hob is the tooth profile designing. This paper made some simple introduction about involute spline hob firstly,then according to the known by grinding wheel parameters, selected the modulus involute spline hob, outer diameter, length, diameter, let crumbs slot number and so on, and selected 30 ° pressure Angle involute spline hob, which is grade A precision. And next step is tooth shapeCalculation,including axial tooth size,normal tooth size, cutting parts, etc.,and the list summarizes the calculation precision of each parameter,according to the calculation of each parameter map product technical conditions and regulations.The last part is Design of process technology, attached a process card.Keywords:involute spline hob, tooth profile calculation, precision, technical conditions, process CARDSI I目录1 绪论 (1)1.1 渐开线花键滚刀简介: (1)1.2 滚刀的国内外发展现状: (3)1.3 齿轮滚刀材料与结构: (4)2 已知条件: (5)2.1 已知被切齿轮参数: (5)2.2 渐开线花键滚刀的结构参数: (5)3 齿形计算: (9)4 计算精度 (12)5 产品图的绘制: (13)6 技术条件 (14)7 工艺设计 (17)7.1 工艺路线: (17)7.2 剃前齿轮滚刀的加工方法: (17)7.3 工艺过程卡: (18)8 结论: (21)参考文献 (22)致谢 (23)II1 绪论1.1 渐开线花键滚刀简介为了更深入的了解渐开线花键滚刀,必须先了解齿轮滚刀的工作原理。
我们先说一下齿轮滚刀的工作原理,齿轮滚刀是一种最常见的刀具,它既可以加工直齿和斜齿圆柱齿轮也可以加工变位齿轮和非变位齿轮。
齿轮滚刀按结构形式可分为整体滚刀和镶齿滚刀。
按精度等级可分为四级:AA级、A级、B级、C级,在一定工艺条件下,分别用于加工7、8、9、10级精度的齿轮。
齿轮滚刀加工齿轮的原理图如下图,其工作原理好比俩个相错轴渐开线圆柱齿轮的啮合传动过程。
滚刀刀齿的左右两侧刃口与理论切削刃口的形状相符是为了能够正确的切出渐开线齿轮。
滚刀其实就是一个渐开线斜齿圆柱齿轮,只不过是具有一定切削角度的齿轮。
滚刀的头数即相当于螺旋齿轮的齿数。
渐开线花键滚刀和齿轮滚刀一样是按展成法加工直齿轮以及斜齿轮的刀具。
滚刀它可以加工直齿轮、斜齿轮、非变位齿轮、变位齿轮。
齿轮滚刀按结构形式分类可分为整体滚刀和镶齿滚刀,生产实际中一般最常见的是整体齿轮滚刀。
本文要设计的渐开线花键滚刀选择整体滚刀的结构形式。
渐开线花键滚刀精度按GB 5104-85规定的30压力角渐开线花渐开线花键滚刀,精度分为A级和B级和C级三种,本文选用的键滚刀,选用A级精度。
滚刀分为俩种型式:I型为平齿顶滚刀,用于加工平齿根的花键轴;II型为园齿顶滚刀,用于加工圆齿根的花键轴。
渐开线花键滚刀是用来加工渐开线花键轴的。
它的设计方法与齿轮滚刀的设计方法基本一致。
渐开线花键滚刀精度按GB 5104-85 规定的渐开线花键滚刀,精度分为A级和B级和C级三种,A级为精加工滚刀(不留磨滚刀),B级为粗加工滚刀(留磨滚刀)。
30、与标准标准GB 3478·1-83《圆柱直齿渐开线用于加工)m mm、压力角为~105.0(花键(齿侧配合)模数、基准齿形、公差》相符的渐开线花键轴。
GB 5105-85规定的渐开线花键滚刀精度等级为C级一种精度等级。
用于加工)5.2.0(m mm、压力角为25~45、与标准GB 3478·1-83《圆柱直齿渐开线花键(齿侧配合)模数、基准齿形、公差》相符的渐开线花键轴。
设计渐开线花键滚刀时,要参考标准滚刀的设计程序、计算公式、图表和依据外齿形花键的主要参数进行刀具设计。
渐开线花键滚刀可分为30°压力角渐开线花键滚刀和45°压力角渐开线花键滚刀:30压力角渐开线花键滚刀,滚刀分为俩种型式:I型为平齿顶滚刀,用于加(1)工平齿根的花键轴;II型为园齿顶滚刀,用于加工圆齿根的花键轴。
滚刀为单头、右旋、容屑槽做成平行其轴心线的直槽。
滚刀的结构型式见图1。
渐开线花键滚刀的基本尺寸应符合表1的规定。
(2)45°压力渐开线花键滚刀滚刀为圆齿顶一种型式,用于加工圆齿根的花键轴。
滚刀为单头、右旋、容屑槽做成为平行其轴心线的直槽。
45压力角,不做介绍)。
滚刀的结构型式见图1。
滚刀的基本尺寸(这里由于不选用轴向齿形如下路所示:1.2 滚刀的国内外发展现状我国的滚刀设计技术虽然现在已达到世界较先进水平,但是由于起步较晚,仍然和一些欧洲国家存在差距。
在几百年以前人们就开始使用磨前滚刀了,磨前滚刀的设计在国内也有相当熟练的技术,意大利的SU公司和西班牙的FHUSA等公司的磨前滚刀现都已得到广泛应用,代表着世界最先进水平。
此外对于一些新型滚刀和特殊型滚刀国内外学者和技术人员也进行了相当长时间的研究并有了很大的成果。
欧洲许多国家目前使用的刀具制造设备基本上已实现数控化。
刀具的设计、制造现已经普遍采用CAD/CAM/CAPP技术,技术人员只需要输入相应的刀具图号,数控加工机床即可自动从中央计算机系统中提取机床调整数据和加工工艺数据,从而实现自动加工。
设计新的刀具时,会根据用户对工件的要求,先采用CAD进行滚刀的齿形设计,之后还用计算机模拟描绘设计的刀具所加工出来的齿轮齿形。
若不符合用户的需求则重做,若符合用户的要求,在确认无误后再将设计数据输入数控砂轮修整器,进行齿轮的磨削。
在刀具磨削的过程中均采用带数控砂轮修整器的数控工具磨床,而且配备了完善的加工软件,可以根据刀具轮廓形状自动计算和挑选砂轮的形状和运动修正。
数控车床和数控铲齿机用来做齿轮滚刀的车齿、铲齿工序;用数控滚刀铲磨机来铲磨齿形,用数控砂轮修整器修整砂轮的运动形式,对于一些模数不大于5mm的滚刀,其齿形的两个侧面、齿底面、齿顶面、齿底圆弧、齿顶圆弧都可以通过单次修整砂轮运动一次性完成加工。
1.3 齿轮滚刀材料与结构通过查阅相关资料对齿轮制造行业的了解,得出了一些关于目前齿轮滚刀的制造材料以及使用方式的结论。
就目前而言齿轮滚刀的制造材料主要是M35+TiN、M35+TiNC、ASP60+TiAlN、硬质合金四类。
其中M35M35+TiN和M35+TiNC主要用于湿式切削,这俩种材料对于湿式切削而言哪个更好需要长期的生产实践和研究。
而ASP60+TiAlN和硬质合金用于干式切削,硬质合金虽然具有硬度大、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,但是通过一系列的生产实践表明,ASP60+TiAlN滚刀效果更好。
随着科技的进步和人们的不断研究齿轮滚刀的结构也在不知不觉中慢慢变化着。
第一个方面比如说滚刀滚齿头数和滚刀加工被切齿轮的速度有关,滚刀的基本结构参数和根据被切齿轮的结构参数以及滚刀的使用寿命要求有关。
因此,我们在设计滚刀时,先得了解到加工工件的具体参数以及每次重磨后滚刀的参数变化来确定滚刀的基本结构参数。
第二个方面就是0°前角滚刀和正前角滚刀的选取问题,正前角滚刀的切削性能在只考虑齿形设计时,其切削速度等各方面性能是优于0°前角滚刀的,但是正前角滚刀在制造方面却有很多问题,它的齿形较为复杂,制造起来困难,因此目前常用的还是0°前角滚刀。
最后一个就是随着技术的进步和生产的要求,有时候需要将多把滚刀集成于一体可以实现在同一台机床上可以一次性加工不同的齿轮。
实现了效率的提升。
随着科技的发展和生产实践中的不断摸索,齿轮表面的涂层材料也在发生着翻天覆地的变化。