LDS设计规范
- 格式:doc
- 大小:2.25 MB
- 文档页数:10
LDS天线工艺及设计参考
注塑
将进行激光线路成形加工的这个有形部件是用单组分注塑方法制造的。
经过干燥和预热的塑料颗粒在高压下注入模具中,经过冷却后,这个坚硬的部件就成为了模具的复制品。
此注塑MID 元件下一步就是利用激光机进行线路加工。
激光活化
可以进行激光活化的热塑性塑料中含有一种特殊的有机金属复合物形态的添加物,这种添加物在聚焦激光束的照射下可以发生物理化学反应而被活化。
在此掺有杂质的塑料中加工出的裂痕里,复合物被打开并从有机配价体中释放出金属原子。
这些金属粒子作为还原铜的核子。
除了活化之外,激光还使表面微细的粗化,激光只融化了高聚物基体,不会融化其中的填充物。
这样就形成了微细的凹坑和豁口以便在金属化中使铜牢固的附着在上面。
(见图)
金属化
LDS 工艺的金属化部分第一步是清洁以除去激光加工的碎屑,然后是进行有机镀铜浸泡以形成导电线路。
此工艺的一个优势是无需普通镀铜工艺中的初期活化工序。
它的沉淀速度为 3 - 5 微米/小时,若需要更厚的铜层,可以接着进行普通电镀镀铜。
还可以进行镀镍、金、锡、锡/铅、银、银/钯等等,以满足特殊的应用要求。
LDS设计参考。
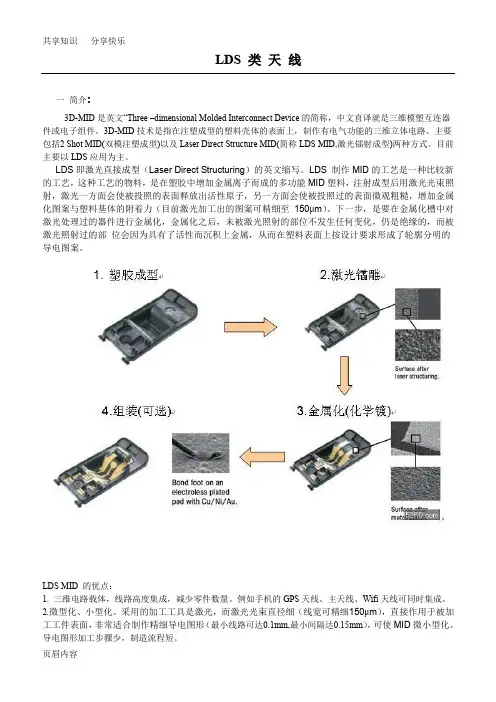
LDS 类天线一简介:3D-MID是英文“Three –dimensional Molded Interconnect Device的简称,中文直译就是三维模塑互连器件或电子组件。
3D-MID技术是指在注塑成型的塑料壳体的表面上,制作有电气功能的三维立体电路。
主要包括2 Shot MID(双模注塑成型)以及Laser Direct Structure MID(简称LDS MID,激光镭射成型)两种方式。
目前主要以LDS应用为主。
LDS即激光直接成型(Laser Direct Structuring)的英文缩写。
LDS 制作MID的工艺是一种比较新的工艺,这种工艺的物料,是在塑胶中增加金属离子而成的多功能MID塑料,注射成型后用激光光束照射,激光一方面会使被投照的表面释放出活性原子,另一方面会使被投照过的表面微观粗糙,增加金属化图案与塑料基体的附着力(目前激光加工出的图案可精细至150μm)。
下一步,是要在金属化槽中对激光处理过的器件进行金属化,金属化之后,未被激光照射的部位不发生任何变化,仍是绝缘的,而被激光照射过的部位会因为具有了活性而沉积上金属,从而在塑料表面上按设计要求形成了轮廓分明的导电图案。
LDS MID 的优点:1. 三维电路载体,线路高度集成,减少零件数量。
例如手机的GPS天线、主天线、Wifi天线可同时集成。
2.微型化、小型化。
采用的加工工具是激光,而激光光束直径细(线宽可精细150μm),直接作用于被加工工件表面,非常适合制作精细导电图形(最小线路可达0.1mm,最小间隔达0.15mm),可使MID微小型化。
导电图形加工步骤少,制造流程短。
3.天线更轻更小,节约设计空间4.设计&开发时间短,同时可满足开发设计中的多次验证修改要求。
5.微小化程度佳,最小线路可达0.1mm,最小间隔达0.15mm6.柔性大。
采用计算机控制,由激光把计算机里的电路图形直接转移到注塑件上,无需额外的工具或掩膜。
城市地理信息系统设计规范GB/T 18578-2001前曰本标准参照城《市地理信息系统标准化指南》和根据城市地理信息系统设计和建设的实际经验在国内首次制定,其目的是规范城市地理信息系统设计的内容和要求,保证城市地理信息系统开发和建设的质量,实现城市地理信息的共享。
本标准的附录A、附录B、附录C都是提示的附录。
本标准由国家测绘局提出并归口。
本标准起草单位:武汉测绘科技大学、国家测绘局测绘标准化研究所。
本标准主要起草人:杜道生、王伟、王占宏。
中华人民共和国国家标准城市地理信息系统设计规范GB/T 18578-2001Specification for designing urban geographicinformation system范围本标准规定了城市地理信息系统的设计原则、内容、方法和要求。
本标准适用于各类城市地理信息系统的总体设计和详细设计,其他地理信息系统的设计可参照本标准。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 12409-1990 地理格网GB/T 13923-1992 国土基础信息数据分类与代码GB/T 14395-1993 城市地理要素城市道路、道路交叉口、街坊、市政工程管线编码结构规则GB 14804-1993 1 :500,1:1 000,1 :2 000 地形图要素分类与代码3 术语3.1城市地理信息系统urban geographic informationsystem,UGIS一种运用计算机软、硬件及网络技术和计算机通信技术,实现对城市各种空间和非空间数据进行输人、存储、查询、检索、处理、分析、显示和更新等操作,以实现城市管理、辅助决策、预测和城市建设工程辅助设计为主要目标的地理信息系统。
3.2系统设计system design为实现用户需求分析提出的系统功能所进行的各种技术设计的总称,包括总体设计、详细设计和设计审查等。
城市地理信息系统设计规范GB/T 18578-2001前曰本标准参照城《市地理信息系统标准化指南》和根据城市地理信息系统设计和建设的实际经验在国内首次制定,其目的是规范城市地理信息系统设计的内容和要求,保证城市地理信息系统开发和建设的质量,实现城市地理信息的共享。
本标准的附录A、附录B、附录C都是提示的附录。
本标准由国家测绘局提出并归口。
本标准起草单位:武汉测绘科技大学、国家测绘局测绘标准化研究所。
本标准主要起草人:杜道生、王伟、王占宏。
中华人民共和国国家标准城市地理信息系统设计规范GB/T 18578-2001Specification for designing urban geographic information system范围本标准规定了城市地理信息系统的设计原则、内容、方法和要求。
本标准适用于各类城市地理信息系统的总体设计和详细设计,其他地理信息系统的设计可参照本标准。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 12409-1990 地理格网GB/T 13923-1992 国土基础信息数据分类与代码GB/T 14395-1993 城市地理要素城市道路、道路交叉口、街坊、市政工程管线编码结构规则GB 14804-1993 1:500,1:1 000,1:2 000地形图要素分类与代码3 术语3.1城市地理信息系统urban geographic information system,UGIS一种运用计算机软、硬件及网络技术和计算机通信技术,实现对城市各种空间和非空间数据进行输人、存储、查询、检索、处理、分析、显示和更新等操作,以实现城市管理、辅助决策、预测和城市建设工程辅助设计为主要目标的地理信息系统。
3.2系统设计system design为实现用户需求分析提出的系统功能所进行的各种技术设计的总称,包括总体设计、详细设计和设计审查等。


LDS设计规范图形和位置公差图形在平面或者接近平面的面上,最小线宽0.2mm ,最小线距0.3mm图形在转角面,或者图形需要两次镭雕接起来的,最小线宽0.3mm ,最小线距0.5mm图形线宽和线距不同面上的图形距离两个转角面上的图形之间,最小距0.5mm尖角尖角位置的图形在包装运输以及滚镀的装桶过程中容易被磨损,而导致漏镀,增加不良率底部尖角,容易会导致激光能量局部集中,引起烧胶;镭雕粉尘集聚,引起两侧多镀结构设计时,需要走线的位置,最好最少做0.5mm 的圆角镭雕入射角不能大于70度,否则会导致斜面激活不良,进而影响镀层品质。
激光入射角镀层不良零件激光入射角零件表面法线入射角不能大于70度线路布置激光挡住激光移除激光激光通过中心位置的激光头输出,打向周边位置,所以并不是垂直向下的。
线路不宜设计在深沟底部,两侧应该保持有10度的斜面避开。
激光头垂直面的激光加工工艺线路在开放的垂直面上,可以采用旋转角度的方式来实现两个面之间的穿孔导通这个位置做尖角两个面之间的导通孔设计,必须最小设置30度的锥面。
可以是上下两个锥面构成,也可以用一个锥面过度 模具设计顶针位置尽量避开线路如果顶针必须做在线路上,可以在顶针顶部做30,或者更大的斜面来做。
顶针设计 线路不该完全靠紧侧壁,第一,为了避免加工误差,而导致线路跑到斜面上;第二,镭雕过程中会产生粉末,得太紧,容易让粉末附着在侧壁上,导致侧壁和底部角落产生多镀如果侧壁有45度的斜度,可以到0.15mm如果侧壁为70度,最少应该保持0.25mm 的距离0.25mm线路与侧面的距离线路与侧壁距离侧壁。

LDS-1A电动型手术台(综合外科手术床)配置清单规定:对飞行中的民用航空器上的人员使用暴力,危及飞行安全,尚未造成严重后果的,依照刑法第一百零五条的规定追究刑事责任;造成严重后果的,依照刑法第一百零六条的规定追究刑事责任。
第二百条规定:违反本法规定,尚不够刑事处罚,应当给予治安管理处罚的,依照治安管理处罚条例的规定处罚。
《中华人民共和国刑法》第一百二十三条对飞行中的航空器上的人员使用暴力,危及飞行安全,尚未造成严重后果的,处五年以下有期徒刑或者拘役;造成严重后果的,处五年以上有期徒刑。
《中华人民共和国治安管理处罚法》第二十三条规定:扰乱公共汽车、电车、火车、船舶、航空器或者其他公共交通工具上的秩序,处警告或者二百元以下罚款;情节较重的,处五日以上十日以下拘留,可以并处五百元以下罚款。
第四十三条规定:殴打他人的,或者故意伤害他人身体的,处五日以上十日以下拘留,并处二百元以上五百元以下罚款;情节较轻的,处五日以下拘留或者五百元以下罚款。
[详细]【延伸阅读】消费者凭什么就是上帝?(网易另一面)乘客因不满飞机延误将三杯开水泼到一空姐身上。
空姐微博自爆当场失声痛哭,想念妈妈。
领导享有特权,更是不敢得罪民航局规定,省、部级(含副职)以上官员订座、购票,应该优先保证央视女主持人@李小萌2010年12月25日发微博称:用里程换了头等舱,选了靠窗,登机见一男坐在我位置,邻座摆着他的大衣。
请空乘出面,空乘喏喏两声再没出现。
该男抬眼傲慢地问:“你想靠窗还是怎么着?咇咆我想靠?这是商量着来的么?嘴上我却说:“你就坐那儿吧。
”一路无话。
到站舱门开,接客的对舱内高喊:“省长辛苦了。
”喏喏与傲慢,都有了答案。
南方周末记者采访发现,民航局规定,要客订座、购票,应该优先保证。
每个航空公司的内部系统都有一个长长的要客名单。
按照民航局上述《规定》的界定,如果订票者的身份是省、部级(含副职)以上官员,军队在职正军职少将以上军官,公使、大使级别外交官这样的重要客人(在一些航空公司的要客目录中,两院院士也榜上有名),系统就会提醒:要客来了。
LDS天线设计规范(1) LDS 專用材料(2) LDS 公差(3) 線路的寬度與線路的間距(4) 線路間距 / 不同平面(5) 尖銳轉角(6) 平坦表面(7) 雷射光入射角(8) 雷雕區域設計適當斜坡(9) 導通孔 (模具孔)(10) 塑膠模具設計(11) 頂針擺放位置(12) 頂針設計(13) 塑件邊緣到雷雕線路的距離(14) 線路和牆之間的距離(15) 線路和矩型孔間的距離(16) 表面處理(17) 可追朔性標記的要求广泛的材料基础—LPKF-LDS 原料热稳定性 (°C )非晶体 半晶体标准热塑材料工程热塑材料高温热塑材料PPPCABSHTN, PA6/6T PET, PBTLCPPPALDS原料供应商Item PolymerTypeCommercial Code Supplier Spec Comments1 PC/ABS LNP* Thermocomp*Compound NX07354P Use in Production2 LCP Vectra E820i-LDS3 LCP Vectra E840i-LDS4 PBT Pocan DP 71025 PET+PBT Pocan DPT 71406 PA6/6T Ultramid T 43817 PC/ABS Xantar® C RC 3710, 3720 Use in Production8 LCP RTP 3499-3 X 113393 C9 PC/ABS RTP 2599 X 113384 C/DProperty Unit NX07354P Vectra®E820iLDSVectra®E840iLDSPocanDP7102PocanDPT7140UltramidT 4381Xantar®C RC3710Xantar® CRC 3720RTP 3499-3X 113393 CRTP 2599X 113384C/DPolymer type PC/ABS LCP LCP PBT PBT+PETPA6/6T PC/ABS PC/ABS LCP PC/ABSMold shrinkage % Paralle/normal0.69/0.61Paralle/normal0.3/1.4Paralle/normal0.1/0.5Paralle/normal1.3/1.3Paralle/normal0.21/1.04Paralle/normal0.6/0.8Paralle/normal0.6/-Paralle/normal0.6/-Paralle/normal0.1/-Paralle/normal0.6-0.8/-TensilestrengthMpa 42 116 102 55 100 110 50 50 117 50TensilemodulusMpa 2570 9000 9300 5600 12000 9000 2200 2200 12411 2413FlexuralstrengthMpa 73 - 109 95 1600 - 80 80 148 85FlexuralmodulusMpa 2430 - 10500 5600 12000 - 2250 2250 12411 2413Impact strength(Charpy/Izod)kJ/m²45 19 33 25 25 35 60 50 - - Density g/cm³ 1.22 1.79 1.81 1.56 1.75 1.57 1.21 1.21 1.74 1.34MVR cm³/10min - - 10 21 - 15 12 - -材料性能的比較LDS 公差根據使用材料,零件幾何形狀,圖案的複雜性,電鍍一般情況下-LDS 線路到線路公差為 +/-0.10mm,LDS線路到塑件邊緣公差為+/-0.15mm 特殊情況下- LDS 線路到線路公差為 +/-0.08mm,LDS線路到塑件邊緣公差為+/-0.12mmGeneral Tolerance TableDimension Description ToleranceA LDS pattern to pattern +/-0.10mmB LDS pattern to part edge +/-0.15mm線路寬度與線路間距0.3 mm0.5 mm最小的雷雕線路寬度: 0.3mm (在一個平面上,特殊情況下為0.2mm)最小的雷雕線路間距: 0.5mmWidth of the trace= 0.3mmWidth between the trace = 0.5mm線路間距 /不同平面min 0.5mm 雷雕線路在相鄰面上的最小間距: 0.5mm尖銳轉角相鄰的兩個面應避免尖銳的轉角,以防止電鍍過程中發生的問題在左例的圖片中綠色的線設計將優於紅色的線路設計建議的邊緣半徑:0.15此處尖銳將在滾鍍時將造成磨損,造成漏鍍或鍍層過薄在尖銳的轉角上需導圓角圓角最小半徑0.15mm外圓角與內圓角皆同此處尖銳轉角將導致化鍍漏鍍平坦表面在一個平坦的表面上設計線路將可以避免漏鍍或膜厚過薄的問題產生若無法將線路連續的設計在一個平面上,尽可能加入柔和的曲線避免後續將會產生的問題雷射光入射角建議的最大入射角60度,因此建議斜坡設計成 30度的傾角(請參閱下一張幻燈片)雷雕區域設計適當斜坡為了提高製程效率和品質應在雷雕區域設計適當的斜坡,斜坡角度建議最低在30度以上Laser beamLaser beamLaser beambad goodbad good30°30°Laser beam導通孔 (模具孔)導通孔最小值徑的要求為0.2 mm,最小的孔錐角為60度最小值徑為:0.2 mm最小的錐角為60度Plated Surface 1Plated Surface 2Plated Surface 3塑膠模具設計•焊接線,分模線,頂針痕,收縮都應該避免在雷雕線路的區域內.最大的分模線段差為 0.05mm.•這一切對雷雕線路的品質具有關鍵性的影響.頂針擺放位置頂針位置在雷雕區域將會產生問題頂針位置在非雷雕區域澆口不可以在雷雕區域並且需與雷雕區域保持至少0.2mm的距離頂針設計正常頂針的設計特別頂針的設計這裡的角度小於30度如果頂針擺放的位置無法避開雷雕區域,請使用特殊的角度設計頂針!非首選首選塑件邊緣到雷雕線路的距離塑件邊緣到雷雕線路的最小距離為: 0.15mm0.15mm0.15mm線路和牆之間的距離線路和牆壁之間必需保持最小距離的原因如下:(1) 為了減少雷雕粉塵附著在壁上,避免產生溢鍍(2) 減少雷射入射角受到約束Gap線路和牆之間的距離最小間隙 (入射角小於 45°) 為0.15mm 最小間隙 (入射角小於 85°) 為0.25mm最小間隙 (入射角大於 85°) 為(0.15mm + tan12.6°x H) = (0.15mm + 0.224 X H) 高度(H)最高為2mm .LDS patternHGapLaser beam12.6°HousingGap線路和矩型孔間的距離為了減少雷雕粉塵附著在壁上,避免化鍍時產生溢鍍,最小距離要求如下:一般:2 mm,特別:1 mm一般:0.5mm,特別: 0.3mm表面處理塑件表面粗躁度在Rz 5 um符合LDS製程要求,打磨表面一般是沒有必要的,(特殊情況下Rz 15um是可以接受的)。
LDS-241M数字式配变保护校验规程1 范围本规程适用于湖北锁金山电业发展有限责任公司LDS-241M保护装置的校验。
2 规范性引用文件以下文件对本规程的制定有很大的借鉴意义,凡注明日期的引用文件,仅注明日期的版本适用于本文件;凡未注明日期的引用文件起最新版本适用于本文件。
DL/T587-1996 微机继电保护装置运行管理规程DL/T619-1997 水电厂机组自动化元件其系统运行维护与检修试验规程DL/T5177-2003 水力发电厂继电保护设计导则LDS-241M保护装置调试大纲 北京四方立德保护控制设备有限公司3 LDS-241M保护装置校验步骤3.1 外观检查检查装置的型号、参数是否与定货一致。
检查机箱背板端子、接地端子是否正确并保持清洁。
所有紧固体无松动,各插件拔插灵活,接触可靠。
面板,机箱外壳整洁,美观,无划痕。
各插件元器件无错焊,漏焊,焊连。
面板指示灯从上到下依次为:运行(绿); 跳高侧(红); 跳低侧(红); 告警(红); 备用(红) 将插件按从左到右顺序插入: (注意:不能带电插拔主板!)槽 号 1# 2# 3# 4# 5#插 件 电源插件 操作插件 逻辑插件 CPU插件 AC插件3.2 绝缘、耐压实验要求:1000V摇表绝缘电阻不小于20兆欧或500V摇表绝缘电阻不小于100兆欧;耐压测试,工频5mA,1分钟,无超漏或报警。
试验时将CPU插件拔出机箱,解开逻辑插件与面板之间连线。
通过后,插入CPU 插件及面板连线再次进行耐压试验。
回 路 端 子 耐压水平交流回路对地 所有E端子对A5 2KV交流电流与交流电压之间E 端子上交流电流对交流电压之间 2KV 电源回路A1、A3对A52KV 遥信回路、操作回路对地 A11、A12及B、C、D 端子对A5 2KV 通讯回路、24V 回路对地 A7~A10端子A5 1KV 通讯回路对24V 回路A7、A8对A9、A10 1KV 通讯回路、24V 回路对其他2KV 回路 A7~A10对其他2KV 回路 2KV 交流对直流回路之间E 端子对其他直流回路2KV3.3 装置通电检查核实装置工作电压,极性正确。
会议系统电及音频的性能要求Electrical and audio requirements for the conference systemsGB/T 15381-943 术语3.1 人员persns3.1.1 代表delegate具有发言和收听设备的与会者。
3.1.2 译音员interpreter通过翻译系统将一种口语口译成一种或多种其他语言的人员。
3.1.3 操作人员operator操作控制设备和视听设备,调换录音机的磁带、监听送到译音员和代表声音质量的人员。
3.1.4 技术人员technician能完成操作人员的职能,还要在判断和修理设备故障方面受过培训的人员。
3.1.5 听众audience在会议上不发言,而只有收听设备的人员。
3.2 耳机earphones3.2.1 头戴耳机——传声器、头戴送受话器headset由传声器(送话器)和头戴耳机(受话器)组成的装置。
3.2.2 耳挂式耳机ear shell挂在人耳上的耳机。
3.3 通路channels3.3.1 原声通路floor channel原声通路是分配发言者(代表、主席、或演讲人)讲话的音频通路。
在会议同声传译系统(CSIS)和语言分配系统设备(LDS)的所有通路选择器上,原声通路用“O”或“OR"(原声)来标志。
当某一通路的语言与原声通路的语言相同时,则该通路也可用来作原声语言分配。
3.3.2 译音语通路language channel译音语通路是一种分配指定语言的音频通路。
在会议同声传译系统和语言分配系统设备的所有通路选择器上,用“1、2、3……”来标注译音语通路。
3.3.3 呼叫通路call channel呼叫通路是一个从译音员到主席、发言者到操作人员处,或从操作人员到主席或发言者处,传输信息的音频通路。
3.4 系统systems3.4.1 自动系统automatic system在自动系统中,传声器由代表操作,但在会议同声传译系统中,操作人员可以优先控制。
LDS 类天线一简介:3D-MID是英文“Three –dimensional Molded Interconnect Device的简称,中文直译就是三维模塑互连器件或电子组件。
3D-MID技术是指在注塑成型的塑料壳体的表面上,制作有电气功能的三维立体电路。
主要包括2 Shot MID(双模注塑成型)以及Laser Direct Structure MID(简称LDS MID,激光镭射成型)两种方式。
目前主要以LDS应用为主。
LDS即激光直接成型(Laser Direct Structuring)的英文缩写。
LDS 制作MID的工艺是一种比较新的工艺,这种工艺的物料,是在塑胶中增加金属离子而成的多功能MID塑料,注射成型后用激光光束照射,激光一方面会使被投照的表面释放出活性原子,另一方面会使被投照过的表面微观粗糙,增加金属化图案与塑料基体的附着力(目前激光加工出的图案可精细至150μm)。
下一步,是要在金属化槽中对激光处理过的器件进行金属化,金属化之后,未被激光照射的部位不发生任何变化,仍是绝缘的,而被激光照射过的部位会因为具有了活性而沉积上金属,从而在塑料表面上按设计要求形成了轮廓分明的导电图案。
LDS MID 的优点:1. 三维电路载体,线路高度集成,减少零件数量。
例如手机的GPS天线、主天线、Wifi天线可同时集成。
2.微型化、小型化。
采用的加工工具是激光,而激光光束直径细(线宽可精细150μm),直接作用于被加工工件表面,非常适合制作精细导电图形(最小线路可达0.1mm,最小间隔达0.15mm),可使MID微小型化。
导电图形加工步骤少,制造流程短。
3.天线更轻更小,节约设计空间4.设计&开发时间短,同时可满足开发设计中的多次验证修改要求。
5.微小化程度佳,最小线路可达0.1mm,最小间隔达0.15mm6.柔性大。
采用计算机控制,由激光把计算机里的电路图形直接转移到注塑件上,无需额外的工具或掩膜。
中国联通D S L工程设计规范(试行)前言本规范是根据中国联通集团公司的发展需要,结合中国联通“宽带升级提速”建设原则、“光进铜退”发展策略和宽带接入网建设指导意见的要求编制的,用于规范和指导中国联通DSL网络(主要包括ADSL、ADSL2+和VDSL2)的规划、设计等工作。
本标准由中国联通网络建设部提出并归口管理。
本标准起草单位:中国联通网络建设部北京电信规划设计院有限公司本标准主要起草者:王晓东、仝长杰中国联通拥有本文件的版权,任何单位和个人未经中国联通授权许可不得向任何第三方泄漏本文件的内容。
目录1适用范围 (1)2引用标准 (1)3缩略语 (2)4名词术语释义 (3)5DSL网络结构 (3)5.1DSL接入网网络结构 (3)5.2DSLAM设备的上联 (4)6技术要求 (4)6.1SNI和UNI接口要求 (4)6.2DSLAM设备要求 (5)7设计原则 (7)8DSL系统技术要求 (8)9网管系统要求 (8)9.1网络管理总体要求 (8)9.2网管系统管理对象 (8)9.3设备的可管理性要求 (8)9.4网管系统设计 (9)10设备安装设计 (10)10.1机房平面布局与设备排列 (10)10.2DSLAM设备安装要求 (10)10.3布线要求与线缆选择 (10)10.4电源系统 (11)11用户线要求 (11)11.1用户线技术要求 (11)11.2新建用户线设计原则 (13)11.3用户线建设 (13)11.4电缆交接设备的安装 (14)12网络资源配置 (15)12.1VLAN划分原则 (15)12.2IP地址规划原则 (16)12.3用户业务认证方式 (16)12.4Q O S实现方式 (16)13环境条件 (16)1 适用范围1.1.1本规范主要规定了基于DSL技术的宽带接入网系统架构、综合布线、DSLAM设备配置要求和网管设计等内容,其它与施工和验收相关内容由《中国联通DSL工程施工及验收规范》进行规定。
LDS 软件快速操作指南(设计篇)拉线塔设计三维实体模型目录1.功能一览................................................................................................... 错误!未定义书签。
2.安装与运行............................................................................................... 错误!未定义书签。
2.1单机版安装....................................................................................... 错误!未定义书签。
2.2网络版安装....................................................................................... 错误!未定义书签。
3.建立力学计算模型................................................................................... 错误!未定义书签。
3.1 坐标系选取及约定.......................................................................... 错误!未定义书签。
3.2 多呼高多接腿模型.......................................................................... 错误!未定义书签。
3.3塔身模型建立................................................................................... 错误!未定义书签。
LDS 类天线
一简介:
3D-MID是英文“Three –dimensional Molded Interconnect Device的简称,中文直译就是三维模塑互连器件或电子组件。
3D-MID技术是指在注塑成型的塑料壳体的表面上,制作有电气功能的三维立体电路。
主要包括2 Shot MID(双模注塑成型)以及Laser Direct Structure MID(简称LDS MID,激光镭射成型)两种方式。
目前主要以LDS应用为主。
LDS即激光直接成型(Laser Direct Structuring)的英文缩写。
LDS 制作MID的工艺是一种比较新的工艺,这种工艺的物料,是在塑胶中增加金属离子而成的多功能MID塑料,注射成型后用激光光束照射,激光一方面会使被投照的表面释放出活性原子,另一方面会使被投照过的表面微观粗糙,增加金属化图案与塑料基体的附着力(目前激光加工出的图案可精细至150μm)。
下一步,是要在金属化槽中对激光处理过的器件进行金属化,金属化之后,未被激光照射的部位不发生任何变化,仍是绝缘的,而被激光照射过的部位会因为具有了活性而沉积上金属,从而在塑料表面上按设计要求形成了轮廓分明的导电图案。
LDS MID 的优点:
1. 三维电路载体,线路高度集成,减少零件数量。
例如手机的GPS天线、主天线、Wifi天线可同时集成。
2.微型化、小型化。
采用的加工工具是激光,而激光光束直径细(线宽可精细150μm),直接作用于被加工工件表面,非常适合制作精细导电图形(最小线路可达0.1mm,最小间隔达0.15mm),可使MID微小型化。
导电图形加工步骤少,制造流程短。
3.天线更轻更小,节约设计空间
4.设计&开发时间短,同时可满足开发设计中的多次验证修改要求。
5.微小化程度佳,最小线路可达0.1mm,最小间隔达0.15mm
6.柔性大。
采用计算机控制,由激光把计算机里的电路图形直接转移到注塑件上,无需额外的工具或掩膜。
电路图形只取决于CAD 数据,因此,设计、修改设计非常方便。
LDS MID 在天线产品的缺点
1 经济性:成本高。
首先其采用的塑胶原材料价格就比较高,激光镭雕的设备价格高,检测设备高,电镀价格高。
所有这些价格导致最后天线成本价格高,并且在短期内不能改变。
2.激光镭雕效率比较低,使产能受到限制,如果增加产量则必须增加设备,而设备的价格又高。
使企业不得不慎重考虑。
LDS MID 的主要应用:
3D-MID技术在美日欧等发达国家、地区已被较广泛的应用于通讯、汽车电子、计算机、机电设备、医疗器械等行业领域。
LDS目前最主要的应用是无限通讯产品,主要为智能手机天线及无限支付这一部分。
目前几乎所有已知的做智能手机的公司几乎都有相关机型使用3D MID天线。
如Nokia、Apple、Moto、SEMC、Samsung、Blackberry、华为、中兴等。
在未来的几年内,随着更多的厂商加入,以及成本的降低,LDS将迎来更大的市场。
二LDS塑胶材料
LDS塑胶原料较成熟厂商有三菱和Sabic,
材料性能的比较
三设计要求
1 LDS类天线的设计,其制品应尽可能设计成一次装卡就能完成所有镭雕的方式,如此能有效提升LDS制品的镭雕效率,降低成本。
尽量不采用多次装卡镭雕
的设计方案。
镭雕时,一次装卡制品,可以实现多个面的镭雕(治具是可以沿着其自身的轴转动,从而实现多个面的镭雕)。
但是垂直于设备自转轴的面,就必须二次装卡然后镭雕,虽然已经有多镭雕头的设备,但是,我们设计的原则还是要尽量减少装卡次数。
2 设计产品之初,应与RF工程师确认,走线都要走到哪些面上。
后面的设计对这些面有详细的要求。
3 设计LDS制品,应使用3D文件,1:1设计,并在输出时也采用3D文件。
4 LDS制品可以使用各种标记,如:型号、日期、公司LOGO、次数和其他特殊标记。
这些标记应尽量远离天线走线的主体,以免干扰天线性能。
5 避免塑胶进胶口设计在走线的面上。
6 尽量避免合模线设计在走线表面,如无法避免,则合模线的要求段差要小于0.05mm,无披峰、飞边。
分模线
天线区域
镭雕照射方
向
该处的断差很可能对镭雕的质量产生影响,因此,其分模线一定要小于0.05mm
7 顶针和斜项不要设计在有LDS走线的表面,
此两个顶针在镭雕电镀区域,如不改进顶针将产生问题
此三个顶针没有在镭雕电镀区域,不会影响镭雕电镀问题
如果顶针位不可避免,则需要如下改进:
顶针OK 顶针NG
8 激光镭雕角度
9最小镭雕线宽度0.3mm (特殊情况下可以为0.2mm ) 走线最小间距0.5mm
建议最大入社角度为60度,(红色线为正常的激光照射线)а角度尽量设计成小于等于30度
Laser beam
Laser beam
Laser beam
bad
good
bad good
30° 30°
Laser beam
10过孔的设计
1)塑胶件小于0.6mm的壁厚时,尽量选用前者,大于等于0.6mm时尽量选用后者(如下图)。
2)下图中2处最小直径0.3mm
3)下图3处斜面符合上述60°的角度要求。
4)2处的塑胶不能到圆角,按照图示角度,越尖越好。
0.3 mm
如果走线比较细,则
在过孔的地方应该
将镭雕电镀区域略
微加大一些。
0.5 mm
5)如下图过孔时,过孔宽度应≥1.5mm,走线离侧边≥0.5mm(特殊时可设计成0.3mm)。
11 面与面之间的圆角
12 线路与邻近墙体的距离
图中绿色走线优于红色走线 面之间的过渡应以圆角过渡,最小圆角R=0.15mm 。
如使用尖角,外尖角易磨损,内尖角易漏镀
0.5
0.5
1.5
2
13 设计突出物用以保护金属化表面避免磨损。
14镭雕电镀边缘到塑胶件边缘最小距离是0.15mm
15 设计电镀用的挂钩位置
16 将走线边缘圆角化,一般R ≥0.3mm 1
3
最小间隙 (入射角小於 45°) 為0.15mm 最小间隙 (入射角小於 85°) 為0.25mm 最小间隙 (入射角大於 85°) 為(0.15mm + tan13°x H) = (0.15mm + 0.224 X H) 1 镭雕电镀表面
2 电镀边缘与相邻的墙壁的 距离(该距离有一定的限制)
3 邻近的墙壁
17线路在相邻表面连接,应圆弧过渡,最好设计成中间有斜面过渡的形式。
18 LDS公差斜面过渡形式,并且使用圆弧
根据所使用的材料,以及零件的复杂程度,化镀能力等情况
一般情況下-LDS 线路到线路的公差为+/-0.10mm,LDS线路到塑件边缘公差为+/-0.15mm 特殊情況下- LDS 线路到线路公差为+/-0.08mm,LDS线路到塑件边缘公差为+/-0.12mm
19 塑件表面粗糙度度在Rz 5 um符合LDS制程要求,打磨表面一般是没有必要的,(特殊情況下Rz 15um是可以接受的)
20 标记能更好的追溯产品信息,但是要远离走线以防止影响电性能,与走线一次装卡完成镭雕。
四.LDS天线镀层厚度的工艺标准:
1.对于不需要做喷涂和需要做二级外观面喷涂处理的LDS天线,其镀层厚度要求为:Cu=12~16um,Ni=3~6um,Au=0.1~0.2um!
2.对于需要做一级外观面喷涂处理LDS天线,因为镀层越厚,喷涂处理就越困难,良品率就越低,所以其镀层厚度要求为:
Cu=5~10um,Ni=2~4um,Au=0.1~0.2um!。