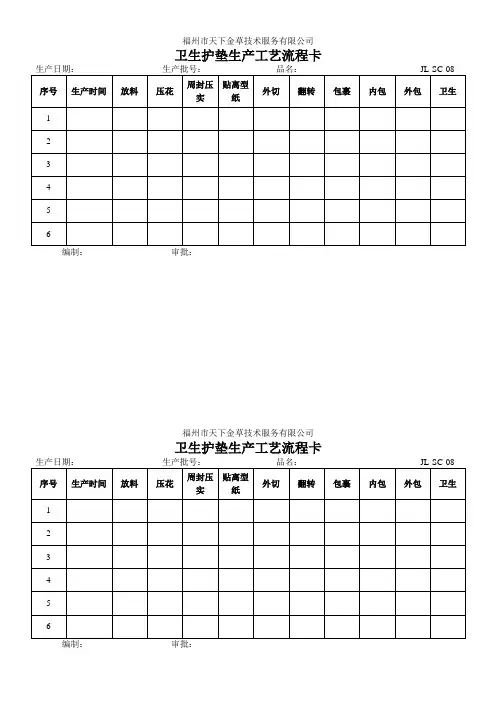
卫生护垫工艺流程卡
- 格式:doc
- 大小:44.50 KB
- 文档页数:1
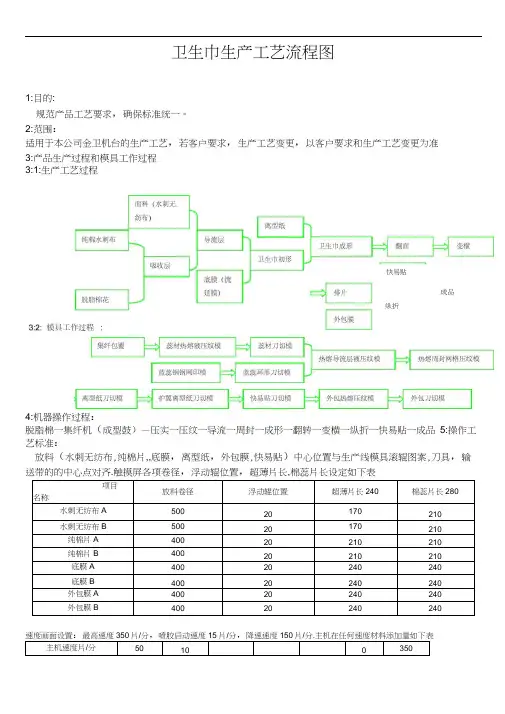
卫生巾工艺流程图-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII卫生巾生产工艺流程图1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准. 3:产品生产过程和模具工作过程 3:1:生产工艺过程3:2:4:机器操作过程:脱脂棉—集纤机(成型鼓)—压实—压纹—导流—周封—成形—翻转—变横—纵折—快易贴—成品 5:操作工艺标准:放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输送带的速度画面设置:最高速度350片/分,喷胶启动速度15片/分,降速速度150片/分.主机在任何速度材料添加量如下表:5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160±3℃,枪体温度162±3℃,喉体温度160±3℃,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准: 流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60±3℃。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐, 热熔缸的加热温度结构胶160±3℃,枪体温度160±3℃,喉体温度155℃±3℃, ,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。
5:6卫生巾成形标准: 边封环形刀与卫生巾中心线对齐,环形沿网格压实纹边整齐切断,护翼边中心点至蓝蕊边距离41±0.5MM,头部边中心点至蓝蕊边距离18±0.5MM,环形刀二头部中心线距离240±0.5MM,离型纸2条喷胶线,每条的宽度14±0.1MM,长度174±0.5MM,离型纸宽45±0.5MM,长度192±0.5MM,离型纸中心线与卫生巾中心线对齐。

本技术新型涉及一种骨科护理垫,解决了现有技术中骨科病人在恢复过程中使用的垫体容易变形的不足。
本技术新型提供的一种骨科护理垫,在底座上设有凹槽,在凹槽的侧壁上设有弹性垫,弹性垫与病员肢体直接接触,使得护理垫具有良好的舒适性能,利于病员的恢复;底座包括前板、后板和中间板,前板和后板通过螺钉固定在一起,前板、后板配合中间板形成对弹性垫进行定位的定位槽,弹性垫固定在定位槽内,弹性垫与底座连接可靠,优化了护理垫在使用时的稳定性能;弹性垫固定在底座上,长期使用后,护理垫不会产生塑性变形,大大延长了护理垫的使用寿命,提高了护理垫在使用过程中的稳定性能。
技术要求1.一种骨科护理垫,其特征在于:包括底座(1),所述底座(1)上设有容纳病员肢体的凹槽(2),所述凹槽(2)的侧壁上固定有弹性垫(3),所述底座(1)包括前板(4)和后板(5),在前板(4)与后板(5)之间设有中间板(6),所述前板(4)、后板(5)配合中间板(6)形成固定弹性垫(3)的定位槽(7),所述中间板(6)的宽度小于弹性垫(3)的厚度,以利于前板(4)和后板(5)压紧弹性垫(3),所述中间板(6)粘接在后板(5)上,所述前板(4)通过螺钉(8)固定在后板(5)上,所述后板(5)上设有凸柱(9),所述凸柱(9)上设有与螺钉(8)配合的螺孔,所述凸柱(9)为圆台体,并且,所述凸柱(9)与后板(5)之间还粘接有肋板(10),所述前板(4)和后板(5)上均粘接有咬紧弹性垫(3)的凸齿(11),所述凸齿(11)均位于定位槽(7)内;所述中间板(6)上还粘接有凸块(12),所述凸块(12)上开设有通孔(13);所述弹性垫(3)包括海绵块(14)和罩设在海绵块(14)外的罩体(15),所述罩体(15)上设有开口,所述罩体(15)上设有封闭开口的拉链,所述拉链为隐形拉链;所述罩体(15)与海绵块(14)之间还设有柔性隔水罩(16),所述柔性隔水罩(16)罩设在海绵块(14)上;所述螺钉(8)上设有便于旋转螺钉(8)的把手(17),所述把手(17)与螺钉(8)为一体式结构,并且,所述把手(17)上粘接有橡胶层,所述橡胶层上设有花纹;所述后板(5)与中间板(6)之间设有提高后板(5)与中间板(6)连接强度的加强筋(18),所述加强筋(18)粘接在后板(5)与中间板(6)之间。

卫生巾的生产流程与技术卫生巾作为女性必需品,对于女性而言其意义重大。
然而,卫生巾的生产流程与技术却鲜有人了解。
本文将从原材料的选取、加工制造、品质检测等方面详细探讨卫生巾的生产过程。
一、原材料的选取卫生巾的原材料主要有芯体、表层、底层以及胶带等。
其中芯体是卫生巾的重要组成部分,其品质直接影响着卫生巾的舒适度和吸收性能。
常用的材料有纯棉、竹浆纸、木浆纸、聚合物吸收介质等。
而表层和底层材料则主要为非织造布、超细纤维、网状物质等。
在选取原材料时,首先要考虑其吸收性和透气性能。
对于芯体材料,品质要求较高,应避免使用含荧光剂、草酸、重金属等有害物质。
同时,对于表层和底层材料,也应选择无刺激、无异味、无毒害的材料。
二、加工制造1. 预处理阶段在制造卫生巾前,首先要将原材料进行预处理。
例如,棉花需要进行开松、打秤、拉布等工艺;非织造布需要进行融合、压花等处理。
这些工序有助于提高原材料的松软性、透气性和手感。
2. 打层阶段打层阶段主要是将芯体、表层和底层等材料按照既定比例进行打层。
首先将芯体材料放在中间,再分别将表层和底层材料放在两侧。
在这个过程中,注意打层的均匀性和紧密度,以保证卫生巾的整体品质。
3. 压缩烘干阶段打层完成后,需要将其进行压缩固定。
在这个过程中,会根据芯体材料的不同进行不同温度和压力的加热。
加热过程不但有助于提高材料的吸水性能和强度,还有助于破坏细菌等有害物质。
4. 模切阶段模切是将已经经过烘干的卫生巾料片按照规格进行裁剪的过程。
这个过程的精确度和速度都很重要,可通过专业的刀模和设备来实现。
同时,在这个过程中也有可能会涉及到再次烘干等处理。
5. 组装阶段组装阶段是将芯体、表层和底层材料以及胶带等按既定比例组装在一起的过程。
这个过程也需要特别注意卫生,以避免污染。
在组装完成后,还需要拿到清洁车间进行杀菌处理之后才能包装。
三、品质检测卫生巾生产完成后,还要经过严格的品质检测,以确保产品的质量和卫生安全。
卫生巾生产工艺流程图1:目的:规范产品工艺要求,确保标准统一。
2:范围:适用于本公司金卫机台的生产工艺,若客户要求,生产工艺变更,以客户要求和生产工艺变更为准 3:产品生产过程和模具工作过程 3:1:生产工艺过程4:机器操作过程:脱脂棉一集纤机(成型鼓)—压实一压纹一导流一周封一成形一翻转一变横一纵折一快易贴一成品 5:操作工艺标准:放料(水刺无纺布,纯棉片,,底膜,离型纸,外包膜,快易贴)中心位置与生产线模具滚辊图案,刀具,输 送带的的中心点对齐.触摸屏各项卷径,浮动辊位置,超薄片长,棉蕊片长设定如下表项目名称放料卷径 浮动辊位置超薄片长240棉蕊片长280水刺无纺布A 500 20 170 210 水刺无纺布B 500 20 170 210 纯棉片A 400 20 210 210 纯棉片B 400 20 210 210 底膜A 400 20 240 240 底膜B 400 20 240 240 外包膜A400 20 240 240 外包膜B40020240240主机速度片/分 5010350成品纵折快易贴5:1纯棉切片标准:纯棉片刀切长度165土0.05MM5:2面料贴合标准:蓝蕊环形头部中心线与面料中心线对齐,贴合附着。
5:3底膜(流延膜)喷胶标准:喷胶喷线中心点与底膜(流延膜)中心位置对齐,热熔缸的加热温度背胶160± 3C ,枪体温度162± 3C ,喉体温度160± 3C ,供胶电机的转速跟随主电机的速度变化而变化电机转速起点设定值20,最大设定值50。
5:4卫生巾初形标准:流延膜与导流层周封网格压实纹痕清淅,压纹能防水渗漏,粘合性强,卫生巾头部周封位置中心线与输送带中心线对齐,热熔模温度60± 3C。
5:5背面离型纸喷胶标准:刮式喷胶线喷胶均匀,刮式喷胶枪头中心线与背面离型纸中心线对齐,热熔缸的加热温度结构胶160± 3C ,枪体温度160± 3C ,喉体温度155C±3C ,,供胶电机的转速跟随主电机的速度变化而变化),电机转速起点设定值20,最大设定值50。