铸件的结构设计
- 格式:ppt
- 大小:3.59 MB
- 文档页数:30


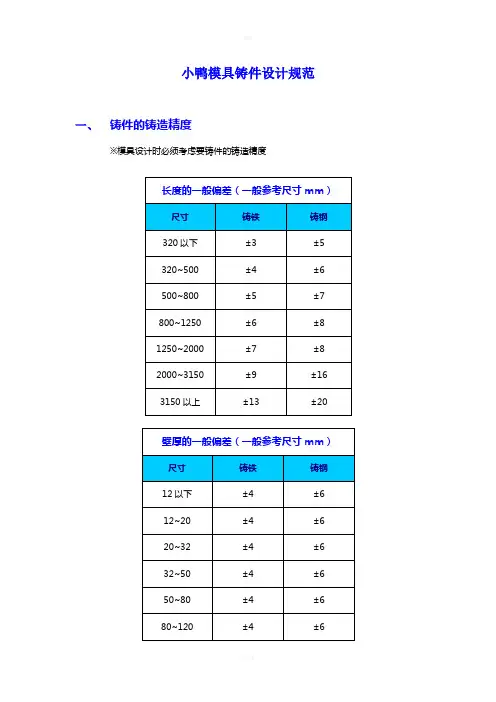
小鸭模具铸件设计规范一、铸件的铸造精度※模具设计时必须考虑要铸件的铸造精度二、铸件的结构设计1>筋的厚度及间距筋的厚度及间隙应注意看与厂家签订的技术要求,一般筋厚不低于30mm;筋的间距(图中A、B尺寸)一般为筋厚(T)8~12倍。
压料圈的筋间距一般取10倍,压料板可以取12~14倍,模板外周加强筋的间距可取至14~18倍2>筋的布置尽量避免斜交差米字型筋▼非直角时加大圆角▼筋设置避免集中交叉(T 字型筋为首选▼筋厚尽量均匀▼铸造困难处、或埋死、或开孔实型贴角困难处,手指不能伸进处都可视为铸造性不佳▼不同宽的筋交叉时的注意事项▼3>铸造孔设计减重孔▼可能情况下,筋全部设减重孔,但是铸件强度不足时,应慎重对待。
窥视孔从侧面查看压料板等是否到底▼为测定间隙,在上、下模的压件器,导向腿处开40X60 的窥视孔▼连接功能铸造孔▼偏重心的铸空,当浇入铁水,实型气化后,砂芯会因偏重而变形,特别是铸空大、偏重心大时,必须在侧设置铸造孔与另一砂芯连接,以实现加强的功能。
废料滑道用铸孔,为方便安装滑道、清砂等▼安装零件用铸造孔▼安装冲孔凸模和斜楔滑块等用铸造孔排水孔▼模具清洗时,在模具不翻转的情况下保证清洗液流出,特别是带侧冲部件等;清除机械加工时的碎屑;漏水孔应该设计在立筋之间,应在铸造时铸出必须图纸说明,下凹的部件应设置一个以上装夹孔▼拉延凸模、压料板和侧冲滑块等铸件装夹用,设置于侧面最小100×40铸出孔或凹槽带型面的铸件如拉延凸模,在型面一侧应加工艺凸台H<3A 或3B 时,上下侧挖空;H>3A 或3B 时,侧面挖空▼侧挖空尺寸▼注:A<100 时,则B=A;200<A<100 时,则B=1.5A;A>200 时,B(最大)=3A 超过上述规定时,在上、下底面及侧筋上开孔,见下图▼三、铸件的空刀设计加工面的空刀一般取10mm,挡块部分可取5mm两加工面相交处的空刀槽,宽度最小30mm,深度最大20mm四、倒角设计原则上凸角取5 X45°,凹角取15X45°,有强度要求时也可取大于上述值;铸件起吊时钢丝绳经过的部分去R20以上。

压铸件的基本结构设计内容咱们今天聊一聊压铸件的基本结构设计内容。
可能你一听“压铸件”三个字,心里就想着这又是什么高大上的东西,其实吧,压铸件就跟咱们平时看到的那些金属零件差不多,差别就是它们是通过压铸工艺来做出来的,简单说,就是把熔化的金属像倒水一样压进一个模具里,冷却固化后就成了咱们需要的形状。
好啦,说到压铸件的设计内容,其实可以分为好几个方面来讲。
首先就是模具设计。
咱们先不说别的,单单这个模具就很考究了。
压铸模具的设计就像是为每个压铸件量身定做衣服,不合适的话,结果就没法穿出来,穿不上也就算了,还可能会导致材料浪费、成型不良等等一大堆麻烦。
模具的设计要求非常高,既要保证零件的精准度,又得考虑到金属在模具里流动的状态,必须考虑冷却系统,甚至是脱模的角度,像是个全方位的“专业护理”。
别看模具小,做不好就能让整个生产过程泡汤,真的是“细节决定成败”啊。
咱们得聊聊压铸件的结构设计。
这个“结构”啊,其实就是零件的形状、厚度分布、壁厚均匀度等等一系列的事。
想象一下,你在做一道菜,如果配料不匀,或者火候控制不好,那味道肯定会差,压铸件也是一样。
设计的好,能让熔融金属在模具里流得顺畅,零件出来时就能不留气孔、不变形,质量自然过关。
特别是壁厚,千万不能忽视!有的地方厚的像土豆饼,有的地方薄得像纸片,做出来的零件要么沉,要么轻,怎么可能不出问题呢?所以啊,这壁厚的均匀性就像做菜时的火候,一定要掌握得当。
然后呢,咱得说说压铸件的材料选择。
这也是个大问题。
有些零件要承受大负荷,有些则得耐高温,甚至得防腐蚀,材料得根据这些要求来选。
可能是铝合金,有时候可能是锌合金,每种金属的性质不一样,决定了它适用的范围和效果。
所以呢,选材可不是随便选选的,而是需要经过精密计算的。
想象一下,你买东西时会货比三家,那在压铸件的设计中,选材也是一样,要根据具体的需求来决定。
对了,还得提一提设计时的考虑问题,比如说气体排放问题。
金属熔化后,容易产生气体,若是设计不合理,这些气体可能就会被困在零件里面,导致气孔、气泡,影响零件的强度。