计算机数控装置(1)
- 格式:ppt
- 大小:1012.50 KB
- 文档页数:32

计算机数控系统计算机数控系统3.1 计算机数控(CNC)系统的基本概念计算机数控(computerized numerical contro,简称CNC)系统是用计算机操纵加工功能,实现数值操纵的系统。
CNC系统根据计算机存储器中存储的操纵程序,执行部分或者全部数值操纵功能.由一台计算机完成往常机床数控装置所完成的硬件功能,对机床运动进行实时操纵。
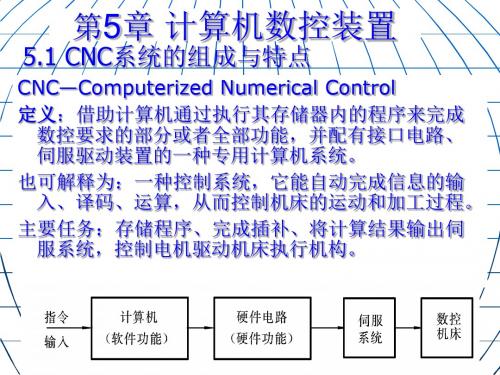
CNC系统由程序、输入装置、输出装置、CNC装置、PLC、主轴驱动装置与进给(伺眼)驱动装置构成。
由于使用了CNC装置,使系统具有软件功能,又用PLC取代了传统的机床电器逻辑操纵装置,使系统更小巧,灵活性、通用性、可靠性更好,易于实现复杂的数控功能,使用、维修也方便,同时具有与上位机连接及进行远程通信的功能。
3.2 微处理器数控(MNC)系统的构成大多数CNC装置现在都使用微处理器构成的计算机装置,故也可称微处理器数控系统(MNC)。
MNC通常由中央处理单元(CPU)与总线、存储器(ROM,RAM)、输入/输出(I/O)接口电路及相应的外部设备、PLC、主轴操纵单元、速度进给操纵单元等构成。
图3 .2.1为MNC 的构成原理图。
3.2.1中央处理单元(CPU)与总线(BUS)CPU是微型计算机的核心,由运算器、操纵器与内寄存器组构成。
它对系统内的部件及操作进行统一的操纵,按程序中指令的要求进行各类运算,使系统成为一个有机整体。
总线(BUS)是信息与电能公共通路的总称,由物理导线构成。
CPU与存储器、I/O 接口及外设间通过总线联系。
总线按功能分为数据总线(DB)、地址总线(AB)与操纵总线(CB)。
3.2.2存储器(memory)(1)概述存储器用于存储系统软件(管理软件与操纵软件)与零件加工程序等,并将运算的中间结果与处理后的结果(数据)存储起来。
数控系统所用的存储器为半导体存储器。
(2)半导体存储器的分类①随机存取存储器(读写存储器)RAM(random access memory)用来存储零件加工程序,或者作为工作单元存放各类输出数据、输入数据、中间计算结果,与外存交换信息与堆栈用等。

1、数控机床按伺服系统的控制方式可分为、、。
2、一般数控加工程序由程序号、、坐标值、、主轴速度、刀具、辅助功能等功能字组成。
3、较常见的CNC软件结构形式有软件结构和软件结构。
4、数控技术中常用的插补算法可归纳为插补法和插补法。
5、当标尺光栅与指示光栅相对运动一个,莫尔条纹移动一个。
6、数控机床主轴常用机、电结合的方法,即同时采用和变速两种方法。
7、数控铣削加工需要增加一个回转坐标或准确分度时,可以使用配备或使用。
8、改变刀具半径补偿值的可以实现同一轮廓的粗、精加工,改变刀具半径补偿值的可以实现同一轮廓的凸模和凹模的加工。
9、电火花成形加工需具备的条件是、、。
10、影响电火花加工精度的主要因素是、、。
11、脉冲当量是指。
数控车床X轴方向上的脉冲当量为Z方向上的脉冲当量的。
12、数控机床的日常维护与保养主要包括、、等三个方面内容。
13、3B格式的数控系统没有功能,确定切割路线时,必须先根据工件轮廓划出电极丝中心线轨迹,再按编程。
二、判断题(每题1分,共10分,正确打√错误打×)1、更换电池一定要在数控系统通电的情况下进行。
否则存储器中的数据就会丢失,造成数控系统的瘫痪。
()2、数控机床几何精度的检测验收必须在机床精调后一次完成,不允许调整一项检测一项。
()3、数控铣削螺纹加工,要求数控系统必须具有螺旋线插补功能。
()4、有静态显示或动态模拟功能的数控系统,只能检查运动轨迹的正确性,无法检查工件的加工误差()5、当脉冲放电能量相同时,热导率愈小的金属,电蚀量会降低。
()6、开环数控机床,进给速度受到很大限制,其主要原因是步进电机的转速慢。
()7、当数控机床具有刀具半径补偿功能时,其程序编制与刀具半径补偿值无关。
()8、只有加工中心机床能实现自动换刀,其它数控机床都不具备这一功能。
()9、M03指令功能在程序段运动结束后开始。
()10、刀具半径补偿仅在指定的二维坐标平面内进行。
()三、选择题(单项选择题、每空1分,共5分)1、数控加工中心的主轴部件上设有准停装置,其作用是()A、提高加工精度B、提高机床精度C、保证自动换刀、提高刀具重复定位精度,满足一些特殊工艺要求2、用铣刀加工轮廓时,其铣刀半径应()A、选择尽量小一些B、大于轮廓最小曲率半径C、小于或等于零件凹形轮廓处的最小曲率半径D、小于轮廓最小曲率半径3、在数控电火花成形加工时,为获得较高的精度和较好的表面质量,在工件或电极能方便开工作液孔时,宜采用的工作液工作方式为()。



填空题答案1.计算机数控装置、伺服驱动装置、输入、输出装置、辅助控制装置2.开环、半闭环、闭环3.代码识别、译码4.译码、刀具补偿、速度处理5.脉冲增量插补、数据采样插补6.偏差判别、坐标进给、偏差计算、重点判别7.时间分割法、粗插补、精插补8.刀补建立、刀补执行、刀补撤销9.刀具补偿、速度计算10.0.3mm/r 、300mm/min11.刀具长度补偿、刀具半径补偿12.直线、圆弧;13.数控装置、伺服系统、机床;14.点位控制、轮廓控制、开环控制、闭环控制;15.起点、终点、设计;16.加工;17.长度、半径;18.进给量、背吃刀量、切削用量;19.切向、法向20.高速钢、硬质合金;21.位置、定向基准;22.靠近、两;23.切削速度、进给量、切削深度;24.冷却作用、润滑作用、防锈作用;25.铣削速度;26.钻锋吃入金属;27.乳化液;28.固定;29.待加工;30.切削力;31.大、小;32.足够的强度和韧性、高的耐耐磨性、高的耐热性、良好的工艺性;33.高速钢、硬质合金钢;34.刀具材料、刀具的几何参数、切削用量;35.尺寸、几何形状、相对位置;36.夹紧元件、对刀元件、夹具体;37.六点定位;38.基准位移、基准不符;39.夹紧;40.粗加工磨钝标准、精加工磨钝标准;41.理想几何参数;42.欠;43.已加工表面;44.刀具的磨钝标准;45.定位元件;46.输入装置、数控装置、伺服系统、机床本体组成;47.穿孔带、磁带、磁盘、光电纸带阅读机;48.点位控制、点位直线控制、轮廓控制;49.刀库、自动换刀装置;50.加工中心、自动交换工件装置;51.EIA代码、ISO代码;52.插补、插补器;53.笛卡儿直角坐标系、增大;54.右手定则、右手螺旋法则;55.脉冲当量;56.Z、Z轴正方向;57.水平的、平行;58.刀具半径补偿、刀具长度补偿;59.小、大;60.切线方向、切线方向;61.引入长度、超越长度;62.较高的强度、耐用度;63.小于、最小;64.刀具刀位点;65.大、合理;66.机床各轴靠近正向极限的位置;67.机床参考点;68.子程序、主程序;69.取消刀具补偿功能;70.初始平面、R点平面;71.M03、旋转72.逆铣;73. 通用夹具、专用夹具、可调夹具、组合夹具、拼装夹具;74. 主切削、假定工作;75. 开始切削、磨损量磨钝;76. 满足使用、可行、经济;77. 硬质合金78.机械夹固式;79.过盈;80.高速钢;硬质合金钢;81.刀具材料;刀具的几何参数;切削用量;82.尺寸;几何形状;相对位置;83.夹紧元件;对刀元件;夹具体;84.挤压;滑移;挤裂;切离;选择题答案1-5 CCBBD 5-10 BBCCB 11-15 CADAC 16-20 CCBAC 21-25 BBAAD 26-30 BCCCD 31-35 ABCAA 36-40 DABBD 41-45 BCCAA 46-50 CCACD 51-55 DADDC 56-60 DACCD 61-65CADAA 66-70 ACABB 71-75 DBBAB 76-80 BBCBB81-85BBBCC 86-90ACACB 91-95CBCCC 96-100DBABA 101-105CCACA 106-110BCBCB 111-115BCBAB 116-120BBBAC 121-125CCDAA 126-130ACCAA 131-135BCACC 136-140CCDCB 141-145CDCBA 146-150CABCB 151-155CCDCD 156-160ABDAC 161-165DAADB 166-170BDBDB 171-175AAACA 176-180CCCDC判断题答案1-5×××√√ 6-10√×××√11-15√√××√ 16-20××√××21-25√×××√ 26-30√×√√×31-35×√×√× 36-40××√××41-45×√×√√ 46-50×√√√×51-55×√××× 56-60√√√√√61-65√×××√ 66-70××√××71-75√√√×× 76-80××√××81-85×√√√× 86-90××√√√91-95××√√× 96-100√√√×√101-105√×√×× 106-110√√×××111-115√√√√√ 116-120√×√××121-125√××√× 126-130×√√××131-135×√√×× 136-140×××√×141-145√√××× 146-150×√×√×151-155××√√× 156-160×√√√×161-165√×√√√ 166-170√×√××171-175√√×√√ 176-180××××√181-185√√×√× 186-190√××××191-195×√××√ 196-200√√×√√简答题答案1.应用刀具半径补偿指令应注意哪些问题?答:(1)刀补建立和刀补撤消程序段必须用G01或G00;(2)刀补进行过程中不可有其他轴运动;(3)刀具补偿值必须由H偏置代号指定,用CRT/MDI方式输入;若H代码为负,则G41与G42可相互取代。
第三章计算机数控装置第一节概述一、CNC装置软件的功能结构如图3-2所示。
二、CNC装置的功能控制功能(轴数)、准备功能、插补功能和固定循环功能、进给功能、主轴功能、辅助功能、刀具管理功能、补偿功能、人机对话功能、自诊断功能、通信功能。
第二节CNC装置的硬件结构一、概述1、单机系统;采用分时处理来实现各种数控功能2、多机系统:有两个或两个以上CPU有一个主CPU有控制和使用系统存储器和系统总结权,其它CPU只能接受主CPU的控制命令或数据二、功能:如图3-5所示1、特点:采用模块化结构,良好的适应性和扩展性、结构紧凑、更换方便2、模块之间的通信a、共享总线:图3-14特点:易实现、经济、效率低b、共享存贮器:图3-15特点:避免防冲突、但扩展较困难三、各模块的作用1、计算机主板和系统总线主板:对输入到CNC装置中的各种数据、信息,进行相应的算术和逻辑运算,CPU芯片及其外围芯片,内存单元、通信接口、软、硬驱动器接口。
系统总线:如图3-7所示,有数据总线、地址总线、控制总线。
2、显示模块:VGA、SVGA3、输入/输出模块(多功能卡)通信接口,RS2324、电子盘(存储模块)作用:如存放系统程序、零件加工程序。
通常采用电子存储器件,即半导体存储器件。
5、设备辅助控制接口模块:如图3-9所示CNC对设备控制:1、轨迹控制:坐标轴的速度和位置;2、顺序控制:对设备动作。
交换的信息:1、开关量信号:行程开关;2、模拟量信号:传感器;3、脉冲量信号。
输入:状态信息→数字信息→计算机输出:满足各种有关执行元件的输入要求。
功率放大(功率匹配)、电气隔离PLC的定义:是一种专为在工业环境下应用而设计的数字运算操作的电子系统,它采用可编程的存贮器,用来在其内部存贮执行逻辑运算,顺序控制、定时、计算和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械设备和生产过程。
6、位置控制模块作用:接受CNC插补运算后输出的位置控制命令,经调节运算输出速度控制指令,然后进行相应的变换后(D/A转换),输出速度指令电压给速度控制单元,去控制伺服电机运行,对于闭环控制或半闭环控制,它还要回收实际位置信号和实际速度信号。