超声波焊接机为什么经常坏换能器?
- 格式:doc
- 大小:23.50 KB
- 文档页数:1

超声换能器的原理及设计超声波换能器是超声波焊接机的高频机械振动源及作用,就是将超声波发生器输出的电能或者磁能转换成相同频率的机械振动,超声焊接机用的换能器,目前有两种,一种是,磁致伸缩型换能器,另一种是压电陶瓷换能器磁致伸缩式换能器,由于效率低,性价比低,还需外加直流极化磁场,因此目前超声焊接机已经很少使用。
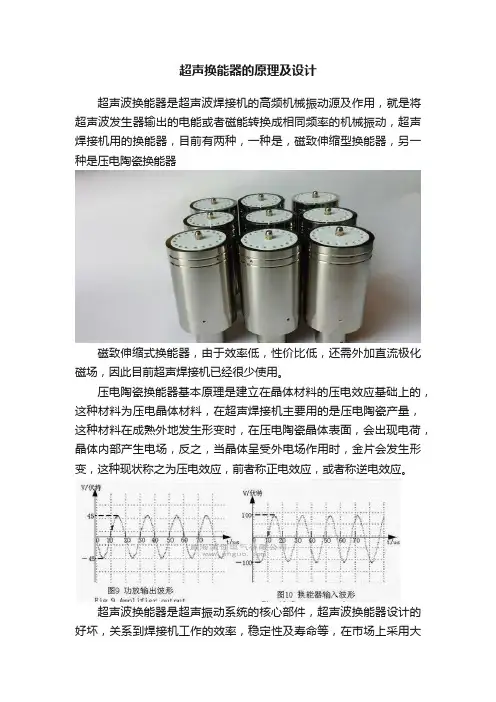
压电陶瓷换能器基本原理是建立在晶体材料的压电效应基础上的,这种材料为压电晶体材料,在超声焊接机主要用的是压电陶瓷产量,这种材料在成熟外地发生形变时,在压电陶瓷晶体表面,会出现电荷,晶体内部产生电场,反之,当晶体呈受外电场作用时,金片会发生形变,这种现状称之为压电效应,前者称正电效应,或者称逆电效应。
超声波换能器是超声振动系统的核心部件,超声波换能器设计的好坏,关系到焊接机工作的效率,稳定性及寿命等,在市场上采用大部分的压电陶瓷换能器,按照振动形式区别种类很多,如径向振动模式,纵向复合式振动模式,剪切振动模式,厚度振动模式等。
超声波塑料焊接机工作时加工塑料工件,需要的是高频率的纵向振动。
使得工件的上下模上下高频振动融化焊接层得到焊接效果。
压电换能器的结构:压电陶瓷换能器的结构,由压电陶瓷晶片,电极片,前后盖等组成。
后盖板一般用质量较大的钢制成前盖板由质量轻的,高强度铝合金或者钛合金制造而成,它是利用了压电陶瓷的纵向效应器,陶瓷元件的极化方向,电场方向,机械振动方向,三者一致。
这种换能器称纵向复合振动换能器,它的长度方向尺寸远大于它们的宽度。
图3-1为国内外焊接机常用的政治使用图与结构图,图中两端是两块金属盖板,中间是压电陶瓷元件堆,压电陶瓷一般是纵向极化的带孔圆片,一根应立螺杆,将这三部分紧固在一起着,称为预应力螺杆。
他只陶瓷元件,具有较大的抗压强度,同时在大功率驱动下,陶瓷元件取压缩状态,从而避免膨胀所造成的破裂这种换能器通过改变前后盖的材料尺寸来控制换能器的频率带宽,前后增速比和有效机电耦合系数等性能参数。

超声波焊接机容易出现的问题及对策一:不良动作之对策:状况:按下熔接按钮,焊头随即下降碰到加工物未发振即上升,下降未到熔接位置。
原因:限位开关不良。
对策:转升降手轮使熔接位置视窗线对正在升降筒熔接位置。
调整其动作位置或换修。
状况:操作中过负载灯亮。
原因:焊头松动,调波不当,焊头破裂。
对策:锁紧焊头。
重新调整声波。
换修。
状况:按下熔接按钮焊头随之下降,但熔接后不上升。
原因:气压不够。
控制电路不良。
对策:调整空气压力。
换修时控板。
状况:电源指示灯不亮,发振箱风扇转弱,不能发振或焊接强度转弱。
原因:电路短路保险丝熔断。
电源插座接触不良。
对策:改换较稳定之电源。
换保险丝。
换修。
状况:空气压力、电源、焊头均正常但无法操作。
原因:紧急上升按钮接触不良。
控制电路不良。
对策:检查或换修。
换修。
状况:焊头上升或下降冲击太大原因:缓冲调整不合适。
缓冲调整锁死。
下降速度设定太高。
对策:重新调整缓冲。
检查并做调整。
调整下降速度调整钮。
状况:熔接过熔,过熔后工作物之外型尺寸不一。
工作物外表损伤太多。
对策:调整最低点微调螺丝。
换装合适振幅之焊头。
熔接时间太长欲缩短。
状况:打开电源总开关,保险丝即熔断。
原因:发振箱本体故障。
对策:换修。
二:熔接状况处理:现象:熔接过度原因:输入工作的能量过多处理方法:1.降低使用压力,2.减少熔接时间,3.降低振幅段数,4.减缓焊头之下降速度现象:熔接不足原因:输入工作的能量太少处理方法:1.增加使用压力;2.加长熔接时间;3.增加振幅段数;4.使用较大功率之机型;5.冶具消耗能量、更换冶具。
现象:熔接不均。
工件扭曲变形。
处理方法:a.检视工件尺寸是否差异。
b.检视操作条件是否造成工作物变形。
c.调整缓冲速度或压力。
检视操作条件(压力、延迟计时、熔接计时、固化计时等)。
1:焊头、底座、工件之接触面不平贴处理方法:a.守能点重新设计,使高度均一。
b.调整水平螺丝。
c.检视造作条件是否确实。
d.检视工件尺寸之形状尺寸。

超声波换能器原理知识大普及在对超声波焊接机、超声波清洗机等设备的了解过程中,都会看到超声波换能器的身影,那么超声波换能器究竟是个什么设备呢?它主要完成哪些功能呢?又是利用什么原理来完成的呢?接下来就让小编带您一探究竟!一、超声波换能器简介超声波换能器,英文名称为Ultrasonictransducer,是一种将高频电能转换为机械能的能量转换器件。
其常被用于超声波清洗机、超声波焊接机、三氯机、气相机等设备中,在农业、工业、生活、交通运输、军事、医疗等领域内都得到了广泛的应用。
超声波换能器二、超声波换能器结构超声波换能器主要包括外壳、声窗(匹配层)、压电陶瓷圆盘换能器、背衬、引出电缆、Cymbal阵列接收器等几大部分构成。
其中,压电陶瓷圆盘换能器起到的作用和一般的换能器相同,主要用于发射并接受超声波;而在压电陶瓷圆盘换能器的上面是Cymbal阵列接收器,主要由引出电缆、Cymbal换能器、金属圆环和橡胶垫圈组成,用作超声波接收器,接受压电陶瓷圆盘换能器频带外产生的多普勒回拨信号。
超声波换能器结构三、超声波换能器原理超声波换能器,其实就是频率与其谐振频率相同的压电陶瓷,利用的是材料的压电效应将电能转换为机械振动。
一般情况下,先由超声波发生器产生超声波,经超声波换能器将其转换为机械振动,再经超声波导出装置、超声波接收装置便可产生超声波。
超声波换能器原理四、超声波换能器应用(1)超声波清洗机利用超声波在清洗液中不断地进行传播来清洗物体上的污垢,其超声波振动频率便是由超声波换能器决定的,可根据清洗物来设定不同的频率以达到清洗的目的。
(2)超声波焊接机利用超声波换能器产生超声波振动,振动产生摩擦使得焊区局部熔化进而接合在一起。
(3)超声波马达中并不含有超声波换能器,只是将其定子近似为换能器,利用逆压电效应产生超声波振动,通过定子与转子的摩擦进而带动转子转动。
(4)超声波减肥利用超声波换能器产生机械振动,将脂肪细胞振碎并排出体外,进而达到减肥的效果。

超声波焊接机的工作原理超声波焊接机是一种常见的焊接设备,它利用超声波的能量来实现材料的焊接。
下面将详细介绍超声波焊接机的工作原理。
1. 超声波发生器:超声波焊接机的核心部件是超声波发生器。
超声波发生器通过电能转换为高频机械振动,产生超声波能量。
2. 换能器:超声波发生器通过换能器将电能转换为机械振动能量。
换能器通常由压电陶瓷材料制成,当电流通过陶瓷时,它会振动并产生超声波。
3. 振动系统:振动系统由换能器、振动焊头和振动块组成。
换能器的振动能量通过振动焊头传递给要焊接的材料。
4. 焊接部件:超声波焊接机通常有两个焊接部件,分别是焊头和焊座。
焊头是固定在振动系统上的,它将超声波能量传递给焊接材料。
焊座是用于支撑和固定被焊接材料的部件。
5. 焊接过程:当超声波能量传递到焊接材料时,它会产生磨擦和热量。
焊接材料因为受到振动的作用而变软,形成塑性状态。
在振动的同时,焊接材料的份子间结合力也会发生改变,使得两个焊接部件在高温和高压的作用下形成坚固的焊接接头。
6. 控制系统:超声波焊接机还配备了控制系统,用于控制焊接过程的参数,如振动频率、振幅、焊接时间等。
控制系统可以根据不同的焊接要求进行调整,以确保焊接质量和效率。
超声波焊接机的工作原理可以简单总结为:通过超声波发生器产生高频机械振动能量,换能器将电能转换为机械振动能量,振动系统将能量传递给焊接部件,焊接部件产生磨擦和热量,使得焊接材料形成坚固的焊接接头。
超声波焊接机具有焊接速度快、焊接质量高、不产生污染等优点,广泛应用于塑料、金属、纺织品等行业。
它被广泛应用于汽车创造、电子设备创造、医疗器械创造等领域,为各行各业的生产提供了高效、可靠的焊接解决方案。