万能分度头拆卸及其机构运动示意图的绘制
- 格式:ppt
- 大小:1.94 MB
- 文档页数:36
1 引言分度头是铣床的主要附件之一,许多零件如齿轮、离合器、花键轴和刀具开齿等在铣削时,都需要利用分度头进行分度。
通常在铣床上使用的分度头有简单分度头、万能分度头、自动分度头等。
其中万能分度头使用的比较广。
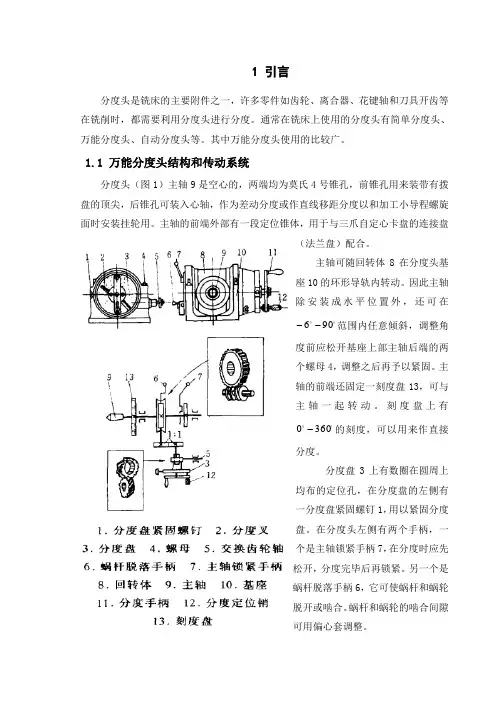
1.1 万能分度头结构和传动系统分度头(图1)主轴9是空心的,两端均为莫氏4号锥孔,前锥孔用来装带有拨盘的顶尖,后锥孔可装入心轴,作为差动分度或作直线移距分度以和加工小导程螺旋面时安装挂轮用。
主轴的前端外部有一段定位锥体,用于与三爪自定心卡盘的连接盘(法兰盘)配合。
主轴可随回转体8在分度头基座10的环形导轨内转动。
因此主轴除安装成水平位置外,还可在90-范围内任意倾斜,调整角6-度前应松开基座上部主轴后端的两个螺母4,调整之后再予以紧固。
主轴的前端还固定一刻度盘13,可与主轴一起转动。
刻度盘上有3600-的刻度,可以用来作直接分度。
分度盘3上有数圈在圆周上均布的定位孔,在分度盘的左侧有一分度盘紧固螺钉1,用以紧固分度盘。
在分度头左侧有两个手柄,一个是主轴锁紧手柄7,在分度时应先松开,分度完毕后再锁紧。
另一个是蜗杆脱落手柄6,它可使蜗杆和蜗轮脱开或啮合。
蜗杆和蜗轮的啮合间隙可用偏心套调整。
在分度头右侧有一个分度手柄11,转动分度手柄时,通过一对传动比为1:1的直齿圆柱齿轮和一对传动比为1:40的蜗杆蜗轮使主轴旋转。
此外,分度盘右侧还有一根安装交换齿轮用的交换齿轮轴5,它通过一对速比为1:1的螺旋齿轮和空套在分度手柄轴上的分度盘相联系。
分度头基座10下面的槽里固定有两块定位键,可与铣床工作台面的T 形槽相配合,以便在安装分度头时,使主轴轴线准确地平行于工作台的纵向进给方向。
2 分度方法2.1 单式分度法由分度头的传动系统可知,分度手柄转40转主轴转1转,即传动比为1:40。
“40”称为分度头的定数。
各种型号的万能分度头,基本上都采用这个定数。
假设工件的等分数为2,则每分度一次主轴需转过1/z 圈,即单式分度法计算公式: n= 40/z 式中 n-分度手柄的转数 z —工件等分数例 铣一直齿圆柱齿轮,齿数z=12,求每次分度手桶的转数。
万能分度头使用法分度头使用方法N(手柄的转数),40(分度头定数)/Z(工件等分数)例:等分数为12N=40/12=3 4/12=1/3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分度盘手柄回转过的工件等分度盘手柄回转过的分数孔数转数孔距数分数孔数转数孔距数 2 任意 20 , 11 66 3 42 3 24 13 8 12 24 3 8 4 任意 10 , 13 39 3 3 5 任意 8 , 14 28 2 24 6 24 6 16 15 24 2 16 7 28 5 20 16 24 2 12 8 任意 5 , 17 34 2 12 9 54 4 24 18 54 2 12 10 任意 4 , 19 38 2 4另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽、齿轮等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
1主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图 1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴5—转动体 6—底座 7—扇形夹分度头的安装与调整1 ) 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
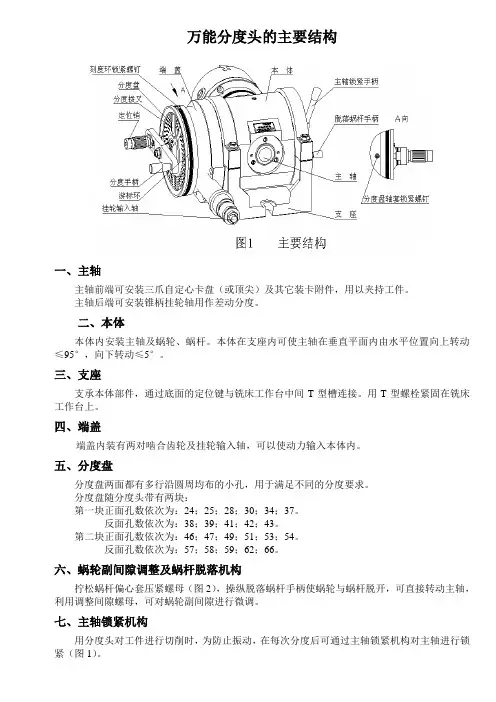
万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,通过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,可以使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可通过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常用附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数 主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
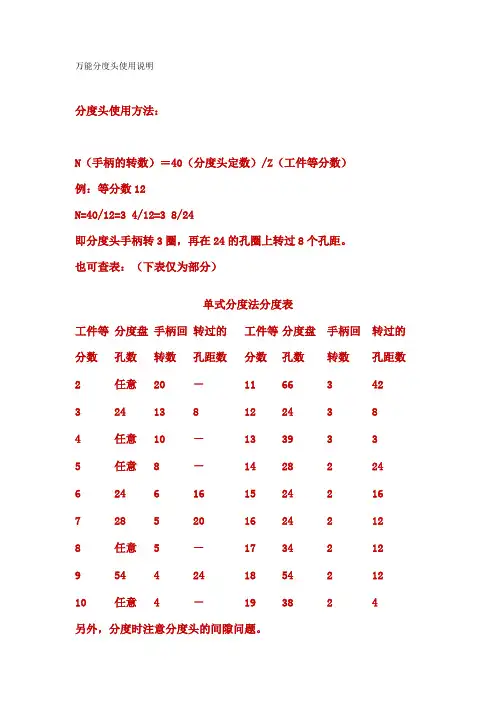
万能分度头使用说明分度头使用方法:N(手柄的转数)=40(分度头定数)/Z(工件等分数)例:等分数12N=40/12=3 4/12=3 8/24即分度头手柄转3圈,再在24的孔圈上转过8个孔距。
也可查表:(下表仅为部分)单式分度法分度表工件等分数分度盘孔数手柄回转数转过的孔距数工件等分数分度盘孔数手柄回转数转过的孔距数2任意20-1166342 324138122438 4任意10-133933 5任意8-1428224 6246161524216 7285201624212 8任意5-1734212 9544241854212 10任意4-193824另外,分度时注意分度头的间隙问题。
分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图1—分度手柄 2—分度盘 3—顶尖 4—主轴 5—转动体 6—底座 7—扇形夹分度头的安装与调整:1 . 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图22. 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
万能分度头使⽤说明书万能分度头使⽤说明书万能分度头的主要结构⼀、主轴主轴前端可安装三⽖⾃定⼼卡盘(或顶尖)及其它装卡附件,⽤以夹持⼯件。
主轴后端可安装锥柄挂轮轴⽤作差动分度。
⼆、本体本体内安装主轴及蜗轮、蜗杆。
本体在⽀座内可使主轴在垂直平⾯内由⽔平位置向上转动≤95°,向下转动≤5°。
三、⽀座⽀承本体部件,通过底⾯的定位键与铣床⼯作台中间T型槽连接。
⽤T型螺栓紧固在铣床⼯作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输⼊轴,可以使动⼒输⼊本体内。
五、分度盘分度盘两⾯都有多⾏沿圆周均布的⼩孔,⽤于满⾜不同的分度要求。
分度盘随分度头带有两块:第⼀块正⾯孔数依次为:24;25;28;30;34;37。
反⾯孔数依次为:38;39;41;42;43。
第⼆块正⾯孔数依次为:46;47;49;51;53;54。
反⾯孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏⼼套压紧螺母(图2),操纵脱落蜗杆⼿柄使蜗轮与蜗杆脱开,可直接转动主轴,利⽤调整间隙螺母,可对蜗轮副间隙进⾏微调。
七、主轴锁紧机构⽤分度头对⼯件进⾏切削时,为防⽌振动,在每次分度后可通过主轴锁紧机构对主轴进⾏锁紧(图1)。
本产品还随机配备了尾架、千⽄顶、顶尖、拨叉、挂轮架、配换齿轮等常⽤附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动⽐ i=螺杆头数螺轮齿数=140主轴转数=螺轮齿数螺杆头数 x 主动直齿轮齿数从动直齿轮齿数 x 分度⼿柄转数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使⽤使⽤分度头进⾏分度的⽅法有:直接分度、⾓度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度⼿柄,根据本体上的刻度和主轴刻度环直接读数进⾏分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧⼿柄后⽅可进⾏切削(图1)。
2、⾓度分度当分度精度要求较低时,也可利⽤分度⼿轮上的可转动的分度刻度环和分度游标环来实现分度。
万能分度头使用说明书万能分度头使用说明书万能分度头的主要结构一、主轴主轴前端可安装三爪自定心卡盘(或顶尖)及其它装卡附件,用以夹持工件。
主轴后端可安装锥柄挂轮轴用作差动分度。
二、本体本体内安装主轴及蜗轮、蜗杆。
本体在支座内可使主轴在垂直平面内由水平位置向上转动≤95°,向下转动≤5°。
三、支座支承本体部件,经过底面的定位键与铣床工作台中间T型槽连接。
用T型螺栓紧固在铣床工作台上。
四、端盖端盖内装有两对啮合齿轮及挂轮输入轴,能够使动力输入本体内。
五、分度盘分度盘两面都有多行沿圆周均布的小孔,用于满足不同的分度要求。
分度盘随分度头带有两块:第一块正面孔数依次为:24;25;28;30;34;37。
反面孔数依次为:38;39;41;42;43。
第二块正面孔数依次为:46;47;49;51;53;54。
反面孔数依次为:57;58;59;62;66。
六、蜗轮副间隙调整及蜗杆脱落机构拧松蜗杆偏心套压紧螺母(图2),操纵脱落蜗杆手柄使蜗轮与蜗杆脱开,可直接转动主轴,利用调整间隙螺母,可对蜗轮副间隙进行微调。
七、主轴锁紧机构用分度头对工件进行切削时,为防止振动,在每次分度后可经过主轴锁紧机构对主轴进行锁紧(图1)。
本产品还随机配备了尾架、千斤顶、顶尖、拨叉、挂轮架、配换齿轮等常见附件。
万能分度头传动系统分度头蜗杆与蜗轮的传动比i=螺轮齿数螺杆头数=401 主轴转数=螺轮齿数螺杆头数×从动直齿轮齿数主动直齿轮齿数×分度手柄转数主动直齿轮齿数Z=28。
从动直齿轮齿数Z=28。
万能分度头的使用使用分度头进行分度的方法有:直接分度、角度分度、简单分度和差动分度等。
1、直接分度当分度精度要求较低时,摆动分度手柄,根据本体上的刻度和主轴刻度环直接读数进行分度。
分度前须将分度盘轴套锁紧螺钉锁紧。
切削时必须锁紧主轴锁紧手柄后方可进行切削(图1)。
2、角度分度当分度精度要求较低时,也可利用分度手轮上的可转动的分度刻度环和分度游标环来实现分度。
教学资源建设脚本模板范例名称:万能分度头简单分度传动链演示
创意描述:
表现形式:动画
文本 按打开键时,有一系列标题,按需要选中一项即可
图形 简单分度传动链图
动画 在界面右上侧设置一组按钮,按钮分别如下:文字说明、
返回、退出系统。
背景为白色
001 简单分度传动链
按打开键时,有一系列标题 万能分度头简单分度传动链
002
文本
1 、简单分度传动链演示;
2 、简单分度法适用于分度数目较多的情况。
分度前应使蜗杆与蜗轮啮合,用锁紧螺钉 9 将分度盘 7 固定使之不能转动, 并调整插销 J 使其对准所选分度盘的 孔圈。
分度时先拔出插销 J ,转动手柄 11, 带动分度头主
轴回转至所需分度位置,然后将插销重新插人分度盘孔 中。
手柄需转转数由下式计算得出:
① 为图形、动画表现区。
② 为按钮设置区。
1 、闪烁显示运动源(手柄)和执行件(主轴);
2 、执行件要能运动(旋转)
3 、并用红色箭头指示传动路线。
4 、中间传动件要能体现传动运动 ③ 配以文字说明。