05火焰钎焊报告
- 格式:ppt
- 大小:461.00 KB
- 文档页数:21

焊接的实习报告四篇焊接的实习报告篇1光阴似箭,转眼间临近毕业。
那时感觉理论这么简单,想必操作起来也并不难,但事实却并非如此。
当我来到工作岗位时,才发现理论与实践的结合并非易事。
于是,我在将理论知识学习之后,终于迈进了咱们期望已久的“实战”中。
当我踏入工作岗位后,首先给咱们讲的就是安全问题。
在现场如果忽视了安全问题就很容易发生公伤事故,当然承受痛苦的也是自己。
因此,咱们每天上班集合时都会一起喊口号:“安全第一”。
为的就是要告诫咱们自己不论做什么事都要三思而后行,更不要完全依靠自己的感觉和经验做事。
一、实习目的:1、简单了解焊工的工作原理及其工作方式;2、学会正确的焊接,并能正确使用一种焊接工件方式。
在实习过程中,我从技术,团队合作,专业素质等方面都有了极大的收获。
从技术方面来说,这次实习给了一次我将所学知识进行运用来解决实际问题的机会,在实习过程中,许多原来并不熟练的知识逐渐被清晰的理解,许多原来没有重视的方面也得到了巩固,更在发现及解决问题的过程中学习到了不少新东西,在课本中所提到的技术要求之外,我在以下几个方面我有了比较深的体会:1、是由于是同组合作,所以在实习程中团队精神就尤为重要,首先要拟订准确的计划,分工明确,在工作过程中咱们不但要做好自己的工作,还要考虑同组人的工作,尽量要为别人带来便利。
小组成员的合作很重要,小组的气氛很大程度上影响工作的进度。
2、是在实习前一定要及时预习相关理论知识,在实习过程中要细心,避免由于方法错误而造成的错误和误差。
并做到步步有检核”这样做不但可以防止误差的积累,及时发现错误,更可以提高工作的效率3、是焊接过程中的计算必须要非常仔细,因为没一个小错误都可能导致整体的错误,误差的检验也是很重要的,一切数据都必须控制在可允许的范围内。
通过实习,让我学到了很多实实在在的东西,很大程度上提高了动手和动脑的能力,同时也拓展了与同学的交际、合作的能力。
一项工作要完整的做完,有时单单靠一个人的力量和构思是远远不够的,只有小组的合作和团结才能让实习快速而高效的完成。


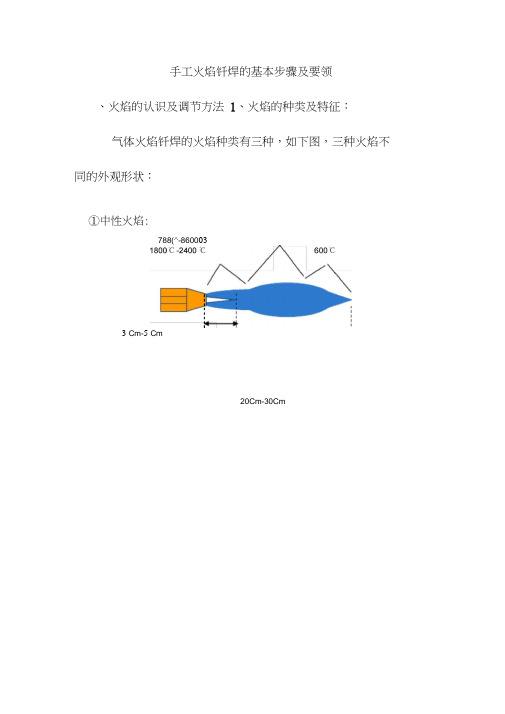
20Cm-30Cm手工火焰钎焊的基本步骤及要领、火焰的认识及调节方法 1、火焰的种类及特征:气体火焰钎焊的火焰种类有三种,如下图,三种火焰不同的外观形状:①中性火焰:788(^-8600033 Cm-5Cm特征:焰芯长约3Cm -5Cm ,外焰长20Cm -30Cm ,与氧化焰、碳化焰相比声音比较适中,其石油气与氧气的比例为1比3,此时火焰的温度比较适宜钎焊铜管。
②氧化火焰:特征:火焰及焰芯较短,声音比较刺耳、嘈杂,石油气与氧气的比例失衡,氧气过大,该火焰中的氧气比例大于了3(标准比例应为1比3),因此温度较高且比较集中,在焊接过程中容易将铜管管壁过烧。
特征:火焰、焰芯较长,声音很温和,石油气与氧气的比例失衡,石油气过大,该火焰中的石油气比例大于1(标准比例应为1比3)。
注:根据管径大小不同火焰的选择也要随之改变,因此管径越粗火焰越粗,管径越细火焰越细。
2、火焰的调节方法第一步:在调节火焰前必须确认该焊炬是否在此之前有无使用过,如超过1小时未使用,必须将石油气及氧气旋钮阀门打开排空(在一定时间内如不使用,焊炬从旋钮阀门至焊咀之间的距离内将会混进空气,在点火之前如不将焊炬内的混合气体排空将可能造成鸣枪、回火爆炸)。
排空步骤如下:将氧气旋钮阀门打开(拧开一圈)排空5秒钟左右关闭再打开石油气旋钮阀门打开(拧开一圈)排空5秒钟左右关闭,如图3-1焊炬外观图图3-1焊炬外观图图3-1焊炬外观图注:焊炬上的氧气、石油气旋钮阀门打开时其方法都是逆时针方向打开,顺时针为关闭。
第二步:打开石油气旋钮阀门一圈的四分之一,采用用打火机或点火器点火(在用打火机点火时手必须放在焊咀后方),缓慢打开氧气阀门调节火焰大小。
如在打开石油气阀门时出现如图4-2a现象说明石油气开启较大,石油气没有充分的燃烧,此时必须减小石油气,如不减小在开氧气时将会被氧气把火焰吹灭,如图3-2a石油气开启过大;图3-2b石油气开启较好图3-2a 石油气开启过大图3-2b 石油气开启较好二、钎焊铜管基础步骤1、钎焊步骤:在火焰钎焊铜管时火焰的加热步骤非常重要,如加热位置不对将会导致铜管管壁表面熔蚀、焊炬回火爆炸、管壁烧穿等安全事故的发生及不良焊接缺陷的产生,因此在焊接过程中必须要保证加热位置的正确性和准确性。

手工火焰钎焊的基本步骤及要领一、火焰的认识及调节方法1、火焰的种类及特征:气体火焰钎焊的火焰种类有三种,如下图,三种火焰不同的外观形状:特征:焰芯长约3Cm -5Cm,外焰长20Cm -30Cm,与氧化焰、碳化焰相比声音比较适中,其石油气与氧气的比例为1比3,此时火焰的温度比较适宜钎焊铜管。
特征:火焰及焰芯较短,声音比较刺耳、嘈杂,石油气与氧气的比例失衡,氧气过大,该火焰中的氧气比例大于了3(标准比例应为1比3),因此温度较高且比较集中,在焊接过程中容特征:火焰、焰芯较长,声音很温和,石油气与氧气的比例失衡,石油气过大,该火焰中的石油气比例大于1(标准比例应为1比3)。
注:根据管径大小不同火焰的选择也要随之改变,因此管径越粗火焰越粗,管径越细火焰越细。
2、火焰的调节方法第一步:在调节火焰前必须确认该焊炬是否在此之前有无使用过,如超过1小时未使用,必须将石油气及氧气旋钮阀门打开排空(在一定时间内如不使用,焊炬从旋钮阀门至焊咀之间的距离内将会混进空气,在点火之前如不将焊炬内的混合气体排空将可能造成鸣枪、回火爆炸)。
排空步骤如下:将氧气旋钮阀门打开(拧开一圈)排空5秒钟左右关闭,再打开石油气旋钮阀门打开(拧开一圈)排空5秒钟左右关闭,如图3-1焊炬外观图注:焊炬上的氧气、石油气旋钮阀门打开时其方法都是逆时针方向打开,顺时针为关闭。
第二步:打开石油气旋钮阀门一圈的四分之一,采用用打火机或点火器点火(在用打火机点火时手必须放在焊咀后方),缓慢打开氧气阀门调节火焰大小。
如在打开石油气阀门时出现如图4-2a现象说明石油气开启较大,石油气没有充图3-1焊炬外观图图3-1焊炬外观图分的燃烧,此时必须减小石油气,如不减小在开氧气时将会被氧气把火焰吹灭,如图3-2a石油气开启过大;图3-2b石油气开启较好。
火苗离焊咀较远图3-2a 石油气开启过大5mm-10mm图3-2b石油气开启较好二、钎焊铜管基础步骤1、钎焊步骤:在火焰钎焊铜管时火焰的加热步骤非常重要,如加热位置不对将会导致铜管管壁表面熔蚀、焊炬回火爆炸、管壁烧穿等安全事故的发生及不良焊接缺陷的 产生,因此在焊接过程中必须要保证加热位置的正确性和准确性。

铜管火焰钎焊工艺一、准备铜管及钎料1.铜管准备:选择符合规格和标准的铜管,确认铜管表面光滑、无毛刺、砂眼等缺陷。
2.钎料准备:选择符合钎焊要求的钎料,如铜磷钎料或铜锌钎料等。
根据铜管的材质和规格选择合适的钎料成分,以保证钎焊接头的强度和气密性。
二、清洗铜管1.准备工作:准备好清洗液,如硝酸、硫酸等,以及清洗工具,如刷子、棉布等。
2.清洗过程:将铜管放入清洗液中浸泡,用刷子轻轻刷洗铜管表面,然后用棉布擦干。
3.清洗时间:根据铜管的材质和污垢程度确定清洗时间,一般为10-30分钟。
4.注意事项:避免使用腐蚀性过强的清洗液,以免损坏铜管表面。
三、预热铜管及钎料1.预热目的:提高铜管和钎料的温度,促进二者之间的相互扩散和浸润。
2.预热温度:根据铜管的材质和规格选择合适的预热温度,一般为200-300℃。
3.预热时间:根据铜管的厚度和规格确定预热时间,一般为10-30分钟。
4.注意事项:保持预热温度的稳定,避免出现过热或不足的现象。
四、火焰加热铜管1.火焰选择:根据实际情况选择合适的火焰,如乙炔-氧气火焰、丙烷-氧气火焰等。
2.加热时间:根据铜管的材质和规格确定加热时间,一般为1-3分钟。
3.加热温度:根据预热温度和钎焊要求确定加热温度,一般高于预热温度20-50℃。
4.注意事项:避免加热过度或不足,导致钎焊接头质量下降。
五、添加钎料1.添加时机:在火焰加热的同时或加热后,将钎料添加到铜管的接缝处。
2.添加次数:根据钎料的成分和铜管的材质确定添加次数,一般为2-4次。
3.添加方法:将钎料均匀地涂抹在接缝处,确保接缝处充分填充。
4.注意事项:避免添加过多或过少的钎料,以保证钎焊接头的质量和气密性。
六、扩散钎料1.扩散温度:保持一定的温度使钎料充分扩散,一般为800-900℃。
2.扩散时间:根据铜管的材质和规格确定扩散时间,一般为1-3分钟。
3.扩散方式:通过加热使钎料在铜管内部扩散,形成接头。
4.注意事项:保持温度稳定,避免出现过热或不足的现象。
焊接实训报告焊接实训报告(10篇)随着个人素质的提升,越来越多的事务都会使用到报告,通常情况下,报告的内容含量大、篇幅较长。
相信很多朋友都对写报告感到非常苦恼吧,下面是小编整理的焊接实训报告,希望对大家有所帮助。
焊接实训报告1一、实训目的:主要学习了焊接生产工艺过程、特点和应用;安全操作方法;焊条的组成、作用、规格及牌号表示方法;手工电弧焊的工艺参数对焊缝质量的影响;常用焊接接头形式、其他焊接方法等,金工焊接与钳工实习报告。
二、钳工实习:主要学习了钳工在机械制造维修中的作用;划线、锯割、锉削、錾削、刮研、钻孔、螺纹加工的方法和应用,各种工具、量具的操作和测量方法;钻床的主要结构,传动系统和安全使用方法,了解扩孔、铰孔等方法;三、焊接步骤:1、引弧(接通电源。
把电焊机调至所需的焊接电流,然后把焊条断不与工件接触短路,并立即提起到2~4mm距离,就能使电弧引燃)2、焊条运动本实验焊条沿着焊缝从左向右运动,注意保持一定的角度和焊接速度。
3收弧时要运用焊条进行花圈,并迅速提起……3敲打焊缝,露出焊条的实质材料……注意事项:1注意实习环境的通风2注意用电安全3注意设备的使用安全4使用焊条要预留几厘米钳工-----加工六角螺母四、工艺:六角螺母加工工艺(序号内容工具)序号内容工具1、锯割下φ45x16mm钢尺、锯弓2、锉削锉二端面、尺寸到12mm钢尺、平锉3、划线划六方钢尺、圆规、样冲、鎯头、划针4、锉削锉六方并300角平锉、游标卡尺5、钻孔钻φ8.5府孔,扩φ12孔口麻花钻φ8.5φ12各一支,台钻6、攻丝带攻m10螺纹绞杠、丝锥(m10)四、注意事项:1、锉削时,不能用手摸工作表面,以免打滑受伤,更不能用嘴吹铁屑,以免飞入眼睛受伤。
2、不要擅自使用砂轮机,如要使用,可在老师指导下操作,人要站在侧边,工作必须夹牢,用力不能过猛。
3、钻孔时,严禁戴手套,工件必须夹牢,实习报告《金工焊接与钳工实习报告》。
4、实习时,工具要摆放整齐,实习后要整理好工具、量具、并搞好工作卫生。
焊接实验报告(6篇)焊接实验报告(精选6篇)焊接实验报告篇1一、实训目的:主要学习了焊接生产工艺过程、特点和应用;安全操作方法;焊条的组成、作用、规格及牌号表示方法;手工电弧焊的工艺参数对焊缝质量的影响;常用焊接接头形式、其他焊接方法等,金工焊接与钳工实习报告。
二、钳工实习:主要学习了钳工在机械制造维修中的作用;划线、锯割、锉削、錾削、刮研、钻孔、螺纹加工的方法和应用,各种工具、量具的操作和测量方法;钻床的主要结构,传动系统和安全使用方法,了解扩孔、铰孔等方法;三、焊接步骤:1、引弧(接通电源。
把电焊机调至所需的焊接电流,然后把焊条断不与工件接触短路,并立即提起到2~4mm距离,就能使电弧引燃)2、焊条运动本实验焊条沿着焊缝从左向右运动,注意保持一定的角度和焊接速度。
3收弧时要运用焊条进行花圈,并迅速提起……3敲打焊缝,露出焊条的实质材料……注意事项:1注意实习环境的通风2注意用电安全3注意设备的使用安全4使用焊条要预留几厘米钳工-----加工六角螺母四、工艺:六角螺母加工工艺(序号内容工具)序号内容工具1、锯割下φ45_16mm钢尺、锯弓2、锉削锉二端面、尺寸到12mm钢尺、平锉3、划线划六方钢尺、圆规、样冲、鎯头、划针4、锉削锉六方并300角平锉、游标卡尺5、钻孔钻φ8.5府孔,扩φ12孔口麻花钻φ8.5φ12各一支,台钻6、攻丝带攻m10螺纹绞杠、丝锥(m10)四、注意事项:1、锉削时,不能用手摸工作表面,以免打滑受伤,更不能用嘴吹铁屑,以免飞入眼睛受伤。
2、不要擅自使用砂轮机,如要使用,可在老师指导下操作,人要站在侧边,工作必须夹牢,用力不能过猛。
3、钻孔时,严禁戴手套,工件必须夹牢,实习报告《金工焊接与钳工实习报告》。
4、实习时,工具要摆放整齐,实习后要整理好工具、量具、并搞好工作卫生。
五、实训体会:经过为时两周的颠簸和劳碌,我们结束了这学期我们专业十分重点的一个模块:金工实习。
虽然说在离开南校的那一刻身体还是十分的'疲惫,但是心情却是异常的平静,那是一种成大功后的平静,像丰收了累累硕果一样充实而满足。
焊接实训报告范文3篇焊接实训报告范文3篇焊接实训报告范文篇一:经过这将近15天的焊接实习,让我学到了很多焊接的知识。
焊接是通过加热、加压,或两者并用,使同性或异性材质的两工件产生原子间结合的加工工艺和联接方式。
焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,CO2保护焊,氧气-乙炔焊,激光焊接,电渣压力焊等多种。
金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
在电焊实习中,我们了解了电焊的实质,了解了电、气焊设备的组成及作用、工具的结构、气焊火焰的种类、调节方法和应用、焊丝与焊剂的作用,学会了选用焊条的种类和如何操作电焊机等。
在实习期间,我们按照师傅讲的基本操作,慢慢练习,逐渐掌握电焊要领。
第一天我的眼睛就被弧光打伤,晚上眼睛刺疼红肿,难以睡眠,脖子脸部等暴露处微红发痒。
老师在实习前讲过要防止弧光灼伤和烫伤眼睛和皮肤。
工作前要检查焊接机接地是否良好,检查焊钳电缆是否良好,防止触电。
焊过的工件更不能用手摸,焊钳不要放在工体上,防止短路烧坏焊机。
一、以下是我实习记住的几点 1.电焊机二次线圈机外壳必须妥善接地,其接地电阻不超过400电焊机要放置在易散热的地方,其温度不超过70 C,电焊机要每台装一个电闸;3.一次与二次线路必须完整,易于辨认,其线路绝缘必须良好;4.所用电焊机手把必须完整,有可靠的绝缘,必要时另加防护板;5.电焊工应在电工指导下进行维修,更换电路及其他零件,不准独自动手;6.在工作前后检查接地是否牢固,工具是否完整,排除焊接引起燃烧等不安全因素;7不要让不戴防护面具的人看电弧光,清除熔渣铁锈时应戴防护眼镜;8我初学电焊,平焊练习了4天了还是焊不直,也不光滑,手老是拿不稳。
经过长时间练习才发现,实际上是进行两种运动的,一种是平焊方向的直线运动,一种是焊条燃烧时我的手往前伸的方向,两种方向的速度都匀速了,就焊的平直光滑了。
火焰钎焊工艺
学浸蚀的方法适用于大批量生产。
使用化学浸蚀的方法时要防止焊件表面腐蚀过度,化学浸蚀后应立即进行中和处理,然后在冷水或热水中冲洗干净,并加以干燥。
合面处理后不得再用手摸,清理后的接头应尽快进行钎焊,以避免焊件在常温下发生氧化。
为保证钎焊接头间隙,对钎焊接头接合面应有合理的表面粗糙度要求,一般应达到Ra6.3以上,如果对接合面的粗糙度要求过低,接头间隙可能过大;如果对接合面的粗糙度要求过高,不仅加工困难,而且会使接头间隙过小。
(五)气焊火焰钎焊操作技术
1.先用轻微碳化焰的外焰加热焊件,焰芯距焊件表面15~20mm,以增大加热面积。
2.当钎焊处被加热到接近钎料熔化温度时,可立即涂上钎剂,并用外焰加热使其熔化。
3.当钎剂熔化后,立即将钎料与被加热到高温的焊件接触,并使其熔化渗入到钎缝的间隙中。
当液态钎料流入间隙后,火焰的焰芯与焊件的距离应加大到35~40mm,以防钎料过热。
4.为了增加母材和钎料之间的熔解和扩散能力,应适当提高钎焊温度。
但若温度过高,会引起钎焊接头过烧,因此,钎焊温度一般应控制在高于钎料熔点30~40℃为宜。
同时还应根据焊件的尺寸大小,适当控制加热持续时间。
5.钎焊后应迅速将钎剂和熔渣清除干净,以防腐蚀。
对于钎焊后易出现裂纹的焊件,钎焊后应立即进行保温缓冷或作低温回火处理。