外包PCB插件、焊接检验标准
- 格式:docx
- 大小:85.75 KB
- 文档页数:6
在一起
拉尖偏焊假焊针孔断裂结晶焊锡量偏
多,出现
尖端
焊锡在元
件引脚周
围不均匀
焊锡与引
脚接触,
但过孔出
没有焊锡
焊点中有
细孔
焊锡量适
合,但元
件会松动
焊点表面
凸凹不平少锡冷焊铜箔剥离
焊接面积
小于焊盘
75%,焊
料未形成
平滑的扇
面
表面呈颗
粒状,有
时有裂纹
铜箔从印
制板上脱
离
板面有焊锡
珠
焊锡量偏
多,元件焊
端连接在一
起
焊锡量适合,
但没有与元件
引脚焊接在一
起
元件焊端一
边没有焊锡
焊锡量明显
太多,超出
焊盘范围,
但没有高出
元件焊端。
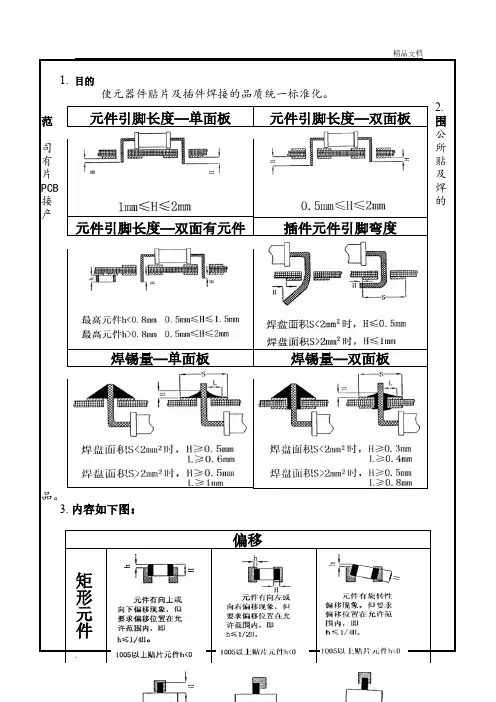
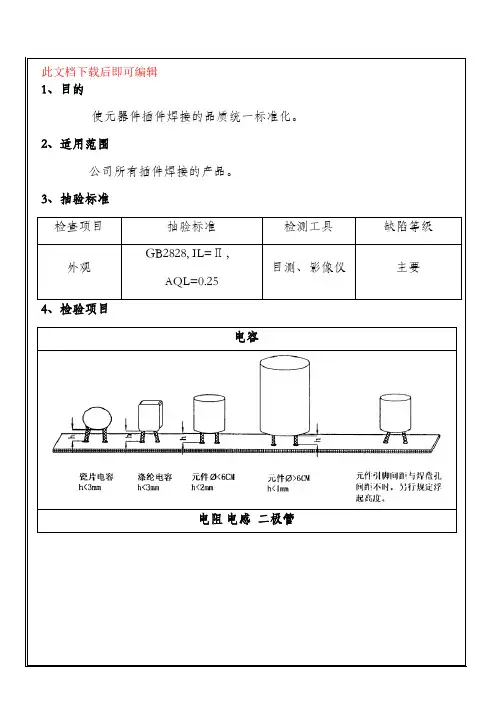
矩形元件 异形元件 元件引脚长度—双面有元件插件元件引脚弯度焊锡量—单面板焊锡量—双面板电路板对应丝印识别:电路板焊接一、焊接流程1、焊接开始前,整理好桌面及周边环境,为电路焊接工作准备一个有条理、整洁的环境。
2、仓库领料,并依据元件明细表核对物料,确保物料正确无误,遇到生疏元件及时向相关负责人询问。
3、依据元件明细表进行电路板焊接。
4、电路板焊接完成后,依据元件明细表核对元件,以保证无错焊、虚焊、漏焊、假焊、桥接。
特别是确认多引脚元件和有极性元件焊接正确。
同样重要的是检查和优化焊点,一块合格的电路板是焊点光滑、过渡均匀、无毛刺、元件排列整齐美观。
二、对焊接点的基本要求1、焊点要有足够的机械强度,保证被焊件在受振动或冲击时不致脱落、松动。
不能用过多焊料堆积,这样容易造成虚焊、焊点与焊点的短路。
2、焊接可靠,具有良好导电性,必须防止虚焊。
虚焊是指焊料与被焊件表面没有形成合金结构。
只是简单地依附在被焊金属表面上。
3、焊点表面要光滑、清洁, 焊点表面应有良好光泽,不应有毛刺、空隙,无污垢,尤其是焊剂的有害残留物质,要选择合适的焊料与焊剂。
三、焊接技术1、手工焊接的基本操作方法①焊前准备,准备好电烙铁以及镊子、剪刀、斜口钳、尖嘴钳、焊料、焊剂(我们这里是指焊锡丝,以下通指焊锡丝)等工具,将电烙铁及焊件搪锡,左手握焊料,右手握电烙铁,保持随时可焊状态。
②用烙铁加热备焊件。
③送入焊料,熔化适量焊料。
④移开焊料,当焊料流动覆盖焊接点,迅速移开电烙铁。
2、电子元器件焊接的顺序是由小到大,由低到高3、元器件焊接注意事项:1)批量将同侧的一端焊盘镀上适量焊锡(仅适用于贴装元器件)。
2)依据文件规定的元器件方向,正确焊接在镀锡焊盘上。
3)批量焊接元件另一端。
4)修复优化焊点,并做清理工作。
5)上述元器件,单个引脚焊接时间在保证焊接质量的前提下,一般1.5-4秒,以避免烫坏焊盘和元器件(对于比较大的元器件如:保险铜件、片形插头等焊接时间4-6秒)。

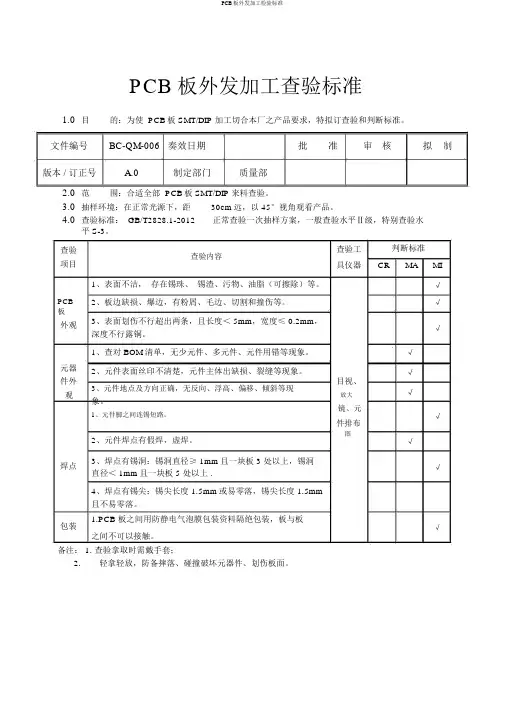
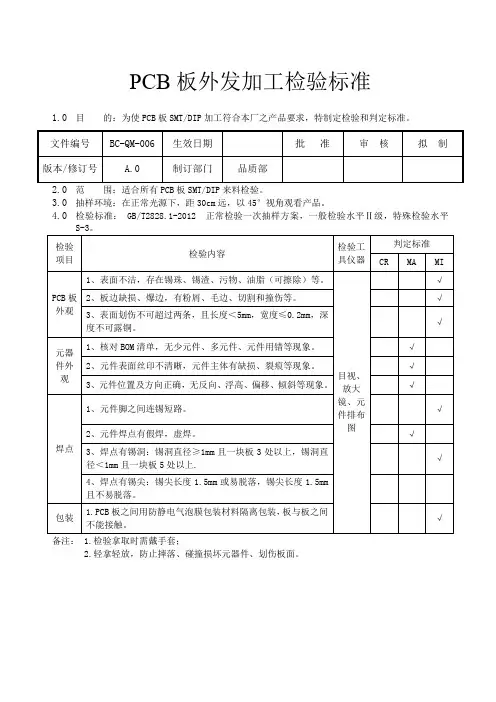
PCB板外发加工检验标准PCB 板外发加工查验标准1.0目的:为使 PCB板 SMT/DIP 加工切合本厂之产品要求,特拟订查验和判断标准。
文件编号BC-QM-006 奏效日期批准审核拟制版本 / 订正号 A.0制定部门质量部2.0范围:合适全部 PCB板 SMT/DIP来料查验。
3.0抽样环境:在正常光源下,距30cm远,以 45°视角观看产品。
4.0查验标准: GB/T2828.1-2012正常查验一次抽样方案,一般查验水平Ⅱ级,特别查验水平 S-3。
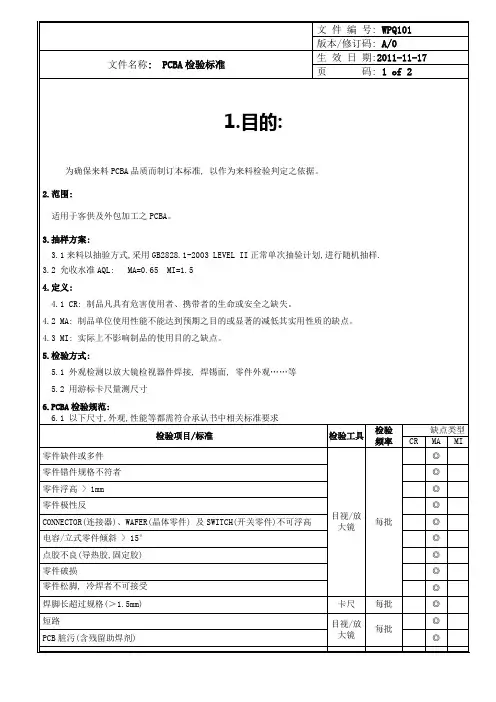
查验项目PCB 板外观元器件外观焊点查验工查验内容具仪器1、表面不洁,存在锡珠、锡渣、污物、油脂(可擦除)等。
2、板边缺损、爆边,有粉屑、毛边、切割和撞伤等。
3、表面划伤不行超出两条,且长度< 5mm,宽度≤ 0.2mm,深度不行露铜。
1、查对 BOM清单,无少元件、多元件、元件用错等现象。
2、元件表面丝印不清楚,元件主体出缺损、裂缝等现象。
目视、3、元件地点及方向正确,无反向、浮高、偏移、倾斜等现放大象。
镜、元1、元件脚之间连锡短路。
件排布2、元件焊点有假焊,虚焊。
图3、焊点有锡洞:锡洞直径≥ 1mm且一块板 3 处以上,锡洞直径< 1mm且一块板 5 处以上 .4、焊点有锡尖:锡尖长度 1.5mm或易零落,锡尖长度 1.5mm且不易零落。
判断标准CR MA MI√√√√√√√√√包装1.PCB 板之间用防静电气泡膜包装资料隔绝包装,板与板√之间不可以接触。
备注: 1. 查验拿取时需戴手套;2.轻拿轻放,防备摔落、碰撞破坏元器件、划伤板面。
电子插件及焊接外观标准
1、标准的锡点:
(1)锡点成内弧形
(2)锡点要圆满、光滑、无针孔、无松香渍
(3)要有线脚,而且线脚的长度要在1-1.2MM之间。
(4)零件脚外形可见锡的流散性好。
(5)锡将整个上锡位及零件脚包围。
2、不标准锡点的判定:
(1)虚焊:看似焊住其实没有焊住,主要有焊盘和引脚脏污或助焊剂和加热时间不够。
(2)短路:有脚零件在脚与脚之间被多余的焊锡所连接短路,另一种现象则因检验人员使用镊子、竹签等操作不当而导致脚与脚碰触短路,亦包括残余锡渣使脚与脚短路
(3)偏位:由于器件在焊前定位不准,或在焊接时造成失误导致引脚不在规定的焊盘区域内
(4)少锡:少锡是指锡点太薄,不能将零件铜皮充分覆盖,影响连接固定作用。
(5)多锡:零件脚完全被锡覆盖,及形成外弧形,使零件外形及焊盘位不能见到,不能确定零件及焊盘是否上锡良好.
(6)错件:零件放置的规格或种类与作业规定或BOM、ECN不符者,即为错件。
(7)缺件:应放置零件的位置,因不正常的原因而产生空缺。
(8)锡球、锡渣:PCB板表面附着多余的焊锡球、锡渣,会导致细小管脚短路。
(9)极性反向:极性方位正确性与加工要求不一致,即为极性错误。
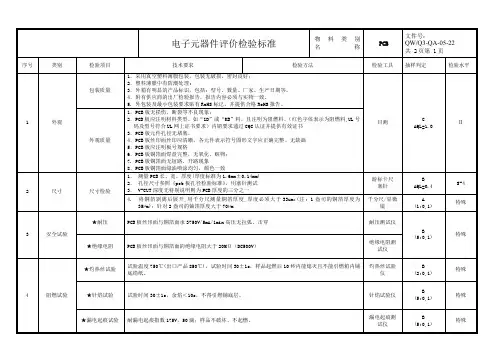
电子元器件评价检验标准物料类别名称PCB文件号:QW/Q3-QA-05-22共2页第1页序号类别检验项目技术要求检验方法检验工具抽样判定检验水平1外观包装质量1.采用真空塑料薄膜包装,包装无破损,密封良好;2.塑料薄膜中有防潮处理;3.外箱有明显的产品标识,包括:型号、数量、厂家、生产日期等。
4.附有供应商的出厂检验报告,报告内容必须与实物一致。
5.外包装及最小包装要求贴有RoHS标记,并提供合格RoHS报告。
目测CAQL=1.0Ⅱ外观质量1.PCB板无损伤、断裂等不良现象;2.PCB板应注明材料类型。
如“ZD”或“KB”料,且注明为阻燃料。
(红色字体表示为阻燃料,UL号码及型号符合UL网上证书要求)内销要求通过CQC认证并提供有效证书3.PCB板元件孔径无堵塞,4.PCB板丝印面丝印应清晰,各元件表示符号图形文字应正确完整、无缺画5.PCB板应注明板号规格6.PCB板铜箔面焊盘完整,无氧化、赃物;7.PCB板铜箔面无短路、开路现象8.PCB板铜箔面绿油喷涂均匀,颜色一致2尺寸尺寸检验1.测量PCB长、宽、厚度(厚度标准为1.6mm±0.14mm)2.孔径尺寸参照《pcb板孔径检验标准》,用塞针测试3.V-CUT深度无特别说明则为PCB厚度的三分之一游标卡尺塞针BAQL=0.4S-44.将铜箔剥离后展开,用千分尺测量铜箔厚度,厚度必须大于33um;(注:1盎司的铜箔厚度为35µm);针对2盎司的铀箔厚度大于70µm千分尺/显微镜A(1;0,1)特殊3安全试验★耐压PCB板丝印面与铜箔面承3750V/5mA/1min高压无拉弧、击穿耐压测试仪B(5;0,1)特殊★绝缘电阻PCB板丝印面与铜箔面的绝缘电阻大于20MΩ(DC500V)绝缘电阻测试仪4阻燃试验★灼热丝试验试验温度750℃(出口产品850℃),试验时间30±1s,样品起燃后10秒内能熄灭且不能引燃箱内铺底绢纸。
pcb 检查标准
PCB(印刷电路板)检查标准主要包括以下几个方面:
1. 尺寸检查:检查PCB的尺寸是否与设计要求一致,包括长度、宽度、厚度等。
2. 线路检查:检查PCB上的线路是否清晰、光滑,无断路、短路等现象。
3. 焊盘检查:检查PCB上的焊盘是否平整、均匀,无凹陷、凸起等现象。
4. 钻孔检查:检查PCB上的钻孔是否规则、光滑,无毛刺、裂纹等现象。
5. 层间检查:对于多层PCB,检查各层之间的连接是否牢固、紧密。
6. 电性能检查:检查PCB在预期的工作环境下,所能达到的电性能指标,如阻抗、电容、电感等。
7. 外观检查:检查PCB表面是否清洁、无划痕、凹陷、
氧化层等现象。
8. 环保要求:检查PCB生产过程中使用的材料和工艺是否符合环保要求,如无铅、无卤等。
这些检查标准可能因不同地区、不同单位以及不同产品领域的具体要求而有所不同。
在实际生产过程中,需要参照相应的标准进行严格的质量控制,以确保最终产品的质量和稳定性。
PCB板检验标准一、检验规范:1、抽样标准:按MIL-STD-105E Ⅱ进行单次抽样。
2、允收水准:CRI=0 MAJ=0.25 MIN=1.0二、外观检验:1、线路,文字,阻焊须与我司样板或研发文件一致。
2、外形尺寸公差±0.13mm。
3、整个板面不允许有刮伤露铜、沾锡、氧化、异色现象等。
4、板面不允许有织物、麻点和擦花,擦花不得露出底材,且长度不超过8mm,宽度同不大于0.2mm,一面不可超过2处(两面不可超过3处)。
5、DIP元件孔内不允许进油或其它异物,而影响焊接和装配,螺丝孔不允许沾锡及其它杂物。
6、阻焊不允许出现气泡,水波纹、起趋和发黑,经热冲击试验不得脱落或变色。
7、基材内杂物,离最近导体距离大于0.2mm,杂物长度不超过0.8mm,并不得超过两处。
8、不允许焊盘锡面粗糙,锡面厚度要求均匀,不允许有缺口、凹洞、露铜、压扁等现象。
9、板曲控制在0.7%以内,不允许板边不良(如毛边、PCB本体破损和裁边不良等现象)。
10、过孔必须全部塞孔。
(除我司有特殊要求产品除外)11、板面补油面积不得超过1mm*8mm,不得超过2处,补油厚度均匀,并颜色与板面颜色一致。
12、绿油凸珠低于或等于SMD PAD。
13、导线补线时,不允许超过线宽±15%,补线后需镀铜、补油与原板保持一致,两面允许一处。
14、V-CUT不得伤及线路、铜面、焊盘、光学点和金手指,V-CUT深度要求两面各切入1/3,要保证易掰开。
15、丝印不允许多印、重影、漏印、溶解、剥离、上焊盘、移位、不清或残缺等现象。
16、不允许PCB斜边和切边的角度、深度不对称或漏斜边;不允许斜边后,两面不对称或不平行,需保证一致性。
(以我司样板及研发所提供文件为准)17、不允许沾锡、残胶、油墨等杂物。
18、不允许氧化、露铜、露镍、异色及金手指压伤,不允许金手指扳边出现任何异色。
19、金手指无感划伤每面不超过2处,长度不超过3个金手指,深度不超过铜膜厚度的20%。
![PCB成品检验标准[2]1](https://uimg.taocdn.com/0a802b8376eeaeaad1f330cb.webp)
PCB横瞬及押估项目1 .外^^查1.1 印刷懈板尺寸印刷^路板的遏晨,厚度,切口,装配定位(支Jf)孔^及孔距,槽以及板遏速接座定位尺寸等均愿符合采瞒文件之SPEC.板遏破揖之深度Pg小于板厚,∙三度和^度满足不大于雕最近簿醴的距蹄的1/2或2.0mm,丽者中取最小值。
1.2 醇通孔(PIatingthroughhole)及元件孔(Plainhole)尺寸原划上用事用孔金十/孔规横瞬孔彳空,孔^^符合采瞒文件之檄准和精度,由于醇通孔内的结瘤和空度JB粗糙造成的孔彳查咸小不愿小于采瞒文件SPEC的最小允^值。
元件孔不J三有不规削情形。
封嘀印刷^路板,元件孔不能油^塞孔现象,醇通孔不鹰超谩5f固∕pcs。
1.3 孔璟(外胤奥醇^速接的醇通孔孔璟最小璟境:不愿小于50μm,孤立焊篮的外JB孔璟由于麻黠,JE痕,缺口或斜孔等缺陷造成的减少不愿小于最小值的20%.非定位/支撑孔之最小孔璟不鹰小于150μm,孤立焊篮的外JB孔璟由于麻黠,JE痕,缺口或斜孔等缺陷造成的减少不愿小于最小值的20%.1.4 粤曲和扭曲夔形鹰符合采瞒文件要求的公差范圉。
1.5 醇μ度最小溥⅛⅛竟:度鹰不小于采瞒文件规定的醇形的80%。
由于孤立的缺陷例如ig⅛⅜粗糙,缺口,金十孔,划痕等造成的醇^境:度减少,最大不鹰超谩醇^最小^度的20%,且IC位不能有。
1.6 ^距在采瞒文件(LAYoUT)规定的最小簿距内,由于遏条彖粗糙/毛刺造成的额外;咸少Il小于20%.1.7 清晰度^^的Bl形鹰符合采瞒文件(LAYoUT)的规定。
在1.6,1.7中规定的任何缺陷面稹的∙ft度不鹰大于溥⅛¾是度的10%或13mm,刖者取较小值。
1.8 表面安装焊篮沿焊篮遏沿的缺口,金十孔,和JS痕等缺陷不鹰超谩焊篮房或^的20%;螯寸焊SS内的此^缺陷,鹰不超谩焊篮房或竟:的10%。
1.9 板遏建接器速接篮(金手指)在板遏建接器的艘金速接篮上,插接IS的缺陷包括:露金臬或铜的缺口及划痕,有^,金院三,凸出于表面的《吉瘤或金Ji凸瘤,麻黠,凹坑或JE痕等上述缺陷l三符合以下要求:最是尺寸不超谩0.15mm,每彳固速接SLt不超谩3(固,并且出现道些缺陷的速接篮不超谩30%.1.10 焊篮起翘任何焊篮起翘均不允言午。
PCB检验标准范围: 本标准适用于对产品的基材、金属涂覆层、阻焊、字符、外型、孔、翘曲度等项目的检验。
当此标准不适于某种手制造工艺或与客户要求不符时,以与客户协议的标准为准。
1检验要求3.1 基(底)材:3.1.1 白斑\网纹\纤维隐现白斑\网纹如符合以下要求则可接受:(1) 不超过板面积的5%(2) 线路间距中的白斑不可占线距的50%3.1.2 晕圈\分层\起泡不可接受.3.1.3 外来杂物基材的外来杂物如果符合以下要求则可接受:(1) 可辨认为不导电物质(2) 导线间距减少不超过原导线间距的50%(3) 最长尺寸不大于0.75mm3.1.4 基材不得有铜箔分层翘起, 不得有纤维隐现的现象。
3.1.5 基材型号符合规定要求3.2 翘曲度公差(见下表)板厚公差(mm)0.2-1.2mm以上1.5mm以上双面板以差≤1%≤0.7%多层板公差≤1%≤0.7%3.3 板厚公差: 板材厚度符合客户要求。
刚性成品双面多层板厚度最大公差如下表板厚mm双面板公差mm多层板公差mm0.2-1.0±0.1±0.11.2-1.6±0.13±0.152.0-2.6±0.18±0.183.0以上±0.18±0.23.4 孔的要求:3.4.1 孔径符合客户要求, 其公差范围如下:孔径mmPTH孔径公差mmNPTH孔径公差小于1.6mm±0.08±0.05大于1.6mm±0.1±0.05注: 孔位图应符合图纸的要求.3.4.2 不得多孔、少孔、及孔未钻穿、塞孔等。
3.4.3 不得有变形孔(如圆孔钻成椭圆孔、喇叭孔,椭圆孔钻成圆孔等)。
3.4.4 孔内不得有铜渣、锡渣等而影响最终孔径。
3.4.5 组件孔内壁露铜不超过3点,其总面积不超过孔壁面积的10%,且不可呈环状露铜。
3.4.6 孔内空穴面积不得大于0.5mm,且每个孔点数不超过2点,这样的孔不超过总孔数的5%。
PCB插件、焊接检验标准
编号:CVTD-7.5-03
1.目的
规范本公司生产的半成品检验,确保产品质量要求,防止不良品流出。
2.范围
适用于本公司内所有半成品板的外观检验和特性检验。
3.检验要求
3.1安装直插元器件准位要求
3.1.1元器件引线成形
a).元器件引线成形要求同类元件保持高度一致,成形元器件两端余量一致。
元器件引脚同焊盘引脚对应整齐,无明显倾斜。
b).元器件引线不允许出现超过引线截面积10%的缺口或变形。
外露基体金属不超过引线可焊表面面积的5%。
(GBT19247.1-2003;6.4)
c).引线从元器件本体或弯曲半径前的容焊点的伸出长度,至少应为引线直径或厚度,不能小于
0.8mm。
(GBT19247.3-2003;4.2.3)如图1:
图1 引线弯曲
d).引线成形要求应使元器件衬底表面与印制板表面的不平行度(即元器件斜面)最大间距≤
2.0mm。
(GBT19247.2-2003/IEC61191-2:1998;4.2.1)如图2
3.1.2元器件引线的弯曲
a).元器件弯曲要求不允许延伸到密封部分内。
引线弯曲半径(R)必须大于引线标称厚度。
上、下弯曲的引线部分和安装的连接盘之间的夹角最小45°,最大为90°。
(GBT19247.2-2003/IEC61191-2:1998;4.2.2)如图2:
图2
b).双引线元器件独立垂直安装时,较大的侧面应垂直于印制板表面,最多倾斜15。
(GBT19247.3-2003;A.4.2)
3.1.3晶体管、二极管等极性元器件的安装
a).元器件要求按极性正确安装保持元器件极性标识同电路板上极性标识一致。
b).元器件比较密集的地方要求各引脚分别套上不同彩色的塑料套管,防止碰极短路。
对于一些大功率晶体管,要求固定散热片。
3.1.4集成电路的安装
集成电路方向正确安装,插到低,保持两边余量一致。
不允许插错、插反。
3.1.5变压器、电解电容、热敏元器件等的安装
a).对于较大的电源变压器,要求采用弹簧垫圈和螺钉固定;
b).电解电容要求安装到底,不歪斜,极性安装正确。
c).热敏元器件的安装,要求有塑料支架支架固定。
d).功率器件与散热片组合时要求加十字锅头螺钉、绝缘垫片来固定,散热片与功率器件之间加导热绝缘垫片;当散热片下PCB板顶层有走线铜箔时,要求在散热片的固定脚上各加一个塑料垫片。
e).晶振需要垫有垫片(元器件安装合格性要求:垫片提供均匀的衬垫和机械支撑,并且与元器件和基板都保持接触)。
(GB/T19247.2-2003/IEC61191-2:1998;5.7.3 )
3.1.6元器件外观要求
器件标志和名称要求清晰可辨,且元器件安装后标志仍可见。
要求电路板元器件丝印与实物封装一致。
(GBT19247.1-2003;7.3)
3.1.7元器件机械强度要求
对于高度超过15mm的一般元器件、变压器和金属壳电源封装件,要求部件可以承受最终产品的
冲击、振动和环境应力,不允许出现晃动。
3.1.8卧式零件组装的方向与极性
3.1.9卧式电子零组件(R,C,L)安装高度与倾斜
3.2贴片元件焊接要求
注:
a.对于可焊性不好的元器件应使用双搪锡工艺或动态波峰焊对引线或接端搪锡。
b.焊接成芯片(带插座)时,要求焊接完插座并冷却后再插入芯片。
3.3焊点合格的标准
3.3.1焊点外形要求(GBT19247.1-2003;7.3)
a.所用安装方式要求能补偿元器件和印制板热膨胀系数(CTE)的失配。
b.允许元器件和连接盘间利用专用接线柱安装。
3.3.2焊点有足够的机械强度
为保证被焊件在受到振动或冲击时不至脱落、松动,要求焊点要有足够的机械强度。
3.3.3焊接可靠,保证导电性能
焊点应具有良好的导电性能,必须要焊接可靠,不允许出现虚焊。
3.3.4焊点表面整齐、美观
要求从连接盘到连接表面或元器件引线的光滑过渡应是明显的。
焊点的外观应光滑、圆润、清洁、均匀、对称、整齐、美观、充满整个焊盘并与焊盘大小比例合适。
3.4外观目测检查
从外观上检查焊接质量是否合格,用3~10倍放大镜进行目检,外观检查的主要内容有(GBT19247.1-2003;10.2.4.1)
3.4.1不允许出现错焊(元器件错用)、漏焊(缺少元器件)、元器件反接、虚焊、倾斜焊。
3.4.2不允许出现导致镀覆通孔之间或内表面导体之间桥接,或延伸到外表面导线下或内表面导线以上、下的起泡或起皮。
(GBT19247.2-2003/IEC61191-2:1998;10.2.1.1)
3.4.3不允许出现连焊、焊点高度高于0.5mm的拉尖现象。
(GBT19247.2-2003/IEC61191-2:1998;
5.3)
3.4.4焊盘要求无脱落、焊点无裂纹。
3.4.5焊点外形润湿应良好,焊点表面是不是光亮、圆润。
a).接端或连接盘的润湿面积比最大润湿面积减少量超出5%的欠润湿定义为不合格品。
b).引起接端润湿面积的可见部分超过5%变得不润湿的接端浸析定义为不合格品。
c).致使接端面积或外周润湿程度低于有关连接类型规定的最低要求的麻点、空洞、气孔和空穴定义为不合格品。
(GBT19247.1-2003:10.2.4;)
3.4.6焊点周围无残留的焊剂。
接触元器件本身的焊料适中。
3.4.7焊接部位无热损伤和机械损伤现象。
不允许出现不透锡现象。
3.4.8元器件、印制板上的字符、颜色要求标识清晰。
(GBT19247.1-2003;7.1/7.2;GBT19247.2-2003/IEC61191-2:1998;5.3)
3.4.9元器件必须完整良好;不可有破损、斑点、裂纹、起泡、起层、编织物外露、晕圈、边缘剥
离、弯曲、焊盘缺口、断裂现象等现象。
不允许出现连接盘或导线起翘。
3.4.10接端、元器件引线、导线和印制表面要求整体干净清洁;目检(不用放大镜),应无可见的残余焊剂或其它杂质。
(GBT19247.1-2003;9.5.2.2)
3.4.11平整度(弓曲和扭曲)要求表面安装不应超过0.75%或2.0mm。
(GBT19247.1-2003;10.2.3)
3.4.12敷形涂层要求不应使组装件的外周总厚度增加超过 1.0mm。
印制板各边从外边向里不超过6.0mm所包括的区域。
涂层覆盖要求完全固化和均匀一致,只覆盖组装图规定的区域,无暴露元器件导线、印制线路导体(包括接地层)或其它导体的空洞、气泡或杂质,或降低设计的电气间距,无白斑、起皮或皱褶(非粘接区)。
(GBT19247.1-2003;11.1.1.5)
3.4.13用半自动平面锡焊机焊接时要求提前对特殊焊盘处理:需要焊接贴片元件、穿线焊接孔、背面焊接元件或空白不焊的位置,需要用美纹胶带将焊盘粘住。
3.4.14特殊情况需要飞线连接的,要求工艺文件中有特殊说明。
不允许出现飞线接触除焊点之外的其它焊盘。
3.4.15清洗完毕的线路板要求严格按照工艺文件要求在指定的位置贴上半成品的规格型号、ERP编号等标识。
3.4.16半成品工序转移时必须装入防静电袋中并放置周转箱内转移。
3.5手触检查
在外观检查中发现有可疑现象时,采用手触检查。
用手指触摸元器件有无松动、焊接不牢的现象,用镊子轻轻拨动焊接部或夹住元器件引线,轻轻拉动观察,要求无松动现象。
4.检验规则
抽检:采用GB/T2828.1-2003一般检验水平II,接收质量限AQL=2.5,抽样方案为下表:
5.引用文件
GB/T 19247.1-2003;
GB/T 19247.2-2003/IEC61191-2:1998;
GB/T 19247.3-2003
GB/T 2828.1-2003。