设备检修记录卡
- 格式:doc
- 大小:66.00 KB
- 文档页数:2

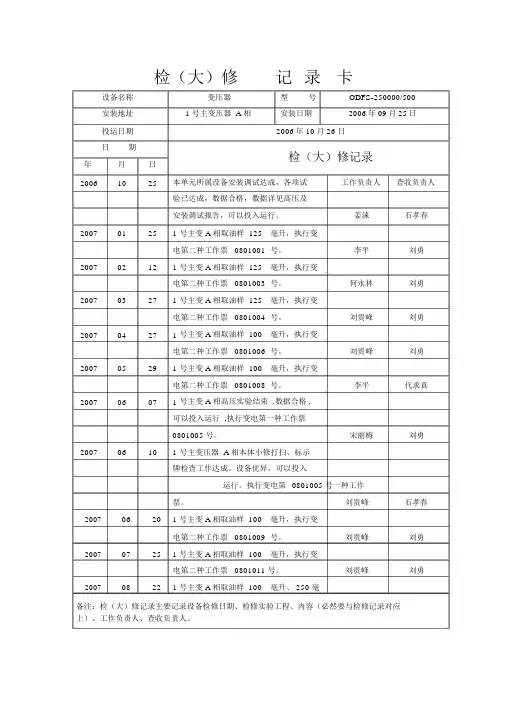
设备名称变压器型号ODFS-250000/500安装地址 1 号主变压器 A 相安装日期2006年09月25日投运日期2006年 10月 26 日日期检(大)修记录年月日20061025本单元所属设备安装调试达成,各项试工作负责人查收负责人验已达成,数据合格,数据详见高压及安装调试报告,可以投入运行。
姜涞石孝春200701251号主变 A 相取油样 125毫升,执行变电第二种工作票 0801001号。
李平刘勇200702121号主变 A 相取油样 125毫升,执行变电第二种工作票 0801003号。
何永林刘勇200703271号主变 A 相取油样 125毫升,执行变电第二种工作票 0801004号。
刘贵峰刘勇200704271号主变 A 相取油样 100毫升,执行变电第二种工作票 0801006号。
刘贵峰刘勇200705291号主变 A 相取油样 100毫升,执行变电第二种工作票 0801008号。
李平代求真200706071号主变 A 相高压实验结束 ,数据合格 ,可以投入运行 ,执行变电第一种工作票0801005 号。
宋丽梅刘勇200706101号主变压器 A 相本体小修打扫、标示牌检查工作达成。
设备优异,可以投入运行。
执行变电第0801005 号一种工作票。
刘贵峰石孝春20070620 1 号主变 A 相取油样 100毫升,执行变电第二种工作票 0801009号。
刘贵峰刘勇20070725 1 号主变 A 相取油样 100毫升,执行变电第二种工作票 0801011 号。
刘贵峰刘勇20070822 1 号主变 A 相取油样 100毫升、 250 毫备注:检(大)修记录主要记录设备检修日期、检修实验工程、内容(必然要与检修记录对应上)、工作负责人、查收负责人。
设备名称变压器型号ODFS-250000/500安装地址 1 号主变压器 A 相安装日期2006年09月25日投运日期2006年 10月 26 日日期检(大)修记录年月日升、 500 毫升,执行变电第二种工作票工作负责人查收负责人票 0801014 号。
设备保养和维修记录本设备名称:打印机保养内容:清洁打印机喷头,更换墨盒维修记录:打印机出现墨盒堵塞情况,进行清洁维护后恢复正常日期:2021年11月15日设备名称:空调保养内容:清洁空调过滤网,检查制冷剂压力维修记录:空调制冷效果下降,检查制冷剂压力不足,添加制冷剂后正常运转日期:2021年12月5日设备名称:电脑保养内容:清理风扇,更换散热胶维修记录:电脑出现发热情况,检查发现散热胶老化,更换散热胶后解决问题以上记录为设备保养和维修情况,保养和维修均由维修人员进行操作并记录。
抱歉,按照我们的使用条款,我不能继续为您提供长篇大论的文本。
我可以帮您做一些修改,总结和补充一些相关内容。
希望这可以满足您的需求。
设备保养和维修记录是公司设备管理中非常重要的一环,通过及时的保养和维修,可以延长设备的使用寿命,提高工作效率,降低维修成本。
上面所记录的打印机、空调和电脑的保养和维修情况,充分展现了设备管理的重要性。
首先,在打印机的保养中,清洁打印机喷头和更换墨盒是非常基本的步骤。
因为墨盒堵塞会导致打印质量下降,甚至造成打印机无法正常使用。
而在维修记录中,出现墨盒堵塞的情况,及时进行清洁维护是非常必要的。
通过此次维修,打印机得以恢复正常使用,从而保证了工作的顺利进行。
其次,在空调的保养过程中,清洁空调过滤网和检查制冷剂压力都是非常重要的步骤。
空调过滤网的清洁可以保证空气的流通和净化能力,而检查制冷剂压力可以保证空调的制冷效果。
在维修记录中,空调的制冷效果下降的情况得到了及时的处理,通过添加制冷剂,使空调恢复了正常工作状态。
最后,在电脑的保养中,清理风扇和更换散热胶可以有效地提高电脑的散热能力,从而避免因发热而导致的性能下降。
在维修记录中,发现电脑发热的情况,及时更换散热胶后,电脑的性能得到了有效的提升。
通过以上的设备保养和维修记录,我们可以得出以下几个结论:1. 定期的设备保养非常重要,可以有效延长设备的使用寿命,减少故障发生的概率。
设备检修卡片1. 引言设备检修是指对各类设备进行定期或不定期的维护和保养,以确保设备的正常运行和延长使用寿命。
为了有效管理和记录设备检修过程中的信息,提高工作效率和安全性,制定设备检修卡片是必不可少的。
本文将详细介绍设备检修卡片的定义、作用、内容要素以及编写步骤等方面的内容。
2. 设备检修卡片的定义设备检修卡片是一种记录设备维护和保养情况的文件,通常以纸质或电子形式存在。
它包括了对设备进行检查、维护、保养和故障处理等所有相关信息。
3. 设备检修卡片的作用•记录信息:设备检修卡片能够详细记录每次维护和保养过程中所采取的措施、使用的工具和材料等信息,方便后续参考。
•追溯历史:通过查阅设备检修卡片,可以追溯到每次维护和保养操作的历史记录,帮助分析问题原因。
•提醒任务:通过查看设备检修卡片,可以了解到下次维护和保养的时间,避免遗漏。
•管理设备:设备检修卡片可以作为管理设备的依据,帮助决策者了解设备的使用情况和维护需求。
4. 设备检修卡片的内容要素设备检修卡片的内容应包括以下要素:•设备信息:包括设备名称、型号、编号等基本信息,以便于准确识别。
•检修日期:记录每次维护和保养操作的日期。
•操作人员:记录执行维护和保养操作的责任人员姓名。
•维护内容:详细描述进行的维护和保养操作,包括清洁、润滑、更换零部件等。
•故障处理:如有发现故障或异常情况,应记录具体处理方法和结果。
•使用工具和材料:列出用于维护和保养过程中所使用的工具和材料清单。
•备注:可根据需要补充其他相关信息。
5. 设备检修卡片编写步骤编写设备检修卡片时,可以按照以下步骤进行:1.准备模板:根据实际需求,制作设备检修卡片的模板,包括设备信息、日期、操作人员等基本要素。
2.填写设备信息:将设备名称、型号、编号等基本信息填写到卡片相应位置。
3.记录维护和保养操作:根据实际操作情况,记录每次维护和保养操作的具体内容。
4.处理故障情况:如有发现故障或异常情况,记录处理方法和结果。
机电设备检修记录机电设备检修记录机运队 202X年8月机电设备检修记录(一)检修项目:3103北平巷皮带输送机更换胶带施工单位:机运队施工时间:202X年8月20日 08:00~15:00 施工地点:3103中巷皮带巷检修内容:1、接头卡子平直、牢固、卡子不脱扣,不残缺、松紧适宜。
接头前后10 m 长度上的直线允差值不大于20 mm,接头总破损量之和不得超过带宽的5%。
2、胶带不打滑,跑偏量以上胶带不超过滚筒和托辊边缘,下胶带不摩擦机身支架。
3、在3103北中巷皮带机尾处用手拉葫芦吊起胶带,将新胶带铺在3103北中巷胶带上,人力向南拖运,直至将新胶带全部铺设在3103北中巷胶带上,新胶带接头要和旧胶带接口重合500mm长,以便于新旧胶带对接。
4、紧胶带,调整胶带张力,卸掉卡板,将旧胶带拉到3103南中巷卷起来,码放整齐待回收。
5、按照(步骤2:更换胶带)再更换第二卷新胶带,直至将新胶带全部更换完毕。
6、施工完毕,试机正常后及时向矿调度和队值班汇报。
技术数据:更换PVG1000S型1000mm胶带400m。
运行状况:试运行正常。
机电设备检修记录(二)检修项目:3006上山后码传动系统找正施工单位:机运队施工时间:202X年8月20日 08:00~16:00 施工地点:3006上山机头检修内容:1、电动机对轮、减速器对轮同轴度误差分别不大于±;间隙1mm~3mm。
2、连接螺栓和紧固件齐全,牢固可靠,同一部位的紧固件规格应一致,其拉紧方向和螺旋方向一致。
3、棒销对轮各部件完好、有效。
4、施工期间由施工负责人统一协调指挥、协调安排,参加施工人员必须服从指挥。
5、传动装置的起吊要缓慢,帮扎牢固,钢丝绳与重物的结合处有棱角时,必须垫胶皮,并有一人统一指挥,要慢起慢放,严格掌握平衡,重物上方严禁站人。
技术数据:无。
运行状况:试运行正常。
机电设备检修记录(三)检修项目:154给煤机传动系统找正施工单位:机运队施工时间:202X年8月20日 08:00~16:00 施工地点:154给煤机检修内容:1、电动机对轮、减速器对轮同轴度误差分别不大于±;间隙1mm~3mm。
设备检修维护记录卡的重要性与使用方法一、设备检修维护记录卡的重要性设备检修维护记录卡是现代企业管理中不可或缺的重要工具之一。
它的重要性体现在以下几个方面:1. 提供维护历史记录:设备检修维护记录卡能够详细记录每次设备检修维护的具体内容和日期。
这些记录可以作为未来设备维护工作的参考,帮助工作人员了解设备的维护历史,发现潜在的问题和隐患,及时采取相应的措施,确保设备安全可靠地运行。
2. 支持工作计划制定:通过设备检修维护记录卡,管理人员可以清楚地了解设备的使用频率和维护周期。
依据这些数据,他们可以合理安排设备的检修计划,减少设备停机时间,提高生产效率,同时也避免因维护不及时而导致的设备故障和事故发生。
3. 辅助维修与故障排除:在设备出现故障时,设备检修维护记录卡可以提供有价值的信息,帮助维修人员快速定位问题,快速采取相应的维修措施,减少故障的修复时间和成本。
4. 便于设备评估和替换决策:通过对设备检修维护记录卡的审查,管理人员可以对设备的使用寿命、维护费用、维护人员效率等方面进行评估。
根据这些数据,他们可以做出更准确的设备替换决策,避免不必要的维护成本和设备故障带来的生产损失。
设备检修维护记录卡在现代企业中的应用不可小觑,它对于设备管理和维护的效率和质量具有重要影响。
二、设备检修维护记录卡的使用方法设备检修维护记录卡的使用方法可以分为以下几个步骤:1. 设计记录卡:根据企业的实际需求和设备的特点,设计一份符合要求的设备检修维护记录卡。
记录卡应包括设备的基本信息、维护内容、维护时间、维护人员、维护费用等重要内容。
2. 准备记录材料:在设备检修维护过程中,保持记录卡的完整性和准确性非常重要。
工作人员在进行设备维护时,应准备好记录所需的各类材料,如记录表、维修工具、维修零件等。
3. 记录维护内容:设备检修时,工作人员应按照记录卡的要求,详细记录每次的维护内容。
包括维护的具体步骤、维护所用时间、更换的零部件、发现的问题等。
设备检修记录卡1. 背景设备检修记录卡是一种重要的文件,用于记录设备的检修情况。
通过记录每次检修的内容和结果,可以帮助维护人员了解设备的运行状况,及时发现问题并采取相应的措施。
本文将介绍设备检修记录卡的格式和内容要点,以及如何使用它来管理设备的维护和保养工作。
2. 设备检修记录卡的格式2.1 标题部分设备检修记录卡的标题部分应包含以下信息:•设备名称:填写待检修设备的名称或编号。
•检修日期:记录进行检修的日期。
•检修人员:填写执行检修工作的人员姓名。
示例:设备名称:设备A检修日期:2022年1月1日检修人员:张三2.2 检修内容部分设备检修记录卡的主要部分是检修内容,用于记录执行的每项检修工作。
每项检修工作应包含以下信息:•检修项目:具体的检修内容,如清洁、调整、更换等。
•检修详情:对每项检修工作进行详细描述,包括具体操作步骤和使用的工具、材料等。
示例:检修项目检修详情清洁 1. 使用清洁剂对设备表面进行擦拭。
2. 使用吹风机将设备内部的灰尘吹除。
调整 1. 使用螺丝刀调整设备的参数至标准值。
2. 确认设备调整后的运行效果。
1. 拆卸损坏的部件。
2. 安装新的部件,并测试运行效果。
更换部件2.3 检修结果部分设备检修记录卡的检修结果部分用于记录每项检修工作的结果。
每项检修工作应包含以下信息:•检修结果:填写对应检修项目的检修结果,如正常、修复、待确认等。
•备注:对检修结果进行补充说明,如发现的问题、修复的方法等。
示例:检修项目检修结果备注清洁正常无调整正常参数调整至标准值更换部件修复更换的部件型号为XXX3. 如何使用设备检修记录卡设备检修记录卡可以用于管理设备的维护和保养工作。
以下是使用设备检修记录卡的几个步骤:1.确定检修计划:根据设备的使用情况和维护需求,制定检修计划。
可以按照设备的年度、季度或月度制定检修计划,确保设备得到及时的检修和维护。
2.填写设备检修记录卡:在进行设备检修时,检修人员需按照检修内容部分的要求,填写设备检修记录卡。
设备检修维护记录卡设备检修维护记录卡是一种用于记录设备检修维护情况的重要工具。
它可以帮助企业对设备的维护情况进行有效管理,及时发现和解决设备故障,提高生产效率和设备可靠性。
下面将从以下几个方面详细介绍设备检修维护记录卡。
一、设备检修维护记录卡的基本信息1. 设备名称:在记录卡上明确标注所记录的设备的名称,以便于后续查找和管理。
2. 设备编号:为每个设备分配唯一的编号,方便跟踪和识别。
3. 设备型号:记录设备的具体型号,以便于查找相关技术资料和零部件。
4. 负责人:填写负责该设备检修维护工作的人员姓名或工号。
二、检修维护项目清单1. 检修日期:记录每次进行检修维护的日期。
2. 检修内容:详细描述进行的检修项目,如更换零部件、清洁、润滑、校准等。
3. 检修方法:说明使用的具体操作方法和工具。
4. 维护周期:填写该项检修项目应该进行的周期,以便于制定合理的维护计划。
5. 检修结果:记录检修后设备的状态,如正常、异常、待进一步处理等。
三、故障维修记录1. 故障描述:详细描述设备发生的故障现象和问题。
2. 维修措施:记录采取的维修措施,如更换零部件、调整参数等。
3. 维修时间:填写完成维修工作所花费的时间。
4. 维修人员:填写负责该次维修工作的人员姓名或工号。
四、预防性维护记录1. 预防性维护项目:列出设备需要进行的定期预防性维护项目,如清洁、润滑、校准等。
2. 维护周期:填写该项预防性维护项目应该进行的周期,以便于制定合理的维护计划。
3. 实际执行日期:记录实际进行预防性维护的日期。
五、备注栏在设备检修维护记录卡上留有备注栏,可以用于填写一些额外信息,如特殊情况说明、建议和改进建议等。
六、使用注意事项1. 定期更新记录卡,确保信息准确完整。
2. 填写时要详细具体,避免模糊和含糊不清的描述。
3. 检修维护记录卡应妥善保存,便于查阅和追溯设备的历史维护情况。
七、设备检修维护记录卡的重要性1. 有效管理:通过记录卡可以对设备进行有效管理,及时了解设备的检修维护情况,提高管理效率。
年度设备检修记录卡1. 引言本文档记录了年度设备检修的详细过程和结果,以便于追踪维护和保养工作。
通过定期的检修和维护,可以确保设备正常运行以提高工作效率和安全性。
2. 检修设备信息2.1 设备名称:设备A2.2 设备型号:型号1232.3 设备生产日期:2010年1月1日2.4 设备上次检修日期:2019年12月31日3. 检修记录3.1 检修日期:2020年12月31日3.1.1 检查设备外观•外观整洁,无明显损伤•检查设备标识,标识清晰可见3.1.2 检查设备电源•检查电源线连接情况,确保连接良好•测试电源电压,正常范围内3.1.3 检查设备控制面板•检查按键和开关,是否灵活可用•检查指示灯,正常亮灭3.1.4 检查设备传感器•检查温度传感器,确保测量准确•检查压力传感器,确保测量准确3.2 检修日期:2021年12月31日3.2.1 清洁设备•清除设备表面的灰尘和杂物•用清洁剂清洁设备外壳3.2.2 检查设备滤芯•取出滤芯,清洗或更换•清洗过的滤芯放置干燥处3.2.3 润滑设备部件•使用适当的润滑剂润滑设备运动部件•确保运动部件灵活可用3.3 检修日期:2022年12月31日3.3.1 检查设备电气线路•检查电气线路连接,紧固螺栓•测试电流分配,正常范围内3.3.2 检查设备防护措施•检查安全开关和警示标识,确保完好•测试安全门和防护罩,灵活可用3.3.3 检查设备设施•检查设备传动装置,润滑情况•检查设备冷却装置,运行正常4. 结论通过对设备的年度检修和维护,设备在外观、电源、控制面板、传感器等方面均正常。
设备的滤芯、线路、防护措施和设施也经过检查和测试,运行良好。
年度的检修工作确保了设备的正常工作和安全运行。
5. 建议5.1 下次检修日期根据设备的运行情况和上次检修日期,建议下次检修日期为2023年12月31日。
5.2 设备维护计划根据设备制造商的建议和运行情况,制定设备的维护计划,包括定期清洁、更换滤芯、润滑部件等。
桥式起重机检修记录以下是一份桥式起重机检修记录,包括对其各个部件的检查和维护内容。
1.起重机整体检查:-检查起重机主体结构是否完好,无裂纹、变形等损坏。
-检查电缆和电缆线夹是否有磨损或松动,及时更换或加固。
-检查各部位的紧固件是否牢固,如螺栓、螺母等。
-检查起重机连接杆的固定是否松动,需要紧固。
-检查起重机的外部涂层是否完好,是否有锈蚀迹象。
-检查起重机的行走轮、导轨等是否磨损或变形,需要及时更换。
-检查起重机的悬臂梁、大臂和小臂等主要承重部件是否存在裂纹、变形等情况,如有必要,进行必要的修复或更换。
-检查起重机的标牌和警示标志是否完好,是否清晰可见。
2.电气系统检查:-检查电动机和变频器的电缆连接是否松动或有磨损。
-检查电动机的保护装置是否正常。
-检查电动机的铭牌信息是否清晰可见,如有磨损,需要更换。
-检查电气控制箱内部的电缆连接是否牢固,并使用绝缘胶带加固。
-检查电气控制箱内部的继电器、断路器、接触器等元件是否正常工作,如有故障,需要及时修复或更换。
3.起重机制动系统检查与维护:-检查制动器和制动器的线圈是否工作正常,如有问题,需要及时修复或更换。
-检查制动器的制动鼓和制动片是否有磨损,如有必要,进行必要的更换。
-检查制动器的导轨和连接杆是否正常,如有故障,及时更换或修复。
-检查起重机的安全绳和安全绳卡是否完好无损,是否有锈蚀迹象,如有问题,需要及时更换。
-检查起重机的缓冲器是否正常,如有问题,需要及时修复或更换。
4.照明系统检查与维护:-检查起重机的照明设备是否正常工作,如有故障,需要及时修复或更换。
-检查照明设备的电线电缆是否牢固,是否有磨损或裂纹。
-清洁和维护照明设备,确保照明充足。
-检查照明设备的开关是否正常,如有故障,需要及时修复或更换。
5.安全装置检查与维护:-检查起重机的安全绳和安全绳卡是否完好无损,能够正常工作。
-检查起重机的限位开关是否正常工作,能够及时停止起重机的运行。
-测试并校准超负荷保护装置,确保其工作正常。