Optimize process furnace operationsEh4_2004_v83_n8_07_66-68[1]
- 格式:pdf
- 大小:1006.92 KB
- 文档页数:3
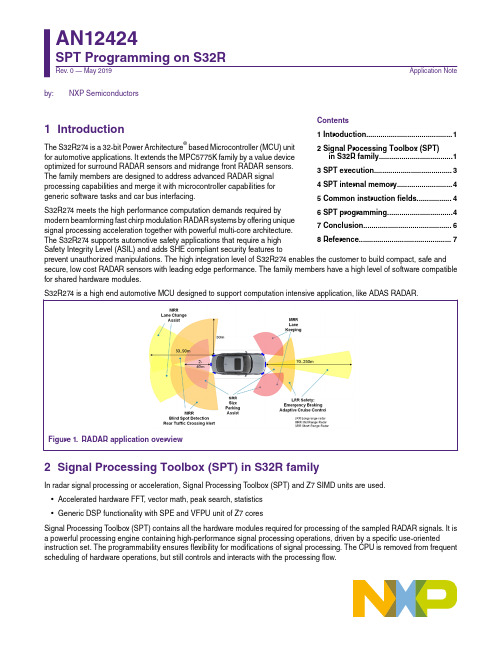
by:NXP Semiconductors1Introduction The S32R274 is a 32-bit Power Architecture ® based Microcontroller (MCU) unitfor automotive applications. It extends the MPC5775K family by a value deviceoptimized for surround RADAR sensors and midrange front RADAR sensors.The family members are designed to address advanced RADAR signalprocessing capabilities and merge it with microcontroller capabilities forgeneric software tasks and car bus interfacing.S32R274 meets the high performance computation demands required by modern beamforming fast chirp modulation RADAR systems by offering unique signal processing acceleration together with powerful multi-core architecture.The S32R274 supports automotive safety applications that require a highSafety Integrity Level (ASIL) and adds SHE compliant security features toprevent unauthorized manipulations. The high integration level of S32R274 enables the customer to build compact, safe and secure, low cost RADAR sensors with leading edge performance. The family members have a high level of software compatible for shared hardware modules.S32R274 is a high end automotive MCU designed to support computation intensive application, like ADAS RADAR.Figure 1.RADAR application overview2Signal Processing Toolbox (SPT) in S32R familyIn radar signal processing or acceleration, Signal Processing T oolbox (SPT) and Z7 SIMD units are used.•Accelerated hardware FFT , vector math, peak search, statistics•Generic DSP functionality with SPE and VFPU unit of Z7 coresSignal Processing T oolbox (SPT) contains all the hardware modules required for processing of the sampled RADAR signals. It is a powerful processing engine containing high-performance signal processing operations, driven by a specific use-orientedinstruction set. The programmability ensures flexibility for modifications of signal processing. The CPU is removed from frequent scheduling of hardware operations, but still controls and interacts with the processing flow.Contents1 Introduction (1)2 Signal Processing Toolbox (SPT)in S32R family....................................13 SPT execution......................................34 SPT internal memory...........................45 Common instruction fields.................46 SPT programming................................47 Conclusion. (6)8 Reference.............................................7AN12424SPT Programming on S32R Rev. 0 — May 2019Application NoteSPT is connected to the device by an advanced high performance master bus and a peripheral bus.Figure 2.SPT in S32R274 block diagramThe system bus master interface performs fast data transfers between external memory and local RAM.The purpose of the peripheral interface is to set configuration, get status information and basic control of SPT (start/stop, program pointer) and to trigger interrupts. It can also be used to exchange small amounts of the data between the CPU and the SPT , such as constant operands.Figure 3.SPT block diagramIt has the following features:•Acquisition of ADC samples—Capturing of ADC samples within programmed window—On-the-fly statistical computation—Supports MIPICSI2 interface•Provides HW acceleration for—FFT (8 - 4096 point)—Histogram calculation—Maximum and peak searchSignal Processing Toolbox (SPT) in S32R family—Mathematical operations on vector data•High-speed DMA data transfer—Supports system RAM, TCM and Flash memory transfers—Includes compression/decompression capability for reduction of storage footprint•Instruction based program flow—High-level commands for signal processing operations—Simple control commands—Local instruction buffer—Automatic instruction fetch from main memory—CPU interaction possible•CPU interruption notification•Watchdog•Debug Support - Single Stepping and Jamming ModeIt has three operation modes:1.STOP mode2.System Debug mode3.Normal mode3SPT executionThe SPT executes a list of instructions. These commands contain all the information to perform signal processing operations on data vectors consisting of a set of numbers. The instruction list is provided by the CPU in a memory buffer (SRAM or flash) and read by the SPT with autonomous triggered DMA operations. Preparation of command scripts is performed off-line duringdevelopment on a different system, such as a PC.Figure 4.SPT operation modelData as results or inputs of signal processing operations can be transferred between operand/twiddle RAM and system RAM or TCM by DMA operations. These kind of DMA operations are also scheduled by commands in the script.CPU application software functions may be invoked between signal processing operations. In order to synchronize these SW functions with the processing flow, interrupts and polling flags are provided, which may be activated as a result of specificcommands. In the same way, eDMA operations can be triggered from the SPT . The data transfer descriptors need to be prepared by application software.T o enable advanced and precisely timed pipelining of HW assisted operations, SPT command execution can also be synchronized with or triggered by events from CTE or MIPICSI2.SPT executionSPT internal memoryProgram execution is performed by a dedicated register machine. The program execution may be stalled at the end of each command and can be synchronized with events provided by the CTE or MIPICSI2. The CPU can stop and release program execution and execute its own instructions in the same time.The SPT command sequence is provided by CPU SW and written to a buffer in the system RAM or flash, where CSDMA fetches or alternatively transfers the list of instructions to the command queue.The program is executed sequentially, one command following the next in the chain with the exception being loops and asynchronous PDMA instruction. The end of a sequence is marked with a specific termination command. The start address of the instruction sequence is configured by application software using the peripheral interface.The command queue stores a number of instructions to be executed, which may be a shorter sequence than the complete instruction list. It maintains an instruction pointer to the current executed operation, which is incremented when the current operation is completed. This instruction pointer indicates the position in the complete instruction list sequence relative to the first instruction.Loop instructions are special cases, the program sequence may continue with a lower address depending on the state of the loop counter. The start and next command address of the loops are saved in special registers. Up to four nested loops are supported. Jump instructions or branch instructions are another case where the program may cause the program to branch to a non-contiguous address location. It is the responsibility of the assembler to ensure that the sanity of the program structure is not violated i.e. infinite loops, jumping into or out of a loop, etc.4SPT internal memorySPT contains internal memory resources namely, Operand RAM, Twiddle RAM and work registers. Out of these, only the work registers can be directly accessed via the peripheral interface and are visible on the SPT external memory map.The CPU can access these internal memory resources via the hardware accelerators. The instruction bitfields SRC_ADD and DEST_ADD point to these memories.The Twiddle RAM extends from location 0x4000 to 0x4FFF. However the area from 0x5000 to 0x7FFF is aliased to the Twiddle RAM i.e. it wraps around to point to the T widdle RAM. It should be noted that the memory accesses to the T widdle RAM should not cross the area from 0x4000 to 0x7FFF.The Operand RAM extends from location 0x8000 to 0xBFFF. But the area from 0xC000 to 0xFFFF is aliased to the Operand RAM. The memory accesses to the Operand RAM should not cross the area from 0x8000 to 0xFFFF.5Common instruction fieldsCommon instructions contains the following fields.•Opcode•Source and Destination address•Indirect Memory address•Source and destination address increment•Vector size•Input datatype/preprocessing6SPT programming6.1Programming based on RSDKNXP Radar SDK(RSDK) provides basic radar processing algorithms and device drivers for S32R hardware devices. Its purpose is to facilitate radar algorithm development (using SPT kernels, MA TLAB models), creation of higher level algorithms (starting from the basic blocks supplied with RSDK) and easy application development by integrating driver and platform support.Radar SDK (Radar SDK for S32R27 SPT accelerator ) could be downloaded from NXP website.RSDK SPT module consists of the SPT Driver, SPT Kernels software components.The SPT Driver serves as an interface between the user application running on the host CPU cores and the SPT hardware. The figure below shows a high-level block diagram of SPT software architecture. Its purpose is to enable the integration and executionof low-level microcode kernels on the SPT (Signal Processing T oolbox) accelerator for baseband radar signal processing.Figure 5.SPT software architectureThe SPT Kernels are individual precompiled routines of SPT code packed into a library, each implementing a part of the radar processing flow.T ogether, the SPT Driver and SPT Kernels library provide a software abstraction of the built-in SPT hardware functions (e.g. FFT ,Maximum Search, Histogram etc.) combined in a series of algorithms.The RSDK package also includes RSDK Sample Applications showing how to integrate these software components into the user code.6.2Programming based on graphic toolS32 Design Studio SPT graphical tool allows user to use graphical modeling workbench by leveraging the Eclipse Modeling technologies. It provides a workbench for model-based architecture engineering. Graphical tool equips teams who have to deal with complex architectures. The graphical tool includes everything necessary to easily create and manipulate models. The output of this tool is SPT assembler source code.The SPT graphical tool is integrated with the New S32DS Project wizard for devices which have SPT module. SPT1, SPT2 and SPT2.5 versions of SPT modules are supported. The SPT graphical tool can be used after project creation with the new graph tools project wizard. For detailed description of new project wizards, please read S32 Design Studio for Power Architecture, Version 2017.R1 reference manual.After the project is generated, SPT graphical tool windows could be gotten in IDE. User could drag 'Instructions', 'Flow' and 'Directives' from Palette window into working flow window.SPT programmingEach 'Instructions', 'Flow' or 'Directives' could change their setting in properties window. After finished the design of SPT working flow, generate SPT code through right click mouse.Figure 6.Generate project with SPT graphical toolFigure 7.SPT graphical tool windowsFigure 8.Example working flow and generate code7ConclusionThe SPT is a powerful processing engine containing high-performance signal processing operations driven by a specific instruction set. Its programmability ensures flexibility while removing the CPU from frequent scheduling of hardware operations, while still controlling and interacting with the processing flow. RSDK supports the API of SPT for customer and graphics tool for SPT programming could meet the flexible design request.8Reference•S32R274 Reference Manual•Radar SDK for S32R27 SPT accelerator •AN5375, S32R RADAR Signal CompressionHow To Reach Us Home Page: Web Support: /support Information in this document is provided solely to enable system and software implementers to use NXP products. There are no express or implied copyright licenses granted hereunder to design or fabricate any integrated circuits based on the information in this document. NXP reserves the right to make changes without further notice to any products herein.NXP makes no warranty, representation, or guarantee regarding the suitability of its products for any particular purpose, nor does NXP assume any liability arising out of the application or use of any product or circuit, and specifically disclaims any and all liability, including without limitation consequential or incidental damages. “Typical” parameters that may be provided in NXP data sheets and/or specifications can and do vary in different applications, and actual performance may vary over time. All operating parameters, including “typicals,” must be validated for each customer application by customer's technical experts. NXP does not convey any license under its patent rights nor the rights of others. NXP sells products pursuant to standard terms and conditions of sale, which can be found at the following address: / SalesTermsandConditions.While NXP has implemented advanced security features, all products may be subject to unidentified vulnerabilities. Customers are responsible for the design and operation of their applications and products to reduce the effect of these vulnerabilities on customer’s applications and products, and NXP accepts no liability for any vulnerability that is discovered. Customers should implement appropriate design and operating safeguards to minimize the risks associated with their applications and products.NXP, the NXP logo, NXP SECURE CONNECTIONS FOR A SMARTER WORLD, COOLFLUX, EMBRACE, GREENCHIP, HIT AG, I2C BUS, ICODE, JCOP, LIFE VIBES, MIFARE, MIFARE CLASSIC, MIFARE DESFire, MIFARE PLUS, MIFARE FLEX, MANTIS, MIFARE ULTRALIGHT, MIFARE4MOBILE, MIGLO, NTAG, ROADLINK, SMARTLX, SMARTMX, ST ARPLUG, TOPFET, TRENCHMOS, UCODE, Freescale, the Freescale logo, AltiVec, C‑5, CodeTEST, CodeWarrior, ColdFire, ColdFire+, C‑Ware, the Energy Efficient Solutions logo, Kinetis, Layerscape, MagniV, mobileGT, PEG, PowerQUICC, Processor Expert, QorIQ, QorIQ Qonverge, Ready Play, SafeAssure, the SafeAssure logo, StarCore, Symphony, VortiQa, Vybrid, Airfast, BeeKit, BeeStack, CoreNet, Flexis, MXC, Platform in a Package, QUICC Engine, SMARTMOS, Tower, TurboLink, and UMEMS are trademarks of NXP B.V. All other product or service names are the property of their respective owners. AMBA, Arm, Arm7, Arm7TDMI, Arm9, Arm11, Artisan, big.LITTLE, Cordio, CoreLink, CoreSight, Cortex, DesignStart, DynamIQ, Jazelle, Keil, Mali, Mbed, Mbed Enabled, NEON, POP, RealView, SecurCore, Socrates, Thumb, TrustZone, ULINK, ULINK2, ULINK-ME, ULINK-PLUS, ULINKpro, µVision, Versatile are trademarks or registered trademarks of Arm Limited (or its subsidiaries) in the US and/or elsewhere. The related technology may be protected by any or all of patents, copyrights, designs and trade secrets. All rights reserved. Oracle and Java are registered trademarks of Oracle and/or its affiliates. The Power Architecture and word marks and the Power and logos and related marks are trademarks and service marks licensed by .© NXP B.V. 2019.All rights reserved.For more information, please visit: Forsalesofficeaddresses,pleasesendanemailto:**********************Date of release: May 2019Document identifier: AN12424。

利用机器学习的半导体分立器件生产设备智能优化模型建立随着科技的不断进步和人工智能的快速发展,机器学习在各个领域都得到了广泛的应用。
在半导体制造行业中,机器学习技术也被用于优化分立器件生产设备。
本文将介绍如何利用机器学习建立半导体分立器件生产设备智能优化模型。
半导体分立器件是电子设备中的基本组成部分,如二极管、三极管等。
在半导体制造过程中,生产设备的运行状态对产品质量和生产效率有着重要影响。
传统的生产设备调整方法主要依赖于人工经验和规则,这种方法不仅效率低下,而且容易受到操作人员主观因素的影响。
因此,利用机器学习技术建立半导体分立器件生产设备智能优化模型,可以有效地提高生产效率,降低生产成本,提高产品质量。
下面将介绍建立该模型的关键步骤。
首先,需要收集和整理大量的生产数据。
这些数据包括生产设备的传感器数据、设备运行状态数据以及生产过程数据等。
通过收集这些数据,可以为后续的模型训练提供充分的数据基础。
第二步是数据预处理。
在实际应用中,数据通常存在噪声和缺失值等问题,需要对数据进行清洗和处理。
清洗数据包括去除异常数据和处理缺失值,确保数据的质量和完整性。
此外,还需要对数据进行特征工程,提取与目标变量相关的特征。
接下来是模型选择和训练。
机器学习中常用的模型包括决策树、随机森林、支持向量机等。
针对半导体分立器件生产设备优化问题,可以选择适应性较强的深度学习模型,如神经网络。
在模型训练过程中,可以采用交叉验证的方法对模型进行评估和优化,确保模型的准确性和泛化能力。
完成模型训练后,需要进行模型的验证和测试。
将新的测试数据输入到模型中,评估模型的预测效果和准确性。
如果模型的表现良好,可以进一步将其应用到实际的生产环境中。
在实际应用中,除了利用机器学习模型进行生产设备的优化,还可以结合物联网和大数据技术,实现设备的实时数据采集和分析。
通过实时监测设备的运行状态和生产过程数据,及时发现潜在问题,并进行预警和调整,提高生产效率和产品质量。

Robots have become an integral part of modern society,offering a wide range of functions that enhance our daily lives and improve efficiency in various industries.Here are some of the key capabilities that robots possess:1.Automation and Efficiency:Robots are designed to perform repetitive tasks with high precision and speed,reducing the need for human labor and minimizing errors.2.Dangerous Task Execution:They can operate in hazardous environments,such as deepsea exploration,space missions,or disaster zones,where human presence could be risky.3.Manufacturing:In the industrial sector,robots are used for assembly lines,welding, painting,and other manufacturing processes,ensuring consistency and quality control.4.Medical Assistance:Surgical robots assist in performing complex procedures with greater accuracy,while nursing robots can help with patient care,such as medication dispensing and monitoring vital signs.5.Agricultural Support:Robots can be used for planting,harvesting,and monitoring crop health,leading to increased agricultural productivity and reduced waste.6.Domestic Help:Home robots,such as vacuum cleaners and lawn mowers,perform household chores,freeing up time for other activities.cational Tools:Robots are used in educational settings to teach programming, engineering,and other STEM subjects,making learning interactive and engaging.8.Entertainment:They can be programmed to perform music,dance,or act in plays, offering a new dimension to the entertainment industry.9.Security and Surveillance:Robots can patrol areas,detect anomalies,and provide realtime surveillance,enhancing security in both public and private spaces.10.Environmental Monitoring:Robots are used to monitor environmental conditions, such as pollution levels,wildlife populations,and climate changes,aiding in conservation efforts.11.Search and Rescue:Equipped with sensors,robots can locate people trapped in collapsed buildings or other disaster scenarios,providing vital support to rescue teams.12.Transportation:Autonomous vehicles,including drones and selfdriving cars,are revolutionizing the transportation sector,offering safer and more efficient travel options.13.Customer Service:Robots in retail and hospitality industries can assist customers, provide information,and even process transactions,improving service quality and reducing wait times.nguage Translation:Some robots are capable of realtime language translation, facilitating communication between people of different linguistic backgrounds.15.Space Exploration:Robots play a crucial role in exploring other planets and celestial bodies,collecting data that helps scientists understand the universe better.Robots are not just tools for performing tasks they are also companions,educators,and pioneers in new frontiers.As technology advances,the capabilities of robots will continue to expand,offering even more functions that can benefit humanity in various ways.。

Value Engineering———————————————————————作者简介:殷峰(1977-),男,山东即墨人,研究方向为工程建设管理;石小帅(1974-),男,安徽太湖人,研究方向为工程建设管理;张天坤(1985-),男,山西晋中人,研究方向为工程建设管理;冯再均(1985-),男,重庆人,研究方向为工程建设管理;李林立(1988-),男,甘肃兰州人,研究方向为工程建设管理。
0引言电网技改大修项目管理是电网工程运行维护过程中极其重要的一项系统性工作[1-2]。
高质量的电网技改大修项目管理工作,不仅能够提高电网维护和检修水平,更重要的是能够有效排除电网运行过程中存在的安全隐患和故障,从而提升电网运行的稳定性和持续性,在一定程度上提高电网企业的经济收益[3-4]。
电网企业的效益主要源于设备的稳定和连续运转,并与设备的成本控制密切相关[3]。
技改大修作为电网设备更新和改造最有效、最直接的途径,对于优化电网网架结构、提升电网运行安全可靠性、延长设备使用寿命、降低设备能耗水平等都具有重要的作用[4]。
因此,本文在梳理电网技改大修项目关键管控环节及管控内容的基础上,分析了项目全过程管理存在的主要问题,并提出了相应的策略建议,为提高电网企业技改大修项目管理精益化水平提供支撑。
1技改大修项目全过程管理关键管控环节及管控内容分析1.1项目前期决策阶段技改大修项目前期决策阶段主要包括:项目需求提报、项目建议书及概算编制、项目建议书及概算审批、项目储备入库、项目资金计划需求申报等关键环节。
项目需求提报环节主要管控内容:依据国家电网有限公司技改大修储备原则、储备重点等规范文件,通过现场实地调研,收集现场设备日常运维、检修等原始数据资料,明确项目技改或大修实施的必要性。
项目建议书(或可研报告)及概算编制环节主要管控内容:对于满足技改或大修的项目,项目建设管理单位需要委托设计单位对项目现场进行勘察设计,明确项目实施技术方案、技改或大修设备范围、项目实施计划等内容,并编制项目建议书(或可研报告)。

PORTFREEPRODUCTIONPROGRAMIntroductionThe PORTFREEPRODUCTIONPROGRAM is a comprehensive software system designed to streamline and automate the production process for port-free products. This program aims to eliminate the need for ports, such as USB or HDMI ports, in electronic devices by providing alternative methods of data transfer and connectivity. In this document, we will provide a detailed overview of the PORTFREEPRODUCTIONPROGRAM, its features, and the benefits it offers to manufacturers of electronic devices.FeaturesThe PORTFREEPRODUCTIONPROGRAM offers a wide range of features that simplify the production process for port-free products. Some of the key features include:Alternative connectivity methodsThe program provides alternative methods of connectivity, such as wireless connectivity and cloud-based data transfer. This allows electronic devices to communicate and exchange information without the need for physical ports.Streamlined manufacturing processThe PORTFREEPRODUCTIONPROGRAM includes several modules that automate various stages of the manufacturing process. These modules include:•Design module: This module allows manufacturers to design port-free electronic devices using an intuitive and user-friendly interface. Manufacturers can specify thedesired functionality of the device and the program willgenerate the necessary code and configurations.•Testing module: This module automatically tests the performance and functionality of the port-free devices toensure that they meet the required standards. It includes comprehensive testing procedures and generates detailed test reports.•Production module: This module handles the production of the port-free devices, including the assembly of components, quality control, and packaging. It ensures that the devices are manufactured in a timely and efficient manner.Integration with existing systemsThe PORTFREEPRODUCTIONPROGRAM can be seamlessly integrated with existing manufacturing systems, such as enterprise resource planning (ERP) and supply chain management (SCM) systems. This allows manufacturers to leverage their existing infrastructure and processes while benefiting from the additional capabilities offered by the program.Real-time analyticsThe program includes a real-time analytics module that provides manufacturers with valuable insights into the production process. It collects and analyzes data from various stages of the manufacturing process, allowing manufacturers to identify bottlenecks, optimize workflows, and improve overall efficiency and productivity.BenefitsBy implementing the PORTFREEPRODUCTIONPROGRAM, manufacturers can enjoy a wide range of benefits, including: Cost savingsEliminating the need for physical ports in electronic devices can significantly reduce the manufacturing costs. This is because ports can be expensive to produce, assemble, and maintain. By utilizing alternative connectivity methods, manufacturers can save on the costs associated with ports, such as connectors, cables, and related components.Enhanced flexibility and design optionsRemoving ports from electronic devices opens up new possibilities in terms of design and form factor. Manufacturers can create more compact and sleek devices without compromising on functionality. This allows for greater flexibility in product design and differentiation, ultimately resulting in a competitive advantage in the market.Improved user experienceBy providing alternative methods of connectivity, the PORTFREEPRODUCTIONPROGRAM enhances the user experience of electronic devices. Users can enjoy seamless wireless connectivity and transfer data effortlessly. This improves convenience and usability, leading to higher customer satisfaction and loyalty.Future-proofingAs technology continues to evolve, the PORTFREEPRODUCTIONPROGRAM ensures that manufacturers are well-prepared for future advancements. By eliminating reliance on physical ports, manufacturers can adapt to emerging technologies and trends without the need for costly hardware upgrades or modifications.ConclusionThe PORTFREEPRODUCTIONPROGRAM is a powerful software system that revolutionizes the production process for port-free electronic devices. With its range of features and benefits, this program offers manufacturers an efficient and cost-effective solution to produce cutting-edge devices without the need for physical ports. By embracing this program, manufacturers can stay ahead of the competition and meet the ever-increasing demands of the market.。

第41卷 第2期吉林大学学报(信息科学版)Vol.41 No.22023年3月Journal of Jilin University (Information Science Edition)Mar.2023文章编号:1671⁃5896(2023)02⁃0207⁃10需求侧响应下主动配电网优化调度收稿日期:2022⁃06⁃10基金项目:黑龙江省自然科学基金资助项目(LH2019E016)作者简介:高金兰(1978 ),女,山西运城人,东北石油大学副教授,主要从事电力系统运行与稳定㊁新能源发电研究,(Tel)86⁃136****6089(E⁃mail)jinlangao@㊂高金兰,孙永明,薛晓东,刁 楠,侯学才(东北石油大学电气信息工程学院,黑龙江大庆163318)摘要:针对电网运行中能量调度不佳的问题,首先基于需求侧响应不确定性特点,引入非经济因素以及消费心理学特征,建立需求侧响应模型;其次使用拉丁超立方抽样(LHS:Latin Hypercube Sampling)改善初始种群质量,引入正弦因子提高局部搜索能力,并实行变异操作优化全局搜索精度,以解决麻雀算法(SSA:Sparrow Search Algorithm)的早熟等问题;最后需求侧响应以电网运行成本和环境成本最小为目标建立主动配电网优化调度模型,并使用改进的麻雀算法进行求解㊂仿真结果验证了提出模型的准确性,算法的高效性,有效解决了能量调度不佳的问题㊂关键词:需求侧响应;改进麻雀算法;主动配电网;非经济因素中图分类号:TP302;TM734文献标志码:AOptimal Dispatch of Active Distribution Network under Demand Side ResponseGAO Jinlan,SUN Yongming,XUE Xiaodong,DIAO Nan,HOU Xuecai(School of Electrical and Information Engineering,Northeast Petroleum University,Daqing 163318,China)Abstract :Demand side response is an important means of active distribution network optimization scheduling.Aiming at the problem of poor energy scheduling in power grid operation,firstly,based on the uncertainty characteristics of demand side response,introducing non⁃economic factors and characteristics of consumer psychology,the active distribution network optimization is modeled with the minimum power grid operation cost and environmental cost as the objective function;secondly,aiming at the premature problem of sparrow algorithm,latin hypercube sampling is used to improve the initial population quality,sine factor is introduced to improve the local search ability of the algorithm,and mutation operation is implemented to optimize the global search accuracy of the algorithm;finally,the improved sparrow search algorithm is applied to the solution of the active power grid optimization model.The simulation results verify the accuracy of the proposed model and the efficiency of the algorithm,and effectively solve the problem of poor energy scheduling.Key words :demand side response;improved sparrow search algorithm;active distribution network;non⁃economic factors 0 引 言随着电力改革的深入发展,新的电力需求也随之而来㊂对分布式电源广泛接入电网带来的能量调度问题,主动配电网的提出对改善该问题是一个行之有效的手段[1]㊂需求侧响应技术是主动配电网的一种典型调度方式,可通过不同的定价措施以及政策导向引导用户改变用电习惯[2],可协调用户的负荷改善能力,调节整体的峰谷用电曲线,平衡各阶段用电器数量,其经济成本低㊁适用范围广㊂在主动配电网发展迅猛的今天,对需求侧响应技术的研究在改善用电质量㊁提升用户用电体验以及合理调配区域内有限电力资源方面有着重要意义㊂目前,对需求响应有许多学者进行相关研究㊂张智晟等[3]通过对不同时刻的电价信息响应程度进行负荷转移率的求解,将用户消费习惯与需求响应进行有效结合,通过实验证明了需求响应中考虑多种因素的重要性㊂许汉平等[4]主要应用政策激励进行需求响应,以整体能源的利用率㊁经济成本为优化目标,建立多方面调度模型㊂张超等[5]依据电力市场定义下,用电量以及电力价格的线性关系进行需求响应技术实施㊂在忽略储能成本的前提下,进行分布式能源㊁储能㊁电网等大规模功率交互条件下的综合优化㊂艾欣等[6]在直接负荷控制下进行整体的耦合系统优化模型建立,通过实验结果验证了需求响应能进行高低时段负荷调节,可有效缓解高峰时段用电压力,使负荷供需趋于平衡㊂朱超婷等[7]通过对电价弹性矩阵的建立进行负荷需求模拟,考虑用电量交互㊁需求响应成本等建立电网成本最低优化目标㊂上述研究并未考虑价格型响应在经济因素以外的影响,以及多种响应协调优化的情况㊂笔者在上述研究的基础上,引入非经济因素影响的电价型响应,以及攀比心理㊁从众心理影响的激励型响应,建立以经济㊁环境成本最小为目标的主动配电网优化模型㊂为精确求解模型,提出一种改进的麻雀算法,在基本算法中加入拉丁超立方抽样㊁正弦因子和变异操作㊂通过IEEE33节点算例,验证了笔者提出的模型和算法的准确性㊂1 需求侧响应1.1 价格型响应在消费心理学的描述中,价格的高低会影响消费者的选择㊂对电价而言,电价的差值大小和浮动范围都会影响需求响应的波动㊂用户的主观意愿在价格的影响下会频繁的改变,具有强烈的不确定性,其行为用曲线表示会有相应的上下限,定义为乐观曲线与悲观曲线[3],以不同时段的价格变化为基础,对应相应的负荷变化率,利用Logistic函数对负荷转移率进行描述如下:λpv(Δp pv)=a1+e-(Δp pv-c)/μ+b,(1)其中a为限制变化范围值;b为可变化参数;c为电价近似中间值;μ为调节参数;λpv为电价响应负荷转移率,Δp pv为电价差值㊂对不同响应区用户行为特征的负荷转移如下:λzpv=λmax pv+λmin pv2,0≤Δp pv≤a pv,λmin pv+λmaxpv+λmin pv2(1+m),a pv≤Δp pv≤b pv,λmax pv,Δp pv≥b pvìîíïïïïïï,(2)m=Δp pv-a pvb pv-a pv,(3)其中a pv㊁b pv分别为不同电价差分段点;λzpv为负荷峰谷转移率;λmax pv为最大峰谷转移率;λmin pv为最小峰谷转移率㊂同理,分别求出峰转平㊁平转谷的实际负荷转移率λzpf㊁λzfv㊂在需求侧响应过程中,用户并不只会从价格差值方面改变负荷大小㊂上述模型只能表示用户受经济因素影响进行相应决策,而实际电网运行过程中用户所面临的影响远远不止经济因素一种㊂在实际过程中,用户在价格差异的刺激下想要进行负荷转移,但存在由于条件限制没办法完成此操作的情况,如后续时间段有其他任务无法在当前时间段转移负荷,即各种非经济因素导致的约束㊂为符合实际负荷转移情况,笔者提出非经济因素影响的负荷转移曲线,并引入心理学特征,实际负荷转移曲线类似于倒S型曲线,其负荷转移概率(λfz)与非经济因素(f)关系如图1所示㊂图1可用公式表示为λfz=h(1+e1-l/f)-1,(4)其中h为基础系数;l为条件系数㊂802吉林大学学报(信息科学版)第41卷图1 负荷转移概率曲线Fig.1 Load transfer probability curve 综合考虑经济因素以及非经济因素对负荷转移概率的影响,可得用户响应的转移量Q t =-λzpf L p λfz -λzpv L p λfz ,t ∈T p ,λzpf L p λfz -λzfv L f λfz ,t ∈T f ,λzpv L p λfz +λzfv L f λfz,t ∈T v ìîíïïïï㊂(5)以及转移后负荷总量L t =L 0+Q t ,(6)其中λzpf 为峰转平时段转移率;λzfv 为平转谷时段转移率;L p ㊁L f 分别为峰㊁平时段原始平均负荷;T p ㊁T f ㊁T v 分别为峰㊁平㊁谷3时段,L 0为电价响应前负荷㊂1.2 激励型需求响应直接负荷控制(DLC:Direct Load Control)㊁可中断负荷(IL:Interruptible Load)激励响应适应条件简洁,应用较为广泛㊂二者均是与电力公司或电网管理部门提前签署的负荷控制协议㊂前者相对后者协议的自由度更高,并且没有IL 在不按照协议规定动作时的违约惩罚政策㊂1.2.1 直接负荷控制为在储能设备应用频繁的情况下充分发挥其双向交互的优势[8],签订DLC 协议的用户在满足基本的协议容量要求下,可在一定限度内通过储能设备人为增减响应程度㊂传统的激励型响应并未考虑人本身的不确定因素,为此笔者引入心理学中攀比心理以及从众心理因素,即在同一区域内用户签订相应供电协议后,会根据其他参与协议人数的变化在约定改变负荷期间进行相应变化㊂结合响应人群的心理特点,构建响应模型如下:D DLC =∑24t =1D DLC t +∑24t =1(E +t +E -t )α,(7)其中D DLC t 为DLC 协议响应量;D DLC 为响应后负荷;E +t ,E -t 为不同时间段增减负荷大小;α为响应系数㊂1.2.2 中断负荷在IL 规划中考虑违约协议部分,并依据上述心理学因素,在DLC 响应量变化时IL 也会随之变化,二者协同作用,建立中断负荷情况下的负荷响应模型如下:Q IL =∑24t =1(P IL,t -P wx,t ),P IL,t =rP wx,t {,(8)其中P IL,t 为IL 协议响应量;P wx,t 为中断响应未响应负荷;r 为违约响应系数㊂2 考虑需求侧响应的主动配电网优化模型2.1 目标函数目标函数包括经济与环境成本两部分,经济成本主要为储能维护㊁新能源发电㊁需求侧响应补偿和网络损耗成本,表达式为F 1=min ∑24t =1P x ,t C pvq +∑24t =1P bat,t C cn +∑24t =1P grid,t C g,t +B MG +B DLC +B IL +B []loss ,(9)其中P x ,t ㊁P bat,t ㊁P grid,t 分别为新能源出力㊁储能出力㊁向上级电网购电量;C pvq ㊁C cn ㊁C g,t 为相应成本系数;B DLC 为DLC 成本;B IL 为IL 成本;B loss 为网损成本;B MG 为燃气轮机运行成本㊂新能源设备出力情况:P x ,t =P pv,t +P wind,t ,(10)其中P pv,t ㊁P wind,t 分别为光伏㊁风机发电功率㊂燃气轮机运行成本:902第2期高金兰,等:需求侧响应下主动配电网优化调度B MG =∑24t =1P MG,t ηMG L p gas ,(11)其中ηMG 为效率;L 为热值;p gas 为气价;P MG,t 是燃气轮机功率㊂需求侧响应成本:B DLC =∑24t =1C DLCD DLC t +∑24t =1(E +t d +t +E -t d -t )α,(12)B IL =∑24t =1(C IL P IL,t -C wx P wx,t ),(13)其中C DLC 为DLC 补偿价格;d +t ㊁d -t 为增减负荷价格;C IL ㊁C wx 为IL 补偿价格㊁惩罚价格㊂网损成本:B loss =∑24t =1C g,t ∑Nj =1u j ,t ∑k ∈Ωj u k ,t G jk cos δjk ,t ,(14)其中N 为节点总数;u j ,t ㊁u k ,t 为t 时刻节点j ㊁k 电压幅值;G jk 为节点j ㊁k 间电导;Ωj 为以节点j 为首节点的尾节点集合;δjk ,t 为t 时刻节点j ㊁k 间电压相角差㊂环境成本即污染物处理成本最低,表达式为F 2=min ∑24t =1P grid,t W g C 1+∑24t =1P MG,t W MG C []2,(15)其中W g ㊁W MG 分别为向上级购买电量产生的污染物系数㊁燃气轮机污染系数;C 1㊁C 2为成本系数㊂2.2 动态权重调整主动配电网优化目标包括经济和环境成本两方面,可采用引入动态权重因子对综合成本进行实时优化[9]㊂对整个周期相同时间范围内的成本函数进行归一化处理,即可得到F 1(t )㊁F 2(t ),通过动态权重因子进行实时优化得到总目标函数:min f =∑24t =1[xF 1(t )+yF 2(t )],x =c 1+c 2F 1(t ),y =1-x ìîíïïïï,(16)其中x 为经济权重系数;y 为环境权重系数;c 1㊁c 2为变化因子㊂2.3 约束条件功率平衡约束为P MG +P pv +P wind +P bat +P grid =P load +P loss +P DR ,(17)其中P MG ㊁P pv ㊁P wind ㊁P bat ㊁P grid ㊁P load ㊁P loss ㊁P DR 分别为燃气轮机㊁光伏㊁风机㊁储能㊁上级电网传输㊁初始负荷㊁网损和需求响应功率㊂储能运行约束为E bat,t =E bat,t -1+(P c,t ηc -P d,t ηd )Δt ,(18)E min bat ≤E bat ≤E max bat ,(19)其中E max bat ㊁E min bat 分别为储能元件最大最小储量;E bat,t 为当前时刻储能元件储量;E bat,t -1为储能元件上一时刻余量;ηc ,ηd 分别为充放电效率;P c,t ㊁P d,t 分别为充放电功率㊂燃气轮机约束为P min ≤P MG ≤P max ,(20)其中P min ,P max 分别为燃气轮机出力上下限㊂除上述约束外,其他诸如节点电压约束等如文献[7]所描述㊂3 模型求解3.1 原始麻雀算法麻雀算法(SSA:Sparrow Search Algorithm)是对麻雀种群觅食过程中发生的一系列行为的分步012吉林大学学报(信息科学版)第41卷分析[10],具体原理如下㊂发现者位置更新:X t+1i,d=X t i,d exp-iαT()max,R2<S,X t i,d+Q L,R2≥Sìîíïïï,(21)其中X t i,d为第i只麻雀d维位置;T max为迭代次数上限值;α∈(0,1]为随机数;R2㊁S分别为危险值和正常值;Q为随机数;L为1×D的矩阵㊂跟随者位置更新:X t+1i,d=Q exp X t W i,d-X t i,diæèçöø÷2,i>n2,X t bi,d+X tb i,d-X t i,d A+L,其他ìîíïïïï,(22)其中X t Wi,d 为最差位置;X t bi,d为最好位置;A+=A T(A T A)-1,A为全为1或-1的矩阵㊂预警者位置更新:X t+1i,d=X t i,d+βX ti,d-X b t i,d,X t i,d+K X t i,d-X W t i,d(f i-f w)+æèçöø÷ε,ìîíïïïï(23)其中β为(0,1)的正态分布随机数;K为[-1,1]的随机数;f i为当前个体适应度;f g为最优个体适应度;f w为最差个体适应度㊂3.2 改进算法3.2.1 改善初始种群对智能算法,初始种群较差会对算法寻优过程产生一定负面影响,为避免由于初始种群造成局部最优现象,采用拉丁超立方抽样产生初始种群,具体步骤如下:1)确定一个初始种群规模T;2)将每一维量的可行区域分割成T个长度均一的区域,即H n个超立方体;3)建立矩阵B(H×n),其每行即为一个被抽到的超立方体;4)在不同抽中的超立方体中随机得到样本,即为初始种群的值㊂3.2.2 引入正弦权重系数为避免麻雀算法早熟现象,先引入粒子群算法的粒子移动概念,将跳跃到最优解的方式变为正常移动,并去除向原点收敛操作㊂再引入正弦变化的权重系数,具体如下㊂发现者:X t+1i,d=X t i,d(1+Q),R2<S,ωX t i,d+Q,R2≥S{㊂(24) 跟随者:X t+1i,d=ωX tb i,d+1D∑D d=1(K(X t b i,d-X t i,d))㊂(25) 权重系数:ω=ωmin+ωmax+ωmin2sinπt t()max,(26)其中ωmax为权重峰值;ωmin为权重谷值;t为当前迭代次数;t max为迭代次数峰值㊂对预警者改变跟随方式:X t+1i,d=X t i,d+β(X t i,d-X t bi,d),f i≠f g,X t i,d+β(X t Wi,d-X t bi,d),f i=f g{㊂(27)112第2期高金兰,等:需求侧响应下主动配电网优化调度3.2.3 变异操作变异操作能在一定程度上改善个体均一性,提升整体寻优效果[11⁃12]㊂在算法流程中引入变异概念对当前适应度最差的10%个体进行替换,并且按照自然进化的方式对变异概率进行合理变化,以平衡寻优进程,变异过程和概率为X new i ,d =X now i ,d +p m X now i ,d ,(28)p m =p max -∑N i =1(f i -f avg )2N p ,(29)其中X new i ,d 为变异后个体;X now i ,d 为变异前个体;P max 为变异频率上限;f i ㊁f avg 分别为个体的适应度㊁种群中所有个体的平均适应度;p 为变异频率调节参数㊂3.3 基于改进SSA 的主动配电网优化调度求解步骤依据主动配电网优化调度模型选取合适控制变量,麻雀个体位置的优劣代表目标函数的优化程度㊂通过麻雀群体避让天敌的行为进行位置更新,迭代到最优位置,即最佳优化调度结果,其流程图如图2所示,具体步骤如下:Step 1 输入主动配电网参数,包括新能源㊁储能设备等出力大小和负荷大小,以及分时电价㊁补偿价格等;Step 2 设置改进麻雀算法的初始数据,即迭代次数㊁权重系数㊁种群大小和变异概率等;Step 3 采用LHS 初始麻雀种群;Step 4 进行改进麻雀算法操作,根据粒子移动概念进行发现者㊁跟随者位置更新;在全维度进行警戒者位置更新;Step 5 判断是否进行终止操作,是则输出最优结果;Step 6 未达到截至条件,进行变异操作,将部分劣等个体进行变异,替代变异前个体,重新返回Step4进行循环,直至达到截至条件㊂图2 主动配电网优化调度流程图Fig.2 Optimal dispatching flow chart of active distribution network 4 算例分析4.1 仿真参数笔者采用修改后的IEEE33节点系统(见图3)验证整体模型的效果㊂节点17㊁18㊁24㊁25接入价格响应负荷;节点30㊁31㊁32接入激励响应用户;光伏接入节点15;风机接入节点4;燃气轮机接入节点21;储能设备接入节点23㊂DLC 补偿成本为0.3元/(kW㊃h),IL 的补偿成本为0.5元/(kW㊃h)㊂24h 的风光出力㊁负荷情况如图4所示,需求侧模型参数设置㊁区域内电价划分方式参照文献[13]㊂储能设备允许的SOC(State Of Charg)波动为0.2~0.9;燃气轮机的效率为0.85;光伏风机的维护成本为0.3元/(kW㊃h)㊂212吉林大学学报(信息科学版)第41卷图3 改进IEEE33节点图Fig.3 Improved IEE33node diagram 图4 主动配电网新能源出力、负荷曲线Fig.4 New energy output and load curve of active distribution network 4.2 仿真分析设置4种场景㊂场景1:电网不执行需求响应及优化㊂场景2:电网执行价格型需求响应㊂场景3:电网执行激励型需求响应㊂场景4:电网执行多种需求响应㊂场景1㊁4的总体调度情况如图5所示㊂图5 不同场景主动配电网优化调度图Fig.5 Optimal dispatching diagram of active distribution network in different scenarios 场景1中,在夜间时段以及用电器数量增加时,储能装置进行放电调节,在用电器数量减少以及新能源出力充足时进行充电调节,充分发挥其高发低储作用㊂燃气轮机在新能源出力不足及负荷升高时进行出力,减少相应的购电功率㊂在场景4中,需求侧响应技术的加入,在负荷高峰8⁃14h㊁20⁃23h 负荷相应减少,且部分负荷转移到1⁃6h㊂由于考虑环境成本以及动态优化条件,所以燃气轮机出力减少㊂对比场景1,场景4仅在20h㊁21h 燃气轮机工作㊂由图5可知,笔者提出的模型可有效调节不同阶段设备出力情况,合理实现一个周期内的总体调度㊂大电网㊁新能源发电以及储能设备协同作用,对区域内进行整体负荷供电㊂不同情况下需求侧响应前后负荷对比如图6㊁图7所示㊂可以看出3种情况均有削峰填谷效果,单一的需求响应在削峰填谷综合方面都有一定局限性㊂312第2期高金兰,等:需求侧响应下主动配电网优化调度图6 单一需求侧响应负荷变化曲线Fig.6 Response load curve of single demandside 图7 多种需求侧响应负荷变化曲线Fig.7 Response load change curves of multiple demand side 价格型响应下,7⁃11h 负荷减少约5%,12⁃14h几乎无变化,夜晚峰时段负荷减少约3%,谷时段1⁃7h 负荷提升3.3%㊂激励型响应下,夜晚峰时段负荷减少约5%,7⁃11h 几乎无变化,谷时段1⁃7h 负荷无升高㊂而综合两种响应模式所得结果在峰谷时段优于单一模式,峰时段均有5%以上负荷削减量,低谷时段负荷也有序上升㊂不同情况下的综合成本值如表1所示,与不进行需求侧响应相比,单一型需求响应以及多种需求响应结合可以通过响应措施进行负荷改变,使成本降低10%~20%㊂相比于场景1,场景4成本减少1242元,可有效降低整体的综合成本㊂表1 不同场景下成本情况 Tab.1 Cost under different scenarios 元场景1234经济成本4050.53791.83797.73109.6环境成本1756.31532.31425.11355.2总成本5706.85324.15222.84464.8 在调度周期内经济㊁环境权重变化情况如图8所示㊂在1⁃9h 经济权重递增趋势较大,从0.33递增到0.359,减少相应经济成本;17⁃21h 环境权重上升,对污染排放加以限制㊂对动态权重在一个调度周期内进行不间断调节,以减少整体成本㊂图8 动态权重变化图Fig.8 Dynamic weight change diagram 笔者分别采用灰狼优化算法(GWO:Grey Wolf Optimizer)㊁原始麻雀算法㊁鲸鱼优化算法412吉林大学学报(信息科学版)第41卷 图9 算法对比图 Fig.9 Algorithm comparison (WOA:Whale Optimization Algorithm)以及笔者的改进麻雀算法进行主动配电网优化,对比结果如图9所示㊂从图9中可看出,改进SSA 在整体迭代过程中稍优于其他算法㊂LHS㊁引入正弦权重㊁变异操作让算法中麻雀个体具备初始优势,在前期可达到较高的收敛速度;变异㊁正弦权重的引入可让其具备更好的全局寻优能力㊂对比发现,GWO 与WOA 前期收敛能力不强,原始SSA 的寻优速度与改进SSA 较为接近,但改进SSA 寻优精度更高㊂5 结 论笔者在考虑多种因素影响需求响应的基础上,构建主动配电网优化模型,采用改进麻雀算法进行求解,通过IEEE33算例进行仿真验证,证明了笔者模型㊁算法的准确性,结论如下:1)笔者提出的模型可有效实现主动配电网的优化调度,当需求响应加入运行时,可与其他设备进行协同优化,增加削峰填谷效果,配合动态权重因子的实时优化,可降低电网的整体成本;2)采用LHS㊁正弦因子㊁变异策略改进麻雀算法,可改善种群丰富程度,提高算法的收敛效果,与WOA㊁GWO㊁SSA 算法相比,改进的麻雀算法可以更好地进行主动配电网优化调度,有效降低综合成本㊂参考文献:[1]吕智林,廖庞思,杨啸.计及需求侧响应的光伏微网群与主动配电网双层优化[J].电力系统及其自动化学报,2021,33(8):70⁃78.LÜZ L,LIAO P S,YANG X.Bi⁃Level Optimization of Photovoltaic Microgrid Group and Active Distribution Network Considering Demand Side Response [J].Journal of Power System and Automation,2021,33(8):70⁃78.[2]刘伟,王俊,龚成生,等.基于激励机制的家庭能量系统优化策略研究[J].吉林大学学报(信息科学版),2021,39(5):525⁃530.LIU W,WANG J,GONG C S,et al.Research on Optimization Strategy of Family Energy System Based on IncentiveMechanism [J].Journal of Jilin University (Information Science Edition),2021,39(5):525⁃530.[3]张智晟,于道林.考虑需求响应综合影响因素的RBF⁃NN 短期负荷预测模型[J].中国电机工程学报,2018,38(6):1631⁃1638,1899.ZHANG Z S,YU D L.RBF⁃NN Short⁃Term Load Forecasting Model Considering Comprehensive Influencing Factors of Demand Response [J].Chinese Journal of Electrical Engineering,2018,38(6):1631⁃1638,1899.[4]许汉平,李姚旺,苗世洪,等.考虑可再生能源消纳效益的电力系统 源⁃荷⁃储”协调互动优化调度策略[J].电力系统保护与控制,2017,45(17):18⁃25.XU H P,LI Y W,MIAO S H,et al.Power System Source Load Storage”Coordinated Interactive Optimal Dispatching Strategy Considering Renewable Energy Consumption Benefits [J ].Power System Protection and Control,2017,45(17):18⁃25.[5]张超,左高,腾振山,等.基于需求侧响应的配电网优化调度研究[J].智慧电力,2020,48(2):53⁃57,91.ZHANG C,ZUO G,TENG Z S,et al.Research on Optimal Dispatching of Distribution Network Based on Demand SideResponse [J].Smart Power,2020,48(2):53⁃57,91.[6]艾欣,陈政琦,孙英云,等.基于需求响应的电⁃热⁃气耦合系统综合直接负荷控制协调优化研究[J].电网技术,2019,43(4):1160⁃1171.AI X,CHEN Z Q,SUN Y Y,et al.Research on Coordinated Optimization of Integrated Direct Load Control of Electric Thermal Pneumatic Coupling System Based on Demand Response [J].Power Grid Technology,2019,43(4):1160⁃1171.[7]朱超婷,杨玲君,崔一铂,等.考虑需求响应用户参与度的主动配电网优化调度[J /OL].电测与仪表:1⁃9[2022⁃06⁃08].https:∥ /kcms /detail /23.1202.TH.20201217.1641.003.html.512第2期高金兰,等:需求侧响应下主动配电网优化调度612吉林大学学报(信息科学版)第41卷ZHU C T,YANG L J,CUI Y B,et al.Optimal Dispatching of Active Distribution Network Considering Demand Response and User Participation[J/OL].Electric Measurement and Instrument:1⁃9[2022⁃06⁃08].https:∥/kcms/detail/ 23.1202.TH.20201217.1641.003.html.[8]范宏,邓剑.不确定性的激励型需求响应对配电网可靠性的影响[J].现代电力,2020,37(4):416⁃424. FAN H,DENG J.Influence of Uncertain Incentive Demand Response on Distribution Network Reliability[J].Modern Power, 2020,37(4):416⁃424.[9]杨雪.计及柔性负荷的多时间尺度主动配电网优化调度研究[D].北京:北京交通大学电气工程学院,2018. YANG X.Research on Optimal Dispatch of Multi⁃Time Scale Active Distribution Network Considering Flexible Load[D]. Beijing:School of Electrical Engineering,Beijing Jiaotong University,2018.[10]薛建凯.一种新型的群智能优化技术的研究与应用[D].上海:东华大学信息科学与技术学院,2020.XUE J K.Research and Application of a New Swarm Intelligence Optimization Technology[D].Shanghai:College of Information Science and Technology,Donghua University,2020.[11]黄治翰,汪晗,李启迪,等.基于改进遗传算法的主动配电网经济优化调度[J].山东电力技术,2021,48(10): 12⁃16,65.HUANG Z H,WANG H,LI Q D,et al.Economic Optimal Dispatch of Active Distribution Network Based on Improved Genetic Algorithm[J].Shandong Electric Power Technology,2021,48(10):12⁃16,65.[12]王彦琦,张强,朱刘涛,等.基于改进鲸鱼优化算法的GBDT回归预测模型[J].吉林大学学报(理学版),2022,60 (2):401⁃408.WANG Y Q,ZHANG Q,ZHU L T,et al.GBDT Regression Prediction Model Based on Improved Whale Optimization Algorithm[J].Journal of Jilin University(Science Edition),2022,60(2):401⁃408.[13]徐青山,曾艾东,王凯,等.基于Hessian内点法的微型能源网日前冷热电联供经济优化调度[J].电网技术,2016, 40(6):1657⁃1665.XU Q S,ZENG A D,WANG K,et al.Hessian Interior Point Method Based Economic Optimal Dispatch of Day Ahead Combined Cooling,Heating and Power Generation in Micro Energy Network[J].Power Grid Technology,2016,40(6): 1657⁃1665.(责任编辑:刘俏亮)。

Optimize早期去耦方案规划Optimize早期去耦方案规划背景:在集成电路设计中,由于电路越来越复杂,需要大量的电源和地线,且信号互相影响。
为了避免电源和地线之间的干扰,降低信号噪声,需要进行去耦处理。
在设计初期,对去耦方案进行规划是非常必要的,以确保电路的可靠性和性能。
目的:本方案旨在规划Optimize早期去耦方案,以确保电路的可靠性和性能,同时最大限度地减少成本和设计时间。
实施步骤:1. 确定设计要求在规划Optimize早期去耦方案之前,需要明确设计要求,包括电路类型、工作频率、功耗、电源电压和电路布局等。
通过分析这些要求,可以为去耦方案的规划提供基础。
2. 选择去耦方案根据设计要求,确定适当的去耦方案。
一般有三种去耦方案可供选择:LC型、RC型和RC+LC型。
LC型去耦器通常适用于高频电路;RC型去耦器适用于低频电路,而RC+LC型则可以同时适用于高频和低频电路。
3. 确定去耦电容器的参数对于去耦方案的实施,需要确定合适的去耦电容器的参数。
根据设计要求和选择的去耦方案,可以确定电容器的电容值和电压等级。
4. 去耦电容器布局在确定去耦电容器的参数后,需要对其进行布局。
布局应遵循以下原则:将去耦电容器尽可能接近电源和地线之间的芯片引脚,同时尽量减小电路板上的走线长度和电容器之间的距离。
5. 去耦电容器连接连接去耦电容器时,应注意以下几点:一是电容器引脚应正确连接,以避免反向连接;二是连接应牢固可靠,不应出现松动或脱落的情况;三是电容器的引脚长度应相等,以避免电容器之间的串扰。
6. 仿真验证在完成去耦方案的规划和实施后,需要进行仿真验证,以确保电路的可靠性和性能。
通过仿真可以检测信号噪声、功耗、干扰等参数,进一步完善去耦方案。
总结:Optimize早期去耦方接下来,我们将讨论早期去耦方案规划的具体实施计划,以确保该方案能够顺利实施并取得预期效果。
1.确定实施计划首先,需要确定实施计划并明确时间表和实施阶段。

Artificial intelligence AI has become an integral part of modern society,offering numerous benefits that have transformed various sectors.Here are some of the key advantages of AI that can be highlighted in an English essay:1.Efficiency and Productivity:AI systems can process large amounts of data and perform tasks much faster than humans.This increased efficiency leads to higher productivity in industries such as manufacturing,where AI can automate repetitive tasks.2.Accuracy:AI algorithms are designed to minimize errors.In fields like healthcare,AI can assist in diagnosing diseases with high accuracy by analyzing medical images and patient data.3.Personalization:AI can analyze consumer behavior and preferences to provide personalized recommendations.This is evident in online shopping platforms and streaming services that suggest products and content based on individual user profiles.4.Innovation:AI drives innovation by enabling the development of new technologies and solutions.For example,AI has been instrumental in the advancement of selfdriving cars and smart home devices.5.Cost Reduction:By automating tasks,AI can reduce labor costs and operational expenses.Businesses can save on resources by relying on AI for tasks that would otherwise require human intervention.6.Enhanced Decision Making:AI can analyze vast amounts of data to provide insights that inform better decisionmaking.This is particularly valuable in finance,where AI can predict market trends and assist in risk management.7.Accessibility:AI technologies,such as voice assistants and translation services,make information and services more accessible to people with disabilities or those who speak different languages.8.Safety:In highrisk environments,such as mining or construction sites,AI can monitor conditions and alert workers to potential dangers,thereby improving safety.9.Environmental Impact:AI can optimize energy consumption in smart grids and buildings,contributing to a reduction in carbon emissions and promoting sustainability.cation:AI can provide personalized learning experiences for students,adapting to their pace and understanding to enhance the learning process.11.Healthcare Advancements:AI is used in drug discovery and development,which can expedite the process of finding new treatments and cures for various diseases.12.Predictive Analytics:AI can predict future trends and behaviors based on historical data,which is invaluable for planning and strategizing in business and government.In conclusion,the benefits of AI are vast and multifaceted,impacting nearly every aspect of life and work.As AI continues to evolve,its potential to improve our world becomes even more promising.。

多目标优化hv指标-回复多目标优化是指在解决一个问题时,要考虑并平衡多个目标的实现。
在现实生活中,我们经常面临着多个目标的冲突与权衡,如在企业中提高利润、降低成本和提高员工满意度是一个典型的多目标优化问题。
在实际应用中,如何定量地评估多目标优化问题的解决方案的质量是非常重要的,而HV 指标(Hypervolume Indicator)就是一种常用的评价指标之一。
HV指标最初是由Zitzler和Thiele于1999年提出的,它能够在多目标优化问题中对解决方案进行全面的比较和评价。
HV指标的核心思想是通过计算解决方案的体积大小来评估其在多维空间中的覆盖性。
那么,HV指标是如何计算的呢?首先,我们需要明确多目标优化问题的解的表示形式。
在多目标优化中,每个解通常由一个向量表示,向量中的每个分量对应一个目标的取值。
假设我们有n个目标,那么每个解就可以表示为一个n维的向量。
接着,为了计算HV指标,我们需要定义一个参考点,它代表了我们所希望的最优解。
在众多目标优化问题中,参考点可以根据具体情况来确定,比如在提高企业利润、降低成本和提高员工满意度的例子中,我们可以将参考点设置为最大利润、最低成本和最高员工满意度的取值。
然后,我们需要选择一个参考集合,它包含了一组可能的最优解。
参考集合的选择也是根据具体问题来确定的,可以通过个人经验、专家知识或者问题求解过程中的历史数据来选择。
接下来,我们逐个计算每个解相对于参考集合的HV值。
计算方法可以分为两个步骤:首先计算解的支配集合,即解所能够支配的其他解的集合;然后利用支配集合来计算HV值。
具体地说,对于解X,我们需要计算出它所能够支配的其他解的集合。
解X能够支配解Y,是指解X在所有目标上都不劣于解Y,且在至少一个目标上更优于解Y。
支配关系可以通过比较解X和解Y的每个目标值来确定。
一旦得到支配集合,我们可以通过构造一个超体积来计算HV值。
超体积的计算方法可以分为自顶向下和自底向上两种方法。

Powerful industrial time-series and A&E data collection for on-premise and cloud-based storage & analysisBest-in-class Historian from edge to cloud with data analysis in context Proficy Historian from GE Digital is a best-in-class historian software solution that collects your industrial time-series and Alarms & Events (A&E) data needed to analyze asset and process performance, so you can drive greater business value.The emergence of cloud-based Industrial Internet of Things (IIoT) and big data solutions has spurred continued investment in our Historian. With decades of experience and thousands of successful customer installations around the world, Proficy Historian changes the way companies perform and compete by making data useful.The new Proficy Historian 9.0 enhances usability, configurability and maintainability with significant architectural improvements. Version 9.0 features a completely simplified collector installation process, new collector configuration UX, centralized admin of remote collectors, and remote configuration and management of cloud collectors. Version 9.0 also further enables enterprise-scale deployments, supports on prem / third-party cloud data models, provides an OPC UA server, and more.01Achieve data analysis in context foroptimization & continuous improvementWith Proficy Historian, users can analyze data in context via ProficyOperations Hub and the Historian Analysis run-time application, whichare available for license at no additional cost with Proficy HistorianStandard and Enterprise versions. The combination of Proficy Historianand Proficy Operations Hub provides a powerful data managementsolution with asset model context and visualization. Users receive dataaggregation across multiple sources or historians, ability to define anasset model including tag mapping, and advanced trend analysis. ProficyHistorian also includes an Excel Add-In for Proficy Operations Hub,enabling users to query historical data based on the asset model.02Improve data security & enable enterprise-wide industrial data managementWith data security as our highest priority, Proficy Historian offerscommon and shared User Account Authentication (UAA). Integratedwith LDAP, this feature eases security, allowing users to choose thecommon UAA deployed by other products in their application.Additionally, for enterprise-wide deployments, Version 9.0 features anew model for cross-enterprise data access, cloud-like elasticcomputing on prem, and scalability to 100 million tags.03Simplification, ease of use, reduced costsProficy Historian installs in minutes and offers a small footprint yetscales to support hundreds of users across an enterprise. This newversion significantly simplifies the collector installation process, deploysthe new Remote Collector Manager on each server when collectors areinstalled, provides a new HTML5-based configuration and managementapp, and introduces collector support for compression over the wire,useful for low bandwidth or metered connections by reducing bytesover the network by about 80%.04Faster configuration and easyconnectivity for IoT applicationsConnect to your machine data with an existing collector or build yourown using our SDK. Version 9.0 supports MQTT end points andenhanced hybrid on-prem/cloud data models with the ability to selectdata, frequency, and rate of change, all while leveraging GE Digital’s richdata aggregation and collection capabilities. Collectors can send data toyour local Historian or to cloud-based Predix, AWS, Google, and Azureapplications. Furthermore, this new version includes an optionallyinstalled OPC UA server that supports HDA, DA, installation on a servernode or separate machine, and password and certificate-based security.Outcomes•Achieve fast time to value with simple installation and easy-to-use web clients with integrated tag searching and drag-and drop features •Secure-by-design data collection and storage•Small, powerful footprint, scaling from small applications to hundreds of users and 100 million data points / tags•Take advantage of data analysis in asset model context with the time-saving trend analysis card•Support high availability with data redundancy•Leverage continuous and highly scalable data read and write functionality•Central management of remote data collectors to reduce maintenance costs and downtime Proficy Historian offers simple configuration with proven industrial data management capabilities to reduce costs and speed deployment.HervéHusson, Automation and Industrial IT (A2i)Manager, Terreal“Proficy Historian is the heart of the [system]. This solution allows more accurate data to be implemented in real time for each machineand product.”Powerful industrial time-series and A&E data collection for on-premise and cloud-based storage & analysisFeatures•Collects industrial data at very high speed, normalizes data and stores it securely, distributes,and allows for fast retrieval and analysis•24/7 availability: avoid downtime and information gaps; stability and reliability for continuousimprovement data analysis as well as mission-critical applicationsNew in Version 9.0•Dramatic simplification of collector installation and management: completely simplified collector installation process, new collector configuration UX, centralized admin of remote collectors, remote configuration & management of cloud collectors•Enterprise-scale deployments enhancements: new model for cross enterprise data access, cloud-like elastic computing on-prem, scalable from 100 tags to 100 Million tags•Hybrid on premise / third-party cloud data model: select data, frequency, rate of change; support for MQTT end points•OPC UA server that supports HDA, DA, installation on a server node or separate machine, and password and certificate-based security Proficy Historian: Best-in-class industrial datamanagement that scales to millions of tags•Easily deployable mirrored architecture based onGE’s U.S.-patented highly efficient and securestorage format•Alarms & Events database, allowing retrieval of A&Ein correlation to time-series data•Intelligent system diagnostic engine and dashboard•Browser-based central administrative console andtrend client•Multi-threaded for high performance•Scales from small to millions of tags•Ability to perform complex, multi-site industrialinformation management•Data in context: Proficy Operations Hub Server andHTML5 Historian Analysis run-time applicationavailable for license at no additional cost with ProficyHistorian Standard or Enterprise versions•Native collectors including MQTT collector•Store and forward capability•Historian ETL –Extract, Transfer, Load•Remote Collector Management•High availabilityRequirementsThe following requirements are not comprehensive. Pleaserefer to the online product documentation for requirementsinformation or contact GE Digital related to your application.•Historian Server –May be physical hardware or a VirtualMachine (including VM on the cloud) that is equivalent tothe minimum physical hardware requirements. Forphysical hardware, minimum requirements: 2.4 GHzclock-speed Intel Core i3 or i5 or i7 CPU or equivalentAMD Phenom CPU with 8 GB RAM for a 64-bit HistorianServer; 80 GB free hard-drive space for the data archives,message files, buffer files, and log files used by theSystem; 100 Mbps TCP/IP compatible network interfaceadapter for network communication and certain I/Odrivers.•Operating Systems (64-bit systems only for yourHistorian Server): Windows Server 2019, WindowsServer 2016, Windows Server 2012 R2, Windows 8.1 and10, Windows 10 IoT•Microsoft Excel (32 bit & 64 bit) 2019 , 2016, 2013, 2010•Collectors: Calculation, CygNet, File, iFIX, MQTT, ODBC,OPC, OPC HDA, OPC UA Data Access, OSI PI (& OSI PIDistributor), Server-to-Server, Wonderware. Notes: Tocollect data from CIMPLICITY, you must use the HistorianOPC collector with the CIMPLICITY OPC Server. Seedocumentation for list of Bi-Modal Collectors. Majority ofcollectors can write to cloud.•SQL Server 2012 SP3; SQL Server 2014 SP1 (E/S/P); SQLServer 2016 (E/S/P); SQL Server 2017 (E/S/P), SQL Server2019Hardware and software requirements are partially representativeand may vary by customer deployment. Please consult the productdocumentation for more details.Both your IT department and end users will love the ease of deployment, scalability, simplicity, and speed of getting the data and value out of Proficy Historian.LEARN MOREProficy Historian includes use of Proficy Operations Hub’s Asset Model mapping and Trend Analysis App for centralized data analysis in context.•Highly efficient data compression: collector compression at the source (deadband) and archive compression at the server•Flat or traditional hierarchical architecture; horizontal scalability with distributed server architecture •Secure-by-design storage•S95 model support•Condition-based collection•Server-to-server aggregation•UAA/OAuth2 Java Web Token security model •Predix, AWS, Google, and Azure cloud connectivity •Server-to-Azure IoT Hub Distributor•Cloudera certified method to move and query data in HDFS / Hadoop to Parquet•APIs to track version information of collectors, Query Results API, Write Tag API, Rename API•Public REST API and Java API•One-click configuration with CIMPLICITY and iFIX •Excel Add In•Little to no DB admin required•Support for storage of Future DataPowerful industrial time-series and A&E data collection for on-premise and cloud-based storage & analysisServicesIn the world of Industrial Internet of Things (IIoT), organizations are able to optimize productivity, reduce costs, and achieve Operational Excellence. While this is an exciting time for opportunity and growth, it can also bring on new challenges, questions, and uncertainty. No matter where you are on your IIoT journey, GE Digital has the right services offering for you.Related ProductsGE Digital’s Proficy suite helps you precisely monitor, control,and visualize every aspect of your operations, enabling operators to make the best decisions faster.Advisory Services We can help you plan and start your IIoT journey in a way that aligns to your specific business outcomes.Managed Services We can help you maintain your critical machines from one of our remote locations around the world using model-based predictive analytic technology.Implementation Services Our experienced global Automation partners can implement a collaborative, multi-generational program that marries your existing investments to the right enhancements and cation Services We specialize in education services to ensure that you’re leveraging our solutions to the fullest extent with our training and certificate programs.Acceleration Plans Let us help by ensuring that your business continues to operate at its highest efficiency, all while mitigating risks to your investments.Security Services Our solutions provide industrial-grade security for a wide range of OT network and application topologies.iFIXGain visibility into your operations and secure agility for smarterdecision making that drives results.CIMPLICITYDrive real-time visibility for smart operators with true client-server basedvisualization and control.Proficy Operations Hub A centralized environment for aggregating and visualizing contextual and situational information for industrialapplications –supporting rapid application development & rich displays for faster response.Continue your Digital Transformation journeyTransforming your business requires foundational innovations that lay the groundwork for future success. It requires connecting assets and processes securely to drive operational efficiencies, reduce unplanned downtime and improve performance.Proficy WorkflowGuide operators with dynamic, interactive electronic workinstructions and eSOPs for more consistent operations and optimized processes.GE (NYSE: GE) is the world’s Digital Industrial Company, transforming industry with software-defined machines and solutions that are connected, responsive and predictive. GE is organized around a global exchange of knowledge, the “GE Store,” through which each business shares and accesses the same technology, markets, structure and intellect. Each invention further fuels innovation and application across our industrial sectors. With people, services, technology and scale, GE delivers better outcomes for customers by speaking the language of industry.©2021 General Electric. All rights reserved. *Trademark of General Electric. All other brands or names are property of their respective holders.Specifications are subject to change without notice. 01 2021About GEContact/digitalProficy Plant Applications Maximize overall equipment effectiveness (OEE), improveproduction scheduling, and ensure product quality by leveraging realtime production dataPredixInnovate and transform your business with the cloud-based operating system for the IndustrialInternet, purpose-built for industry.。

S MART P ROCESSM ANUFACTURINGAN O PERATIONS AND T ECHNOLOGY R OADMAPP REPARED B Y:S MART P ROCESS M ANUFACTURINGE NGINEERING VIRTUAL ORGANIZATIONS TEERING C OMMITTEEN OVEMBER 2009Acknowledgment and Disclaimer"This material is based upon work supported by the National Science Foundation under Grant No. 0742764." "Any opinions, findings, and conclusions or recommendations expressed in this material are those of the author(s) and do not necessarily reflect the views of the National Science Foundation."© 2008 NSF Engineering Virtual Organization Jim Davis UCLA PI and Tom Edgar UT-Austin Co-PI. “SPM Operations & Technology Roadmap Full Report” is licensed under a Creative Commons Attribution-ShareAlike 3.0 Unported License.A BOUT T HE R EPORTThis Executive Summary is the first installment of a series of report sections that, when brought together, will describe a framework for Smart Process Manufacturing and a consensus-based Operating and Technology Roadmap that reflects priority areas of attention and transition. The report reflects the consensus of a national cross-section of industry leaders involved with plan-ning the future of the process industry, vendors that supply technology solutions for manufactur-ing operations and academic researchers engaged in a range of associated systems research. The information forming the basis of this report was generated during a workshop held in April 2008 and a number of subsequent discussions. Details of the workshop results and the list of partici-pants can be found at:/SMART_PROCESS_MANUFACTURING/This report was compiled and written by an industry-academic team representing the full partici-pation at the workshopJim Davis, UCLA, Los Angeles, CATom Edgar, University of Texas, Austin TXYiannis Dimitratos, DuPont, Wilmington, DEJerry Gipson, Dow, Freeport, TXIgnacio Grossmann, Carnegie Mellon University, Pittsburgh, PAPeggy Hewitt, Honeywell & Abnormal Situation Management Consortium, Toronto, ON, CA Ric Jackson, FIATECH Consortium, Potomac, MDKevin Seavey, Dow, Freeport, TXJim Porter, DuPont (retired), Wilmington, DERex Reklaitis, Purdue University, West Lafayette, INBruce Strupp, CH2M Hill, Atlanta, GAWe wish to extend special recognition toIiro Harjunkoski, ABB AGJerry O’Brien PDCfor their detailed review and input on the report.The participants in the April 2008 Workshop listed below as well as several additional people who have joined the Virtual Organization are the key contributors to the content in this report. Miguel Bagajewicz, University of OklahomaDon Bartusiak, ExxonMobil Research and EngineeringWayne Bequette, Rensselaer Polytechnic InstituteLarry Biegler, Carnegie Mellon UniversityMaria Burka, NSFPanagiotis Christofides, UCLAPeter Cummings, Vanderbilt UniversityJennifer Curtis, University of FloridaJim Davis, UCLAYiannis Dimitratos, DuPontMario Richard Eden, Auburn UniversityTom Edgar, University of TexasMike Elsass, Ohio State UniversityLarry Genskow, Proctor & GambleChristos Georgakis, Tufts UniversityJerry Gipson, Dow Chemical CompanyIgnacio Grossmann, Carnegie Mellon UniversityJuergen Hahn, Texas A & M UniversityBruce Hamilton, NSFIiro Harjunkoski, ABB AGPeggy Hewitt, HoneywellYinlun Huang, Wayne State UniversitySon Huynh, IBMSara Jordan, IMTIJayant Kalagnanam, IBMDavid Kofke, State University of New York at BuffaloPaul McLaughlin, HoneywellMilo Meixell, Aspen TechAniruddha Mukhopadhyay, ANSYS, Inc.Lakshman Natarajan, British PetroleumCharlie Neal, IMTIRichard Neal, IMTIJerry O’Brien, PDC CorporationJim Porter, DuPontRex Reklaitis, Purdue UniversityMike Sarli, Exxon Mobil Research & EngineeringPete Sharpe, Emerson Process ManagementJeff Siirola, Eastman Chemical CompanyBruce Strupp, CH2M HillJorge Vanegas, Texas A& M UniversityJin Wang, Auburn UniversityCamille Yousfi, ShellS MART P ROCESS M ANUFACTURINGAN O PERATIONS AND T ECHNOLOGY R OADMAPM OTIVATING S MART P ROCESS M ANUFACTURING (1)T HE B USINESS C ASE AND THE B USINESS T RANSFORMATION (11)T HE T ECHNICAL T RANSFORMATION (23)R OADMAP (28)THE P ATH FORWARD (54)M OTIVATING S MART P ROCESS M ANUFACTURING1.0A T ECHNOLOGY R OADMAP BY A N ATIONAL V IRTUAL O RGANIZATIONThe world is experiencing trends and events that are having profound implications for the process manufacturing industry in a global economy. The understanding of uncertainty and risk has become fundamental to managing processes and ensuring optimum economic and environmental operation within a safe and responsible operating envelope. Uncertainties in the availability and cost of oil and natural gas, the exponential growth in data storage, communications and information technology, and the relentless pressure of global competition have led to an unprecedented shift toward the business of change, just-in-time processing, high performance cross-disciplinary teams, and the economics of rapid product, operation and management transitions. Sustainability, environment, health and safety have become major areas of performance emphasis.These are forces that push toward economic and performance metrics of rapid product innovation, proactive situational response, tightly managed product transitions, performance with zero environmental impact and predictive management of production, supply chain, environmental and energy dynamics.The solution to these challenges and opportunities is found in a quantum change in the application and intrinsic assimilation of a model-based, knowledge-enabled environment that addresses a full spectrum of enter prise product, operational and management life cycles. “Smart Process Manufacturin g” (SPM) describes the technology and applied capability in which computationally enabled models are the integrating points for data, expertise, decision and discovery. It is the means of casting data and knowledge into useful forms that can be broadly applied. The knowledge and expertise embodied in SPM need to become key next-generation operating assets and investments so industry can achieve a globally competitive capability. There is already a trend toward SPM and progress is being made, but needed systemic infrastructural capabilities are yet to be delivered to mobilize a knowledge- and model-enabled process industry environment over the entire product and process life cycle. This report frames the priorities for SPM and articulates an industry-academic consensus on the operating and technological roadmap as well as the priority areas of action for achieving infrastructure capability. Specifically, the focus of this SPM roadmap is on the need for fundamental and broad transformation in thinking and approach. Incremental improvements, while useful, will not achieve the full vision and do not lead to the breakthrough innovation and quantum capability shifts that are needed.To support, continue and refine the development of the SPM roadmap, we have formed an industry, academic and government Engineering Virtual Organization (EVO) with start-up funding through the National Science Foundation (NSF). The EVO partnership seeks to define the future state of operational excellence, build a consensus around that definition and move toward the fulfillment of the vision.This report documents the consensus of a national cross-section of industry leaders involved with planning the future of the process industry, vendors that supply technology solutions for manufacturing operations and academic institutions engaged in a range of associated systems research. This report defines Smart Process Manufacturing, establishes the vision and businesscase and presents a detailed technology and operating roadmap of priority areas of action for transitioning to smart operations.Several themes in this report were additionally discussed more generally for U.S. industry in a separate but related workshop on Simulation Based Engineering and Science held in April 2009. The specific statements that coincide have been coordinated, integrated and similarly stated in this related but broader report.11.1T HE E SSENTIAL R OLE OF M ODELS IN S MART P ROCESS M ANUFACTURINGA wide range of smart technologies are already being pursued, including Smart Manufacturing, Smart Energy Grids, Smart Water Resources, Smart Equipment, Smart Buildings, and Smart Cities. All are outgrowths of the integrated application of a full spectrum of monitoring, measurement and the application of models and simulations. Smart industries have only begun to embrace the enterprise-wide application of “smart” tech nologies. Knowledge-enabled personnel coupled with knowledge-rich tools and systems are innovating, planning, designing, building, operating, maintaining, supporting and managing facilities in significantly improved ways. It has become clear that holistic, integrated and enterprise approaches to using models provide the basis for a sea-change transition to a fundamentally more predictive mode of decision-making and operation – an operation with a much swifter and more proactive economic and incident-response capability.The full scope of Smart Process Manufacturing extends from requirements, product and process design to execution, delivery and life-cycle support. For our purposes, the major emphasis is on the processing environment, in which raw materials are converted to products via mechanical, chemical or biological processes. This includes both continuous and batch manufacturing,web/film/sheet processes as well as operations that produce intermediates that are essential to the manufacturing processes. In further defining the SPM environment we include planning, scheduling, optimization, monitoring, control and the ability to respond effectively to changing performance drivers. We are interested in the capability, tools and infrastructure that ensure that processes are seeking, at every instant in time, the optimum delivery of the best possible product without interruption, incident or cause for alarm. We are further interested in a high level of responsiveness to market shifts, customer demand, global economics and political and socioeconomic factors.Models are integral and pervasive in the SPM vision. Models provide new capabilities in assessing risk and uncertainty with decisions and the means to transition into proactive, preventive and innovative modes of operation. The “smart” industry is committed to knowledge, discovery and innovation and the ability to validate and rapidly deploy new developments, making it better equipped to drive toward zero emissions and zero incidents. It does this with the full recognition of people as essential resources for success. For SPM to be an economic and performance differentiator, models must be developed, managed and supported as essential infrastructure and key knowledge assets whose value to the organization is perceived as equivalent to physical and human assets.1Workshop Report, “Research Directions: Vision for Research and Development in Simulation-Based Engineering and Science in the Next Decade, S.C. Glotzer and P. T. Cummings, April 22,23, 2009. Also please see Panel Report on International Assessment of Research and Developing in Simulation-Based Engineering and Science, S.C Glotzer, chair and S. Kim, vice chair, World Technology Evaluation Center, Baltimore, Maryland, 2009.In summary, we define Smart Process Manufacturing as:an integrated, knowledge-enabled, model-rich enterprise in which all operating actions are determined and executed proactively applying the best possible information and awide range of performance metrics.1.2T HE R OLE OF C YBERINFRASTRUCTURE IN S MART P ROCESS M ANUFACTURINGSmart technologies can be applied today in full concert with the business and manufacturing missions of multiple enterprises and their interconnected supply chains. SPM can enable industry cooperation and enterprise competitiveness for broader economic and social benefit. The development, application and management of models and their consistent and coordinated use across the process enterprise create new skill set requirements. With the investment, commitment and will to deploy for competitiveness, SPM becomes a new market and economic force. Over the next decade, those industries that develop and tap the power of knowledge in models and knowledge through models will be the most competitive.We therefore recognize that SPM is, in itself not sufficient. We must also recognize the key foundational role of cyberinfrastructure (CI), which has been defined by NSF as:the coordinated aggregation of software, hardware and other technologies as well as human expertise to support current and future discoveries and to integrate relevant and often disparate resources to provide a useful, usable and enabling computational and data frameworkcharacterized by broad access.With the recognition that CI is a key shared enabler, achieving the goals of smart manufacturing will require excellence in data and information management, knowledge management and communications across an enterprise and the industry. We identify several technology areas that are essential to this CI:Data interoperability provides the ability to seamlessly exchange electronic product, process and project data between collaborating groups or companies and across design, construction, maintenance and business systems.Networked sensors in massive numbers throughout the enterprise and the surrounding environment will serve data collection workhorses supporting data communications; automated control systems; long- and short-term planning; predictive modeling; optimization; environmental, health and safety (EH&S) management; and other functions. Data fusion and information integration to create useful, accessible knowledge is essential in a network-centric manufacturing environment.A physics- and mathematics-based understanding of material properties underlies the ability to create a rich model-based environment.Multi-scale dynamic modeling and simulation and large-scale optimization are based on understanding and practical development at the detailed level of the process, but applied at the macro/global level of the process, the product, the manufacturing system and the manufacturing enterprise. This capability addresses large-scale cross-company, cross-industry and supply chain problems at strategic, tactical and operational levels. Business planning and scheduling are fully integrated with operational optimization so that decisions and actions are fully informed but made within an operational time window that can have proactive impact. The SPM CI requires significant network, computation, algorithmic and data management capabilities.Scalable, requirements-based multi-level security will enable protection (without impairment of functionality) of systems and information from the vulnerabilities inherent in using commercial off-the-shelf technology networked throughout the manufacturing enterprise and supply chain. Security will be transparent to the user.1.3K EY “S MART”M ANUFACTURING A TTRIBUTESWe summarize the vision of Smart Process Manufacturing in terms of 10 key attributes:1.Smart processes are capable of intelligent actions and responses. They maximizeperformance, cost effectiveness, and profit by planning, continuously monitoring status and impacts of responses and applying learning to determine and implement appropriate action for planned and unplanned situations. Actions and decisions are adaptive,predictive and proactive.2.Operating assets – people, plant, equipment, knowledge, models, databases, etc. – areintegrated and self-aware (via sensors) of their state. Field devices, actuators andoperating equipment have intelligent processing capability with the sensors needed forself-awareness. Every system is able to recognize its condition and publish thatinformation so it, and all other interoperating devices can take immediate and appropriate action.3. A smart manufacturing process can detect and adapt to new situations or perturbations(i.e., abnormal events). By evaluating the present circumstances and applyingcontinuously updated knowledge, processes can determine the best response to anychange in operating conditions, such as a process upset or feedstock variations due tosupply chain changes, business changes or disturbances. Processes have the capacity and flexibility for robust actuation.4.Smart processes have all pertinent information available, accessible and understandableto the parties or functions that need the information. All needed information is available when it is needed, where it is needed and in the form in which it is most useful.5.As proactive operations, smart manufacturing incorporates real-time data sensing toeliminate failure before it happens, to the extent possible.6.Rapid response is especially important because many material transformations occur inmillisecond time frames and require extensive sensing and proactive control.7.Smart manufacturing processes are environmentally sustainable. Sustainablemanufacturing includes reuse, with a life-cycle view of products and processes. Aminimal environmental footprint (energy, water, emissions) is more readily attainable ina smart manufacturing environment because smart processes are designed to monitor andadjust themselves to minimize any and all adverse external impacts.8.Although intelligent automation is a vital component of the smart process environment,the human resource is essential. In the smart environment, human resources (people) are knowledgeable, well-trained, empowered, connected (via cyber tools) and able toadapt/improve the system‟s pe rformance.9.Smart systems recognize the limitations of automation. They provide information andanalyses to trained operators and managers who use human experience to determine and bring about the needed action.10.People are trained and deployed to drive strategic enterprise performance. The smartprocessing environment combines the well-prepared and technology-enabled human with the best technological capabilities to produce the best response in an environment ofdynamic change, uncertainty and risk.Although some of the attributes listed above can be achieved by using best practices in limited venues, applying these technologies in an integrated manner dramatically expands the capability and capacity of the smart process environment. In the future, a smart manufacturing process will effectively screen among the information available for operation and acquire and integrate that information from both internal and external systems in order to optimize the performance of the manufacturing system. It will have the capability to “self-integrate” within an interoperable environment. Models and information systems will plug and play to achieve instant interoperability and allow the selection and use of best-in-class tools, regardless of the vendor.1.4T HE P ATHWAY TO A S MART P ROCESS M ANUFACTURING P ROGRAMThe roots of the SPM activity can be found in the vision of leaders from major process industries, universities and government who came together in support of the goal of a new level of dynamic responsiveness in the chemical processing industry. An NSF-sponsored workshop to examine the interaction of cyberinfrastructure and chemical and biological processes in U.S. competitiveness was conducted in September 2006. One of the major findings was that Smart Process Manufacturing represents a national priority and a “grand challenge” worthy of priority pursuit by industry, academia and government.An NSF grant was awarded to create an industry-academic steering committee and national Engineering Virtual Organization with the stated objectives of building a constituency to develop the SPM initiative, generate a technology roadmap and move toward implementation. A roadmap development workshop was conducted at NSF in April 2008 to develop objective goals and requirements structured around the operational model shown in Figure 1.In presenting the results of that workshop and related research as a technology roadmap, this document becomes the basis for focused discussion on the vision, technology and operating changes that are needed, the path forward and a guide to future technology investments.Figure 1. The Smart Process Manufacturing functional model provides a logical,hierarchical framework for development of a technology roadmap.To facilitate information gathering in the April workshop, three major management areas, as shown, were desig nated as the “pillars” of process manufacturing operations.Technology Management addresses the technological resources required to sustain,protect and improve the operations of the manufacturing enterprise.Systems and Facilities Management provides the oversight and assurance of readiness of the plant assets to execute all needed functions within the defined operating envelope.Enterprise Management takes an integrated view of all enterprise activities, including the integration of various functions within and across organizational boundaries. Equally applicable to each of the pillars, key cross-cutting enablers were identified. The enablers include people, sustainable manufacturing practices and exemplary ES&H practices: •People are the most important asset. Creation of a skilled and trusted workforce requires a strategic commitment to education and training, and to changing the mind-set and culture to support the future-state vision. A significant aspect of valuing knowledgeable workers is the capture and reuse of their knowledge and experience.•“Green,” sustainable practices must be instilled in all management areas of the operation to the point that they are core business drivers that guide all planning and operations.• A Smart Process Manufacturing facility is not only cost effective, but also safe andhealthy, because safety is a core business driver that guides operations and cannot becompromised. SPM operations see EH&S goals as performance objectives and develop capability to quickly, efficiently and safely deal with both actual and potential faults,whether accidental or deliberate.1.5T HE T RANSFORMATIONS T O S MART P ROCESS M ANUFACTURINGA full realization of the SPM environment involves revolutionary and transformational change in both the business and technical arenas (Tables 1 and 2). The technology roadmap for Smart Process Manufacturing provides a migration plan and research agenda to expedite the realization of these visionary ideas.Table 1.Smart Process Manufacturing Business TransformationsFrom To ResultsInvestment in Facilities Investment inKnowledge-EmbeddedFacilitiesInvestment and management offacilities and knowledge are equallyimportant.Reactive Proactive Economic optimization is achieved byanticipation and decision,understanding probability, risk andimpact.Response Prevention Sensing, modeling and analysis areused to predict events and operationsare controlled to mitigate the impact. Compliance Performance Zero-incident EH&S is part of theperformance culture.Tactical Strategic Requirements become opportunities,optimizing total enterprise operation. Local Global Every decision must be made in thecontext of a globally competitiveenvironment.Table 2.Smart Process Manufacturing Technical Transformations From To ResultsOne-Off Models in Operations Models Integrated IntoOperationsThere must be pervasive, coordinated,consistent and managed application ofmodels.Dispersed Intelligence DistributedIntelligenceData, information, knowledge, modelsand expertise are available and used tomake decisions at the right time andplace.Unintelligent Systems Self-Aware Systems There must be autonomous systemsthat understand their role andperformance in the enterprise andsystems that take action to optimizeperformance.Proprietary Systems Interoperable Systems Systems must communicate throughstandard protocols for informationsharing, capability and best-in-classcomponents.Unpredictable Industry Predictable Industry Operations within defined operatingenvelopes must be performed withpredictable impacts.We have characterized the technologies, practices and resources needed to achieve the transformations as five “roadmap lanes” to convey the need to develop and implement operational technology and practice in five distinct areas and to commit to a journey of activity to achieve SPM.Data to KnowledgeKnowledge to Operating ModelsOperating Models to Key Plant AssetsModels as Key Plant Assets to Global ApplicationPeople, Knowledge and Models to a Combined Key Performance IndicatorThe “lane” concept emphasizes that although there will be s equential and dependent activities the “lanes” must be addressed with an integrated and coordinated plan.Lane 1: Data to Knowledge– In an SPM environment, the right data will be collected from the right sources in ways that are far more efficient than possible today. The data will be analyzed and compiled to produce useful information. When information is used in the context of the design, expectations, experience, rules, models and forecasts, it can become knowledge that accelerates the attainment of business and operational objectives with more effective adaptation to novel situations.Smart Process Manufacturing dictates that the data to knowledge lane be “wide” enough and time-dependent to assimilate all of the data and knowledge needed to realize a smart operation. For the smart process, knowledge must support appropriate decision-making in a continuously changing environment with management of uncertainty and risk being a high-priority requirement.It is important to note that knowledge acquisition has many pathways. Some knowledge is processed from available data and information; some is mined from data sources; and other knowledge is captured from experience or directly from subject-matter experts. This roadmap lane accommodates knowledge acquired from all sources.Lane 2: Knowledge to Operating Models– An operating model is an applied representation of knowledge. It describes the necessary levels of integration and standardization needed to achieve the smart process goals. We can visualize the capture and application of knowledge to create models that accurately represent the components and materials in a process, and the operations, interactions and transformations of these materials and components. The application of knowledge will provide the capability to build operating models that provide real-time, dynamic management and control.Lane 3: Operating Models to Key Plant Assets– Roadmap Lane 3 represents a milestone level moving the use of multi-scale operating models into a knowledge-based level of integrated plant usage. Models embody operating knowledge and experience that is as critically important as the physical facilities. There is a critical and integrated system of models that will need to be managed as key plant assets. There are two important dimensions to this roadmap lane: 1) aggregated operating models are used to plan, create, operate and manage the long term quality of plant performance through enhanced coordination of people, models and facilities; and 2) detailed models are key plant assets along with the facilities, data, material technology and the expert, trained and experienced workforce that are used to plan, control and manage each of the components of the SPM enterprise.Lane 4: Models as Key Plant Assets to Global Application– Leading process manufacturing companies are increasing the use of modeling, smart facilities and knowledge-based systems to integrate, manage and control their operations, yielding enterprise-wide optimization with cost and performance breakthroughs. Process industries see the entire world as both their market and their operating locations. Hence, the concept of plant assets must be scalable to global application and beyond enterprise walls through smart collaboration processes. An obvious next step is to exploit and integrate continuing advances in process control, situation analysis and production management to similarly benefit and expedite these wider external relationships beyond traditional enterprise boundaries. Language, cultural, regulatory and other differences must be addressed. The success of global business relationships requires that companies reach consensus on communications among their operational systems, share information while protecting their intellectual property and competitive advantage, and create flexible and。

利用机器学习技术优化石油化工设备故障预测与诊断利用机器学习技术优化石油化工设备故障预测与诊断摘要随着石油化工行业的快速发展,石油化工设备的故障预测和诊断变得越来越重要。
传统的故障预测方法通常基于规则和经验,但由于石油化工设备的复杂性,传统方法往往无法提供准确的预测和诊断。
因此,利用机器学习技术来优化石油化工设备故障预测与诊断成为了一种有前景的方法。
本文将介绍机器学习技术在石油化工设备故障预测与诊断中的应用,并讨论其优势和局限性。
1.引言石油化工设备的故障对生产效率和安全性产生了严重的影响。
因此,及时准确地预测和诊断设备故障成为了提高运营效率和降低生产成本的重要手段。
传统的故障预测方法通常基于规则和经验,但它们无法处理设备的高度非线性和复杂性。
机器学习技术因其对大量数据的学习和自动调整能力而成为进行石油化工设备故障预测与诊断的理想选择。
2.机器学习技术在石油化工设备故障预测与诊断中的应用2.1 数据采集与预处理为了进行机器学习模型的训练和预测,首先需要采集和处理设备的运行数据。
传感器可以收集设备的温度、压力、流量等信息,并将其转换为数字信号。
然后,预处理方法如滤波、降噪等可以用来去除数据中的噪声和异常值,提高数据的质量。
2.2 特征提取与选择在机器学习模型中,特征是用来描述设备状态的指标。
特征提取和选择的目标是从大量的输入数据中选取最相关和最具代表性的特征。
常用的特征提取方法包括主成分分析(PCA)和小波变换等。
特征选择方法如卡方检验、互信息等可以排除掉与故障无关或冗余的特征。
2.3 模型训练与优化机器学习模型是利用历史数据进行训练并用来进行预测和诊断的工具。
常用的机器学习模型包括支持向量机(SVM)、人工神经网络(ANN)和决策树等。
在模型训练过程中,一般采用交叉验证和网格搜索等方法来选择最优的参数,并避免过拟合和欠拟合等问题。
2.4 故障预测与诊断通过训练好的机器学习模型,可以对新的观测数据进行故障预测和诊断。

OEIDP大数据流外设智能压缩技术一、技术概念OEIDP大数据流外设智能压缩技术是一种将USB数据进行压缩后通过专门的数据传输通道传输的技术。
在桌面环境中,经常需要传输包含大量图像、文档和其他多媒体元素的数据流,采用大数据流外设智能压缩技术,能够针对云桌面使用USB传输大数据流时候进行智能压缩并通过专用通道进行传输。
一方面通过使用智能压缩算法,降低传输的数据量,从而提高传输效率和降低网络负担。
另一方面通过开辟专门的数据传输通道,降低数据传输对于桌面画面和键鼠操作的干扰。
大数据流外设智能压缩技术在提高远程数据传输性能和优化用户体验方面发挥着关键作用。
二、技术亮点:数据类型感知与差异化处理该技术的突破点在于它能根据高分辨率图像、大文件、视频等具有不同特征的大数据流,通过智能压缩算法,满足高分辨率图像、大文件、视频等不同大数据流的压缩需求。
例如,针对文档等文本数据,采用无损压缩,保证解压后的数据不失真。
针对摄像头、高拍仪等外设产生的高分辨率图像、视频等图像数据,则采用有损压缩,有效利用人类视觉对图像中的某些成分不敏感的特性,允许压缩过程中损失一定的信息,损失部分对理解原始图像的影响较小的同时带来较大的压缩比,有效提升了传输速度。
三、技术指标使用OEIDP大数据流外设智能压缩技术,文档压缩率可降低20%,高分辨率的图片压缩率最高可降低60%,视频的压缩率最高可降低80%。
四、用户收益OEIDP大数据流外设智能压缩技术,有效降低需要传输的数据量,减少了数据传输所需的带宽。
对于用户而言,这意味着用户在低带宽环境下仍然能够使用高质量的远程桌面服务,而无需担心网络限制。
对于移动设备用户,减少了数据传输的时间和耗费的移动网络流量,在有限的移动网络环境中拥有更好的远程桌面体验。

第38卷第1期2024年2月南华大学学报(自然科学版)Journal of University of South China(Science and Technology)Vol.38No.1Feb.2024收稿日期:2023-09-05基金项目:厦门市青年创新基金资助项目(3502Z20206025)作者简介:张倩影(1990 ),女,工程师,硕士,主要从事核技术应用㊁城市安全评价方面的研究㊂E-mail:skrvvtg@㊂∗通信作者:傅楗强(1990 ),男,助理研究员,博士,主要从事辐射物理与探测技术方面的研究㊂E-mail:fujq12@DOI :10.19431/ki.1673-0062.2024.01.012基于Geant4的核孔膜生产模拟研究张倩影,傅楗强∗(清华海峡研究院(厦门),福建厦门361015)摘㊀要:利用核反应堆产生的裂变重离子碎片辐照固体薄膜,是生产核孔膜的主要方式之一㊂为优化反应堆核孔膜生产工艺参数,给核孔膜生产提供理论指导,本文基于Geant4开发了反应堆生产核孔膜的原理性模拟程序,对铀靶在热中子辐照下裂变碎片的生成及出射物理过程开展模拟,并分析计算了不同厚度下铀靶裂变碎片的出射能量㊁角度分布,从理论上优化了核孔膜生产中的铀靶厚度及固体薄膜厚度㊂结果表明,铀靶厚度为4μm 时裂变碎片出射强度最高;受裂变碎片射程的限制,反应堆生产核孔膜所用的固体薄膜的厚度最大约为8μm ㊂关键词:核孔膜;Geant4;蒙特卡洛模拟中图分类号:TL99文献标志码:A文章编号:1673-0062(2024)01-0090-07Geant 4-based Simulation Study of Nuclear Track-etchedMembrane ProductionZHANG Qianying ,FU Jianqiang ∗(Cross-strait Tsinghua Research Institute,Xiamen,Fujian 361015,China)Abstract :One of the main ways to produce nuclear track-etched membrane is irradiating solid membranes with the fission fragments produced by nuclear reactor.In order to opti-mize the production process parameters of nuclear track-etched membranes and provide theoretical guidance for nuclear track-etched membrane production,a simulation program is developed based on Geant4to simulate the process of nuclear track-etched membrane produced by nuclear reactor.The physical process of generation and emission of neutron-induced Uranium 235fission fragments are studied,and the energy and angular distribu-tions of fission fragments under different thicknesses of the target are analyzed and calculat-ed.The thickness of the Uranium target and solid membrane are optimized theoretically.It9第38卷第1期张倩影等:基于Geant4的核孔膜生产模拟研究2024年2月can be concluded that a4μm thick Uranium target has the highest emission intensity offission fragments.The maximum thickness of the solid membranes is about8μm,which islimited by the range of fission fragments.key words:nuclear track-etched membrane;Geant4;Monte Carlo simulation0㊀引㊀言核孔膜是利用反应堆或加速器产生的重离子辐照绝缘固体薄膜,后经化学蚀刻,在薄膜中生成纳米至微米级的穿透性微孔[1]㊂核孔膜具有表面坚实光滑㊁孔形规则㊁孔径均一等特性,在医药精密过滤㊁精细化工㊁生化分析㊁电池隔膜㊁微量探测等高端领域均有重要应用价值[2-4]㊂重离子辐照固体薄膜是核孔膜生产中的关键环节㊂国内外许多机构已开展加速器生产核孔膜的物理仿真工作[5-6],对影响核孔膜性能的加速器辐照要素进行剖析,进而优化核孔膜生产工艺㊂而针对反应堆生产核孔膜的物理仿真工作,鲜见公开发表文献㊂蒙特卡洛方法是核物理模拟的常用方法[7],本文基于蒙特卡洛程序包Geant4搭建了反应堆生产核孔膜原理性仿真平台,可物理仿真热中子辐照下靶材出射裂变碎片的种类㊁能量㊁角度等数据,及裂变碎片经准直后在固体薄膜中形成潜径迹的过程㊂利用该仿真平台,可对靶材㊁准直器㊁固体薄膜等相关参数开展物理分析及模拟计算,从而优化反应堆生产核孔膜中的物理结构设计和工艺参数㊂1㊀仿真平台设计1.1㊀几何结构模型反应堆生产核孔膜的基本流程可以概括为:热中子与靶材作用,产生裂变碎片;裂变碎片从靶材出射后经准直器准直;准直后的裂变碎片入射固体薄膜,与薄膜基材发生作用形成潜径迹;化学蚀刻潜径迹生成微孔㊂参考生产中的真实结构[8],本文构建了简化的几何结构模型,如图1所示包括中子源㊁靶件㊁准直器㊁固体薄膜四部分㊂1)中子源:反应堆堆芯核裂变产生的快中子,通过慢化技术慢化为热中子㊂本文模拟中将中子源简化为能量分布满足麦克斯韦分布的热中子,入射方向垂直于靶件所在平面㊂2)靶件:靶件为平面结构,常见的靶基材为铝㊂靶材通常为中子诱发可核裂变材料㊂裂变材料镀在200μm厚的铝基材上,镀层的厚度通常为微米量级㊂靶材的材料和厚度均可在程序中设置㊂本文模拟中,靶材材料固定为铀235丰度为90%的金属铀,厚度可调节㊂图1㊀模拟采用的几何结构模型图Fig.1㊀The geometric structure model used inthe simulation3)准直器:由于出射裂变碎片的角度分布具有随机性,生产中通常利用准直器对出射裂变碎片进行角度筛选㊂仿真平台通过设置不同的准直器结构,可对出射裂变碎片进行角度筛选,从而得到不同准直角度下出射裂变碎片的物理数据㊂本文的研究重点在于靶材裂变反应和出射过程的模拟,暂未开展准直器的优化研究工作㊂本文模拟中采用固定结构的准直器,可筛选出射角小于40ʎ的裂变碎片(出射角的定义为:碎片出射方向与靶件平面法线的夹角)㊂4)固体薄膜:常用于制备核孔膜的膜材料有聚对苯二甲酸乙二醇酸(polyethy-lene terephthalate, PET)㊁聚碳酸酯(polycarbonate,PC)等薄膜,厚度从数微米到数十微米不等㊂固体薄膜的基材材料和厚度均可在程序中设置㊂本文模拟中固体薄膜材料采用聚酯材料,化学式为C10H8O4,密度为1.40g/cm3㊂1.2㊀Geant4程序开发本文采用国际通用的成熟开源软件Geant4 (GEometry ANd Tracking4几何与跟踪程序第419第38卷第1期南华大学学报(自然科学版)2024年2月版)对上述过程进行模拟㊂Geant4是由欧洲核子研究组织(European Organization for Nuclear Re-search,简称CERN)开发的专门模拟粒子与物质相互作用的C++开源蒙特卡洛程序包[9]㊂用户可以根据需求自由更改㊁扩充程序㊂Geant4模拟的准确性已被广大科研人员所认可,被广泛的运用在高能物理㊁天文学㊁核医学㊁国土安全等领域㊂本文的模拟工作,程序运行版本为Geant4.10.06㊂1.2.1㊀粒子源设置Geant4中初级事件的生成主要是使用粒子发生器来完成㊂本文模拟使用G4ParticleGun作为粒子发生器,通过G4ParticleGun类,可以定义中子源的发射方向㊁位置㊁能量,从而模拟实际的中子源分布㊂本文模拟中将中子源简化为单一入射方向,能量分布满足麦克斯韦分布的热中子束流,最可几能量为0.0253eV㊂1.2.2㊀物理列表和环境变量设置物理列表和环境变量设置是本文仿真平台开发中的难点㊂物理过程主要描述粒子如何与物质发生相互作用㊂在本文模拟中,热中子与靶材作用发生核反应,进而生成裂变碎片是关键物理过程,为此需在程序中加入相关核裂变物理过程㊂Geant4中对物理过程和粒子的定义主要在Phys-icsList类中进行㊂本文的模拟从Geant4已有的PhysicsList中选择满足中子输运物理过程的列表,并通过相关设置激活裂变碎片的模拟㊂热中子诱发靶材裂变,需要模拟详细的中子输运过程㊂Geant4中可使用NeutronHP程序包(high precision neutron package)来模拟20MeV以下的低能中子反应㊂物理表QGSP_BIC_HP包含了NeutronHP模型,因此在主程序中将PhysicsList 设置为QGSP_BIC_HP㊂针对裂变碎片生成的模拟,B.Wendt开发了一种新的裂变事件模型,命名为裂片碎片生成器FFG(fission fragment generator)[10]㊂FFG可准确地模拟裂变事件,包括裂变碎片的质量和能量等参数㊂FFG已被集成到Geant410.0以上的版本,使用FFG需启用WENDT_FISSION_MODEL㊂裂片碎片生成的产额分布调用了G4NDL4.6/ Fission/FF中的相关截面数据,运行前需确保Geant4的数据库中已下载了G4NDL4.6库㊂由于Geant4的缺省设置里关闭了裂变碎片的生成过程,需要通过环境变量的配置来开启裂变碎片的模拟㊂在QGSP_BIC_HP物理表的基础上,将系统环境变量G4NEUTRONHP_PRODUCE_FISSION_FRAGMENTS和G4NEUTRON_HP_USE_ WENDT_FISSION_MODEL设置为YES㊂通过以上设置,仿真平台方可模拟核裂变并生成裂变碎片㊂物理过程中对反应步长的配置见下一小节㊂1.2.3㊀反应步长设置靶材和固体薄膜的厚度通常在微米量级㊂为了精确记录裂变碎片的运动轨迹,需对Geant4运行中Step的最大步长进行设置㊂设置方法为在文件中,对靶材和固体薄膜对应的逻辑体配置SetUserLimits();在主文件中,对物理列表PhysicsList调用RegisterPhysics (new G4StepLimiterPhysics())命令㊂本文的模拟中,最大步长设置为0.01μm㊂1.2.4㊀数据存储设置Geant4详细地模拟了每个事例中生成各个次级粒子输运过程中的动量㊁能量㊁时间及位置坐标信息㊂本文聚焦裂变碎片的运动径迹和能量沉积过程,在文件中,编写输出文件,将每个事例中裂变碎片Track的详细数据,写入二进制格式文件,用于后续的统计分析㊂2㊀计算结果与讨论2.1㊀初始裂变碎片的统计分析初始裂变碎片是指热中子辐照下铀235靶核发生裂变反应,生成的两个重离子碎片㊂不同厚度的铀靶,生成的初始裂变碎片在理论上具有相同的统计特性,本文以靶材厚度1μm的数据为例进行统计分析㊂图2给出了热中子辐照下铀235靶核发生核裂变,生成的初始裂变碎片按动能和质量数分布的二维散点图,图中分布呈两个明显束团㊂图2㊀裂变碎片按能量与质量数分布的二维散点图Fig.2㊀The scatter plot of fission fragmentsdistribution according to energy and mass29第38卷第1期张倩影等:基于Geant4的核孔膜生产模拟研究2024年2月图3给出了初始裂变碎片按照质量数和能量的裂变产额㊂裂变碎片的质量分布形成双峰,在幻数(A ~132)及其互补(A ~102)碎片附近的核素产额高于其他核素㊂裂变碎片动能主要分布在50~120MeV 的范围内,且明显成两个能带分布,轻碎片的动能高于重碎片的动能,服从动量守恒定律㊂每个碎片的初始动能对应约107m /s 的速度量级㊂图3㊀铀235按裂变碎片质量数的裂变产额和按能量的裂变产额Fig.3㊀The fission yield of U235as a function of product fragments mass number and product fragments energy㊀㊀以铀靶所在平面为XY 平面,铀靶的法线为Z轴,统计初始裂变碎片的出射方向㊂统计结果显示,初始碎片的出射方向为4π立体角内的均匀出射㊂2.2㊀靶材厚度的影响本文模拟中设置了不同的靶材厚度,以此探究不同靶材厚度下出射裂变碎片物理参数的变化㊂2.2.1㊀靶厚对出射强度影响中子通量一定的情况下,铀靶厚度越大,与热中子作用发生裂变的概率越大,产生的初始裂变碎片越多㊂但随着铀靶厚度的增大,裂变碎片从铀靶出射的几率随之减小㊂对不同靶材厚度,模拟计算靶核裂变概率(裂变事例与入射中子数之比)㊁表面出射概率(出射裂变碎片与裂变事例之比),绘制曲线如图4所示㊂从图4中可以看出,靶核裂变概率与靶材厚度成正比增加,表面出射概率随靶材厚度增加逐渐减小㊂定义靶核裂变概率与表面出射概率两者的乘积为出射强度系数㊂提高裂变碎片出射强度可减少辐照时间,对核孔膜的生产是有益㊂中子通量一定的情况下,裂变碎片出射强度随着靶材厚度增加而增强并逐渐达到饱和,靶材厚度为4μm 时出射强度系数达到极值,此时继续增加靶材厚度已经没有意义㊂从出射强度系数变化曲线来看,靶材厚度要控制在4μm 以下,这样既能节省靶材,又能保证较高的裂变碎片出射强度㊂图4㊀靶核裂变概率㊁表面出射概率以及出射强度系数随靶材厚度的变化曲线Fig.4㊀The variation curve of target fission probability ,surface emission probability and emission intensity coefficient with target thickness2.2.2㊀靶厚对出射能量影响如图5所示,裂变碎片在铀靶的运动径迹长度L 与核裂变发生点在靶材的深度D 和出射角θ关系为L =D cos θ(1)㊀㊀从式(1)可见,初始裂变碎片生成点在铀靶中的深度D 越大,出射角θ越大,则出射前裂变碎片在铀靶内的运动径迹L 越长,损失的能量也越39第38卷第1期南华大学学报(自然科学版)2024年2月大,导致出射裂变碎片的能量降低㊂图5㊀裂变碎片在铀靶中运动轨迹示意图Fig.5㊀The schematic diagram of the trajectory offission fragments in the Uranium target模拟计算了不同靶材厚度下,铀靶表面出射裂变碎片的能量分布情况,如图6所示㊂可见随着铀靶厚度的增加,出射能谱向低能区发生弥散㊂出射能谱的低能弥散现象,意味着出射碎片中有大量低能的粒子,这些粒子在固体薄膜内的射程很短㊂若裂变碎片不能穿透固体薄膜,会引起核孔膜中的 盲孔 ㊂为了评估初始裂变碎片在铀靶中的深度D 和出射角θ两个因素对低能弥散现象的贡献,统计了不同靶材厚度下,裂变碎片从靶材表面出射能量与出射角度的分布散点图㊂从图7中可以看出,靶材厚度非常薄时,出射碎片的能量呈明显的两条能带㊂随着靶材厚度的增加,出射碎片的能量向低能出现弥散,且出射角度越大,弥散越严重㊂图6㊀不同靶材厚度下,裂变碎片从靶材表面出射的能谱图Fig.6㊀The energy spectrums of the emission fissionfragments from the target under differenttargetthicknesses图7㊀不同靶材厚度下,裂变碎片从靶材出射能量与出射角度的二维散点图Fig.7㊀The relationship of the energy and angle of the emission fission fragments fromthe target under different target thicknesses49第38卷第1期张倩影等:基于Geant4的核孔膜生产模拟研究2024年2月㊀㊀低能弥散受靶材厚度和出射角度两个因素叠加的影响㊂尤其是出射角度大于50ʎ时,裂变碎片在质量和能量上的分散性都很大,大量能量低的裂变碎片无法贯穿固体薄膜而形成核孔膜的盲孔㊂从这个角度考虑,为了保障核孔膜的通孔率,一方面靶材的厚度应该适当的薄,另一方面需通过准直器屏蔽出射角度过大的低能粒子㊂2.3㊀准直器的作用从图7的分布图可以看出,低能量的裂变碎片主要集中在大出射角区域㊂通过准直器筛选出射角度较小的粒子,同时选用适宜的靶材厚度,可以解决低能弥散的问题㊂准直器的代价是牺牲出射碎片的强度,对于本文模拟中采用的40ʎ准直器,靶材厚度在0.2μm 至1.0μm 区间,出射碎片强度衰减为原先的25%左右㊂不同靶材厚度下,经准直的出射碎片能谱如图8所示,可见随靶材厚度的增加,经准直后的出射碎片的平均能量和最低能量都在逐步下降㊂如靶材厚度为0.6μm 时,出射碎片的最低能量约为40MeV㊂图8㊀不同靶材厚度下,经准直的裂变碎片能谱图Fig.8㊀The energy spectrums of the collimated fissionfragments under different target thicknesses2.4㊀固体薄膜厚度的选取由于裂变碎片出射的种类㊁能量㊁方向均存在差别,导致碎片可穿透固体薄膜的最大深度存在一定的涨落㊂且裂变碎片出射能量有限,最低能量通常低于50MeV,因此生产中对固体薄膜的厚度有较为严苛的限制㊂模拟计算不同靶材厚度下,经准直器后,各裂变碎片可穿透固体薄膜最大深度d (d 为粒子径迹在固体薄膜法线方向的投影长度);然后统计d 的分布,定义概率分布函数F (T )=P {d >T }㊂以核孔膜的盲孔率为0.5%为例,计算不同靶材厚度下,F (T )=0.995时的T 值,此时的T 值即为生产核孔膜时所允许的固体薄膜最大厚度,两者关系绘制图9所示㊂图9㊀不同靶材厚度下,允许的固体薄膜最大厚度值Fig.9㊀The maximum membrane thickness underdifferent target thicknesses参考图9结果,为了确保低的盲孔率,核孔膜生产中固体薄膜的最大厚度不宜超过8μm㊂生产中建议采用0.4μm 厚的靶材,此时选用7μm 厚的固体薄膜㊂3㊀结㊀语利用反应堆产生的裂变重离子碎片辐照固体薄膜,是生产核孔膜的主要方式之一㊂在核孔膜生产过程中,裂变碎片与固体薄膜相互作用,在薄膜中形成潜径迹,是后续化学蚀刻的基础㊂本文利用Geant4搭建了反应堆生产核孔膜原理性仿真平台,可物理仿真热中子辐照下靶材出射裂变碎片的种类㊁能量㊁角度等数据,及裂变碎片经准直后在固体薄膜中形成潜径迹的过程㊂利用该平台,本文重点对靶材厚度㊁固体薄膜厚度等核孔膜生产中的相关参数开展物理分析及模拟计算,并得出了优化后的工艺参数㊂模拟结果表明,铀靶厚度为4μm 时裂变碎片出射强度最高;受裂变碎片射程的限制,反应堆生产核孔膜所用的固体薄膜(聚酯)的厚度不宜超过8μm㊂上述模拟结果与参考文献[8]的结果相吻合,证明了模拟计算的可靠性㊂核孔膜生产中可采用0.4μm 厚的靶材,40度的准直器,此时可选用7μm 厚的固体薄膜(聚酯)㊂后续工作中,以现有的原理性仿真平台为核59第38卷第1期南华大学学报(自然科学版)2024年2月心,逐步丰富靶材㊁固体薄膜等材料数据库,并开发图形化操作界面,实现模拟过程的可视化,最终完成一套反应堆生产核孔膜参数优化辅助平台㊂参考文献:[1]APEL P.Track etching technique in membrane technology [J].Radiation measurements,2001,34(1):559-566.[2]郭洪英,黄正德.离子微孔膜的研究及应用[J].核技术,2002,25(7):559-564.[3]郭士伦,张东海,王宇钢.固体核径迹研究进展[J].山西师范大学学报(自然科学版),2017,31(1): 40-49.[4]蔡畅,陈琪,苗晶,等.聚碳酸酯和聚酯核孔膜的性能研究[J].核技术,2017,40(10):26-32. [5]秦久昌,张桂莲,崔心炜,等.HI-13串列加速器核孔膜辐照专用束流线的研制[J].原子能科学技术,2000,34(6):550-552.[6]刘庆云,周剑良,刘永辉,等.纳米孔径重离子微孔膜的制备[J].原子能科学技术,2012,46(3):341-345.[7]许淑艳.蒙特卡罗方法在实验核物理中的应用[M].北京:原子能出版社,1996:20-25.[8]KOSAREV S A,TUMANOV A A.Measurement of235U fis-sion fragment range in thin lavsan films[J].Atomic energy, 2003,94(4):271-273.[9]ALLISON J,AMAKO K,APOSTOLAKIS J,et al.Recent developments in Geant4[J].Nuclear instruments and methods in physics research,section A:accelerators, spectrometers,detectors and associated equipment,2016, 835:186-225.[10]DUBROUSK I A,KIYAVITSKAYA A I.Simulation ofneutronics of an accelerator driven system[J].Physicsof particles and nuclei letters,2020,17:19-26.(上接第79页)[14]REN F,JI Y,CHEN F,et al.Flower-like bimetal Ni/Co-based metal-organic-frame work materials withadjustable components toward high performance solid-state supercapacitors[J].Materials chemistry frontiers, 2021,5(19):7333-7342.[15]LIU Y X,WANG Y Z,CHEN Y J,et al.NiCo-MOFnanosheets wrapping polypyrrole nanotubes for high-per-formance supercapacitors[J].Applied surface science, 2020,507:145089.69。


Due to its highly concentrated formula, Alpacon Descalant II f urther reduces transport costs. In addition, it has notransport restrictions for all modes of transport and has been certified by major international organizations (see Certifications, overleaf).• Minimal environmental impactBased on a common biological material, this highly bio-degradable formulation has minimal environmental impact. For use in the offshore and gas industry, the Alfa Laval Alpacon Descalant Offshore, a Harmonised Offshore Chemical Notification Format (HOCNF)-approved cleaning agent, is recommended.• Global support from a leading supplierA global supplier and an experienced partner in the removal of soil from process equipment, Alfa Laval offers a com-plete range of solutions to optimize operations whetheron ships, at offshore facilities or land-based plants. Our global service network provides fast access to spare parts and equipment, expert service and technical support. Companies of all types, whether based on land or at sea, rely on us for technical support, harbour support in most major ports, onsite service and genuine spare parts – all available at short notice.Operational dataIt is important to follow these instructions when using Alpacon Descalant II.Technical data AppearanceSlightly cloudy liquidpH value at 20°C (68°F) 1Relative density 1.11 g/cm 3 at 20°C (68°F)Solubility in waterFully miscible in waterArticle number 189990018 (25L)CertificationsThe Alfa Laval Alpacon Descalant II cleaning agent has been certified by the following agencies for safe transport: European Agreements Concerning the International Carriage of Dangerous Goods by Rail (RID) and by Road (ADR),International Maritime Dangerous Goods Code (IMDG), and the ICAO (International Civil Aviation Organisation) and the IATA (International Air Transport Association).M D D 00341E N 1602Alfa Laval reserves the right to change specifications without prior notification.How to contact Alfa Laval Up-to-date Alfa Laval contact details for all countries arealways available on our website at A l f a L a v a l i s a t r a d e m a r k r e g i s t e r e d a n d o w n e d b y A l f a L a v a l C o r p o r a t e AB .w w w .f o t o s k r i f t .s e。

第5章优化(Optimizer)工具的使用电路模拟(仿真)是非常重要的,它辅助工程师设计了各种电路。
但与期望的EDA还有距离,人们是从两方面解决这个问题。
一是基于数学的最优化算法;一是基于知识信息系统,二者都有很大发展。
PSpice/Optimizer是基于前者,这就需要读者了解一些数学的最优化算法,本章只做一些简介,主要是介绍优化(Optimizer)工具的使用方法。
5.1 优化(Optimizer)工具的工作流程优化(Optimizer)工具的工作流程如图5-1所示。
图5-1 优化工具(Optimizer)的工作流程图中:1.设置电路图(与第4章相同);2.调用PSpice进行电路特性模拟(与第4章相同);3.确定电路特性函数,(与第4章相同);4.检验电路特性函数模拟结果(与第4章相同);5.运行灵敏度分析,确定最关键的元器件(选作项目这与读者本身知识和经验有关);6.确定最关键的元器件的参数;7.设置优化特性函数,PSpice提供有53个电路特性函数(Measurement);8.确定优化目标函数;9.确定约束条件和目标函数的权重;10.选用优化引擎(Engine);11.运行优化工具;12.判断电路是否满足设计要求,有3项选择:13.否!调整优化过程;14.否!修改修改元器件参数或电路;15.是!已满足,依此,更新电路中元器件参数值;16.打印输出17.保存文件从流程图中可以看出,优化程序是在分析的基础上进行的,优化的方法涉及到了数学的最优化算法,下面先介绍有关优化算法的基本知识。
然后再按优化工作流程具体介绍优化(Optimizer)工具的使用方法。
5.2 优化的基本概念5.2.1 设计变量优化问题离不开设计变量、目标函数和约束条件等三个方面的问题。
而首当其冲的就是如何选择设计变量。
设计变量:就是在优化设计中出现的各个可以选择取值的变动参数。
例:一个RC单管放大电路如图-2所示。
在工作时,有一个100pf的寄生负载电容。

缩写中文解释3C3个关键零件(缸体、缸盖、曲轴)4 VDP四阶段的汽车发展过程A/D/V分析/发展/验证AA审批体系ABS防抱死制动系统ACD实际完成日期AI人工智能AIAG汽车工业产业群ALBS装配线平衡系统AP提前采购API先进的产品信息APM汽车加工模型APQP先进的产品质量计划AR拨款申请ARP拨款申请过程ARR建筑必要性检查ASA船运最初协议ASB船运第二个协议ASI建筑研究启动ASP船运标准协议ASR建筑选择审查B&U土建公用BCC品牌特征中心BEC基础设计内容BI开始冒气泡B-I-S最佳分节段BIW白车身BOD设计清单BOM原料清单BOP过程清单CAD计算机辅助设计CAE计算机辅助工程(软件)CAFÉ公司的平均燃油经济CAM计算机辅助制造CAMIP持续汽车市场信息项目CARE用户接受度审查和评估CAS概念可改变的选择CDD成分数据图CGS公司图形系统CI提出概念CIT隔间融合为组CKD完全拆缷CMM坐标测量仪CMOP结构管理工作计划CPP关键途径CPP关键途径CR&W控制/机器人技术和焊接CRIT中心新产品展示执行组CS合同签订CTS零件技术规格D/EC设计工程学会DAP设计分析过程DCAR设计中心工作申请DDP决策讨论步骤DES设计中心DFA装配设计DFM装配设计DLT设计领导技术DMA经销商市场协会DMG模具管理小组DOE试验设计DOL冲模业务排行DQV设计质量验证DRE设计发布工程师DSC决策支持中心DVM三维变化管理DVT动态汽车实验E/M进化的EAR工程行为要求ECD计划完成日期EGM工程组经理ELPO电极底漆ENG工程技术、工程学EOA停止加速EPC&L工程生产控制和后勤EPL工程零件清单ETSD对外的技术说明图EWO工程工作次序FA最终认可FE功能评估FEDR功能评估部署报告FFF自由形态制造FIN金融的FMEA失效形式及结果分析FTP文件传送协议GA总装GD&T几何尺寸及精度GM通用汽车GME通用汽车欧洲GMIO通用汽车国际运作GMIQ通用汽车初始质量GMPTG通用汽车动力组GP通用程序GSB全球战略部HVAC加热、通风及空调I/P仪表板IC初始租约ICD界面控制文件IE工业工程IEMA国际出口市场分析ILRS间接劳动报告系统IO国际业务IPC国际产品中心IPTV每千辆车的故障率IQS初始质量调查IR事故报告ISP综合计划ITP综合培训方法ITSD内部技术规范图IUVA国际统一车辆审核KCC关键控制特性KCDS关键特性标识系统KO Meeting启动会议KPC关键产品特性LLPRLOI意向书M&E机器设备MDD成熟的数据图MFD金属预制件区MFG制造过程MIC市场信息中心MIE制造综合工程师MKT营销MLBS物化劳动平衡系统MMSTS制造重要子系统技术说明书MNG制造工程MPG试验场MPI主程序索引MPL主零件列表MPS原料计划系统MRD物料需求日期MRD物料需求时间MSDSMSE制造系统工程MSS市场分割规范MTBF平均故障时间MTS生产技术规范MVSS汽车发动机安全标准NAMA北美市场分析NAO北美业务NAOC NAO货柜运输NC用数字控制NGMBP新一代基于数学的方法NOA授权书NSB北美业务部OED组织和员工发展P.O采购订单PA生产结果PAA产品行动授权PAC绩效评估委员会PACE项目评估和控制条件PAD产品装配文件PARTS零件准备跟踪系统PC问题信息PCL生产控制和支持PDC证券发展中心PDM产品资料管理PDS产品说明系统PDT产品发展小组PED产品工程部PEP产品评估程序PER人员PET项目执行小组PGM项目管理PIMREP事故方案跟踪和解决过程PLP生产启动程序PMI加工建模一体化PMM项目制造经理PMR产品制造能要求PMT产品车管理小组POMS产品指令管理小组POP采购点PPAP生产零部件批准程序PPAP生产件批准程序PPH百分之PPM百万分之PR绩效评估PR采购需求PR/R问题报告和解决PSA潜在供应商评估PSC部长职务策略委员会PTO第一次试验PUR采购PVM可设计的汽车模型PVT生产汽车发展QAP质量评估过程QBC质量体系构建关系QC质量特性QFD质量功能配置QRD质量、可靠性和耐久力QS质量体系QUA质量RC评估特许RCD必须完成日期RFQ报价请求RFQ报价要求书RONA净资产评估RPO正式产品选项RQA程序安排质量评定RT&TM严格跟踪和全程管理SDC战略决策中心SF造型冻结SIU电子求和结束SL系统规划SMBP理论同步过程SMT系统管理小组SOP生产启动,正式生产SOR要求陈述SOR要求说明书SOW工作说明SPE表面及原型工程SPO配件组织SPT专一任务小组SQC供方质量控制SQIP供应商质量改进程序SSF开始系统供应SSLT子系统领导组SSTS技术参数子系统STO二级试验SUW标准工作单位TA 技术评估TAG定时分析组TBD下决定TCS牵引控制系统TDMF文本数据管理设备TIMS试验事件管理系统TIR试验事件报告TLA 技术转让协议TMIE总的制造综合工程TOE总的物主体验TSM贸易研究方法TVDE整车外型尺寸工程师TVIE整车综合工程师TWS轮胎和车轮系统UAW班组UCL统一的标准表UDR未经核对的资料发布UPC统一零件分级VAPIR汽车发展综合评审小组VASTD汽车数据标准时间数据VCD汽车首席设计师VCE汽车总工程师VCRI确认交叉引用索引VDP汽车发展过程VDPP汽车发展生产过程VDR核实数据发布VDS汽车描述概要VDT汽车发展组VDTO汽车发展技术工作VEC汽车工程中心VIE汽车综合工程师VIS汽车信息系统VLE总装线主管,平台工程师VLM汽车创办经理VMRR汽车制造必要条件评审VOC顾客的意见VOD设计意见VSAS汽车综合、分析和仿真VSE汽车系统工程师VTS汽车技术说明书WBBA全球基准和商业分析WOT压制广泛开放WWP全球采购PC项目启动CA方案批准PA项目批准ER工程发布PPV产品和工艺验证PP预试生产P试生产EP工程样车Descriptions3 Critical Parts(Cylinder-block, Cylinder-head, Crankshaft) Four Phase Vehicle Development ProcessAnalysis/Development/ValidationApprove ArchitectureAnti-lock Braking SystemActual Completion DateArtificial IntelligenceAutomotive Industry Action GroupAssembly Line Balance SystemAdvanced PurchasingAdvanced Product InformationAutomotive Process ModelAdvanced Product Quality PlanningAppropriation RequestAppropriation Request ProcessArchitectural Requirements ReviewAgreement to Ship AlphaAgreement to Ship BetaArchitecture Studies InitiationAgreement to Ship PrototypeArchitecture Selection ReviewBuilding & UtilityBrand Character CenterBase Engineered ContentBubble Up InitiationBest-In-SegmentBody In WhiteBill of DesignBill of MaterialBill of ProcessComputer-Aided DesignComputer-Aided EngineeringCorporate Average Fuel EconomyComputer-Aided ManufacturingContinuous Automotive Marketing Information Program Customer Acceptance Review and EvaluationConcept Alternative SelectionComponent Datum DrawingsCorporate Graphic SystemConcept InitiationCompartment Integration TeamComplete KnockdownCoordinate Measuring MachinesConfiguration Management Operating PlanCorporate Product PorefolioCritical Path PlanControls/Robotics & WeldingCenter Rollout Implementation Team Contract SigningComponent Technical SpecificationDesign and Engineering CouncilDesign Analysis ProcessDesign Center Action RequestDecision Dialog ProcessDesign CenterDesign for AssemblyDesign For ManufacturabilityDesign leader TechnicalDealer Market AssociationDie Management GroupDesign Of ExperimentsDie Operation Line-UpDesign Quality VerificationDesign Release EngineerDecision Support CenterDimensional Variation ManagementDynamic Vehicle TestEvolutionary/MajorEngineering Action RequestEstimated Completion DateEngineering Group ManagerElectrode position PrimerEngineeringEnd of AccelerationEngineering Production Cntrol &Logistics Engineering Parts ListExterior Technical Specification Drawing Engineering Work OrderFinal ApprovalFunctional EvaluationFunctional Evaluation Disposition Report Free Form FabricationFinancialFailure Mode and Effects AnalysisFile Transfer ProtocolGeneral AssemblyGeometric Dimensioning & Tolerancing General MotorsGeneral Motors EuropeGeneral Motors International Operations General Motors Initial QualityGeneral Motors Powertrain GroupGeneral ProcedureGlobal Strategy BoardHeating, Ventilation ,and Air ConditioningInstrument PanelInitiate CharterInterface Control DocumentIndustrial EngineeringInternational Export Market AnalysisIndirect Labor Reporting SystemInternational OperationsInternational Product CenterIncidents Per Thousand VehiclesInitial Quality SurveyIncident ReportIntegrated Scheduling ProjectIntegrated Training ProcessInterior Technical Specification DrawingInternational Uniform Vehicle AuditKey Control CharacteristicsKey Characteristics Designation SystemKick-off MeetingKey product CharacteristicLing Lead P ReleaseLetter of IntentMachine & EquipmentMaster Datum DrawingsMetal Fabrication DivisionManufacturing OperationsMarketing Information CenterManufacturing Integration EngineerMarketingMaterial Labor Balance SystemManufacturing Major Subsystem Technical Specifications Manufacturing EngineeringMilford Proving GroundMaster Process IndexMaster Parts ListMaterial Planning SystemMaterial Required DateMaterial Required DateMaterial Safery Data SheetsManufacturing System EngineerMarket Segment SpecificationMean Time Between FailuresManufacturing Technical SpecificationMotor Vehicle Safety StandardsNorth American Market AnalysisNorth American OperationsNAO ContainerizationNumerically ControlledNext Generation Math-Based ProcessNotice of AuthorizationNAO Strategy BoardOrganization and Employee DevelopmentPurchasing OrderProduction AchievementProduction Action AuthorizationPerformance Assessment CommitteeProgram Assessment and Control EnvironmentProduct Assembly DocumentPart Readiness Tracking SystemProblem CommunicationProduction Control and LogisticsPortfolio Development CenterProduct Data ManagementProduct Description SystemProduct Development TeamProduction Engineering DepartmentProduct Evaluation ProgramPersonnelProgram Execution TeamProgram ManagementProject Incident Monitoring and Resolution Process Production Launch ProcessProcess Modeling IntegrationProgram Manufacturing ManagerProduct Manufacturability RequirementsProduct Management TeamProduction Order Management SystemPoint of PurchaseProduction Part Approval ProcessProduction Parts Approval ProcessProblems Per HundredProblems Per MillionPerformance ReviewPurchase RequirementProblem Reporting and ResolutionPotential Supplier AssessmentPortfolio Strategy CouncilPrimary TryoutPurchasingProgrammable Vehicle ModelProduction Vehicle DevelopmentQuality Assessment ProcessQuality Build ConcernQuality CharacteristicQuality Function DeploymentQuality, Reliability,andDurabilityQuality SystemQualityReview CharterRequired Completion DateRequest For QuotationRequirement for QuotationReturn on Net AssetsRegular Production OptionRouting Quality AssessmentRigorous Tracking and Throughout Managment Strategic Decision CenterStyling FreezeSumming It All UpSystem LayoutsSynchronous Math-Based ProcessSystems Management TeamStart of ProductionStatement of RequirementsStatement of RequirementsStatement of WorkSurface and Prototype EngineeringService Parts OperationsSingle Point TeamStatistical Quality ControlSupplier Quality Improvement ProcessStart of System FillSubsystem Leadership TeamSubsystem Technical Specification Secondary TryoutStandard Unit of WorkTechnology AssessmentTiming Analysis GroupTo Be DeterminedTraction Control SystemText Data Management FacilityTest Incident Management SystemTest Incident ReportTechnology License AgreementTotal Manufacturing Integration Engineer Total Ownership ExperienceTrade Study MethodologyTotal Vehicle Dimensional EngineerTotal Vehicle Integration EngineerTire and Wheel SystemUnited Auto WorkersUniform Criteria ListUnverified Data ReleaseUniform Parts ClassificationVehicle & Progress Integration Review TeamVehicle Assembly Standard Time DataVehicle Chief DesignerVehicle Chief EngineerValidation Cross-Reference IndexVehicle Development ProcessVehicle Development Production Process Verified Data ReleaseVehicle Description SummaryVehicle Development TeamVehicle Development Technical Operations Vehicle Engineering CenterVehicle Integration EngineerVehicle Information SystemVehicle Line ExecutiveVehicle Launch ManagerVehicle and Manufacturing Requirements Review Voice of CustomerVoice of DesignVehicle Synthesis,Analysis,and Simulation Vehicle System EngineerVehicle Technical SpecificationWorldwide Benchmarking and Business Analysis Wide Open ThrottleWorldwide PurchasingProgram CommencementConcept ApprovalPrograme ApprovalEngineering ReleaseProduct & Process ValidationPre-PilotPilot。

perfect 分布式-回复什么是分布式系统?分布式系统是由多个独立的计算机节点通过网络进行通信和协作的系统。
每个节点在分布式系统中扮演着特定的角色,可以共享资源和处理任务。
分布式系统的设计旨在提高系统的可靠性、可扩展性和性能。
为什么需要分布式系统?传统的单机系统在处理大规模数据和高并发情况下往往会遇到性能瓶颈和可靠性问题。
分布式系统通过将任务分割成多个子任务并在不同的计算机节点上进行处理,可以显著提高系统的处理能力和可靠性。
此外,分布式系统还能够更好地适应不断变化的业务需求和用户规模。
分布式系统的核心概念和技术是什么?1. 基础设施:分布式系统的基础设施包括计算机节点和网络。
计算机节点可以是物理机或虚拟机,通过网络进行通信和数据交换。
2. 数据一致性:在分布式系统中,多个节点可能对同一份数据进行处理。
为了确保数据的一致性,需要采用数据复制、锁机制、分布式事务等技术手段来保证数据一致性和可靠性。
3. 通信和消息传递:由于节点分布在不同的物理位置,节点之间需要通过网络进行通信和消息传递。
常用的通信模型有同步通信和异步消息传递。
4. 负载均衡:为了提高系统的性能和稳定性,分布式系统通常会采用负载均衡策略,将任务和请求分配给不同的节点,以充分利用系统资源并避免资源瓶颈。
5. 容错和容灾:分布式系统需要具备容错和容灾能力,以应对节点故障、网络故障等意外情况。
常见的容错技术包括冗余备份、备份恢复和故障检测。
6. 分布式存储:分布式系统需要能够支持大规模数据的存储和访问。
常见的分布式存储技术包括分布式文件系统、分布式数据库和分布式缓存。
7. 分布式计算:分布式计算是分布式系统的核心功能之一,它将任务划分成多个子任务并在不同的节点上并行处理。
常见的分布式计算框架有Hadoop和Spark。
分布式系统的优势和挑战是什么?1. 优势:- 提高系统的可靠性和性能:通过将任务分布到多个节点上,分布式系统可以达到更高的性能和可用性。

非侵入式负荷识别的电流序列可视化方法
崔昊杨;吴轶凡;江友华;江超;韩韬;许永鹏
【期刊名称】《电力自动化设备》
【年(卷),期】2022(42)7
【摘要】以单一特征为标签的用电设备识别,因特征携带的信息量不足,在区分性质相似的负荷时易产生误判,为此,提出一种将电流序列编码为图像的二维可视化方法,通过计算机视觉技术对负荷进行分类识别。
利用Fryze功率理论提取电流的非有功分量,通过格拉姆角场(GAF)将一维电流序列转换成二维图像,借助数据扩充的方式进行升维,并赋予矩阵颜色特征来提升负荷标签的辨识度;基于迁移学习的思想,利用预训练模型Inception_v3提取并学习GAF图像特征,并以该特征为标签对负荷类型进行分类识别。
在2个公开数据集上的实验验证了所提方法在高频采集场景下的准确性和有效性。
【总页数】6页(P40-45)
【作者】崔昊杨;吴轶凡;江友华;江超;韩韬;许永鹏
【作者单位】上海电力大学电子与信息工程学院;国网电力科学研究院有限公司;上海交通大学电子信息与电气工程学院
【正文语种】中文
【中图分类】TM73
【相关文献】
1.基于稳态电流波形匹配的非侵入式家用负荷快速识别方法研究
2.基于融合GMM 与SVM的船载非侵入式负荷识别方法
3.一种家用负荷的非侵入式识别方法研究
4.基于随机森林-遗传算法-极限学习机的非侵入式负荷识别方法
5.基于V-I轨迹颜色编码的非侵入式负荷识别方法
因版权原因,仅展示原文概要,查看原文内容请购买。