轴尺寸的极限与配合共23页
- 格式:ppt
- 大小:667.00 KB
- 文档页数:23
极限与配合极限与配合的基本概念标准公差与基本偏差配合公差与配合在图样上的标注极限与配合的基本概念为什么要制定极限与配合的标准?1. 零件的互换性在相同规格的一批零件或部件中,不需选择,不经修配就能装在机器上,达到规定的性能要求,零件的这种性质就称为互换性。
零件的互换性是现代化机械工业的重要基础,既有利于装配或维修机器又便于组织生产协作,进行高效率的专业化生产。
极限与配合制度,是实现互换性的一个基本条件。
零件的互换性2. 尺寸公差为保证零件的互换性,必须将零件的尺寸控制在允许的变动范围内,这个允许的尺寸变动量称为尺寸公差。
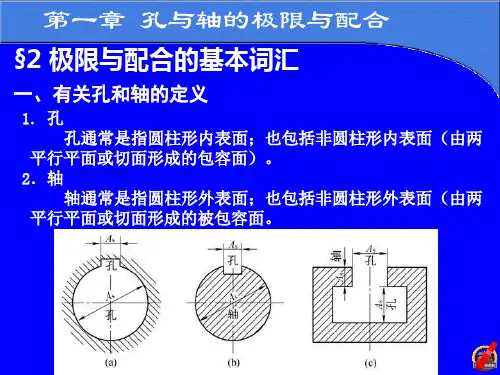
1)基本尺寸D(d)30基本尺寸设计给定的尺寸。
2)实际尺寸零件制成后,通过测量所得的尺寸。
3)极限尺寸允许零件实际尺寸变化的两个极限值,其中较大的一个尺寸称为最大极限尺寸,较小的一个称为最小极限尺寸。
φ30.020φ30本尺寸φ29.980小极限尺寸大极限尺寸零件合格的条件:最小极限尺寸≤实际尺寸≤最大极限尺寸4)尺寸偏差某一尺寸减去基本尺寸所得的代数差。
上偏差= 最大极限尺寸—基本尺寸。
上偏差代号:孔为ES,轴为es下偏差= 最小极限尺寸—基本尺寸。
下偏差代号:孔为EI,轴为ei实际偏差= 实际尺寸—基本尺寸。
上偏差与下偏差统称为极限偏差。
4)尺寸偏差最小极限尺寸最大极限尺寸φ30.020φ30基本尺寸φ29.980+0.020上偏差–0.020下偏差5)尺寸公差允许的尺寸变动量。
公差= 最大极限尺寸—最小极限尺寸= 上偏差—下偏差5)尺寸公差最小极限尺寸最大极限尺寸φ30.020φ30基本尺寸φ29.980+0.020上偏差–0.020上偏差0.016公差6)尺寸公差带公差带表示公差范围和相对零线位置的一个区域。
6)尺寸公差带为简化起见,一般只画出孔和轴的上、下偏差围成的方框简图,称为公差带图。
其中零线是表示基本尺寸的一条直线。
6)尺寸公差带下偏差公差带+0.008-0.008+0.008+0.024-0.006-0.022公差带图可以直观地表示出公差的大小及公差带相对于零线的位置。