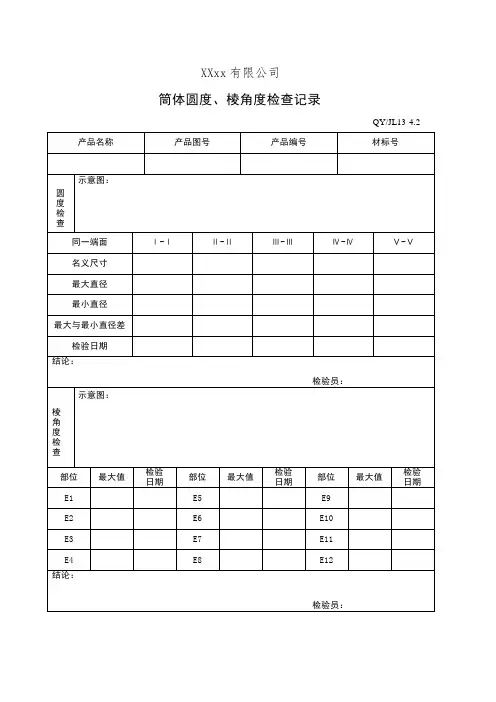
90筒体圆度、棱角度检查记录
- 格式:doc
- 大小:35.94 KB
- 文档页数:1

1 范围
本规程规定了本公司一、二类钢制压力容器制造过程中的质量检验内容、依据、方法及检测率。
钢制常压容器参照本规程执行。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
《压力容器安全技术监察规程》
GB150 《钢制压力容器》
GB151 《管壳式换热器》
Q/AXL SY 《压力容器产品质量手册》
压力容器《程序文件》
检验规程
3.1材料
3.2焊接材料
3.3锻件
3.4螺柱、螺栓
3.5封头
3.6冷作(筒节)
3.8补强圈
3.11支座
3.14焊前检验
3.16焊后
3.17焊缝无损检测
3.18焊缝返修
3.20热处理
3.21耐压试验
3.22气压试验
3
3.24表面处理(油漆)
3.25产品总检。

多层包扎厚壁圆筒层板松动面积控制及检查杨文明 丁洪涛(山西丰喜化工设备有限公司 山西永济 044500)摘要:层板包扎是影响多层包扎式压力容器厚壁圆筒制造质量好环的关键环节,通过BZ -1型层板包扎机对制造实例的应用过程,提出了对内筒、层板制作质量控制要点、层板与封头、筒体端部连接尺寸的相配及处理,层板包扎过程中松动面积的控制检查方法。
关键词: 多层包扎 厚壁圆筒 层板 松动面积 贴合率The research of laminates loose area control and inspection formulti-layer wrapped thick-walled cylinderYANG Wen – ming, DING Hong – tao(Yangmei FengXi Chemical Equipmentco., LTD.,Shanxi Yongji 044500,China)Abstract: Layer banding is a key link of thick-walled cylinder manufacturing process quality control for multi-layer wrapped Pressure Vessel ,by taking practical application with the BZ-1 layer banding. The inspection quality control of laminates and inner liner, the assembly dimension relations of laminates and head, cylinder end, the loose area control Inspection methods of Layer banding process, were expounded.Keywords: multi-layer wrapped; thick-walled cylinder; laminates loose area; the rate of laminates attaching 1、引言多层包扎式压力容器由于其安全可靠性和技术的成熟性已被许多国家所采用.层板包扎则是影响多层包扎式压力容器厚壁圆筒制造质量好坏的关键环节,一般是利用液压夹紧钳和层板预先设置的工艺孔将包扎层板时的夹紧力直接作用在层板两端头上,夹紧力可达到16Mpa 以上。
压力容器主体几何尺寸控制中国寰球设备制造分公司祝京路[摘要]压力容器产品在生产制作过程中,容易出现主体几何尺寸与图样要求及标准规范不一致,且误差超出图样及标准规范规定的情况。
有的可通过难度较大的娇形来纠正,有的则无法改变,只能成为不合格品而造成浪费。
所以,对压力容器主体几何尺寸的控制要引起高度重视,必须认真制定并切实遵守制造工艺,确保压力容器制造质量符合图样和标准规范的要求。
本文对压力容器在制造过程中的简体周长偏差、筒体圆度、焊缝对口错边量和棱角度及筒体直线度等关键点的控制作了简要论述。
[关键词]压力容器主体几何尺寸控制1 筒体周长偏差的控制影响筒体周长偏差的因素主要有下料偏差、刨边(复合钢、不锈钢容器)造成的偏差和纵缝组对间隙偏差及焊缝横向收缩量等。
我公司主要采用半自动火焰切割机、数控火焰切割机和数控制条切割机进行下料,在使用半自动火焰切割机进行切割时需要分清轨道线与切割线,轨道摆放是否平直并考虑风线的补偿量。
下料尺寸要考虑切割余量、边缘加工余量、焊缝横向收缩量和筒体卷制时的延伸量。
刨边时注意钢板装夹是否平直,刨刀的装夹角度。
纵缝组对间隙根据实际周长与理论周长的偏差可适当调整,但要满足焊接工艺要求,不能盲目增大或缩小间隙。
焊缝横向收缩量与破口形式、组对间隙、钢板厚度、焊接工艺等有关。
只要在下料、刨边、组对和焊接等工艺过程中,严格按照本公司《容器制造工艺流转卡》的规定进行,焊接纵缝后筒体周长偏差基本在±5mm以内,还是比较容易控制在标准值范围以内的。
值得一提的是,厚度较厚的筒体卷制时的延伸量与卷板机的实际性能参数和操作手的操作习惯有关,要结合实际情况来确定延伸量,更正下料尺寸,使筒体周长控制在标准范围内。
2 筒体圆度的控制简体的圆度控制重点是卷板时圆度的控制、焊接工艺的选择和焊接防变形措施。
采取这些措施后仍然没有办法控制筒体圆度的话,只能对对筒节进行校圆。
只要筒节校圆后圆度达到标准要求,在组焊及开孔等制造工艺过程中严格执行正确的工艺路线,简体的圆度就能符合GBl50—98的规定。