塑胶模具设计原理:入子设计
- 格式:ppt
- 大小:717.50 KB
- 文档页数:17
拆模部分一、定义:通俗的说:把产品从封闭的模具型腔里打开,并能取出产品的一系列分模线。
二、原则: 能靠破的不插破,能大斜度插破的,不限小斜度, 并且能方便加工。
三、名词:1.靠破:产品从封闭的模具型腔中取出,拆模线与运动向成水平关系的面。
2.插破: 与靠破相对,成斜度关系。
如图:3.入子:因为模具加工需要或方便加工,而把成型部分,分为几块加工,或几小块拼入,其中除主型腔外,其余部分材料均作入子。
圆形入子可称作型芯。
4.其它: SLI KPI CVI CRI AP BP EP等。
四、典型形状拆模(1)BOSS孔A: 尺寸确定1.非重要孔(未注公差尺寸)拆法:以小端尺寸向外斜1度或3度。
2.重要孔(有公差要求)拆法: 做最大尺寸,并做适当斜度。
B: 顶出方式优先考虑用打管,其次是双顶针。
C: 拆模1.作成打管就在打管型芯上成型。
2.一般直接拆成型芯。
3.孔较浅且不在平面上, 右直接在模具上成型,拆整件。
(2)筋板a.入子拆法的确定1.筋较深(>10mm)时,考虑拆入子。
原则:优先考虑能研磨且形状则。
优点:(1)加工工艺,工序可以错开,便与安排,缩短工期。
(2)避免放电加工。
精度差,周期长。
(3)抛光方便。
(4)有益于塑件成型。
塑料包风,充不足的缺陷能适当降低。
缺点:(1)装配上难度。
(2)模具强度相对降低。
(3)溢料可能性增大。
2.浅筋(<5mm)时,考虑拆整件b.筋的拆模1.底部有R角拆模: 一般如右图,保证有0.1~0.2, 甚至0.5的直面,剩余部分做R角(图纸上基本会提示清楚)。
2.底部有R角,中间有一段直角。
拆模: 一般如右图,沿R角的端面拆模。
图纸有要求, 筋底部重要,可按1方法拆模。
3.底部是直面拆模:沿底部单边拆模。
注: 加强筋,是要做拔模斜度的。
图档尺,寸一般是直角,拆模时,应先把筋倒斜度后,再行拆模,沿筋底部。
(3)靠破穴穴在模具上反应为公母仁料靠死。
拆模:形复杂,又尺寸较小时,考虑拆入子,否则直接成形。
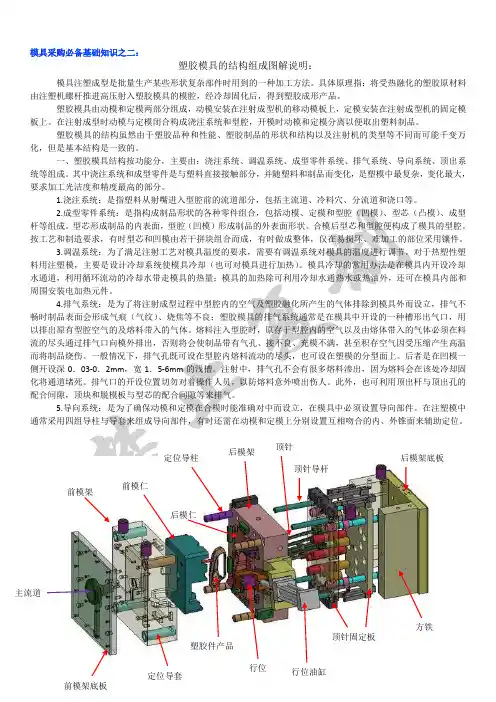
模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
主流道前模架前模仁塑胶件产品行位油缸定位导柱行位定位导套方铁顶针固定板前模架底板6.顶出系统:一般包括:顶针、前后顶针板、顶针导杆、顶针复位弹簧、顶针板锁紧螺丝等几部分组成。
当产品在模具内成型冷却后,模具前后模分离打开,由推出机构--顶针在注塑机的顶杆推动下将塑料制品及其在流道内的凝料推出或拉出模具开腔和流道位置,以便进行下一个注塑成型工作循环。
二、塑胶模具按结构分一般由模架、模仁、辅助零件、辅助系统、辅助设置、死角处理机构等几个部分组成。
1、模架:一般都不需要我们设计,可以直接从标准模架制造厂商那里订购,大大节约的设计模具所需时间,所以称它为塑胶模具标准模架。
它构成了塑胶模具最基本的框架部分。
2、模仁:模仁部分是塑胶模具的核心部分,它是模具里面最重要的组成部分。
塑胶产品的成形部分就在模仁里面,大部分时间的加工也花费在模仁上。
不过,相对有些比较简单的模具,它没有模仁部分,产品直接在模板上面成形。
塑胶产品结构设计基本规则设计基本规则壁厚的大小取决于产品需要承受的外力、是否作为其它零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低于0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高于0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料于过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固后出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
下图可供叁考。
塑胶模具基础知识目录1. 塑胶模具基础知识概述 (3)1.1 塑胶模具的应用领域 (4)1.2 塑胶模具的重要性 (5)1.3 塑胶模具的设计与发展 (6)2. 塑胶模具的类型 (7)2.1 注射成型模具 (8)2.1.1 注射成型原理 (9)2.1.2 注射成型模具的结构 (10)2.2 挤出成型模具 (11)2.2.1 挤出成型原理 (14)2.2.2 挤出成型模具的结构 (14)2.3 其他塑胶模具类型 (16)2.3.1 吹塑模具 (17)2.3.2 压塑模具 (19)2.3.3 翻孔型塑胶模具 (19)3. 塑胶模具的材料和制作 (21)3.1 模具钢的种类和特性 (22)3.2 模具涂层技术 (23)3.3 模具的制造工艺 (24)3.3.1 模具的铸造过程 (25)3.3.2 模具的机械加工过程 (27)4. 塑胶模具的设计与开发 (28)4.1 模具设计的原则 (29)4.2 模具设计的步骤 (30)4.3 模具开发中的问题处理 (31)5. 塑胶模具的制造工艺 (32)5.1 模具的安装与调试 (33)5.2 模具制造中的质量控制 (34)6. 塑胶模具相关标准与法规 (36)6.1 国际标准 (37)6.2 国家标准 (38)6.3 行业法规与规范 (39)7. 塑胶模具的前沿技术和发展趋势 (40)7.1 3D打印技术在模具制造中的应用 (41)7.2 智能模具的开发 (43)7.3 环境友好型的模具材料和技术 (45)8. 塑胶模具的案例分析 (46)8.1 汽车部件模具的案例研究 (47)8.2 消费品模具的设计与制造 (49)8.3 医疗设备模具的开发 (50)9. 塑胶模具的后续服务 (52)9.1 模具维修与改进 (53)9.3 模具培训与技术交流 (56)10. 总结与展望 (57)10.1 塑胶模具市场分析 (59)10.2 未来发展趋势预测 (60)10.3 个人或企业发展建议 (61)1. 塑胶模具基础知识概述塑胶模具是一种精密制造技术,用于生产各种塑料制品。
001.塑胶模具基本原理和产品结构设计文章标题:从基本原理到产品结构设计,探索塑胶模具的奥秘001.塑胶模具基本原理和产品结构设计在当今社会,塑胶制品已经渗透到了各个行业的方方面面,成为了不可或缺的一部分。
而塑胶制品的生产过程中,离不开塑胶模具的应用。
塑胶模具作为生产塑胶制品的重要工具,在制品的设计与生产过程中起着至关重要的作用。
本文将深入探讨塑胶模具的基本原理和产品结构设计,帮助读者全面了解和掌握这一重要领域。
一、塑胶模具基本原理1.塑胶模具的基本概念塑胶模具是用于生产各种塑胶制品的模具,它可以将加热熔化的塑胶压制成所需的形状和尺寸。
这些模具通常由模具芯和模具腔两部分组成,通过模具的开合和压制过程来实现塑胶制品的成型。
2.塑胶模具的工作原理塑胶模具的工作原理是利用加热、注射、冷却等工艺过程,将塑胶材料熔化后注入模具腔内,经过一定的冷却时间后,模具开合取出成型的塑胶制品。
这个过程需要严格控制温度、压力、冷却时间等参数,以确保成型的塑胶制品质量。
3.塑胶模具的分类根据不同的成型方法和产品要求,塑胶模具可以分为压缩模具、注射模具和吹塑模具等多种类型,每种类型都有其特定的适用范围和工艺要求。
二、塑胶模具产品结构设计1.产品设计的前期工作在进行塑胶模具产品结构设计之前,需要充分了解产品的使用场景、功能需求、外形尺寸等相关信息,以便为后续的模具设计工作提供有效的参考依据。
2.模具结构设计的要点模具结构设计需要考虑产品的成型过程、模具的制造工艺、使用寿命和维护保养等因素。
合理的模具结构设计可以有效提高模具的使用寿命和成型效率。
3.模具材料的选择模具材料的选择对于模具的使用寿命和成型效果有着至关重要的影响。
合理选择模具材料可以大大提高模具的性能和使用寿命。
三、个人观点与总结回顾通过对塑胶模具的基本原理和产品结构设计进行深入了解,我认为塑胶模具作为塑胶制品生产过程中的重要环节,其工艺和质量对最终成型产品的质量起着决定性的作用。
注塑模具设计原则和核心注塑模具设计原则和核心是什么?为方便同学们学习并了解,为大家带来注塑模具设计原则和核心知识如下:一、开模方向和分型线每个注塑产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯滑块机构和消除分型线对外观的影响。
1、开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。
2、开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。
二、脱模斜度1、适当的脱模斜度可避免产品拉毛(拉花)。
光滑表面的脱模斜度应≥0.5度,细皮纹(砂面)表面大于1度,粗皮纹表面大于1.5度。
2、适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。
3、深腔结构产品设计时外表面斜度尽量要求大于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料强度。
三、产品壁厚1、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。
2、壁厚不均会引起表面缩水。
3、壁厚不均会引起气孔和熔接痕。
四、加强筋1、加强筋的合理应用,可增加产品刚性,减少变形。
2、加强筋的厚度必须≤(0.5~0.7)T产品壁厚,否则引起表面缩水。
3、加强筋的单面斜度应大于1.5°,以避免顶伤。
五、圆角1、圆角太小可能引起产品应力集中,导致产品开裂。
2、圆角太小可能引起模具型腔应力集中,导致型腔开裂。
3、设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。
4、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。
六、孔1、孔的形状应尽量简单,一般取圆形。
2、孔的轴向和开模方向一致,可以避免抽芯。
3、当孔的长径比大于2时,应设置脱模斜度。
此时孔的直径应按小径尺寸(最大实体尺寸)计算。
4、盲孔的长径比一般不超过4。
圖例設計要點
入子設計時要考慮,是否作防轉機構.
適用于型腔底部有復雜形狀,難以加
工,常設計為入子
入子的拆法
一、入子設計的優點
A. 可以根據成品要求合理選擇鋼材
可選擇拋光后可達鏡面的鋼材
可選擇耐磨性好的鋼材
可選擇耐磨蝕性好的鋼材
B. 可根據不同工位的入子設定入子不同的熱處理條件,給予不同的強度或
軔性,如易變形部位的入子硬度要高一些,薄弱易斷裂處的入子軔性要好
一些
C. 便于機械加工尺寸精度控制及拋光作業
D. 便于成品排氣及成型
E. 便于維修及更換
二、入子設計的缺點
A. 入子設計越多裝配拆卸作業就困難
B. 入子設計要考慮精度的匹配
C. 冷卻回路不易設置成型周期難于縮短
三、入子實例設計及其設計要點見下表。
注塑模具是在成型中赋予塑料以形状和尺寸的部件。
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
模具主要由浇注系统、成型零件和结构零件三部分组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等。
典型塑模结构如图所示。
主流道它是模具中连接注射机射嘴至分流道或型腔的一段通道。
主流道顶部呈凹形以便与喷嘴衔接。
主流道进口直径应略大于喷嘴直径(O.8mm)以避免溢料,并防止两者因衔接不准而发生的堵截。
进口直径根据制品大小而定,一般为4-8mm。
主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模。
冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。
如果冷料一旦混入型腔,则所制制品中就容易产生内应力。
冷料穴的直径约8一lOmm,深度为6mm。
为了便于脱模,其底部常由脱模杆承担。
脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。
分流道它是多槽模中连接主流道和各个型腔的通道。
为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。
分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。
如果按相等料量的流动来说,则以圆形截面的流道阻力最小。
但因圆柱形流道的比表面小,对分流道赘物的冷却不利,而且这种分流道必须开设在两半模上,既费工又易对准。
因此,经常采用的是梯形或半圆形截面的分流道,且开设在带有脱模杆的一半模具上。
流道表面必须抛光以减少流动阻力提供较快的充模速度。
流道的尺寸决定于塑料品种,制品的尺寸和厚度。
3.WE---G---CNC---ES---W/E---QC (異形入子.對刀下料加工)
下面我分別從3種制程來敘述W/E工段的加工方法及注意點:
一.直接下料入子的加工
如上圖所示﹕紅色線區域為線割下料的視圖﹔(手機模具中的入子形狀)
A)加工前料板的確認﹕
1.材質的確認:
如上圖所示﹕線割對刀加工“a”字形孔﹔
A.加工前確認﹕
對刀入子是WE工段最常加工的工件,其種類繁多,加工的方法也各有不同,一般加工前要確認以下幾點:
1.工件的確認,工件的數量是否與連絡單一致,外表有無碰傷,預孔是否OK,上工段的完工文件是否完整.
2.工件基准的確認(包括工件的零零點,平面度,正角度)並要用奇異筆標識.對于上工段有余量的工件,一定要確認其預留的方式.
3.WE工位的制定以及相關尺寸的確認,間接對刀時一定要實測出尺寸,並記錄清楚.
如上圖所示﹕工件為異形入子為方便加工,先備方料(紅色線)待后工段加工完后再由線割工段對刀一體下料成型OK!
A.加工前
1.檢查工件有無損傷,入子的成型面要注意保護,拿工
件時要輕拿輕放,放置時要用抹布包好,多件一起放
置時,一定要注意,分開包好放置,不可混在一起以免
碰傷頭部,裝夾時要小心不要損傷成型面;
2.確認工件的外形尺寸是否OK,以及相關尺寸是否OK,
前工段的對刀方式及余量是如何預留的.。