最新电视机后盖冲件级进模毕业设计
- 格式:doc
- 大小:124.50 KB
- 文档页数:12
目录摘要 (I)1 绪论 (2)2冲压的现状及趋势 (4)3冲压件工艺分析 (7)3.1冲压工艺方案的设计 (7)3.1主要设计步骤计算 (7)4工作零件刃口尺寸计算 (11)4.1模具总体设计 (12)4.2主要零部件设计 (12)5模具主要零件加工工艺规程的编制 (16)5.1 冲压模具制造技术要求 (16)5.2 总装工艺 (16)6 压力机的校核 (18)6.1 公称压力 (18)6.2 滑块行程 (18)6.3 行程次数 (18)6.4 工作台面的尺寸 (18)6.5 滑块模柄孔尺寸 (18)6.6 闭合高度 (18)总结 (19)致谢 (19)参考文献 (20)1 绪论材料成型是先进加工技术的重要组成部分,属于少、无切削加工,制造方法简单、生产效率高,特别是经过成型加工后的金属零件具有优越的力学性能,可满足工程需要。
因此,成型加工在未来制造业技术发展中,将占有举足轻重的地位。
而目前的成型加工,都需要采用相应的模具才能实现,模具工业的发展和提高是材料成型加工的必要保证。
在现代化基本建设中,模具工业已经逐渐形成为制造工业的基础核心产业。
越来越多的工业生产制造与模具有关,根据国际生产协会的专家预测,在21世纪末,50%~75%的机械模具生产制件产品都将利用模具进行加工制造。
模具是工业的基础工艺装备,用模具生产制件所表现出的高精度、高复杂度、高一致性、高生产力和低消耗,是其他加工方法所不能比拟的,工业发达国家的模具生产总值已超过机床生产总值。
因此,模具工业已经成为现代化制造业的重要支柱性产业。
特别是近些年来,模具设计制造的需求量以及高速度化、高效率化已经成为汽车制造业有待提高的一项重要技术。
模具生产技术水平的高低不仅是衡量一个国家产品制造水平高低的重要标志,而且在很大程度上决定着这个国家产品质量、笑意及新产品的开发能力。
随着社会经济的发展,对于工业产品的品种、数量、质量及款式等都提出了越来越高的要求,因此,也促进了模具工业的快速发展。
摘要模具是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富。
本课题的主要任务是后支架零件冲压模具设计。
因为是纺机上的重要部件,精度要求比较高。
采取的工艺方案是先落料—冲孔复合冲压,然后再弯曲,采用复合模生产。
设计的过程是:首先进行工艺方案的论证和各种参数的计算,确定模具各主要部件的结构和尺寸,进行刃口尺寸的计算和相关件的强度校核;查阅相关书籍,选取模具的标准零件;然后根据计算的参数绘制模具装配图和工作部分零件图,再撰写说明书。
关键词复合冲压,复合模,弯曲,模具设计攀枝花学院本科毕业设计ABSTRACTABSTRACTMold is a modern industrial production of a wide range of high-quality, high-efficiency, low consumption and strong adaptability of the production technology, or molding tools, Prototyping Tool products, high technological content and high added value, the wider use of new technology products, is the high value of social wealth. The main task of the issue is Textile Machinery Swing stamping process and die design. As the important components, textile needs high precision. The program is the first of blanking-punching composite punch, then bending modulus composite production. The design process: First, the program for the verification process and the various parameters, Die identify the major components of the structure and size, Cutting Edge for the calculation of the size and intensity of the relevant pieces of the check; Access to the relevant books, To Die standard components; Then calculated the entries drawn die assembly and non-standard components map, Further written statement.Key words Stamping compound,Compound,Die Bending,Mold Design攀枝花学院本科毕业设计目录目录摘要 (I)ABSTRACT...........................................................................................I I 1 绪论 (1)1.1 背景 (1)1.2 冷冲模成型的特点 (2)1.2.1 冲裁模 (3)1.2.2 弯曲模 (4)1.2.3 拉深模 (5)1.2.4 多工位级进模 (6)1.3 冷冲模具的发展趋势 (6)1.4 本文主要研究内容 (8)2 工艺方案的选择 (9)2.1 零件的工艺性分析 (9)2.2 模具的结构形式 (10)2.2.1 冲裁力和弯曲力的计算 (11)2.2.2 卸料力、推件力和顶件力的计算 (12)3 冲压模具设计 (14)3.1 排样 (14)3.2 模具压力中心的确定 (15)3.3 压力机的选择 (16)3.4 模具主要零部件的设计 (17)3.4.1 冲孔凸模的结构设计 (17)3.4.2 凸凹模的结构设计 (21)3.5 冲压模具标准件的选择 (22)3.5.1 模架的选择 (22)3.5.2 挡料销 (24)3.5.3 卸料装置 (24)3.5.4 推件装置 (25)3.5.5 导向零件设计与标准 (26)3.5.6 模柄的选用 (26)3.5.7 凸模固定板与垫板 (26)3.6 弯曲模架的选择 (28)攀枝花学院本科毕业设计目录3.6.1 模架的选择 (28)3.6.2 挡料销 (30)3.6.3 卸料装置 (30)3.6.4 推件装置 (31)3.6.5 导向零件设计与标准 (31)3.6.6 模柄的选用 (32)3.6.7 凸模固定板与垫板 (32)4 模具的总装配安装图 (34)4.1 模具的装配图 (34)4.2 模具的三维图 (35)4.3 模具的爆炸图 (37)结论 (40)参考文献 (41)致谢 (42)攀枝花学院本科毕业设计绪论1 绪论1.1 背景模具是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术,或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富,因为模具生产技术的现代化,在现代工业生产中,模具己广泛应用于电动机和电器产品、电子计算机产品、仪表、家用电器产品与办公设备、汽车、军械、通用机械等产品的生产中。
模具毕业设计121寸电视机后壳注塑模具设计电视机后壳注塑模具设计是模具工程师的一项复杂工作,需要综合考虑产品的功能要求、外观要求、结构强度等多个因素。
以下是一份关于121寸电视机后壳注塑模具设计的详细说明。
一、产品要求1.尺寸要求:后壳的尺寸为121寸,需要保证尺寸的准确性和一致性。
2.强度要求:后壳需要具有足够的强度和刚度,以保护内部电子元件并承受外部力的影响。
3.外观要求:后壳的外观应该美观、整洁,符合电视机的整体设计风格。
4.物料要求:根据电视机后壳的特点,选用具有良好耐热、耐腐蚀性能的工程塑料。
二、模具设计1.结构设计:根据产品的形状和尺寸要求,确定后壳的结构形式。
一般电视机后壳由上下两部分组成,需要设计合理的连接方式,方便模具的加工和组装。
2.冷却系统设计:在模具设计中,冷却系统的设计非常重要。
合理的冷却系统能降低注塑过程中的热应力,提高模具寿命和注塑产品的质量。
根据后壳的形状和尺寸,合理设计冷却通道并确保冷却水的铺设均匀,以保证后壳加工过程中的均匀冷却。
3.流道设计:流道设计是模具设计的关键步骤之一、根据产品的形状和尺寸,选择合适的流道类型和位置,确保熔融塑料能够充分流动并填充整个模具腔体,避免可能出现的短料、气泡等缺陷。
4.充型系统设计:根据产品的形状和尺寸,选择合适的充型系统。
充型系统包括注射机、喷嘴和喷嘴温控装置等。
合理配置充型系统的参数,确保注塑过程中熔融塑料充分、均匀地流入模具腔体。
5.模具材料选择:根据后壳的物料要求,选择合适的模具材料。
常用的模具材料有工具钢和硬质铝合金。
要考虑到模具制造的成本、模具寿命和耐磨性等因素,选择最适合的模具材料。
三、模具加工和调试1.模具加工:模具设计完成后,进行加工制造。
根据模具设计图纸,进行车削、铣削、线切割等加工工艺,制造出符合要求的模具零件。
2.模具组装:将加工好的模具零件进行组装。
确保模具各部件的尺寸精确,连接牢固,以避免在使用过程中出现问题。

表2-1 材料的特性 (2)2) 确定型腔壁厚,前面的章节也计算; (33)4) 确定模板厚度,根据型腔深度确定; (33)1 绪论模具是机械制造业中技术先进、影响深远的重要工艺装备,具有生产效率高、材料利用率高、制件质量优良、工艺适应性好等特点,被广泛应用于汽车、机械、航天、航空、轻工、电子、电器、仪表等行业。
2005年中国模具工业产值达到610亿元,增长率保持在25%的高水平,行业的生产能力约占世界总量的10%,仅次于日本、美国而位列世界第三。
虽然近年来我国模具行业发展迅速,但是离国内的需要和国际水平还有很大的差距。
制造产业是一个国家的综合国力及技术水平的体现,而模具行业的发展是制造产业的关键。
针对这种情况,国家出台了相应的政策,正积极发展模具制造产业。
我国的模具工业的发展,日益受到人们的重视和关注,在电子、汽车、电机、电器、仪器、仪表、家电和通信等产品中,60%-80%的零部件都要依靠模具成形(型)。
用模具生产制件所具备的高精度、高复杂程度、高一致性、高生产率和代消耗,是其它加工制造方法所不能比拟的。
近几年,我国模具工业一直以每年15%左右的增长速度发展,2003年,我国模具总产值超过400亿元人民币。
模具工业的发展和进步,在很大程度上取决于模具加工设备、软件及切削刀具的制造水平。
如今,人们对手机、电脑、汽车、手表、数码电子等商品的要求一点也不低于发达国家。
但另一方面,我国生产这些商品所需模具的工作母机即模具加工设备的制造水准,从总体上来说还是比较低的。
随着计算机软件的发展和进步,CAD/CAE/CAM 技术也日臻成熟,其现代模具中的应用将越来越广泛。
可以预料不久的将来,模具制造业将从机械制造业中分离出来,而独立成为国民经济中不可缺少的支柱产业,与此同时,也进一步促进了模具制造技术向集成化、智能化、益人化、高效化方向发展。
因此,大力发展模具工业可以促进我国更快的走向工业化国家。
模具是利用其特定形状成型具有一定形状和尺寸的制造工具。
级进模毕业设计篇一:级进模毕业设计毕业设计(论文)开题报告题目:链条级进模的设计学院:行知学院专业:机械设计制造及其自动化姓名:学号:指导教师:答辩时间:年月日1.课题研究背景、目的及意义1.1背景:随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。
而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一国产品制造水平的重要标志和发展程度的标志之一。
改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展。
近年来,我国许多模具企业加大了用于技术进步的投资力度,将技术视为企业发展的重要动力。
一些模具企业已经普及应用了CA D技术,并且陆续使用一些国际通用软件。
以汽车覆盖件模具为代表的大型冲压模具的制造技术已经取得巨大进步,如一汽、东风等厂家已经能生产部分轿车覆盖件模具。
进过多年的努力发展,在模具CA D/CAE/CAM、Pro-E、UG和C ATIA等技术方面取得了长足进步。
目前,我国的模具技术有了很大发展,模具的精密度、复杂程度和寿命都有很大提高。
并且在缩短模具设计和制造周期方面效果显著。
尽管我国的模具工业取得了令人瞩目的发展,但是我国在许多方面与日本、西欧和美国等发达国家的差距仍旧较大。
标准化程度不够高,模具生产专业化程度相对不足。
应用比重较低,先进模具技术应用不够广泛,所以我国目前一部分大型、精密、复杂和长寿命模具仍然依赖进口。
当今模具工业中,模具的设计和制造正在发生着深刻的变化。
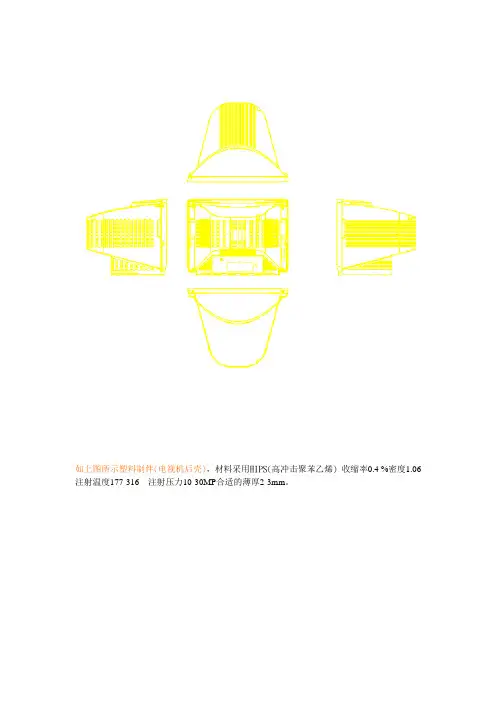
如上图所示塑料制件(电视机后壳),材料采用HIPS(高冲击聚苯乙烯) 收缩率0.4 %密度1.06注射温度177-316 注射压力10-30MP合适的薄厚2-3mm。
一工艺性分析1、该制件一般精度等级。
2、尺寸大,型腔深且壁厚,因此采用直接浇口。
3、为了方便加工与热处理,采用拼镶结构。
二主要工作部位尺寸的确定产品尺寸:附图1、2、3、4、5、6、7前模镶件:附图2后模镶件:附图3行位尺寸:附图4三模具结构设计1.导向构的设计导向机构是保证动定模或上下模合模时正确定位和导向的零件。
导向机构的形式主要有导柱导向和锥面定位两种。
一、导向机构的作用1.定位作用模具闭合后,保证动定模或上下模位置正确,保证行腔的形状和尺寸精确;导向机构在模具装配过程中也起到定位作用,便于装配和调整。
2.导向作用合模时,首先是导向零件的接触,引导动定模或上下模准确闭合,避免型芯先进入行腔,造成成型零件的损坏。
3.承受一定的侧向压力塑料熔体在充模过程中可能产生单向侧压力,或者由于成型设备精度低的影响,使导柱承受了一定的侧向压力,一保证模具的正常工作。
若侧向压力不大时,不能单靠导柱来承担,需增设锥面定位机构。
二、导柱导向机构导柱导向机构的主要零件是导柱和导套。
主要应用于动定模导向及针板推出机构导向,如右图所示,其结构形式见标准件。
动定模导柱导向应合理均布于模具分型面的四周,导柱中心至模具边缘应不小于其直径的1倍。
为防止动定模装配或合模时错位,导柱的布置可采用等直径导柱不对称布置。
针板推出机构导柱不对称布置,针板推出机构导柱应四角对称均布。
三、锥面定位机构在成型精度要求高的大型,深腔,薄壁塑件时,型腔内侧向压力可能引起型腔或型芯的偏移,如果这种侧向压力完全有导柱承担,会造成导柱折短或咬死,这时除了设置导柱导向外,应增设锥面定位机构,如右图所示通常我们在两锥面间留有间隙,在型腔一侧镶上淬火耐磨块,使它与两锥面配合,阻止型腔与型芯的偏移。
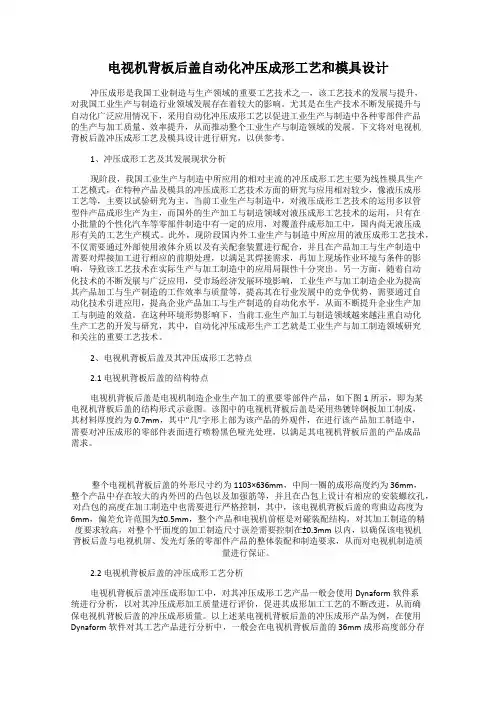
电视机背板后盖自动化冲压成形工艺和模具设计冲压成形是我国工业制造与生产领域的重要工艺技术之一,该工艺技术的发展与提升,对我国工业生产与制造行业领域发展存在着较大的影响。
尤其是在生产技术不断发展提升与自动化广泛应用情况下,采用自动化冲压成形工艺以促进工业生产与制造中各种零部件产品的生产与加工质量、效率提升,从而推动整个工业生产与制造领域的发展。
下文将对电视机背板后盖冲压成形工艺及模具设计进行研究,以供参考。
1、冲压成形工艺及其发展现状分析现阶段,我国工业生产与制造中所应用的相对主流的冲压成形工艺主要为线性模具生产工艺模式,在特种产品及模具的冲压成形工艺技术方面的研究与应用相对较少,像液压成形工艺等,主要以试验研究为主。
当前工业生产与制造中,对液压成形工艺技术的运用多以管型件产品成形生产为主,而国外的生产加工与制造领域对液压成形工艺技术的运用,只有在小批量的个性化汽车等零部件制造中有一定的应用,对覆盖件成形加工中,国内尚无液压成形有关的工艺生产模式。
此外,现阶段国内外工业生产与制造中所应用的液压成形工艺技术,不仅需要通过外部使用液体介质以及有关配套装置进行配合,并且在产品加工与生产制造中需要对焊接加工进行相应的前期处理,以满足其焊接需求,再加上现场作业环境与条件的影响,导致该工艺技术在实际生产与加工制造中的应用局限性十分突出。
另一方面,随着自动化技术的不断发展与广泛应用,受市场经济发展环境影响,工业生产与加工制造企业为提高其产品加工与生产制造的工作效率与质量等,提高其在行业发展中的竞争优势,需要通过自动化技术引进应用,提高企业产品加工与生产制造的自动化水平,从而不断提升企业生产加工与制造的效益。
在这种环境形势影响下,当前工业生产加工与制造领域越来越注重自动化生产工艺的开发与研究,其中,自动化冲压成形生产工艺就是工业生产与加工制造领域研究和关注的重要工艺技术。
2、电视机背板后盖及其冲压成形工艺特点2.1 电视机背板后盖的结构特点电视机背板后盖是电视机制造企业生产加工的重要零部件产品,如下图1所示,即为某电视机背板后盖的结构形式示意图。
电视机外壳的注塑模设计课题任务书系:专业:指导教师学⽣姓名课题名称电视机外壳塑料模设计内容及任务1.对制件进⾏⼯艺分析,根据塑件的材料、形状与尺⼨要求等确定适合的成型⼯艺。
2.选择相应的成型设备和成型⼯艺参数,完成成型模具的结构设计。
3.根据产品的⼯艺分析,确定模具总体结构设计,绘制模具总图1张(A0)。
4.编制设计说明书⼀份。
拟达到的要求或技术指标1.装配图须采⽤A0图纸打印。
2.设计说明书资料充分,并标明数据出处;计算过程详细完整;公式的字母含义应标注公式出处;内容条理清楚,按步骤书写。
3.说明书字数在20000字左右,按相关本科院校的要求排版并打印,同时上交电⼦⽂档。
进度安排起⽌⽇期⼯作内容备注毕业设计调研集中实习毕业设计答辩时间2周2周8周1周主要参考资料1、徐嘉元,曾家驹.机械制造⼯艺学[M].机械⼯业出版社1997.8.2、哈尔滨⼯业⼤学李益民主编.机械制造⼯艺设计简明⼿册[M]机⼯版.2005.73、肖继德,陈宁平.机床夹具设计[M].机械⼯业出版社 2005.34、孙丽媛.机械制造⼯艺及⽤夹具设计指导[M].冶⾦⼯业出版社 2002.5.5、朱龙根.机械零件设计⼿册[M].机械⼯业出版社 2005.86、章跃.机械制造专业英语[M].机械⼯业出版社 2002.47、⼤连理⼯⼤学⼯程画教研室编[M].机械制图(第四版).北京:⾼等教育出版社,1993.5:60-80教研室意见年⽉⽇系主管领导意见年⽉⽇摘要对塑件的结构,使⽤要求进⾏分析,确定成型⽅法。
确定成型⽅法后,再进⾏模具结构的设计。
最后根据模具的结构选定注射机。
其中,包括了成型零件尺⼨的计算,脱模⼒的计算,强度校核,零件加⼯⼯艺等。
本设计完全采⽤计算机辅助设计,有⼤部分数据是⽤PRO/E精确计算⽽得的,不仅能节约时间,缩短设计周期,节约成本,也能提⾼设计的质量。
关键词:⼯艺规程; 定位基准ABSTRACTThis article has first carried on the connecting rod componentsanalysis, through analysis and research which carries on to thereference, elaborated the technological process, and the manufacturetechnology and so on the related content; In the technical route,elaborates the connecting rod craft processing craft, themachine-finishing remainder, the processing order arrangement and thebasic man-hour of computation.The question possibly appears which in the design process is: Draws upthe technological process is not good, affects the processingprecision and the processing efficiency; The unit clamp clamps theorganization to choose is improper, thus creates clamps the strengthwhich cannot satisfy needs.Keywords:Technological process; Localization datum⽬录摘要ABSTRACT1 前⾔ (1)2 成品分析 (2)2.1 结构分析 (3)2.2 ⾁厚分析 (4)2.3 成型分析 (5)3 ⼯件材料的选择 (9)3.1 概述 (9)3.2 塑料的组成 (9)4 分型⾯的确定 (11)5 浇注系统的设计 (13)5.1 主流道的设计 (13)5.1.1主流道尺⼨ (13)5.1.2流道衬套的形式 (13)5.2 主流道衬套的固定 (14)5.3 分流道的设计 (14)5.3.1分流道的形状及尺⼨ (14)5.3.2分流道的表⾯粗糙度 (15)5.3.3分流道的布置形式 (15)5.4 浇⼝的设计 (15)5.4.1浇⼝的选⽤ (15)5.4.2 浇⼝的位置 (16)5.5 料⽳的设计 (17)6 模具结构设计及成型零件的设计 (17)6.1 钢材选⽤ (17)6.2 模具的设计 (18)6.3 成型零件的设计 (23)6.3.1成型零件的结构设计 (24)6.3.2 型芯结构尺⼨计算 (24)6.3.3 卡沟间距的计算 (25)6.3.4 孔类尺⼨的计算 (25)6.3.5 型腔尺⼨的计算 (25)6.3.6 模仁的设计 (25)6.4 顶出系统的设计 (26)6.4.1制品推出的基本⽅式 (27)6.4.2 脱模⼒的计算 (28)6.5 冷却系统的设计 (28)6.6 排⽓系统的设计 (30)7 注射机的选⽤ (31)7.1 塑件的计算 (31)7.2 注塑机的选择 (32)7.3注塑机的校核 (32)参考⽂献……………………………………………………………………………….致谢……………………………………………………………………………………正⽂1 前⾔随着⾼分⼦化学技术的发展,以及⾼分⼦合成技术,材料改性技术的进步,塑料⼯业飞速发展。
电视机外壳结构和模具设计毕业论文1 绪论1.1 我国塑料模具工业的发展现状及特点我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5Kg 大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
如天津津荣天和机电有限公司和烟台北极星Ⅰ.K模具有限公司制造多腔VCD和DVD齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成齿形误差,达到了标准渐开线齿形要求。
还能生产厚度仅为0.08mm的一模两腔的航空杯模具和难度较高的塑料门窗挤出模等等。
注塑模型腔制造精度可达0.02mm~0.05mm,表面粗糙度Ra0.2μm,模具质量、寿命明显提高了,非淬火钢模寿命可达10~30万次,淬火钢模达50~1000万次,交货期较以前缩短,但和国外相比仍有较大差距[1]。
成型工艺方面,多材质塑料成型模、高效多色注射模、镶件互换结构和抽芯脱模机构的创新方面也取得较大进展。
气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。
如上海新普雷斯等公司就能为用户提供气辅成型设备及技术。
热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。
但总体上热流道的采用率达不到10%,与国外的50%~80%相比,差距较大[2]。
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国EDS的UGⅡ、美国Parametric Technology公司的Pro/Emgineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。
机罩盖板冲压模具设计欧阳索引(2021.02.02)摘要本次设计了一套落料、冲孔的模具。
经过查阅资料,首先要对零件进行工艺阐发,经过工艺阐发和比较,采取落料、冲孔工序,通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。
再阐发对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在文档中第一部分,主要叙述了冲压模具的成长状况,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺阐发,完成了工艺计划简直定。
第二部分,对零件排样图的设计,完成了资料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计计划画出模具各零件图和装配图。
本次设计论述了冲压倒装复合模的结构设计及工作过程。
本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低劳动强度和生产本钱。
关键词:落料,冲孔,模具,模具间隙MACHINECOVERPLATESTAMPINGMOLDDESIGNABSTRACTThedesign of a set of blanking,punching mold. through access to information, the first parts to the process analysis, through process analysis and comparison, the use of blanking,欧阳索引创编punching process, through the blanking force, the top piece, and in terms of discharge power to determine the model press. Further analysis of the stamping dies for processing the application to select the desired type of mold design. The mold will be designed to draw upon the type of mold parts of the work expressed in the design process.In the first part of the document mainly describes the development of stamping die, stamping die illustrate the importance and significance of this design, and then stamping parts of the process analysis, completed a process to identify programs. The second part of the nesting parts of the design plans to complete the calculation of the utilization of thematerial furtheredge blanking process of calculation and Die Design and Calculation of the work of some of the stamping equipment to provide a basis to choose. Finally, the main components of standard design and the choice of designbased mapping tool and provide a basis for forming mold, as well as the assembly drawing to provide the basis of the size. Through the draw in front of mold design and assembly of the parts diagram Fig.The design of the flipstamping the structure of compound mold design and working process. Reliable performance of the mold, smooth running, improved product quality and production efficiency, reduce labor intensity and production costs. Keywords: Blanking, Punching, Mold, Mold gap欧阳索引创编目录前言 (1)第1章绪论 (2)1.1 冲压的概念,特点及应用 (2)1.2 冲压的基本工序及模具 (3)1.3 冲压技术的现状及成长标的目的 (4)第2章零件的工艺性阐发 (7)2.1零件的工艺性阐发 (7)2.2冲裁件的精度与粗糙度 (7)2.3冲裁件的资料 (7)2.4确定工艺计划 (7)第3章冲压模具总体结构设计 (9)3.1 模具类型 (9)3.2 操纵与定位方法 (9)3.3 卸料与出件方法 (9)3.4 模架类型及精度 (9)欧阳索引创编第4章冲压模型工艺与计算 (10)4.1 排样设计与计算 (10)4.2 设计冲压力与压力中心,初选压力 (10)第5章模具总张图 (13)第6章模具设计 (14)6.1 凸凹模刃口尺寸及公差计算 (14)6.2 模具零件尺寸计算与确定 (15)第7章模具其他零件的选用 (20)7.1 选择坚固件及定位零件 (20)7.2 设计和选用卸料与出件零 (21)7.3 选择模架及其它模具零件 (22)7.4 压力机的校核 (25)第8章零件加工工艺编制 (26)8.1 凸凹模加工工艺编制 (26)8.2凸模加工工艺编制 (26)8.3卸料板加工工艺编制 (27)8.4凸模固定板加工工艺编制 (28)欧阳索引创编8.5上模座加工工艺编制 (29)8.6下模座加工工艺编制 (29)8.7导料板加工工艺编制 (30)结论 (31)谢辞 (32)参考文献 (33)欧阳索引创编前言模具工业作为一种新兴工业,它有节约原资料、节约能源、较高的生产效率,以及包管较高的加工精度等特点,在国民经济中越来越重要。
济南大学毕业设计1前言由于模具成形具有优质、高效、省料和低成本等优点,在国民经济各个部门,尤其是在机械制造、汽车、家用电器、仪器仪表、石油化工、轻工用品等各工业部门得到了极其广泛的应用,占有十分重要的地位。
据统计,利用模具制造的零件数量在上述领域产品中占80%到95%以上[1]。
美国模具工业总产值达300亿美元;而日本模具工业产值也有158亿美元(1999年),比起模具工业初期的1957年,产值增加了约300倍,成为日本经济能飞速发展,模具制造工艺222并在国际市场占有一定优势的重要原因之一。
在世界经济发达的国家,模具工业产值已远远超过机床制造业的工业产值。
在日本,模具被誉为:“进入富裕社会的原动力”,在德国则冠之以“金属加工业中的帝王[1]”。
随着当下市场的多样化,差异化需求,我国工业生产的特点是产品品种多,更新换代快,交货周期短,市场竞争异常激烈。
2001年中国加入WTO,全球制造也转移,中国成为世界制造大国,对模具的需求上升。
统计资料显示,1996年到2001年,我国模具产值平均以%15的速度增长,2002年产值为330亿元人民币,位于世界第四[1]。
当前我国部分模具设计与制造在模具的精密度,复杂度和寿命已达到或者超越国际水平。
虽然我国模具有了飞速发展,但任然不能满足国内生产的需求,任然需要花巨资从国外进口,主要原因就是我国模具专业化和标准化程度低;模具品种少、效率低、经济效益差;制造周期长,模具精度不高,制造技术落后,与模具制造业相适应的先进设备相对较少;新材料使用率低,导致总体模具产品寿命低等。
根据我国模具现有的问题,我国模具应朝着如下方面进行发展:开发大型,精密,复杂和长寿命的模具。
主要技术手段有:加速模具的专业化和标准化,增加模具的互换性和减低模具维护成本;全面开展模具CAD/CAE/CAM技术,缩短模具设计制造周期;研发新材料和新工艺,提高模具寿命,降低模具成本;发展模具成套设备,研究模具快速技术(RPM);培养大批高素质模具高级人才,以满足全国甚至全球日益增长的模具使用量[1]。
电视机后盖冲件级进模毕业设计中文摘要:本次设计了一套级进模。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。
再分析对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计模具类型后将模具的各工作零部件设计过程表达出来。
在文档中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺分析,完成了工艺方案的确定。
第二部分,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本次设计完成冲模分析与设计,绘制整套装配图及零件图。
本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低劳动强度和生产成本关键词:模具,落料,冲孔,弯曲,凹模,凸模,镶块;Abstract:This design carries on blanking, the piercing progressive dies design. The article has briefly outlined the press die at present development condition and the tendency. It has carries on the detailed craft analysis and the craft plan determination to the product. According to general step which the press die designs, calculated and has designed on this set of mold main spare part, for example: The punch, the matrix, the punch plate, the backing strip, the matrix plate, stripper plate, stop pin, pilot pin and so on. The die sets uses the standard mould bases, has selected the appropriate press equipment. In the design has carries on the essential examination computation to the working elements and the press specification. In addition, this die employs the finger stop pin and the hook shape stop pin. The mold piercing and blanking punch are fixed with the different plates separately in order to coordinate the gap conveniently; complete the analysis and design of die. Map the entire assembly drawings and parts diagram. Fell in the blanking punch is loaded by pilot pin, guarantee the relative position of the hole and the contour, increase the processing precision. This structure may guarantee the die move reliably and the request of mass productionKey words: mold, blanking, punching, bending, die, punch, insert本设计来自:我要毕业设计网在毕业设计网注册后联系客服均可获赠您要求的毕业设计资料客服QQ:8191040说明:本软件/论文系有偿阅读、使用,完整CAD图纸或源代码请联系客服购买******************************************************************全国最全毕业设计,详细目录请加QQ8191040索取模具毕业设计(注塑模,冲压模),计算机毕业设计(ASP, , C#, Delphi, JA V A, JSP, PB, VC,VB,VFP等)机械毕业设计,电子信息类毕业设计,土木路桥毕业设计等等7万余篇本科硕士论文,工商管理毕业论文汉语言文学毕业论文国际贸易学毕业论文经济管理毕业论文会计学论文教育类毕业论文等前言冲压工艺是塑性加工的基本加工方法之一。
它主要用于加工板料零件,所以优势也叫板料冲压。
冲压不仅可以加工金属板料,而且也可以加工非金属板料。
冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。
当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定的尺寸、形状和性能的零件。
冲压生产靠模具与设备完成加工过程,所以它的生产率高,而且由于操作简便,也便于实现机械化和自动化。
利用模具加工,可以获得其他加工方法所不能或难以制造的、形状复杂的零件。
冲压产品的尺寸精度是由模具保证的,所以质量稳定,一般不需再经过机械加工便可使用。
冲压加工一般不需要加热毛坯,也不像切屑加工那样大量切屑材料,所以它不但节能,而且节约材料。
冲压产品表面质量较好,使用的原材料是冶金工厂大量生产的轧制板料或带料,在冲压过程中材料表面不受破坏。
因此,冲压工艺是一种产品质量较好而且成本低的加工工艺。
用它生产的产品一般还有重量轻且刚性好的特点。
冲压工艺在汽车、拖拉机、电视、电器、仪器、仪表、各种民用轻工产品以及航空、航天和兵工等的生产方面占据十分重要的地位。
现代各先进工业国家的冲压生产都是十分发达的。
在我国现代化建设进程中,冲压生产占有重要地位。
本论文系统的分析了模具的设计步骤及方法,设计原则及要素,并绘制了整套装配图和零件图。
在设计过程中我碰到过许多问题,因为卫瑞元老师倾情相助,设计才得以顺利完成,谨在此表示由衷的感谢。
由于是初次设计,还有许多不足之处,希望老师能予以批评、指正。
一.分析产品图该产品材料为1050号铝板,抗剪强度τ=80MPa,抗拉强度σb=110MPa,伸长率δ=20%,其厚度为1.5mm,厚度偏差ES=0,EI=-0.15。
该产品所涉及的工序为冲裁和弯曲。
10详见产品图。
二.作展开图根据经验对该产品展开,补偿值取0.60mm。
参见产品展开图。
三.级进模与单动模的比较由于考虑到级进模工作效率高,控制产品尺寸稳定,精度好,累积误差小等优点,优先选用级进模。
但级进模制造成本高,因此,在设计时要尽量降低模具成本。
单动模相对级进模来说,结构简单,制造成本低。
但是,由于每套单动模都有其独立的定位装置和导料装置,所以精度不好,累积误差大。
而且,每完成一道工序,都需设置检验人员控制尺寸,工作效率较低。
四.排条料图根据该产品结构,确定排样形式为有废料直排。
由于材料厚度为 1.5mm(>0.5mm),且在零件的右端有弯曲的要求,所以设计条料排样时采用单侧载体在排样设计时,先冲制导正钉孔和冲切出型孔及需要弯曲、成形部分的局部外形,再进行弯曲成形。
后面工位再分步逐个切割出余下的局部外形和型孔,冲切靠近弯曲边缘的孔或侧壁孔。
最后工位为载体与冲件连接部分的局部外形冲切分离。
对于靠近弯曲部分的孔,为简化模具,一般应先冲切型孔后再弯曲成形,如果所冲型孔的形状要求严格,位置精度也较高,则应先做工艺试验,确定精确孔形、孔位尺寸,必要时可先弯曲成形再侧向冲压、冲孔。
在排条料时,除了要考虑最大可能地提高材料的利用率外,还要考虑带料强度,冲头强度,凹模强度,模具平衡,模具成本等因素。
参见产品条料图。
确定后的排样设计图中,应在每一工位冲切的局部外形型孔、冲制孔、冲加工项目部位逐一做出标记,此采用阴影处理,为的是检查是否有漏种。
是否能在最后工位得到一个完好的冲件。
且在绘制好的排样图上标注必要的尺寸,如:条料的宽度、工件间距尺寸、载体宽度、导正钉孔直径忌各工位序号及工位冲加工工作内容。
1.确定凹模型孔的形状,数量与位置由于该产品的内形比较简单,可直接取其内形为冲孔型孔的形状。
但其外形比较复杂,具有内凹的缺口,需考虑将其缺口与主要轮廓分散到不同工位来完成。
这样,不仅可使凸模截面形状变得很简单,很容易加工,而且可提高模具使用寿命。
将复杂形状分散到不同工位来完成是级进冲裁特有的优点。
这一作法的唯一缺点是使凹模纵向尺寸将增大,也使模具总体积尺寸有所增大。
所以我们在安排工位时,要在保证模具强度和平衡的前提下尽可能紧凑,来控制模具成本。
一般从凹模强度考虑,如果型孔之间的最小距离小于5mm 时,可考虑增加空工位,以增加凹模型孔之间的最小壁厚。
因零件外形不是一次切割成形,,所以每次切割的型孔应存在实际冲裁时不起作用的搭接区,主要是为了防止型孔连接时产生不应有的误差,以保证冲压零件在切割后连接平滑、外形整齐、不出现错位、尖角、塌角、缺口等疵病。
2.弯曲工序安排该产品有两处弯曲,分布在相对两边,可以进行双边弯曲。
如果采用单边弯曲,会对条料产生较大拉力,很难保证产品要求的尺寸。
双边弯曲可以避免这一现象,而且还能使整个模具结构紧凑,平衡。
弯曲模具的结构特点:(1)该模具结构简单,在压力机上安装、调整方便。
顶板在弯曲时与凸模将板料夹紧,并且背压力可以根据需要调节大小,始终能对工件的底部施加较大的反顶压力,能使工件底部保持平衡,能有效地防止弯曲件的滑移,由于弯曲结束时制件能得到可靠的校正,因而大大地减小了制件的回弹量。
(2)由于压弯材料厚度为1.5mm,材料塑性较好,将凸模做成如图6-30所示的形状,使凸模力集中作用在弯曲变形区,加大变形区的变形程度,改变弯曲变形区外拉内压的应力状态,使其成为三向受压的应力状态,从而减小回弹。
模具工作过程:工作时,先将板料放在固定板中,上模下行,凸模与顶板将板料夹紧,凸模与凹模对板料进行弯曲直至顶板与凹模垫板接触,并对弯曲件施加了校正力。
弯曲结束后,顶板可将弯曲件顶出凹模。
3.留空位在出料前,留一个空步,是为改模准备的。