攻丝底孔直径
- 格式:doc
- 大小:38.00 KB
- 文档页数:1


以下是常用粗牙公制螺纹钻底孔尺寸对应表。
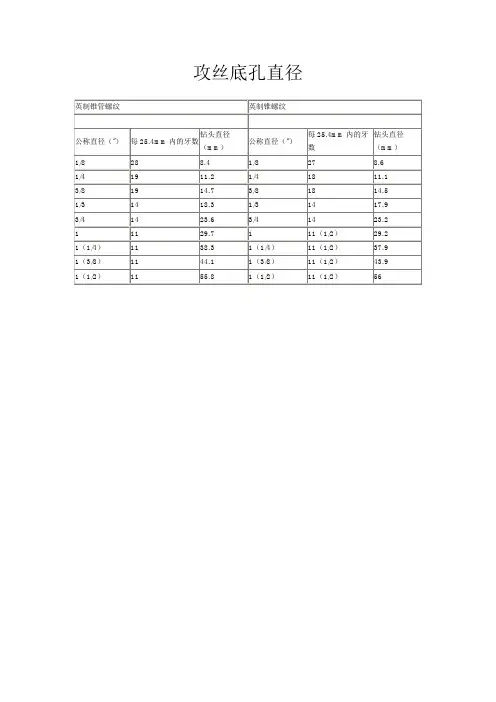
一般情况等于外径-螺距M1 ① 0.75M2 ① 1.6M3 ① 2.5M4 ① 3.3M5 ① 4.2M6①5M8 ① 6.75M10 ① 8.5M12 ① 10.25M14 ① 12M16 ① 14M18 ① 15.5M20 ① 17.5M22 ① 19.5M24 ① 21M27 ① 24M30 ① 26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt> 1 毫米,dz=d- (1.04 〜* 1.06)t式中t——螺距(毫米)dz ――攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"〜5/8" dz = 25 (d-1/n)dz = 25 (d-1/n)+0.13/4"〜11/2" dz = 25 (d-1/n)dz = 25 (d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n -----每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)(2 )钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制粗牙環丝Metric coarse screw thread绵畦尺h Nominal 恬直悴Dr illldiameter呼世尺寸Nomirul站直帶DfilldiametAfJI惟尺廿Ncmiriail帖直汙Dnlldiame-lef n建尺寸Nomiinal粘直猗Drill diameterMl X{J,25 0 7& M?t&x045 2.10 M9 7 00 M27X3 "(J M' .l xO.250 86M2 6x0 4b 2.20MWX1.5 6 5C M3DK^26 5 M-.2x0.25 0.96M2 2.S0MUX 15 .)h(:29.5 M- .4x0.3 1.10M3.5x0.5 2.90M^x17510.3M36X432.0 Mk6x0.36 1.2S M4 x0 7 3.30 MUx2 12.0 35 0 M*.7x0.35 1.35W4,5J<D 75 3.80 MlGx2 14.0M42X4.537.5 M J .8x0.35 V4S MS xD.S 4.20 M16xZ,515.6M45X4.5 40.5 M2 X0.41,60M6 x 1.95,00M 20x2,517,5LU护543.0 M2.£XO.45 \75 M7 xl.O 6.00 M22M2.5 15.5M2.3XQ.4 1 90MB xi 25 6.80 ?1 Q聲雀尺寸NomimaJ 钛直径Drilldiameteru毎尺寸Ncmirtal钻直径Drilldiameter煤蛙尺寸Nominal鮎直径DNIIdiame-:ef每蛙尺寸Nominal站直径OriUdiamettrMH XO.Z oao Ml 1x0.75 10 3M25X1 5?3 5 M39X1.5 37.5 Ml .1X0,20.30Mljx I $10.5M 鬲、1.3M4QX3.037.D M\2XO.? ).00 1W1 t L2510.H Kin 1.5M40X2.O 38.0 Mil.4X0.2 1.2G M12M 1.0 1.0M27x? 0M4QX1M- .GxO.2 .40Lil < 1.!12.6 M27K1.J 25.S M42X4.0 33.D M\0XO.2 1.60M14X Lt 3.0M27x1 : 2B.C M42K J39.D M2 X0.25 V7S M15X1.5 13,5 >J28x2,0 26.0 M42X2.0 40.0 M2.2x0,2b 1.95M1&XL0■::I M28x1.& 263M42X1&•— !;Ml2.5x0.35 2.20 M16K 1.514.5 M28X1.0 i?.o MME kg 410M3 XO35 2.70M16X1.0 15-0M3OX3.D27.0M45X3.042 0 M3…5X0.35 3 20 M17XK515.5M3Ox2s0 23.0M45^2.0 43.0 M4 XCJ.& 3 50Ml Tx | L Q 5.Q M3OX1 .h XP. t M4&X 1.543.5M4.5x0.^ d 00 MlBx?Q 16-0 M3QX1 0?9 0 M4^X4.Q 44.0 MS >0.5.50MlRx I/ 5.5U32x2.0 30.C M佃2045.0 M 5.5X0.5 5.00 Miaxi.i 7.0 ■ ■30.5 M4ax2.0 46.0 M6 X0.7S 5.30M20X2.018.0M33x3.030.0M+8X 1.546.5 M? X0J5 6.30 M?DX15 13.5 ^33x2,0 31.0 M50X3 0 47.0 x LO7.00M20x 1.019.0M33x1.b 31.5MbOxS.O4B0 MH XO 75 7.30 M22x2.U 200 M 25x1.5 i3.5M50 x 1.5 5M9 X1.0 8.00M22X1.S 20.5M36X3.D33.0M9 XO75 8.30 L1?£xl .021.Q M36X.2.0 340MIO Ki.25 8 00 M?4x2.Q 22.0 M36xl 5 345M'O X1.0 9 00 M24X1 322.5 MHflxl .5斑藪同中」町刚人」M O >0.759 30MZ4x 1.23.0M39X3.0 woMl 1 Xl.D )0.Q M25>c2.O 23.0 M39x2 Q 37.0公制细牙饋銓Metric fine screw thread对六角孔總孔•螺栓孔的尺寸表,D,MEN5,0NS 0FC0UNTERB0R,NG叩HEXAG0N SOCKET HEAD CAP SCREW AND B0LT H0L£SHCWA TOOL CO Bi LTD.ts世尺寸fd)ds dr L>.k H p Hr dzMonwui dmnaBcflnadh/3 34 5.5 氐 2.7 3.3 2.6臥丄 4 4.57e426 4.J 3.45 5.5 05 9.5 5 46 5.4 4 3W6 6.^ 1011&汕MB8 9 1314B7.4 H.e 65M10 111617.5109.210.B a.eM12 12 li IB 20 12 11 1310.4M U 1416212314 12.fi IS 21?.2MIS16 18 24?6 16 U.S17 5 14-2M13 ie2C2?2<51816-5 19 515 JM L2O2Q 22 30 32 20 16 521 5 17.7M>22 223433 35 £220.5 23.519 7M2424 ?G 36 392422.5 25 5 2L2273040 4327ZS2924. ZM30 503345 4830茁32 26.7。
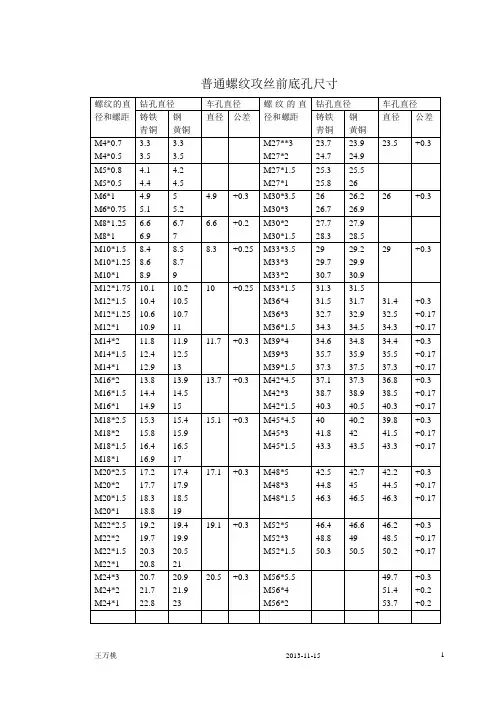
普通螺纹攻丝前底孔尺寸螺纹的直径和螺距钻孔直径车孔直径螺纹的直径和螺距钻孔直径车孔直径铸铁青铜钢黄铜直径公差铸铁青铜钢黄铜直径公差M4*0.7 M4*0.5 3.33.53.33.5M27**3M27*223.724.723.924.923.5 +0.3M5*0.8 M5*0.5 4.14.44.24.5M27*1.5M27*125.325.825.526M6*1M6*0.75 4.95.155.24.9-+0.3 M30*3.5M30*32626.726.226.926 +0.3M8*1.25 M8*1 6.66.96.776.6-+0.2 M30*2M30*1.527.728.327.928.5M10*1.5 M10*1.25 M10*1 8.48.68.98.58.798.3--+0.25 M33*3.5M33*3M33*22929.730.729.229.930.929 +0.3M12*1.75 M12*1.5 M12*1.25 M12*1 10.110.410.610.910.210.510.71110 +0.25 M33*1.5M36*4M36*3M36*1.531.331.532.734.331.531.732.934.5-31.432.534.3-+0.3+0.17+0.17M14*2 M14*1.5 M14*1 11.812.412.911.912.51311.7 +0.3 M39*4M39*3M39*1.534.635.737.334.835.937.534.435.537.3+0.3+0.17+0.17M16*2 M16*1.5 M16*1 13.814.414.913.914.51513.7 +0.3 M42*4.5M42*3M42*1.537.138.740.337.338.940.536.838.540.3+0.3+0.17+0.17M18*2.5 M18*2 M18*1.5 M18*1 15.315.816.416.915.415.916.51715.1 +0.3 M45*4.5M45*3M45*1.54041.843.340.24243.539.841.543.3+0.3+0.17+0.17M20*2.5 M20*2 M20*1.5 M20*1 17.217.718.318.817.417.918.51917.1 +0.3 M48*5M48*3M48*1.542.544.846.342.74546.542.244.546.3+0.3+0.17+0.17M22*2.5 M22*2 M22*1.5 M22*1 19.219.720.320.819.419.920.52119.1 +0.3 M52*5M52*3M52*1.546.448.850.346.64950.546.248.550.2+0.3+0.17+0.17M24*3 M24*2 M24*1 20.721.722.820.921.92320.5 +0.3 M56*5.5M56*4M56*2------49.751.453.7+0.3+0.2+0.2普通及英制螺纹底孔钻孔尺寸螺纹的直径和螺距车孔直径螺纹的直径和螺距说明车孔直径直径公差直径公差M60*5.5 M60*4 M60*2 53.755.457.7+0.3+0.2+0.2M105*4M105*2P—螺距d—螺纹公称直径d T—螺纹底孔直径P<1时d T=d-PP>1时d T=d-(1.04~1.08)P100.4102.7+0.23+0.23M64*6 M64*4 M64*2 57.159.461.7+0.3+0.2+0.2M110*4M110*2105.4107.7+0.23+0.23M68*6 M68*4 M68*2 61.163.465.7+0.3+0.2+0.2M115*4M115*2M160*3 *110.4112.7156.5+0.23+0.23+0.26M72*4 M72*2 67.469.7+0.2+0.2M120*4M120*2115.4117.7+0.23+0.23M76*4 M76*2 71.473.7+0.2+0.2M125*4M125*2120.4122.7+0.26+0.26M80*4 M80*2 75.477.7+0.2+0.2M130*4M130*2125.4127.7+0.26+0.26M85*4 M85*2 80.482.7+0.23+0.23M135*4M135*2130.4132.7+0.26+0.26M90*4 M90*2 85.487.7+0.23+0.23M140*4M140*2135.4137.7+0.26+0.26M95*4 M95*2 90.492.7+0.23+0.23M145*4M145*2140.4142.7+0.26+0.26M100*4 M100*2 95.497.7+0.23+0.23M150*4M150*2145.4147.7+0.26+0.26螺纹公称直径(in) 牙数/英寸螺纹底孔直径螺纹公称直径牙数/英寸螺纹底孔直径铸铁青铜钢黄铜铸铁青铜钢黄铜3/16 24 3.6 3.7 7/8 9 19.1 19.3 1/4 20 5.0 5.1 1 8 21.9 22.1 5/16 18 6.4 6.5 1⅛7 24.5 24.7 3/8 16 7.8 7.9 1+1/4 7 27.7 27.9 7/16 14 9.1 9.3 1+1/2 6 33.4 33.6 1/2 12 10.3 10.5 1+5/8 5 35.6 35.8 9/16 12 12 12.2 1+3/4 5 38.8 39 5/8 11 13.3 13.5 1+7/8 4+1/4 41.4 41.6 3/4 10 16.2 16.4 2 4+1/4 44.5 44.8王万桃2013-11-14。

总结:攻丝底孔直径的计算众所周知,恰当的攻丝底孔直径对所加工的螺纹质量及丝锥寿命都有比较大的影响,而如何确定最适合的底孔尺寸,方法则往往比较单一,一般是根据经验和计算。
经验方面比较主观,就不多说了。
而关于计算的方法,博客中也不止一次的介绍过,从快速、大致的估算到精确、客观的计算文中都有相应说明。
有朋友说介绍的比较散,有点乱,下面就主要总结下如何通过计算确定恰当的攻丝底孔直径。
按螺纹成型的原理,可分为两大类,一是切削螺纹,二是挤压螺纹。
1、切削螺纹:•一般计算方法这里是按牙高率(%)75%左右计算的底孔直径,也是最常用的计算方法。
具体是:底孔直径(S)=内螺纹大径(D)-螺距(P)•不同牙高率的计算方法这里还要分为公制螺纹和英制螺纹(按英寸制来算,包括美标螺纹)两种:•公制螺纹 S=D-%*P/76.98•英制螺纹 S=(D-%*0.01299/TPI)*25.4 这里TPI指每英寸牙数(Threads Per Inch)(注:美标螺纹D=尺寸代号,英标螺纹需查《公制、美制和英制螺纹标准手册》换算后计算。
)2、挤压螺纹:•一般计算方法这里也是指75%左右的螺纹旋合度:S=D-P/2•不同螺纹旋合度的计算方法同切削螺纹一样,这里也分公制与英制两种:•公制螺纹 S=D-%*P/147.06•英制螺纹 S=(D-%*0.0068/TPI)*25.4(注:美标螺纹D=尺寸代号,英标螺纹需查《公制、美制和英制螺纹标准手册》换算后计算。
)至此,关于攻丝底孔直径计算的有关问题基本上都可迎刃而解了。
但是,理论终究是理论,需要实践去验证。
无论是丝锥使用者还是经销商都必须明白一点,必须要根据实际情况做适当的调整,这主要是指加工材料、螺纹孔深、设计要求等。
一个40深的M10螺纹孔如无特殊要求没必要按8.5的推荐底孔直径,完全可以打到8.6甚至8.7来加工,既满足设计强度的要求又大幅提高丝锥寿命、降低加工难度,何乐而不为呢?当然,为了验证您的猜测,您可以选定不同的牙高率计算具体的底孔尺寸(不想动手的话可通过攻丝底孔直径在线计算),以便于对攻丝底孔有个更深刻的理解。