Loctite 乐泰胶使用方法
- 格式:doc
- 大小:28.00 KB
- 文档页数:10
Loctite 4860 使用手册一、产品介绍Loctite 4860 是一种双组分丙烯酸酯粘合剂,具有优异的粘接性能和耐高温性能。
它适用于各种材料的粘接,包括金属、塑料、橡胶和复合材料等。
Loctite 4860 粘合剂具有较快的固化速度,固化后的粘接点具有高强度和耐冲击性,可以满足各种工业领域的粘接需求。
二、产品特点1. 耐高温:Loctite 4860 粘合剂固化后的粘接点能够承受高温环境下的工作条件,具有良好的耐热性能。
2. 快速固化:Loctite 4860 在固化过程中,速度较快,可以有效提高生产效率。
3. 多材料粘接:适用于金属、塑料、橡胶等多种材料的粘接,具有良好的通用性。
4. 高强度:固化后的粘接点具有高强度和耐冲击性,能够承受一定的外部力和振动。
三、使用方法1. 表面处理:在使用 Loctite 4860 粘合剂前,应确保被粘接表面清洁干燥,并去除表面油脂和污垢,以确保粘接效果。
2. 混合固化剂:按照规定的比例将固化剂和固化剂混合均匀,注意避免搅拌空气进入混合液中。
3. 涂覆粘合剂:将混合好的 Loctite 4860 粘合剂均匀涂覆在被粘接表面上,并确保粘接压力均匀。
4. 固化时间:Loctite 4860 粘合剂在室温下固化时间约为30分钟,具体固化时间受环境温度和湿度影响。
5. 后续处理:粘接完成后,应避免外力冲击,待固化时间结束后,可以进行后续处理和使用。
四、注意事项1. 使用前应充分阅读产品安全数据表和使用手册,了解相关安全信息和操作指导。
2. Loctite 4860 粘合剂应存放在阴凉干燥的地方,避免阳光直射和高温环境。
3. 避免吸入粘合剂挥发气体,操作时应配备好通风设备和个人防护装备。
4. 产品使用过程中如有不适应症状,应立即停止使用,并就医处理。
五、结语Loctite 4860 粘合剂是一种优质的工业粘合剂,具有优异的粘接性能和耐高温性能,适用于各种材料的粘接需求。
LOCTITE 577管螺纹密封剂粗螺纹触变性,高粘度,快速固化,高强度。
用于M80以下不锈钢高压锥/直螺纹。
允许用于饮用水系统.loctite416 乐泰胶416,用于间隙填充,适用于塑料粘接,高粘度,适合于在塑料,弹性体和金属间隙填充应用。
粘接粗糙或不规则的表面。
Loctite® 444—中粘度瞬干胶中粘度,用于电器元件跳线固定。
超强快干跳线胶。
高粘度,耐高温,用于跳线固定,大部件应力释放,IC粘接。
正品乐泰603容油性一种具有容油性及其他污染物的通用型高强度固持胶。
密封并固持圆柱形零件总成,其最大填充径向间隙为0.13mm在30分钟内初固化,它能防止微振磨损及金属配合件的腐蚀乐泰620--耐高温◎高粘度,高强度,不流淌。
固持气门套管、注塑机芯套、阀套、缸套、键槽等。
◎可耐高温到200℃,对钢提供19.0N/mm2以上的剪切强度。
锁固及固持圆柱形配合件至0.4mm直径间隙。
能防止金属微振磨损及腐蚀。
密封防止泄漏。
loctite7452乐泰胶7452粘附性能促进剂。
用于聚烯烃或其它低能表面材料的表面上,与乐泰瞬干胶配合使用。
其特点是干燥时间短,及在零件寿命长正宗乐泰270厌氧密封胶Loctite270螺纹锁固剂高强度,是一种永久锁固的螺纹锁固剂,在极端的化学/环境条件下有优良的防锈及耐腐蚀性能乐泰518:厌氧型平面密封剂通用型,柔韧性好,耐流体性能优良,无腐蚀性。
特别适用于铝表面。
它能形成一个柔性,耐溶剂的密封层,不会撕裂或老化。
可以用于柔性金属装配包括铝的表面。
方便折卸及清除243耐机油,中强度,快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重装时锁固。
用于M20以下螺纹的锁固与密封。
乐泰262螺纹锁固剂中高强度●适用于大多数金属表面。
触变性粘度,耐化学性好。
●用于M20以下螺纹的永久性锁固与密封。
●是一种永久锁固的螺纹锁固剂,在极端的化学/环境条件下有优异的防锈及耐腐蚀性能。

约克空调冷冻维修中心北区维修通讯乐泰胶简介及使用编号:YBJ-043发布日期:2005年11月17日共2页乐泰胶简介及使用 一、乐泰胶的性能 等级 颜色 部件号 填充间隙(mm ) 硬化时间固定/全固 (小时) 工作温度 (℃) AV087 红 013W01046-000 0.13 2-6/24 -54~149 AA089 绿 013W02998-000 0.08 1-2/24 -54~149 75或675 绿 999Q0831775 0.13 20分钟/24 -54~149 242 蓝 013W01678-000 0.13 20分钟/24 -54~149 495 透明 013W00995-000 0.1 小于30秒 -54~80 567 白 013W02280-000 0.5 20分钟/24 -54~149 755 透明 013W02899-000 / // 554 红 013W02894-000 0.38 30分钟/24 -54~149 N6749 绿 013W01753-000 / / / 518红0.5/-54~149二、工厂常用乐泰胶的应用范围 等级 颜色 部件号 使用范围495 透明 013W00995-000 管箱、水箱密封垫安装时的固定和密封,使密封垫与工件结合在一起,粘接密封垫接头554 红 013W02894-000 制冷剂侧管路上螺纹的密封,所有螺纹的锁紧(243可代替554)567 白 013W02280-000 仅用于水侧螺纹的密封经常要拆卸的密封及制造中间过程的临时密封755 透明 013W02899-000 所有乐泰胶粘剂的表面预处理清洗剂,能除掉一切表面油渍.N7649 绿 013W01753-000 适用于567的锁固,也可用于其他所有等级的乐泰胶,2''以上的螺纹必须使用 518 红视镜、YS 油加热器的O-RING 上242 蓝 013W01678-000 管路喇叭口部位的密封(243可代替242) 75或675绿999Q0831775钢管、不锈钢管胀管三、常用乐泰胶的使用方法螺纹锁固用(554)A 、用清洗剂755清洗螺柱及螺孔螺纹表面(必要时)B 、滴几滴乐泰至螺孔中和螺柱螺纹处约克空调冷冻维修中心北区维修通讯乐泰胶简介及使用编号:YBJ-043发布日期:2005年11月17日共2页乐泰胶简介及使用 C 、旋入螺栓,上紧至规定力矩 D 、在螺栓头部滴几滴乐泰E 、旋入螺母至规定力矩,拆卸时应对螺纹啮合处局部加热,趁热拆卸。

汉高乐泰反应型热熔胶LOCTITE3580资料从触屏手机起步开始,边框的粘接追求越来越窄及粘接速度越来越快,随之一个看上去比较传统的胶粘剂产品—热熔胶又有了新的应用点。
记得当时主要是以乐泰3541及3542为主,以及3M公司的2665以及日立化成的为主,均属于反应型热熔胶,关于反应型热熔胶及以上几个型号的产品大家可以在本站搜索查看。
最新看了一下,随着移动触控设备的发展,以及柔性显示、穿戴式电子的发展,乐泰的反应型热熔胶由陆陆续续衍生出了几个型号,其中这款LOCTITE3580在穿戴电子组装上有大量应用。
这款反应型热熔胶一个比较独特的地方就是可以用UV灯来控制固化的进程,以适合不同场合的组装要求。
另外比较奇怪的是乐泰的官网上几乎找不到任何这几款产品的TDS资料,只是在网页上略有介绍。
摘抄如下:Loctite3580Loctite®3580™is a toughened,one component polyurethane reactivehot melt adhesive designed with low halogen content for structural bonding of hand held electronic devices like mobile phones,tablets,& laptops.It is well suited for metal,ink coated glass and engineered plastics bonding applications where shock and impact resistance is required.This novel technology is warm applied like traditional PUR hot melts and it has a light curing preactivation.This preactivation allows for extremly fast strength generation,reducing cycle time and work in process when compared to traditional PUR hot melts.This product is only available for sale in China.PUR Hotmelt Structural AdhesivesPUR Hotmelt adhesives are pressure sensitive and give high initial strength instantly after joining the parts.Cure at room temperature with moisture reaction.Bond variety of materials such as plastics,metals and glass.Typical applications are structural bonding of mobile devices window to frame and other decorative trims.∙Benefits&features∙Product Selector Guide∙Loctite®Adhesives Compared to PSA TapeLoctite®3541Loctite®3542Loctite®3572Loctite®3573Loctite®3580Loctite®3570Bond strengt h PlastictoplasticVeryhighHigh High High HighVeryhigh PlastictometalHighVeryhighHigh High HighVeryhighPlasticto glassModerateVeryhighVeryhighVeryhighHigh HighMetalto glassModerateVeryhighVeryhighVeryhighHigh HighGap fill Medium Medium High High High High Speed ofdispense/flow rate Fast Fast Fast FastMediumMediumFixture time*1to2minutes1to2minutes----Open time*1to2minutes2to4minutes>4minutes>4minutesUVControl>4minutesBead size Thin*Fixture time and Open time:Vary upon the operating environment conditions,high temperatures will lengthen open times,while lower temperatures will shorten open time,and low humidity condition may extend fix times.扫描我的名片。
乐泰胶的选型及使用乐泰胶是一种常用的胶水品牌,广泛应用于工业生产和家庭使用中。
本文将详细介绍乐泰胶的选型原则和使用方法。
一、乐泰胶的选型原则1.胶水类型选择乐泰胶有多种不同的类型,如通用胶、木工胶、金属胶、塑料胶等。
在选型时,需要根据胶水所要黏合的材料的类型和用途来选择适合的胶水类型。
2.黏合属性选择乐泰胶的黏合属性包括固化时间、黏合强度、耐温性能等。
根据实际需要选择适合的黏合属性,如对于需要快速固化的场合可以选择固化时间短的胶水,对于需要高强度黏合的场合可以选择黏合强度高的胶水。
3.用途选择乐泰胶适用于不同的用途,如家居装修、汽车维修、电子产品修复等。
在选型时,需要根据具体的用途来选择适合的胶水,以确保黏合效果和使用寿命。
4.储存要求选择乐泰胶在储存和使用过程中需要注意的一些要求,如避免阳光直射、防止高温和低温环境等。
在选型时,需要根据储存条件选择适合的胶水,以确保胶水的质量和使用效果。
二、乐泰胶的使用方法1.准备工作使用乐泰胶之前,首先需要准备工作区域,并确保表面干净、平整和无油污、灰尘等杂质。
2.胶水涂抹将乐泰胶涂抹在需要黏合的材料表面,并根据胶水的要求控制涂抹的厚度、范围和均匀性。
3.胶水固化根据乐泰胶的要求,等待一定的固化时间,确保胶水能够完全固化。
4.压实黏合在胶水固化之前或固化时,需要将黏合的材料放置在固定位置,并施加一定的压力。
这样可以确保黏合的牢固度和均匀性。
5.胶水干燥乐泰胶在黏合完成后,需要等待一定的干燥时间,确保胶水完全固化和干燥。
6.检查质量使用乐泰胶黏合的材料或产品,在黏合完成后需要进行质量检查,确保黏合效果和使用寿命。
7.清洁工作使用完乐泰胶后,及时清洁使用工具和胶水涂抹的表面,防止胶水残留或堵塞渠道。
8.储存条件将乐泰胶存放在阴凉、干燥和避免阳光直射的地方,以确保胶水的质量和保存寿命。
结语乐泰胶作为一种常用的胶水品牌,选型和使用方法的正确性对于黏合效果和使用寿命都有着重要的影响。
乐泰胶使用方法乐泰胶是一种常见的螺纹锁固与密封胶,主要用于防松、密封和抗震。
它在工业和家庭使用中广泛应用,如汽车、机械、建筑等领域。
以下是乐泰胶的使用方法。
第一步:准备工作在使用乐泰胶之前,需要确保工作区域干净、干燥,没有油脂和灰尘。
清洁工作区域可以使用清洁剂或酒精来清除污垢。
第二步:选择适当的乐泰胶根据需要,选择适合的乐泰胶型号。
乐泰胶有多种型号,每种型号都有不同的特性和用途。
在选择乐泰胶时,需要考虑材料的性质、温度范围、应力和环境条件等因素。
第三步:涂布乐泰胶使用刷子或喷雾器将乐泰胶涂布在需要密封或锁固的部件上。
确保乐泰胶均匀涂布,并覆盖整个表面。
根据需要,可以使用适量的乐泰胶。
第四步:固化时间乐泰胶需要一定的时间来固化。
在涂布乐泰胶后,根据产品说明书上的指示,等待固化时间。
固化时间根据乐泰胶的型号和环境条件而变化,一般在几分钟到几小时之间。
第五步:装配部件在乐泰胶固化后,可以开始装配所需的部件。
确保部件正确安装,并应用适当的扭矩以确保部件锁紧。
根据需要,可以使用手工工具或扳手进行装配。
第六步:清洗和存储在使用乐泰胶后,应立即清洗未固化的乐泰胶。
使用酒精或专用的清洗剂来清洗表面。
清洗时应密切关注安全事项,如佩戴手套和眼镜等。
乐泰胶应存放在干燥、阴凉的地方,并避免曝露在阳光下。
在存储乐泰胶时,可以使用密封盖或密封袋来防止空气和水分进入。
总结:乐泰胶是一种常见的螺纹锁固与密封胶,在使用方法上需要注意准备工作、选择适当的胶水、涂布胶水、固化时间、装配部件、清洗和存储等步骤。
正确使用乐泰胶可以提供良好的防松、密封和抗震效果,从而延长部件的使用寿命。
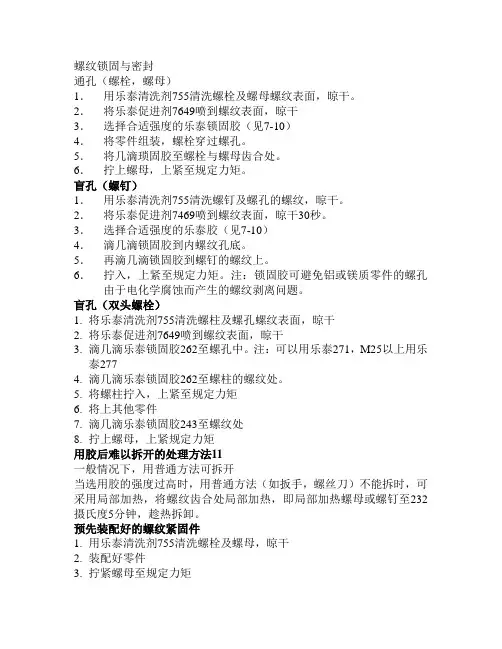
螺纹锁固与密封通孔(螺栓,螺母)1.用乐泰清洗剂755清洗螺栓及螺母螺纹表面,晾干。
2.将乐泰促进剂7649喷到螺纹表面,晾干3.选择合适强度的乐泰锁固胶(见7-10)4.将零件组装,螺栓穿过螺孔。
5.将几滴琐固胶至螺栓与螺母齿合处。
6.拧上螺母,上紧至规定力矩。
盲孔(螺钉)1.用乐泰清洗剂755清洗螺钉及螺孔的螺纹,晾干。
2.将乐泰促进剂7469喷到螺纹表面,晾干30秒。
3.选择合适强度的乐泰胶(见7-10)4.滴几滴锁固胶到内螺纹孔底。
5.再滴几滴锁固胶到螺钉的螺纹上。
6.拧入,上紧至规定力矩。
注:锁固胶可避免铝或镁质零件的螺孔由于电化学腐蚀而产生的螺纹剥离问题。
盲孔(双头螺栓)1. 将乐泰清洗剂755清洗螺柱及螺孔螺纹表面,晾干2. 将乐泰促进剂7649喷到螺纹表面,晾干3. 滴几滴乐泰锁固胶262至螺孔中。
注:可以用乐泰271,M25以上用乐泰2774. 滴几滴乐泰锁固胶262至螺柱的螺纹处。
5. 将螺柱拧入,上紧至规定力矩6. 将上其他零件7. 滴几滴乐泰锁固胶243至螺纹处8. 拧上螺母,上紧规定力矩用胶后难以拆开的处理方法11一般情况下,用普通方法可拆开当选用胶的强度过高时,用普通方法(如扳手,螺丝刀)不能拆时,可采用局部加热,将螺纹齿合处局部加热,即局部加热螺母或螺钉至232摄氏度5分钟,趁热拆卸。
预先装配好的螺纹紧固件1. 用乐泰清洗剂755清洗螺栓及螺母,晾干2. 装配好零件3. 拧紧螺母至规定力矩4. 将乐泰锁固290滴入螺栓,螺母齿合处5. 不要让胶瓶的嘴碰到金属,以免污染瓶中胶液。
注:检修时,先复紧螺母,再将乐泰锁固胶290滴在螺栓——螺母赤合处可调螺钉1. 将可调螺钉调整到合适位置2. 滴几滴乐泰290螺纹琐固剂到螺钉----螺孔结合处3. 不要让胶瓶的嘴碰到金属,以免污染瓶中的胶液.注:涂胶后重新调整困难时用焊枪局部加热螺钉到232摄氏度.乐泰锁固胶222也可用于可调螺钉,它的强度比290要低些破损螺纹的修复A. 螺纹修理包上说明进行B. 如果要保证修复后螺纹孔中心线准确,可使用导向定位板(如上图示),在定位板与螺孔之间要铺上一层蜡纸之类薄膜以使其容易分离.C. 拧入螺纹时应轻轻振动,左右转动,以使胶液充满,充实,容易形成教好的螺纹.注:建议不要用这种方法来修复发动机缸头螺柱孔.小直径,西牙螺孔修复方案一:将螺孔加大一级,按标准螺纹修复方法进行修复方案二:将FORM-A-THREAD涂压螺钉上,直接拧入破损螺孔中螺栓永久性锁固法(轻负荷螺柱)A选用合适长度的螺柱B.不可在螺柱上涂模剂C.然后按标准螺纹修复方法修复D.固化30分钟E.按要求装配抗咬合剂7671. 润滑链条:具有渗透性和润滑性,润滑链条销子和销套,延长链条使用寿命2. 润滑细牙螺栓或螺柱:76759的粘度很低,适合润滑细牙螺纹;而较稠的膏状抗合剂则会被齿尖剂出齿合部.3. 润滑盲孔螺柱,螺钉A.喷入螺孔(盲孔)要少喷B.喷在螺栓的螺纹部位C.拧入上紧注:所有乐泰抗咬合剂都有金属充的,如果在盲孔中用量过多,螺1.2. 用乐泰清洗剂755洗修补区3. 用砂布打磨修补区,再清洗4. 准备一块比修补孔略大的金属片5. 按说明书调配乐泰环氧胶Fixmaxter快速固化环氧胶6. 在打磨区内涂一薄薄胶层7. 马上将金属薄片贴在胶层上盖住孔8. 再涂一层胶,盖住金属片和胶层19. 涂胶后的固化时间A. 储液罐-----1小时B. 低压(<10Bar)----1小时C. 超过10Bar的高压不适用10. 最后按需要做喷漆表面处理油罐,油箱裂缝1. 在裂缝两端钻孔以防裂缝扩展2. 然后按前述步骤进行油罐(箱)针孔按前述步骤进行,但不必加金属片铸件及焊缝1. 修补可燃性液体罐时应采取适当安全措施.不要来修补可压缩气体罐2. 用钢丝刷刷净微孔区油漆,铁锈等3. 用乐泰清洗剂755清洗微孔区4. 微孔区局部加热至121度左右5. 冷却至85度左右6. 将乐泰290刷涂在微孔区注:钢件85度铝件.不锈钢48度通气孔或砂眼不宜采用此法最大密封空隙0.125MM7. 一般情况固化时间为30分钟,密封压力最高可达10BAR,固化时间需1小时8. 用乐泰清洗剂755清洗修复区的多余胶液,但不可打磨9. 按需要涂漆注:铸件微孔渗漏也按此步骤进行新焊缝---预防性密封1. 趁热敲焊查2. 当焊缝温度降至121度左右涂胶3. 再按上述步骤进行铸件平面1. 用乐泰垫片清除剂清除残余衬垫和油污,如有必要可以机械清除,但不要打磨清除2. 用乐泰清洗剂755清洗配合表面,晾干3. 将乐泰促进剂7649喷在一个面上,晾干1-2分钟4. 在另一个面上涂乐泰厌氧平面密封胶518形成一连续封闭胶线将需密封部位围起,螺钉孔周围也须围起5. 对准合拢,上紧螺钉,注意避免错移,涂胶后不必马上装配但最长不要超过45分钟6. 固化时间:根据密封压力确定A. 无密封压力----马上可工作B. 低压(<34.5BAR)-----30-45分钟C. 高压(34.5BAR—172.5BAR0-----4小时D. 超高压(172.5BAR—345BAR)----24小时厌氧型平面密封胶选用指南用途产平编号填充间隙工作温度高温510 0.05MM -54-204度通用515 0.125MM -54-149度铝表面518 0.125MM -54-149度涂覆密封常规衬垫1. 用乐泰垫片清除剂790清除残余的原衬垫和油污,如有必要可以铲除,但不要打磨清除2. 用乐泰清洗剂755清洗配合表面3. 将乐泰促进剂7649喷到相结合的两个面上和预切式衬垫两面,晾干1-2分钟4. 用清洗的刮板将乐泰厌氧型平面密封胶510,518,或515涂在预切式衬垫两面5. 将衬垫对准放在一个平面上并马上将另一零件盖上,不要平行错移注:如果压紧螺栓是盲孔,要将乐泰锁固胶243滴在盲孔中和螺栓螺纹处,然后按常规上紧如果是通孔,只需将乐泰243涂在螺栓螺纹处即可6. 按规定上紧螺栓冲压件---大间隙1. 用乐泰垫片清除剂790清除残余的原衬垫和油污2. 用乐泰清洗剂755清洗配合面,晾干3. 将乐泰硅橡胶587涂在一个面上,形成一个连续的封闭胶圈将密封部位和螺孔围起,注:根据密封面宽度和密封间隙来决定胶条直径用胶量不宜多,尽量减少被挤出密封之外的胶量4. 十分钟之内拢装配,加压并上紧螺钉5. 擦去被挤到外面的胶液6. 固化时间取决于温度,湿度和间隙.一般完全固化需24小时乐泰硅橡胶选用指南用途产品编号密封间隙工作温度通用587 6MM -59-260度内燃机用598 6MM -59-329度汽车用5699 6MM -59-329度注:硅橡胶用于极高温度密封,许多性能会丧失硅橡胶不能用来密封高压,厌氧胶密封高压普通硅橡胶为什么不可用作机电产品的密封材料?1. 普通室温硫化橡胶(有醋酸味道)不能用来密封封闭系统如齿轮箱,电器箱等.因为乙酸固化会腐蚀内部机件如轴承,接触器等.乐泰硅橡胶则无此缺点2. 普通室温硫化硅橡胶(有醋酸味)不能用来密封工作温度较高的润滑油系统如油底壳等.它会被溶胀并失去密封能力.乐泰硅橡胶则无此缺点3. 普通室温硫化硅橡胶(有醋酸味)高挥发性不能用于传感器附近.因为它在固化时释放出的微粒会包住传感器而使传感器失灵.乐泰硅橡胶则无此缺点4. 普通室温硫化硅橡胶(有醋酸味)不能用来密封燃油系统.它会被溶胀并失去密封能力.乐泰硅橡胶或厌氧胶则无此缺点轻载常拆卸的键配合组件1. 用乐泰清洗剂755清洗所有零件,晾干2. 用乐泰促进剂7649喷涂涂胶的表面,晾干3. 将乐泰固持胶660涂在键槽内和键两侧4. 在与键槽相对的轴颈上涂一点660,或绕轴颈均匀地隔一段涂一点6605. 装配,擦去外溢胶液6. 在止动螺钉上涂一点乐泰6607. 上紧止动螺钉8. 5-10分钟即可工作注:径向间隙超过0.254MM则不宜用此法严重磨损键槽(滚键)的修复拆卸1. 用锤子敲击键和皮带轮2. 用常规方法拉出皮带轮重载荷配合的组件装配1. 用乐泰清洗剂755清洗配合件,晾干2. 将乐泰固持胶660涂在键盘槽,键和轴颈配合部3. 装机,擦去多余胶液4. 将乐泰固持660涂在止动螺钉上5. 上紧止动螺钉6. 30分钟即可工作注意:间隙超过0.125MM时应使用乐泰促进剂7649喷洒轴颈和键槽间隙超过0.254MM(轴颈后键槽)则不宜用乐泰660修复严重磨损键槽(滚键)的修复拆卸1. 用锤子敲击皮带轮和键2. 局部加热至232度5分钟3. 趁热拉出皮带轮修复严重滚坏的键槽1. 测定键的两两边间隙2. 按间隙选取合适的金属垫片并整平3. 用乐泰清洗剂755清洗配合件4. 用乐泰促进剂7649喷洒配合件,晾干5. 将乐泰固持胶660涂在键槽中6. 装入垫片7. 键和垫片内侧涂乐泰固持胶660,装配8. 固化30-60分钟后即可工作注:使用金属垫片是为了缩小间隙最大间隙超过0.254MM不宜用乐泰660不用促进剂7649,间隙小(0.05-0.10MM)并让其长时间固化(4-24小时)时)时强度很高此方法仅限于做应急性修理由于上述损坏的程度相当严重,这种方法仅作为更换新零件之前的一种应急手段严重磨损的轴1. 测定最小径向间隙2. 按间隙加工衬套,衬套外径与轴承内孔保持滑配合3. 用砂布打毛轴颈外颈4. 用乐泰清洗剂755清洗配件5. 将乐泰固持胶680(660)均匀涂在轴颈配合处6. 装入衬套7. 将乐泰固持胶660涂在衬套外圆8. 装入衬轴9. 固化30-60分钟注:使用衬套是为了缩小间隙最大间隙超过0.254MM不宜用乐泰660不用促进剂7649,间隙小(0.05—0.10MM)并长时间固化(4—24小时)时强度最高滑配合1. 加工轴,使轴颈与孔径向间隙为0.05MM滑配合表面粗糙度为Ra3.2-1.6(二次加工)2. 用乐泰清洗剂755清洗配合部位3. 用乐泰促进剂7649喷洒配合件内孔及外圈4. 用乐泰固持胶660涂在轴颈配合部5. 装配,不用转动6. 擦去多余胶液7. 固化十分钟后工作已磨损的轴除按上述步骤进行外1. 测定径向间隙2. 如果间隙超过0.125MM时必须使用促进剂76493. 大间隙时需要采取措施,来保持同轴度4. 间隙大需要固化时间也长(30-60分钟)5. 径向间隙超过0.254MM不宜用乐泰660修复6. 参考严重磨损的轴,注:使用乐泰促进剂7649后,乐泰660固化非常快滑配合—重载荷1. 加工轴,使轴颈与孔径向间隙为0.05MM滑配合.表面粗糙度为RA3.2-1.6(二次加工)2. 用乐泰清洗剂755清洗配合件3. 不使用乐泰促进剂76494. 将乐泰固持胶660涂在轴颈配合部5. 左右转动并徐徐装入轴承6. 擦去多余胶液7. 固化二小时后工作已磨损的轴1. 测定径向间隙2. 如果间隙超过0.125MM时必须使促进剂76493. 大间隙时需用垫片来找正中心4. 间隙大需要固化时间长(30-60分钟)5. 径向间隙超过0.254MM不宜用乐泰660修复6. 参考严重磨损的轴最高强度1. 按上述步骤进行,胶种为乐泰固持胶680配合促进剂7471或不用2. 固化24小时后工作最高工作温度(204度连续)1. 按上述步骤进行,胶种换为乐泰固持胶620,使用促进剂7471,持续工作温度可达204度拆卸1. 按常规方法拉出2. 如有必要,局部加热至232度5分钟,趁热拉出压入配合1. 用乐泰清洗剂755清洗内孔与轴颈2. 将乐泰固持胶603滴涂在轴颈导入口周围后导入区周围,形成完整一周.注:涂在轴上当压入时会被挤出.不能使用乐泰抗咬合剂或类似产品3. 按通常方法压入,擦净多余胶液4. 不需要固化时间,马上便可以工作注:乐泰固持胶603粘度低,具有浸润性台阶轴1. 将胶涂在内孔2. 按上述步骤装配新件装配1. 找出与轴相配合的轴承2. 扩大座孔或减少轴外径,径向间隙保证0.05—0.10MM滑配合3. 用乐泰清洗剂755清洗配合件,并喷乐泰促进剂76494. 轴承外圈涂几条乐泰固持胶6605. 装入座孔,不要转动6. 擦去多余胶液7. 固化5分钟后工作磨损件装配.除按上述步骤外1. 测定最大径向间隙2. 如果最大间隙超过0.125MM则必须使用乐泰促进剂76493. 大间隙时需用垫片找正中心4. 间隙大需要固化时间也长(30-60分钟)5. 间隙超过0.254MM时不宜用乐泰660修复6. 参考严重磨损座孔新件装配1. 找出与轴配合的轴承2. 扩大左孔或减少轴外径,径向间隙保证0.05-0.10MM滑配合3. 用乐泰清洗剂755清洗配合件4. 不用乐泰促进剂76495. 用乐泰固持660均匀涂在轴承外径上6. 边运转边将轴承装入座孔7. 擦去多余胶液8. 固体化二小时后工作磨损件装配除按上述步骤之外1. 测定最大径向间隙2. 最大径向间隙超过0.125MM时应使用乐泰促进剂76493. 大间隙时需用垫片来找中心4. 间隙大需要固化时间也长(30-60分钟)5. 间隙超过0.254MM时不宜用乐泰660修复6. 参考严重磨损座孔拆卸拆卸1. 按通用方法拉出2. 如有必要,局部加热232度5分钟3. 趁热拉出严重磨损座孔1. 用砂布磨毛座孔2. 用乐泰清洗剂755清洗座孔3. 用乐泰清洗剂755清洗轴承外圈,涂上乐泰螺纹修补脱模剂,晾干4. 按说明书调配好螺纹修补剂5. 涂到轴承外圈薄薄一层6. 放入座孔,保持同轴度7. 用螺纹修补剂填实座孔与轴承之间的空隙8. 擦去多余胶液9. 固化30分钟10. 拉出轴承11. 清洗干净轴承外径的脱模剂12. 用砂布磨毛修复过的座孔并清洗干净13. 如有必要在轴承外径涂乐泰固持胶660.装入座孔14. 此法用于轻负荷座装配部件此方法仅用于应急性修理由于上述的损坏程度已相当严重,此法只能作为更换新零件之前应急手段如何保证同轴度1. 将轴承放到座孔中2. 在周围上找三个等分支承点3. 测定这三个支点的径向间隙4. 根据间隙确定垫片厚度5. 作好垫片,宽度3MM,长度为孔深6. 用乐泰瞬干胶480将垫片粘接在座孔上确定的三点7. 参考滑配合----重载荷修复方法进行严重不均匀磨损1. 将轴承放到座孔中2. 在圆周上找三个等分支承点3. 测定这三个支点的径向间隙4. 按每个点的间隙制作三块垫片(由于不均匀磨损,三个点间隙不同垫片厚度也不同)5. 用乐泰瞬干胶480将三块垫片,粘接到座孔上确定的三点6. 参考严重磨损座孔修复方法进行此法只作为应急性修理!由于上述的损坏程度已经相当严重,此法只能作为更换零件之前的应急性临时修复手段金属密封件的密封和固持1. 用乐泰清洗剂座孔及密封件外圈,晾干2. 用乐泰促进剂7469喷洒座孔及外圈,晾干3. 将乐泰锁固胶243涂在金属密封件外圆上导入口处注:除243外其他乐泰胶种都可以用,但要选强度低的,因为正常的间隙和强度仅要求低强度胶种4. 按通常方法装配5. 擦去多余胶液6. 固化30分钟后工作.注:也用于严重磨损的密封座以防止渗漏和窜动一般不需刮去外圆上原来涂的密封剂乐泰固持胶选用指南应用产品编号使用的促进剂轴装配----压入配合603--------------------不用轴装配----滑配合小间隙(径向间隙<0.10MM) 609--------------------7649大间隙(径向间隙<0.50MM) 660--------------------7649最大强度(径向间隙<0.25MM) 680--------------------7471最高温度204度(径向间隙<0.10MM) 620---------------------7471装孔装配------压入配合最大强度609------------------不用底强度243------------------不用座孔装配------滑配合最大强度680(660)---------------不用高强度660-----------------不用可控强度660-----------------7649底强度243-----------------7649注:在软金属(铝,青铜等)上,剪切强度比钢,铁件要低些间隙大,剪切强度低推荐加工表面粗糙为RA3.2—1.6粘接一般原则一.,5大条件A被粘接材料是哪一类橡胶,塑料?是多孔的还是光滑的或粗糙的?B.使用工况工作温度?是否受冲击载荷?是潮湿环境还是在水里工作?C.受力状况避免剥离力和劈裂力D.用胶量是用胶填充间隙还是桥接?用胶量有多大?E.固化速度粘接后多长时间可以使用?二.选择胶种(见乐泰粘接胶选择指南)三.粘接表面预处理A.表面必须净洁,无油,油脂或其他残余物B.粘接区无油漆以保证最大粘接强度C.难粘接材料选用适当表面处理剂聚氯乙烯用乐泰促进剂770聚四弗乙烯使用合适的蚀刻剂E. 用水基清洗剂清洗过的表面要用酒精擦四.应用技术A按胶粘剂包装盒上说明操作B.在一个被粘表面施尽量少的胶液.,如有必要在另一表面上施促进剂C.对准合拢,不要错移,并施一均匀的夹紧力D.尽量增加固化时间设计要点1. 受力状态:尽增大剪切力,减少剥离力和劈裂力,增大压缩力,减少拉伸力2. 增大接头宽度比增加搭接长度有利现场自制O型圈现场维修时,总会遇到O形密封圈破损,一时又找不到合用的,往往会因一只O 形圈延误工期,或外购或制模压制,既耽误时间,又浪费金钱.乐泰公司提供O形圈维修盒是一个O形圈仓库,可以利用其中的O形橡胶条,乐泰瞬干胶406和专用切割工具在现场一分钟之内制成合用的O形密封圈,既解决了燃眉之急,又减少O形密封圈的储存使用方法1. 切断所提供的切割用尺子上有与胶圈直径相符的孔洞,其旁边标有名义直径,尺子两侧有长度刻度,分为公制和英制两个系列,选好合用直径胶条并侧好所需长度将胶条插入相应孔中,用盒子中的锋利刀片切断,确保断面与轴线垂直,切口平整,紧接第二步,保证切口新鲜2. 施胶将乐泰瞬干胶滴到切开的一上断面.胶液尽量少,只要粘合后能覆盖住整个断面即可,不可接触皮肤,紧接作第三步,否则胶液会固化3. 粘合切割用尺子两端各有一V形槽,其作用是在粘合时保证轴重合,将胶条一端放在V形槽中贴平,另一端沿V形槽滑动使两端面紧紧贴合,压紧15秒钟清洗零件乐泰公司零件清洗专用清洗液的注册商标为Natural Bule.它是一种高效清洗剂,一般可采用下述方法来提高清洗效果A,高浓度,用高浓度Natural Bule.清洗零件上的油秭B,长时间.使被清洗零件较长时间接触Natural Bule.C,提高水温,用65—82度的水来稀释D,冲洗,刷洗零件使用方法1. 用水稀释N.B浓缩液至适当浓度2. 采用喷洒,浸泡或用抹布将清洗液施于零件表面3. 浸泡或刷洗4. 用水冲洗污垢等5. N.B不含任何有害物质,符合美国联邦和地方法规,如果其中混入有害污垢则对排放要慎重洁手液乐泰提供的高质量环保型洁手液的注册商标为FAST ORANGE能有效出污而不伤害皮肤,不用水洗就可轻而易举地除去油字,灰尘,油漆,油墨等,而且含有芦荟,羊毛脂,荷荷芭油等护肤素,可防止皮肤粗糙干裂包装规格及产品定货代号用途及品名包装规格定货代号螺纹锁固与密封低强度/触变性粘度222 50ML装瓶23878中强度/可拆卸242 50ML装瓶23398中强度/容油性好/可拆卸243 50ML装瓶23962渗透级290 50ML装瓶23406高强度262 50ML装瓶23400高强度271 50ML装瓶23402高强度耐高温272 50ML装瓶27240高强度277 50ML装瓶23404螺纹修理包 4.8MLKIT 28654抗咬合剂通用767 227G刷涂罐76732高温771 227 G刷涂罐77124螺栓/链条润滑767 340G喷射罐76759铜咬合剂C5-A 454 G刷涂罐51006高纯度N-5000 454G(1/B)刷涂罐51269管路螺纹密封液压气动系统545 50M管装23410冷冻剂密封554 250ML瓶装55441中强度即时密封565 50ML管56531耐高温/不锈钢及其他金属567 50瓶装22648液压气系统569 50瓶装25230通用型/粗牙螺纹577 50瓶装23411本体破裂,渗漏修补微孔焊缝渗补290 50瓶装23406平面密封----厌氧胶高温用510 50ML管装22649通用515 50ML管装22645铝表面50ML管装22646 冲压件平面密封----硅橡胶通用587 85G管装25641 RTV/脱醋酸固化596 85G管装59630内燃烧机598 85G管装25751汽车用5699 85G管装18718 聚氨脂密封剂39916 290G(10.2Z)筒39916 键,轴及座孔装配容油性603 50ML瓶装18949 低粘度609 50ML瓶装23412 压力配合件修复660 50ML瓶装22647 高强度680 50ML瓶装23416 耐高温620 50ML瓶装25124 高强度/快速固化648 50ML瓶装23414 粘接表面不敏感型瞬干胶401 20GM瓶装25633 表面不敏感型瞬干胶406 20GM瓶装25634 表面不敏感型瞬干胶454 3GM瓶装45404 塑料粘接型瞬干胶495 20GM瓶装25639 金属粘接型瞬干胶496 20GM瓶装25640 低气味/低白化型瞬干胶460 20GM瓶装46017 增强型瞬干胶480 20GM瓶装21800 耐热型瞬干胶4210 20GM瓶装19758 通用型结构胶319 20GM瓶装25742快速固化结构胶326 20GM瓶装25744 单组份结构胶330 组合式33066 瞬干胶促进剂770 1.75FLOZ瓶装18396 除锈除锈处理剂754 3.78L(1GAL) 75448 O型圈维修盒O形圈维修盒1套15578 表面处理结构胶专用活化剂7387 1.75FLOZ瓶18861 瞬干剂专用促进剂7452 1.75FLOZ瓶(刷涂) 18490 厌氧胶用底剂7649 4.5FLOZ瓶装21348 特殊维修产品表面清洗755 340G罐23880 垫片清除剂790 510喷罐79040 不易燃带电清洗剂425(150Z)喷射罐24379 强力松动剂454G(160Z)喷射罐51221 橘味洗手液213G(7.50Z) 25108。
乐泰胶的选型及使用解读乐泰胶是一种广泛应用于工业领域的高性能胶黏剂。
它具有良好的黏附力、抗剪切性和抗老化性能,能够在不同材料之间建立稳固的连接。
乐泰胶的选型和使用是确保胶接效果和工艺效率的重要因素。
以下是乐泰胶的选型及使用解读。
选型:1.应用需求:首先需要明确胶黏剂所需具备的性能和功能,比如黏接的材料种类、所需的黏接强度、工作环境的温度和湿度等。
根据应用需求,选择具备相应性能的乐泰胶。
2.材料相容性:确保乐泰胶与要黏接的材料相容性良好,能够提供稳定的胶接效果。
对于特殊材料,如聚乙烯、聚丙烯、PTFE等,需要选择适用于这些材料的特殊乐泰胶。
3.粘接面处理:对于一些特殊材料,如低能表面材料(如PE、PP 等),需要进行表面处理以提高粘接效果。
应选择适用于不同表面处理方式的乐泰胶。
4.工艺要求:根据工艺要求选择适合的乐泰胶,如固化时间、施加压力等。
如果需要快速固化的胶黏剂,可以选择快干型乐泰胶。
使用解读:1.表面准备:粘接材料的表面应保持干净、干燥和无油污,以确保乐泰胶的黏接效果。
使用溶剂或清洁剂可以去除表面的杂质,并使用砂纸或研磨机等工具打磨表面,增加胶黏剂与基材的接触面积。
2.胶黏剂施加:将乐泰胶均匀涂在被黏接的表面上,可使用刷子、滚筒或喷枪等工具进行施涂。
注意胶黏剂的涂布量,过量涂布可能导致胶黏剂固化不彻底,影响胶接效果,过少涂布可能导致胶接强度不足。
3.胶接压合:将被涂有乐泰胶的材料与另一件材料压合在一起,并施加适当的压力,以确保胶黏剂充分贴合,并提供足够的黏接强度。
压合时间和压力应根据乐泰胶的工艺参数进行调整。
4.固化时间:根据乐泰胶的固化时间,将黏接的材料放置在适当的环境中,使胶黏剂充分固化。
固化时间可能根据胶黏剂的种类和环境温度、湿度等因素而有所不同,需根据具体情况进行确定。
5.质量检查:黏接完成后,应进行质量检查,确认胶接效果是否满足要求。
可以使用拉伸试验、剪切试验等方法对胶接件进行力学性能测试,评估胶接性能。
乐泰胶使用指南范文乐泰胶是一种多功能胶粘剂,适用于各种材料的粘接。
在这篇文章中,我将为您提供乐泰胶的使用指南,帮助您正确地使用它。
1.准备工作在使用乐泰胶之前,您需要做一些准备工作。
首先,确保要粘接的表面是干燥、清洁和无油污的。
如果有必要,可以使用洁净剂或酒精清洁表面。
然后,您需要准备好所需的工具和材料,包括乐泰胶、胶刮、刷子或棉签等。
2.开始粘接将乐泰胶挤出到需要粘接的表面上。
如果表面较大,可以使用胶刮均匀涂抹。
如果需要粘接的部位较小或需要精确涂抹,可以使用刷子或棉签。
3.等待时间乐泰胶需要一定的时间来干燥和固定。
根据不同的材料和环境条件,等待时间可能会有所不同。
一般情况下,等待时间在5-15分钟左右。
请参考乐泰胶的说明书或包装上的指导。
4.压紧在乐泰胶开始干燥之前,将要粘接的材料加以压紧。
这可以确保乐泰胶充分接触并获得最佳粘接效果。
可以使用夹子、胶带或重物来提供压力。
5.干燥和固定在等待时间结束后,乐泰胶应该已经干燥和固定。
这时可以轻轻用手触摸粘接处,如果感觉干燥而坚固,说明固化已经完成。
然而,实际的干燥时间可能会更长,通常需要24小时或更长时间。
6.修整和清洁如果在粘接过程中有任何冗余的乐泰胶,可以在它开始干燥之前进行修整。
使用剪刀或刮刀小心刮除多余的胶水。
如果胶水已经干燥,可以使用刮刀小心刮除,并使用洁净剂或酒精清洁表面。
7.其他注意事项-乐泰胶只适用于一些特定的材料,如木材、金属、瓷器、塑料等。
在使用前,请确保所使用的材料是乐泰胶所能粘接的。
如对于低表面能材料,如聚乙烯和聚丙烯等,建议使用专用胶水。
-乐泰胶只能在室温下使用,并且应避免直接阳光照射。
-在使用乐泰胶时,请保持通风良好的环境,并避免吸入胶水的气味。
-避免将乐泰胶接触到眼睛或口腔。
如果不慎接触,请立即用清水冲洗,并寻求医生的帮助。
这就是乐泰胶的使用指南。
通过正确地使用乐泰胶,您可以实现各种材料的粘接,从而完成各种工程和DIY项目。
乐泰胶使用指南乐泰胶使用指南1.简介乐泰胶是一种多功能胶水,广泛应用于日常生活和工业领域。
本文档将为您提供乐泰胶的使用指南,包括使用方法、注意事项和常见问题解答。
2.使用方法2.1 准备工作在使用乐泰胶之前,请确保以下准备工作已完成:- 清洁:将需要粘合的表面清洁干净,去除污垢和油脂等物质。
- 干燥:确保表面完全干燥,以获得最佳的粘合效果。
- 整理材料:准备好需要粘合的材料,并确保它们放置在易于操作的位置。
2.2 应用乐泰胶以下是使用乐泰胶的步骤:1.打开乐泰胶的盖子。
2.将胶水适量挤压到需要粘合的表面上。
3.使用乐泰胶的刷子或其他适当的工具将胶水均匀地涂在整个粘合区域上。
4.将需要粘合的材料贴合在一起,并用适当的压力保持一段时间,以确保胶水充分粘合。
2.3 使用注意事项使用乐泰胶时,请注意以下事项:- 避免直接接触皮肤和眼睛,如不慎接触,请立即用清水冲洗。
- 使用乐泰胶时,请保持通风良好的环境,避免吸入胶水挥发物。
- 使用乐泰胶时,请避免火源附近,以防止发生火灾。
3.常见问题解答3.1 乐泰胶可以粘合哪些材料?乐泰胶适用于各种材料,例如塑料、木材、金属、玻璃等。
3.2 乐泰胶需要多长时间才能完全干燥?乐泰胶的干燥时间取决于温度和湿度等环境因素。
通常情况下,它需要大约24小时才能完全干燥。
3.3 乐泰胶可以在水中使用吗?乐泰胶不适用于水中使用。
它是一种水溶性胶水,在水中容易溶解。
4.附件本文档附带以下附件,以供参考和进一步了解:- 乐泰胶产品说明书- 乐泰胶安全数据表5.法律名词及注释- 乐泰胶:商标注册,指乐泰公司生产的胶水产品。
- 粘合:将两个或多个材料通过胶水粘接在一起的过程。
特灵空调系统(江苏)有限公司方针 文件号 12P5006-CTV 核心 修订号 A操作文件 工作 日 期 2005-11-4编制: 王凤超审核: 批准:乐泰(Loctite )使用范围、使用方法以及规则1.0 目的本操作文件叙述了乐泰的特性以及使用范围、使用方法、使用规则等以及使用技巧等。
2.0 范围本操作文件适用于特灵空调系统(江苏)有限公司主机产品以及其他所有使用乐泰的地方。
本文件只是通用的规定,如果与工位的OMS 等工艺文件中规定有不同,按OMS 等文件的规定。
3.0 乐泰的种类以及其特性和使用范围3.1 液体螺纹锁固剂3.1.1 乐泰242 螺纹锁固剂 中强度通用型,触变性粘度。
用于M6-M20螺纹的锁固与密封。
是一种可用普通工具拆卸的螺纹锁固剂,具有一定的润滑性以达到精确的夹持负荷。
适用温度:-54℃ – 149℃ ,固化速度:10分钟-24小时。
3.1.2 乐泰243 螺纹锁固剂 耐机油/中强度快速固化,可用于惰性表面,油溶性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc 螺栓拆装后重装时锁固。
特灵空调系统(江苏)有限公司方针文件号12P05006-CTV核心修订号 A操作文件工作日期2005-11-4 可以用于M20以下螺纹的锁固与密封。
适用温度:-54℃– 149℃,固化速度:10分钟-24小时。
3.1.3 乐泰271 螺纹锁固剂高强度中低粘度;用于M36以下螺纹的永久锁固与密封。
适用温度:-54℃–149℃,固化速度:10分钟-24小时。
3.1.4 乐泰277 螺纹锁固剂高强度高粘度。
耐化学性优良。
用于M36以下螺纹的永久性锁固与密封。
可防止螺纹生锈及腐蚀,用加热及工具拆开。
3.1.5 乐泰290 螺纹锁固剂渗透级中强度,低粘度,快速固化。
用于已装配好的M2-M12螺纹的锁固与密封。
也可用于密封焊缝,铸件砂眼等(¢0.10mm以下)微孔。
防止螺纹生锈及腐蚀,拆开时需局部加热及工具。
乐泰胶325厌氧型结构胶粘剂/LOCTITE 325产品规格:50ml产品简介:乐泰胶325 是一种单组分,厌氧型结构胶粘剂,具有优异的耐温性能。
本产品在的两个紧贴的部件之间,利用活化剂707 的帮助可以固化。
典型用途:本产品主要用于将刚性金属零件粘接到处于热循环情况下的金属或陶瓷材料表面,如电动机部件。
耐化学/溶剂性能:在特定条件下老化,在22 °C 下测试溶剂温度初始强度保有率%720hr汽油87 °C 80机油87 °C 30汽车传动液87 °C 30磷酸酯87 °C 35水/乙二醇(50%/50%) 150 °C 20100%的相对湿度50 °C 35注意事项:乐泰胶325不宜在纯氧与或富氧环境中使用,不能用于氯气或其它强氧化性物质的密封材料使用。
有关本产品的安全注意事项,请查阅乐泰的材料安全数据资料(MSDS)。
在粘接之前要使用水性清洗液清洗被粘接表面时,重要的是检查清洗液和胶粘剂的相容性。
在某些情况下,这些水性清洗液会影响胶液的固化和性能。
本产品通常不适宜用在塑料件上(尤其是可能造成应力开裂的热塑性塑料)。
建议用户在使用前确认好本产品同这类被粘接材料的相容性。
使用指南:要获得最佳性能,表面需清洁,无油脂。
为了确保快速可靠的固化,在被粘接材料的一个表面上必须涂上活化剂N,而在另一个表面上涂上胶粘剂.建议胶层间隙为0.1mm。
在胶层间隙过大(最大可为0.5mm),或者要求较快的固化速度,则应当在两个表面上均使用活化剂.部件应当在15 分钟内组合。
多余的胶粘剂可用有机溶剂擦去。
粘接部件应当夹紧直到胶粘剂固化。
粘接件应当达到全强度后,方可承受服役载荷。
由于胶层间隙和被粘材料的不同(因此该胶粘剂典型的完全固化时间处于24-72 小时之间)。
贮存条件:除另有说明外,乐泰胶325的理想贮存条件是放在8-21°C(46-70°F)温度范围内的阴凉干燥处,于原包装内存放。
Loctite 乐泰胶使用方法Loctite 乐泰胶乐泰工业胶黏剂螺纹锁固乐泰螺纹锁固剂是螺纹锁固及密封的一次革命,从精巧的电子零件到重型的结构设备,乐泰液态螺纹锁固胶和乐泰厌氧密封胶的用途十分广泛。
乐泰预涂螺纹锁固剂是一种触摸干燥的胶膜,由紧固件生产厂涂到螺纹紧固件上。
特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。
Loctite 220 螺纹锁固剂中强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
符合军标Mil-S-46163A。
Loctite 221 螺纹锁固剂低强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
Loctite 222 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 225 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为 1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 241 螺纹锁固剂中强度特别适合于应用程序不太活跃基体如不锈钢,镀面,其中手工工具拆卸,需要进行维修。
符合军标 Mil-S-46163A。
Loctite 242 螺纹锁固剂中强度通用型,触变性粘度。
用于M6-M20 螺纹的锁固于密封。
是一种可用普通工具拆卸的螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷Loctite 243 螺纹锁固剂耐机油/中强度快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重新时锁固。
“Do It Right” User’s GuideThe “WHEN, WHERE & HOW” to UseLoctite® Maintenance Products12The primary function of this User’s Guide is to help you, the maintenance professional, with the proper selection and use of Loctite® products. Awide variety of preventative maintenance, as well as repair techniques, are explained in step-by-step detail. Consider this a supplemental service manual for every piece of equipment in your plant. Our goal is to make it easier for you to use our products to your benefit for faster repair times, reduced downtime, and extended equipment life. Additional information on these products, as well as others, is available by contacting your local Henkel adhesives and sealants representative at the telephone number listed on the back cover of this guide.INTRODUCTION Introduction to Anaerobic Adhesives and Sealants 4Why Use a Primer? 4 THREADLOCKING Through Holes (Bolts and Nuts) 5Blind Holes (Cap Screws, etc.) 5Blind Holes (Studs, etc.) 6Adjustment Screws 6Pre-assembled Fasteners 7Threadlocker Quick Selector 7 THREAD SEALING Standard Fittings – Pipes, Hydraulic, or Air 9Pipe Unions 9Compression Fittings 10Flared/Swaged Fittings 10Hose Ends – Air & Hydraulic 11Thread Sealant Quick Selector 11 TABLE OF CONTENTS PageSILICONESSTRENGTHEN KEYED Standard Duty 19 ASSEMBLIES Heavy Duty 20Repairing Badly Wallowed Keyway 21 SHAFT MOUNTED Repairing Badly Worn Shaft 22 ASSEMBLIES Slip Fit – Light/Heavy Duty 23Press Fit 24Shrink Fit 25 HOUSED COMPONENTS Slip Fit 26Repairing Badly Worn Housing 27Component Centering 28Sealing/Retaining – Metallic Seal 29Retaining Compound Quick Selector 30 DISASSEMBLY Threadlocking, Thread Sealing & Retaining 31 BONDING Introduction to Bonding Adhesives 32Bonding Assembly 32Surface Preparation 33Adhesive Quick Selector 33O-Ring Making 34Bonding Metal Label 34 RUSTPROOFING Optimum Use 35 CLEANING General Purpose Parts Cleaning, Hand Cleaning 36-37 FLUID COMPATABILITY 38-39 CHARTORDERING Product Listing/Order info. 40-42 TROUBLESHOOTING433Each one of these functions is based upon control of five major variables: strength,viscosity, adhesion, flexibility, and temperature resistance. These five parameters giveanaerobics users considerable latitude in adjusting properties for optimum performance in specific application areas.Another variable that should be considered is the substrate in which the adhesive willbe applied. For certain substrates or other special requirements, the use of a primeris recommended.WHY USE A PRIMER?1. Primers activate inactive surfaces.2. Primers speed cure times for faster return to service.3. Primers speed curing through larger gaps and deep threads.4. Primers substantially speed cure times on cold parts.5. Primers act as cleaning agents.Active surfaces (primer optional): brass, copper, bronze, iron, soft steel, nickel.Inactive surfaces (primer required): aluminum, stainless steel, magnesium, zinc, black oxide, cadmium, titanium, others.41. Clean all threads (bolt and hole) with Loctite® ODC-Free Cleaner & Degreaser.2. I f necessary, spray all threads with Loctite®7649 Primer or Loctite®7471 Primer.Allow to dry.3. S quirt several drops of Loctite®263 Best Ever Threadlocker down the sides of the8WHEN TO USE PRIMERSPrimers are used when the surfaces to be threadlocked and sealed are not active enough to cause curing to take place or when the cure is required to be accelerated. The table below shows common materials and when to use primer.Select the correct primer from the above.CHARCTERISTICS/ADVANTAGES OF ANAEROBIC THREADLOCKERS• Flat washer can still be used with threadlockers.• Threadlockers lubricate threads for proper assembly torque tension ratio.• Threadlockers work on all size and types of fasteners (SAE or Metric).• Threadlocker strength is selectable (High, Medium, Low) depending on requirements.• Threadlockers improve breakaway and prevailing torque.• Threadlockers lock and seal, preventing corrosion and leakage.• High strength threadlockers can be disassembled with heat (250°C for 5 minutes).IMPORTANT NOTE: Do not use anaerobic threadlockers on most thermoplastics (ABS, PVC, etc). Softening and/or stress cracking may occur. Anaerobic threadlockers can be used with 7649 Primer on Nylon and thermoset plastics. All anaerobic threadlockers have high chemical resistance.1. D isassemble and, if necessary, spray all components with Loctite ®7649 Primer or Loctite ® 7471 Primer. Allow 30 seconds to dry.2. Apply a thin coating of Loctite ® 567 PST ® Thread Sealant to union face.3. Apply a band of Loctite ® 567PST ® Thread Sealant to male threads.PIPE UNIONS7471 Primer onto threaded parts (male and female). Allow 30 seconds to dry. Note: Primer is not required for brass parts.2. A pply a band of Loctite ® PST ® Thread Sealant to male threads starting one to two threads from end of pipe.3. Assemble parts snugly. Do not overtighten.4. If initial pressure exceeds 1000 psi*, wait 30 minutes before pressurizing. N ote: • F or general purpose thread sealing, use Loctite ®565 PST ® Thread Sealant or Loctite ® QuickStix 561 PST ® Pipe Sealant.• F or fine filtration systems requiring zero contamination, use Loctite ® 569 orLoctite ® 542 Thread Sealant for hydraulic/pneumatic fittings.• F or easier disassembly or large diameter fittings, use Loctite ® 567 ThreadSealant.• I f sealing chemicals or strong acids/bases, refer to Fluid Compatibility Chart. • I f sealing potable water systems, use Loctite ® 577 Pipe Sealant orLoctite ® 55 Pipe Sealing Cord.• Do not use on oxygen or strong oxidizers (chlorine). • For PVC or ABS pipe, use Loctite ® 5331 No More Leaks.*Depending on conditionsPST ® Band PST ® Band PST ® Band1. Slide fitting nut and ferrule back approximately 20mm from end of tubing.2. I f necessary, spray the entire assembly with Loctite®7649 Primer.Allow 30 seconds to dry.Note:Primer is not required for brass parts.3. A pply a thin coating of Loctite®567 PST® Thread Sealant to tubing whereferrule will be located.4. S lide ferrule forward over Loctite®567 PST® Thread Sealant coated tubing, then apply1. D isassemble and, if necessary, apply to all components Loctite®7649 Primer orLoctite®7471 Primer. Allow 30 seconds to dry.2. Apply a thin coating of Loctite®567 PST® Thread Sealant to fitting face.3. Apply a band of Loctite®567 PST® Thread Sealant to male threads.4. Assemble parts snugly.10LOCTITE® BRAND THREAD SEALANT qUICK SELECTOR FLUID COMPATIBILITYAll Metal Fittings577 High PressurePipe Sealant (HighStrength)7649500 psi10,000 psi(24hrs)n/a-55°C to150°CAll Metal Fittings5770 High TempSteam and Gas(High Strength)7649500 psi10,000 psi(24hrs)235 psi-55°C to280°C1. Refer to Fluid Compatibility Chart.2. Contact your local Industrial Distributor.3. C all Henkel Technical Information. See back cover for the Henkel Technical Informationnumber in your area.2. Insert barbed hose stem into hose I.D. with slight twisting motion.3. Install appropriate hose clamp.4. A pply a coating of Loctite®569 PST® Thread Sealant to male hose stem threads uponinstallation or adding accessory device. Tighten snugly.N ote:Loctite®569 PST® Thread Sealant may attack synthetic rubber tubing.WHEN TO USE PRIMERSPrimers are used when the surfaces to be threadlocked and sealed are not active enough to cause curing to take place or when the cure is required to be accelerated. The table below shows common materials and when to use primer.Select the correct primer from the table.CHARACTERISTICS/ADVANTAGES OF ANAEROBIC THREAD SEALING• Anaerobic thread sealants flow into and completely fill all voids, eliminating leak paths.• Anaerobic thread sealants seal and threadlock simultaneously.• Thread sealants work on all size and types of fittings (see quick selector).• Thread sealant strength is selectable (Medium or Low) depending on requirements.• Thread sealants can be disassembled with normal tools.• Loctite®55 is a non curing impregnated nylon cord.IMPORTANT NOTE: D o not use anaerobic sealants on plastic pipe or plastic fittings.For plastic fittings use Loctite®55.1. I MPORTANT! TAKE PROPER SAFETY PRECAUTIONS WHEN WORKING WITH FLAMMABLELIQUID TANKS. AVOID USE WITH COMPRESSIBLE GASSES.2. Clean the repair area with Loctite® ODC-Free Cleaner & Degreaser.3. Roughen a 25mm - 50mm radius around hole with emery cloth. Clean again.4. Prepare a metal disc patch slightly larger than hole.5. Mix Loctite®3805 Steel & Aluminium Epoxy Filler (A and B) as per directions.6 Apply a thin layer of Loctite®3805 to roughened area.7. Immediately position disc patch over hole.8. Apply a cover layer of Loctite®3805 over disc patch and Epoxy layer 1.9. Allow to cure before service use:a. Liquid storage — 1 hour.b. Low pressure (under 1000kPa) — 1 hour.c. High Pressure — Not Recommended over 1000kPa.10. Paint as required.SEALING CRACKS1. Drill termination holes to prevent further cracking.2. Follow directions above. Modify as needed.SEALING PINHOLES1. Follow directions above. No disc patch needed.1. I MPORTANT! TAKE PROPER SAFETY PRECAUTIONS IF WORKING WITH FLAMMABLELIQUID TANKS. AVOID USE WITH COMPRESSIBLE GASSES.2. Wire brush to remove paint, rust, etc. from repair area.3. Clean repair area with Loctite® ODC-Free Cleaner & Degreaser.4. Apply localized heat to bring repair area to approximately 120°C.5. Allow repair area to cool to approximately 85°C.6. Brush or spray sealant on repair area.Note:• Steel – Use Loctite®290 Threadlocker at 85°C.• A luminum/Stainless Steel – Use Loctite®290 Threadlocker at 50°C. Note:• Not recommended for “blowholes.”• Maximum porosity sealed – 0.1mm.7. A llow to cure for 30 minutes (High Pressure, above 150 psi — 1 hour).8. C lean with Loctite® ODC-Free Cleaner & Degreaser to remove excess sealant.Do not grind.9. Paint as required.Note:Casting repair uses same procedure.SEALING NEW WELDS — PREVENTATIVE MAINTENANCE1. Remove all slag and scale while hot.2. Apply sealant when weld is 85°C and falling.3. Follow information above.1. R emove old gasketing material and other heavy contaminants with Loctite® Chisel®Gasket Remover. Use mechanical removal technique if required.Note:Avoid grinding.2. Clean both flanges with Loctite® ODC-Free Cleaner & Degreaser.3. S pray Loctite®7649 Primer or Loctite®7471 Primer on only one surface. Allow 1-2minutes to dry.4. A pply a continuous bead of Loctite® Gasket Eliminator® Flange Sealant to the othersurface.Note:Circle all bolt holes with sealant, if appropriate.5. Mate Parts. Assemble and tighten as required.Note:I mmediate assembly not required; however, avoid delaysover 45 minutes.6. Allow to cure:a. No pressure – immediate serviceb. Low pressure (up to 500 psi) – 30 to 45 minutesc. High pressure (500 to 2500 psi) – 4 hoursd. Extreme high pressure (2500 to 5000 psi) – 24 hoursLOCTITE® BRAND GASKETING qUICK SELECTORUse Product Gap Fill Temp. RangeGeneral 518 Gasket Eliminator®0.5mm -55°C to 150°C General 515 Gasket Eliminator®0.5mm -55°C to 150°C High Temperature 510 Gasket Eliminator®0.25mm -55°C to 200°C1. R emove old gasketing material and other heavy contaminants with Loctite® Chisel®Gasket Remover. Use mechanical removal technique if required.Note:Avoid grinding.2. Clean both flanges with Loctite® ODC-Free Cleaner & Degreaser.3. S pray Loctite®7649 Primer on both flange faces and both sides of the precut gasket.Allow 30 seconds to dry.4. S mear Loctite® Gasket Eliminator® Flange Sealant to both sides of precut gasket withWHEN TO USE PRIMERSPrimers are used when the surfaces to be sealed are not active enough to cause curing to take place or when the cure is required to be accelerated. The table below shows common materials and when to use primer. Select the correct primer from the table.CHARCTERISTICS/ADVANTAGES OF GASKETING• Form-in-place gasketing resists compression set.• Form-in-place gasketing fills all voids eliminating gaps.• Form-in-place gasketing provides a universal fit and is always in stock.• Form-in-place gasketing provides on-site applications and saves you time.• Form-in-place gasketing is easy to clean up.IMPORTANT NOTE: Do not use anaerobic flange sealants on most thermoplastics (ABS, PVC, etc). Softening and/or stress cracking may occur. Anaerobic flange sealants can be used with 7649 Primer on Nylon and thermoset plastics.LOCTITE ® MAXX SERIES SILICONES QUICK SELECTOR1. R emove old gasketing material and other heavy contaminants with Loctite ® Chisel ®Paint Stripper.2. Clean both flanges with Loctite ® ODC-Free Cleaner & Degreaser.3. A pply a continuous bead of Loctite ® Instant Gasket or Loctite ® Maxx ® highperformance silicones to sealing surface. Circle all bolt holes. Note: • Use proper bead diameter to seal flange width and depth. • Minimize excessive material “squeeze in.”4. Assemble within 10 minutes by pressing together. Tighten as required.5. Clean up any excess or squeeze out.6. C ure times will vary with temperature, humidity, and gap. Typical full cure time is24 hours.1 Continuous service. Intermittent temperature higher than established range.2 Seals instantly at zero gap.1. Clean all parts with Loctite® ODC-Free Cleaner & Degreaser.2. I f necessary, apply onto all parts (I.D. and O.D.) Loctite®7649 Primer or Loctite®7471Primer.3. A pply Loctite®660 Quick Metal® Retaining Compound or Loctite®641 Bearing Mountcoating into keyway and on key.4. A pply dab(s) of Loctite®® Retaining Compound or Loctite®641Bearing Mount onto shaft opposite keyway or evenly spaced around shaft.Assemble parts. Wipe off excess.ASSEMBLY1. Clean all parts with Loctite® ODC-Free Cleaner & Degreaser.2. A pply a coating of Loctite®609 or Loctite®680 Retaining Compound coating aroundshaft, into keyway, and on key.3. Assemble parts. Wipe off excess.231. S ame as above, except use Loctite ® 620 Retaining Compound with Loctite ® 7471Primer.ASSEMBLY1. Clean the shaft O.D. and component I.D.2. C ool the shaft to cause contraction, or heat the component tocause expansion.3. A pply a brush film of Loctite®641 Retaining Compound to theshaft or lower temperature part.4. Install component and allow temperatures to equilibriate.5. Wipe off excess.N ote:L octite®641 Retaining Compound will add lubricity for easier assembly while sealing and protecting the bond area from environmental exposure and fillinggaps for a more complete contact area.2526ASSEMBLY1. Roughen housing I.D. with emery cloth or abrasive media.EXCESSIVE / EVEN WEAR1. Position the component in bore.2. Select three equilateral mounting points.3. Determine the radial gap at those points.4. Select appropriate shim stock.609 Bead1. C lean the housing I.D. and seal O.D. with Loctite® ODC-Free Cleaner & Degreaser.2. Spray both the housing and seal with Loctite®7649 Primer.3. A pply a bead of Loctite®609Retaining Compound to the leading edge of metallicseal O.D.Note:V irtually any Loctite® retaining product will work here. Medium strengthliquid is recommended due to normal gap and strength requirement.4. Install as usual.5. Wipe off excess.6. Allow to cure for 30 minutes.Note:•L octite®609 Retaining Compound is normally used with worn sealhousings to prevent leakage or slippage.•I t is not generally necessary to remove pre-applied sealant from seal O.D.29Shaft Mount – Shrink fitMedium Strength 641 Retaining Compound NONEShaft Mount – Slip FitSmall Gap (0.05mm radial max.) 609 Retaining Compound 7649Larger Gap (0.25mm radial max.) 660 Quick Metal® Retaining Compound 7471Maximum Strength (0.25mm radial max.) 680 Retaining Compound 7471M aximum Temperature (204°C) 620 Retaining Compound 7649/7471(0.2mm radial max.)Medium Strength 641 Retaining Compound 7649Housing Mount – Press FitMaximum Strength 609 Retaining Compound NONEMedium Strength 641 Retaining Compound 7649Low Strength 243 Best Ever Threadlocker NONEHousing Mount – Slip FitMaximum Strength 680 Retaining Compound NONEHigh Strength 660 Quick Metal® Retaining Compound NONEControlled Strength 660 Quick Metal® Retaining Compound 7471Medium Strength 641 Retaining Compound 7649Low Strength 243 Best Ever (QuickStix 248)Threadlocker 7649/7471 Note: • S ofter metals (aluminum, bronze, etc.) provide lowershear strengths than ferrous components.• E xcessive gap reduces shear strengths.• I deal surface finish — 50 to 80 rms.Refer to Technical Data Sheets for more information.30Disassemble with hand tools.HIGH STRENGTH PRODUCTS• Apply localized heat (260°C or higher) to assembly for 5 minutes.32TYPES OF JOINTSOVERLAP WIDTHChemical MethodsCleaning process that uses solvents to dissolve contaminants.Chemical examples• Solvent Dip: Immersomg on solvent• Solvent Wipe: Rubbing with solvent-soaked wpe• Vapour Degreasing: Solvent in vapour form• U ltrasonic Cleaning: Solvent dip method with high frequency sound waves that vibratethe dirt awayLOCTITE® BRAND ADHESIVE QUICK SELECTOR331. C ut the starting end of the cord stock with a clean razor blade. Ensure the cut is cleanand square. Do not touch the clean cut end.2. M easure cord stock to appropriate length. For precise measurement, use Loctite® O-RingTool or the ruler provided in the Loctite® O-Ring Making Kit.3. C ut the measured end of the cord stock with a clean razor blade.Ensure the cut is clean and square to optimize bond area.4. A pply one drop of Loctite®406 Instant Adhesive and mate the two ends of thecord stock.1. C lean surface.2. S pray Loctite®7387 Depend® Activator onto main part. Let dryfor two minutes.3. A pply Loctite®330 Depend® Adhesive onto back of label.4. P ress label onto activated surface and hold for a few seconds.5. H andling strength reached in 5 minutes. Full cure in 24 hours.3435RUST CONVERSION TIME AND APPEARANCE:Two coats of Loctite ® 754 Extend ® Rust Treatment are recommended.The first coat should develop a purple-black color within seconds. The second coat should dry to a black color. The second coat should be applied within 15-30 minutes of the first coat.APPLICATION CONDITIONS:Loctite ® 754 Extend ® Rust Treatment may be applied when surface and air are between 10°C and 32°C. Reaction is slower at lower temperatures. If temperature is too hot, film may surface dry and bubble. High humidity is beneficial; it slows drying but assists rust conversion. Loctite ® 754 Extend ® Rust Treatment should not be applied in conditions of condensing humidity (e.g., fog, dew), on ice, in rain or in heavy sea (salt) spray atmospheres. Steel surface may be damp but not wet (i.e., continuous visible film of water). DO NOT APPLY LOCTITE ® 754 EXTEND ® RUST TREATMENT TO SURFACES IN DIRECT SUNLIGHT.APPLICATION EQUIPMENT METHODS:Loctite ® 754 Extend ® Rust Treatment may be applied by brush, roller, or spray. Brush or roller is suitable for small areas. Avoid sags and ridges and keep edges wet by coating about a square yard at a time. Roll away from previously coated area and then roll back. Do not pour unused material back into the original container. NEVER add solvents to Loctite ® 754 Extend ® Rust Treatment.Spray application is recommended for larger areas. Airless spray equipment is faster, and provides more effective conversion due to improved surface penetration. Conventional air-spray equipment may be used, but Loctite ® 754 Extend ® Rust Treatment may requirethinning up to 10% with water for proper spraying.36greases, oils, lubrication fluids, metal cuttings and fines, for all surfaces to be bonded with adhesives. It is designed to be used as a spray or in immersion cleaning processes, at room temperatureor heated.37Premoistened with a powerful cleaning formula, Loctite ® Industrial Hand Wipes are used for removing tar, grease, wax, ink, paint, lubricants and adhesives. While effective on tough grime the fresh citrus scented cleaning formula is enhanced with natural oils and emollients.The abrasive, yet non-scratching, fabric aids in cleaning and replaces the need for messy and ineffective rags and soap.Typical applications for this product include maintenace, industrial, plumbing, manufacturing, transportation, painting, marine, agriculture and recreation.LOCTITE ® INDUSTRIAL HAND WIPESAcetaldehyde l Acetate Solvents l Acetimide l Acetic Acid l Acetic Acid n Acetic Acid - glacial l Acetic Anhydride l Acetone l Acetyl Chloride l Acetylene (Liquid Phase) l Acid Clay l Acrylic Acid l Acrylonitrile l Activated Alumina l Activated Carbon l Activated Silica l Alcohol-Allyl l Alcohol-Amyl l Alcohol-Benzyl l Alcohol-Butyl l Alcohol-Ethyl l Alcohol-Furfuryl l Alcohol-Hexyl l Alcohol-lsopropyl l Alcohol-Methyl l Alcohol-Propyl l Alum-Ammonium l Alum-Chrome l Alum-Potassium l Alum-Sodium l Alumina l Aluminum Acetate l Aluminum Bicarbonate l Aluminum Bifluoride l Aluminum Chloride l Aluminum Sulfate l Ammonia Anhydrous n Ammonia Solutions n Ammonium Bisulfite l Ammonium Borate l Ammonium Bromide l Ammonium Carbonate l Ammonium Chloride l Ammonium Chromate l Ammonium Fluoride l Ammonium Fluorosilicate l Ammonium Formate l Ammonium Hydroxide n Ammonium Hyposulfite l Ammonium Iodide l Ammonium Molybdate l Ammonium Nitrate l Ammonium Oxalate l Ammonium Persulfate l Ammonium Phosphate l Ammonium Picrate l Ammonium Sulfate l Ammonium Sulfate Scrubber l Ammonium Sulfide l Ammonium Thiocyanate l Amyl Acetate l Amyl Amine l Amyl Chloride l Aniline l Aniline Dyes l Anodizing Bath l Antichlor Solution l Antimony Acid Salts l Antimony Oxide l Antioxidant Gasoline l Aqua Regia n Argon l Armeen § l Arochlor § l Aromatic Solvents lArsenic Acid lAsbestos Slurry lAsh Slurry lAsphalt Emulsions lAsphalt Molten lBagasse Fibers lBarium Acetate lBarium Carbonate lBarium Chloride lBarium Hydroxide nBarium Sulfate lBattery Acid nBattery Diffuser Juice lBauxite (See Alumina) lBentonite lBenzaldehyde lBenzene lBenzene Hexachloride lBenzene in Hydrochloric Acid lBenzoic Acid lBenzotriazole lBeryllium Sulfate lBicarbonate Liquor lBilge Lines lBleach Liquor lBleached Pulps lBorax § Liquors lBoric Acid lBrake Fluids lBrine Chlorinated lBrine Cold lBromine Solution †Butadiene lButyl Acetate lButyl Alcohol lButyl Amine lButyl Cellosolve § lButyl Chloride lButyl Ether - Dry lButyl Lactate lButyral Resin lButyraldehyde lButyric Acid nCadmium Chloride lCadmium Plating Bath lCadmium Sulfate lCalcium Acetate lCalcium Bisulfate lCalcium Carbonate lCalcium Chlorate lCalcium Chloride lCalcium Chloride Brine lCalcium Citrate lCalcium Ferrocyanide lCalcium Formate lCalcium Hydroxide lCalcium Lactate lCalcium Nitrate lCalcium Phosphate lCalcium Silicate lCalcium Sulfamate lCalcium Sulfate lCalcium Sulfite lCamphor lCarbitol lCarbolic Acid (phenol) nCarbon Bisulfide lCarbon Black lCarbon Tetrachloride lCarbonic Acid nCarbowax § lCeric Oxide lChalk lChemical Pulp lChestnut Tanning lChina Clay lChloral Alcoholate lChloramine lChlorinated Hydrocarbons lChlorinated Paperstock lChlorinated Solvents lChlorinated Sulphuric Acids nChlorinated Wax lChlorine Dioxide nChlorine Liquid nChlorine Dry nChloroacetic Acid nChlorobenzene Dry lChloroform Dry lChloroformate Methyl lChlorosulfonic Acid nChrome Acid Cleaning nChrome Liquor nChrome Plating Bath nChromic Acid 10% lChromic Acid 50% (cold) nChromic Acid 50% (hot) nChromium Acetate lChromium Chloride lChromium Sulfate lClassifier lClay lCoal Slurry lCoal Tar lCobalt Chloride lCopper Ammonium Formate lCopper Chloride lCopper Cyanide lCopper Liquor lCopper Naphthenate lCopper Plating, Acid Process lCopper Plating, Alk. Process lCopper Sulfate lCore Oil lCorundum lCreosote lCreosote-Cresylic Acid lCyanide Solution lCyanuric Chloride lCyclohexane lCylinder Oils lDe-Ionized Water lDe-Ionized Water LowConductivity lDetergents lDeveloper, photographic lDextrin lDiacetone Alcohol lDiammonium Phosphate lDiamylamine lDiatomaceaus Earth Slurry lDiazo Acetate lDibutyl Phthalate lDichlorophenol lDichloro Ethyl Ether lDicyandamide lDielectric Fluid lDiester Lubricants lDiethyl Ether Dry lDiethyl Sulfate lDiethylamine lDiethylene Glycol lDiglycolic Acid lDimethyl Formamide lEmulsified Oils lEnamel Frit Slip lEsters General lEthyl Acetate lEthyl Alcohol lEthyl Amine lEthyl Bromide lEthyl Cellosolve § lEthyl Cellosolve Slurry § lEthyl Formate lEthyl Silicate lEthylene Diamine lEthylene Dibromide lEthylene Dichloride lEthylene Glycol lEthylenediamine Tetramine lFatty Acids lFatty Acids Amine lFatty Alcohol lFerric-Floc lFerric Chloride lFerric Nitrate lFerric Sulfate lFerrocence-Oil Sol lFerrous Chloride lFerrous Oxalate lFerrous Sulfate10% lFerrous Sulfate (Sat) lFertilizer Sol lFlotation Concentrates lFluoride Salts lFluorine, Gaseous or Liquid lFluorolube lFluosilic Acid lFlux Soldering lFly Ash Dry lFoam Latex Mix lFoamite lFormaldehyde (cold) lFormaldehyde (hot) †Formic Acid (Dil cold) lFormic Acid (Dil hot) †Formic Acid (cold) lFormic Acid (hot) †Freon § †Fuel Oil lFuming Nitric Red nFuming Sulfuric nFuming Oleum nFurfural lGallic Acid *Gallium Sulfate lGasoline-Acid Wash lGasoline-Alk. Wash lGasoline Aviation lGasoline Copper Chloride lGasoline Ethyl lGasoline Motor lGasoline Sour lGasoline White lGluconic Acid lGlue-Animal Gelatin lGlue-Plywood lGlutamic Acid lGlycerine Lye-Brine nGlycerol lGlycine lGlycine Hydrochloride lGlycol Amine lGlycolic Acid lGlyoxal lGold Chloride lGypsum lHalane Sol lHalogen Tin Plating lHalowax § lHarvel-Trans 0il lHeptane lHexachlorobenzene lHexadiene lHexamethylene Tetramine lHexane lHydrazine lHydrazine Hydrate lHydrobromic Acid nHydrochloric Acid lHydrocyanic Acid nHydroflouric Acid nHydrogen Peroxide (dil) lHydrogen Peroxide (con) †Hydroponic Sol lHydroquinone lHydroxyacetic Acid lHypo lHypochlorous Acid lInk lInk in Solvent-Printing lIodine in Alcohol lIodine-Potassium Iodide lIodine Solutions lIon Exchange Service lIon Exclusion Glycol lIrish Moss Slurry lIron Ore Taconite lIron Oxide lIsobutyl Alcohol lIsobutyraldehyde lIsooctane lIsopropyl Alcohol lIsocyanate Resin lIsopropyl Acetate lIsopropyl Ether lItaconic Acid lJet Fuels lJeweler's Rouge lJig Table Slurry lKaolin-China Clay § lKelp Slurry lKerosene lKerosene Chlorinated lKetone lLacquer Thinner lLactic Acid lLapping Compound lLatex-Natural lLatex-Synthetic lLatex Synthetic Raw lLaundry Wash Water lLaundry Bleach lLaundry Blue lLaundry Soda lLead Arsenate lLead Oxide lLead Sulfate lLignin Extract lLime Slaked lLime Sulfur Mix lLiquid Ion Exchange lLithium Chloride lLOX (Liquid 02) nLudox lManganese Chloride lManganese Sulfate lMelamine Resin lMenthol lMercaptans lMercuric Chloride lMercuric Nitrate lMercury lMercury Dry lMethane lMethyl Alcohol lMethyl Acetate lMethyl Bromide lMethyl Carbitol lMethyl Cellosolve § lMethyl Chloride lMethyl Ethyl Ketone lMethyl Isobutyl Ketone lMethyl Lactate lMethyl Orange lMethylamine lMethylene Chloride lMineral Spirits lMixed Acid, Nitric/Sulfuric nMonochloracetic Acid lMorpholine lMud lNalco Sol. lNaphtha lNaphthalene lNaval Stores Solvent lNematocide lNeoprene Emulsion lNeoprene Latex lNickel Acetate lNickel Ammonium Sulfate lNickel Chloride lNickel Cyanide lNickel Fluoborate lNickel Ore Fines lNickel Plating Bright lNickel Sulfate lNicotinic Acid nNitrate Sol. lNitration Acid(s) nNitric Acid nNitric Acid10% nNitric Acid 20% †Nitric Acid Anhydrous nNitric Acid Fuming nNitro Aryl Sulfonic Acid lNitrobenezene-Dry lNitrocellulose lNitrofurane lNitroguanidine lNitroparaffins-Dry lNitrosyl Chloride lNorite Carbon lNuchar lOakite § Compound lOil, Creosote lOil, Emulsified lOil, Fuel lOil, Lubricating lOil, Soluble lOleic Acid, hot lOleic Acid, cold lOre Fines-Flotation lOre Pulp lOrganic Dyes lOxalic Acid cold lOzone, wet n38。
产品描述...乐泰胶水-产品介绍乐泰胶水200™直接还原铁锁定®高强度,preappliedthreadlocker乐泰胶水201™直接还原铁锁定®高强度,高温度,preappliedthreadlocker乐泰胶水2020™黄铜锁定®轻微至中等强度,preappliedthreadlocker设计为黄铜乐泰胶水202™直接还原铁锁定®中等强度,preappliedthreadlocker和密封剂乐泰胶水2033™threadlocker凝胶中等强度threadlocker凝胶,没有运行的公式乐泰胶水203™直接还原铁锁定®低强度,preappliedthreadlocker设计紧固件与磷酸盐和石油涂料乐泰胶水2045™直接还原铁锁定®高强度,高温度,preappliedthreadlocker设计的镀紧固件乐泰胶水204™直接还原铁锁定®高强度,preappliedthreadlocker紧固件设计与镀面乐泰胶水205™直接还原铁锁定®高强度,preappliedthreadlocker高润滑性乐泰胶水2060紫外线™直接还原铁锁定®中等至强度高,preappliedthreadlocker与自己的微型乐泰胶水220™threadlocker中等强度,芯吸级threadlocker小螺丝钉。
乐泰胶水222ms™threadlocker低强度threadlocker小螺丝与军事上的应用。
乐泰胶水222™threadlocker低强度threadlocker为小螺丝。
乐泰胶水232™保留复合介质强度保留复合重型干扰和高扭矩。
乐泰胶水242乐泰胶水threadlocker中等强度,一般用途threadlocker。
乐泰胶水2432™threadlo cker中等强度threadlocker为有效和无效的金属乐泰胶水243™threadlocker一般用途,中等强度,耐油threadlocker。
loctite330使用方法一、引言loctite330是一种常见的工业级胶水,广泛应用于机械制造、汽车修理、电子设备维护等领域。
它具有高强度、耐高温、抗震动、耐化学品等特点,适用于多种材料的粘接。
本文将详细介绍loctite330的使用方法,以帮助读者正确使用该产品。
二、准备工作在使用loctite330之前,需要做一些准备工作,以确保胶水的粘接效果。
1. 清洁表面:将待粘接的表面彻底清洁,去除油污、灰尘和其他杂质,可使用清洁剂或酒精擦拭。
2. 预处理表面:对于一些特殊材料,如聚乙烯、聚丙烯等,需要使用特殊的表面处理剂,提高胶水的附着力。
3. 储存条件:loctite330需要在干燥、避光、低温环境下储存,避免阳光直射和高温。
三、使用步骤1. 涂布胶水:将loctite330均匀涂布在待粘接的表面上,涂布厚度应适中,避免过多或过少。
2. 接合件对齐:将待粘接的两个接合件对齐,并迅速将它们紧密地压合在一起。
在压合之前,要确保胶水已经涂布在接触面上。
3. 固化时间:loctite330的固化时间取决于环境温度和材料类型,一般在15分钟至24小时之间。
在固化过程中,应避免震动和外力干扰。
4. 清理多余胶水:如果在粘接过程中产生多余的胶水,可以使用酒精或其他溶剂轻轻擦拭,但要避免对已粘接部分造成干扰。
四、注意事项在使用loctite330时,需要注意以下几点,以确保粘接效果和操作安全。
1. 使用时避免接触皮肤和眼睛,如不慎接触,应立即用清水冲洗并就医。
2. 在通风良好的环境下使用,避免吸入胶水挥发物。
3. 胶水开封后应尽快使用完毕,避免长时间暴露在空气中导致失效。
4. 避免将胶水涂布在不需要粘接的部位,以免造成不必要的困扰。
5. 使用时请按照产品说明书上的要求操作,遵循正确的使用方法。
六、总结通过本文的介绍,我们了解到loctite330的使用方法和注意事项。
正确使用loctite330可以实现高强度、耐温、抗震动的粘接效果,提高工作效率和产品质量。
Loctite 乐泰胶使用方法Loctite 乐泰胶乐泰工业胶黏剂螺纹锁固乐泰螺纹锁固剂是螺纹锁固及密封的一次革命,从精巧的电子零件到重型的结构设备,乐泰液态螺纹锁固胶和乐泰厌氧密封胶的用途十分广泛。
乐泰预涂螺纹锁固剂是一种触摸干燥的胶膜,由紧固件生产厂涂到螺纹紧固件上。
特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。
Loctite 220 螺纹锁固剂中强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
符合军标Mil-S-46163A。
Loctite 221 螺纹锁固剂低强度,触变性粘度适合于防止震动而引起的松动和泄漏。
特别适合于应用于固定螺丝,小直径或长度紧固件,拆装方便,需要在不破坏螺丝。
Loctite 222 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 225 螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为 1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
Loctite 241 螺纹锁固剂中强度特别适合于应用程序不太活跃基体如不锈钢,镀面,其中手工工具拆卸,需要进行维修。
符合军标 Mil-S-46163A。
Loctite 242 螺纹锁固剂中强度通用型,触变性粘度。
用于M6-M20 螺纹的锁固于密封。
是一种可用普通工具拆卸的螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷Loctite 243 螺纹锁固剂耐机油/中强度快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质污染的工作表面上使用。
用于乐泰预涂剂Dri-Loc螺栓拆装后重新时锁固。
可以用于M20 以下螺纹的锁固与密封。
Loctite 2432 螺纹锁固剂中强度/核能级该产品具有低卤素和硫含量,是专为敏感的金属使用,如钛,专门适用于核能产业。
乐泰2432 的触变性使液体滴在基板上不会迁移。
Loctite 2440螺纹锁固剂中强度/快速固化快固化,从而减少或消除了对活化剂的需要。
特别适合应用于泵或电机安装螺栓,发动机摇杆或设备外壳螺丝,其中拆装手工工具,需要进行维修。
Loctite 246 螺纹锁固剂中强度通用型,触变性粘度。
用于M6-M20 螺纹的锁固于密封。
适用于重负荷场合的螺纹锁固,例如螺栓用于传输,建筑设备或铁路等会在耐重冲击,振动和应力水平需要随着对高极限温度。
Loctite 262 螺纹锁固剂中高强度适用于大多数金属表面。
触变性粘度,耐化学性好。
用于M20 以下螺纹的锁固与密封。
是一种永久锁固的螺纹锁固剂,在极端的化学/环境条件下有优良的防锈及耐腐蚀性能。
Loctite 263 螺纹锁固剂高强度具耐高温性和耐油性,用于活性金属及惰性基材,粘度: 400/600cP,固化时间: 初固-5 分钟全固- 24 小时。
Loctite 266 高强度螺纹剂高强度高强度,表面不敏感,高温螺纹锁固剂Loctite 248中强度螺纹锁固胶棒蓝色中强度螺纹锁固,可避免由于震动、冲击和热膨胀引起的松动。
比常规机械紧固件更可靠、更经济。
密封和保护螺纹的同时预防锈蚀。
手动工具即可拆卸。
Loctite 268 高强度螺纹锁固胶棒红色高强度螺纹锁固,可避免由于震动、冲击和热胀引起的松动。
比常规机械紧固件更可靠、更经济。
密封和保护螺纹的同时预防锈蚀。
局部加热和使用手动工具即可拆卸。
Loctite 270 螺纹锁固剂高强度适用于大多数金属表面。
触变性粘度,耐化学性是一种永久锁固的螺纹锁固剂,在极端的化学 / 环境条件下有优良的防锈及耐腐蚀性能。
Loctite 271 螺纹锁固剂高温/高强度耐高温达 230?。
可用于汽缸头双头螺纹锁固。
对大多数表面提供快速固化包括未作表面特别处理的紧固件。
建议用于 1.5quot(36mm)以下直径的螺栓。
拆开时需加热及工具。
Loctite 272 螺纹锁固剂高温,高强度耐高温达 230?C。
可用于汽缸头双头螺纹锁固。
对大多数表面提供快速固化包括未清洗的紧固件。
建议用于 1(5quot(36m)以下直径的螺栓。
拆开时需加热及工具。
Loctite 273 螺纹锁固剂高强度中粘度,军用级。
用于M25 或更大直径以上螺纹的永久性锁固与密封。
可防止螺纹生锈及腐蚀,用加热及工具拆开。
Loctite 277 螺纹锁固剂高强度高粘度。
耐化学性优良。
用于M36 以下螺纹的永久性锁固与密封。
可防止螺纹生锈及腐蚀,用加热及工具拆开Loctite 2760螺纹锁固剂中强度快速固化,从而减少或消除激活剂的需要。
尤其适合重型应用如变速箱,二手工程机械设备或螺栓在重型铁路会冲击与压力水平要求。
乐泰 2760 的触变性使液体滴在基板上不会迁移。
Loctite 290 螺纹锁固剂渗透级中强度,低粘度,快速固化。
用于已装配好的M2-M12 螺纹的锁固与密封。
也可用于密封焊缝,铸件砂眼等(,0.10mm以下)微孔。
防止螺纹生锈及腐蚀,拆开时需局部加热及工具Loctite 294 螺纹锁固剂高温渗透级高温渗透级,该产品适用于预装配紧固件作业。
非常适用于油性紧固件。
乐泰预涂螺纹锁固剂Dri-Loc200 螺纹锁固剂中强度螺纹锁固剂,相当于现涂型锁固剂242、262。
高锁固强度能可靠密封并固定螺纹紧固件。
Dri-Loc204 螺纹锁固剂高强度螺纹锁固剂,相当于现涂型锁固剂271、277。
高强度胶粘剂能在电镀表面上稳定工作。
Dri-Loc205 螺纹锁固剂高强度螺纹锁固剂,相当于现涂型锁固剂271、277。
高强度胶粘剂能在电镀表面上稳定工作。
Dri-Loc211 螺纹锁固剂中强度螺纹锁固剂,耐湿性优良,相当于现涂型锁固剂 242、262。
军用型,触变性粘度。
用于 M6-M20 螺纹的锁固于密封。
是一种可用普通工具拆卸的螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷。
符合军标 Mil-S-46163A。
管螺纹密封乐泰管螺纹密封剂Loctite 55 管道魔绳乐泰 55 管道魔绳可应用于煤气/液化石油气/天然气管道、阀门安装。
工业,公共和家庭管道系统(冷水,热水,暖气)。
工业产品生产(泵,阀,管连接等)。
高强度,可靠防松,密封安全。
高耐热。
Loctite 542螺纹密封剂细牙螺纹乐泰542 胶水适用于液压及气动的边接器中细牙螺纹的密封作业。
Loctite 545 管螺纹密封剂液压/气动密封剂乐泰 545 胶水不污染液压系统,在轻微油渍表面上也可使用。
快速固化,低强度。
用于密封及锁固(带锥形螺纹接头的)高压液压动力系统,M36 以下锥螺纹(NPT)。
它不含填料不会阻塞阀门或过滤系统。
Loctite 554管螺纹密封剂冷冻剂密封剂乐泰 554 胶水耐化学物质,特别用于密封R11R12502。
用于M80 以下制冷设备管螺纹密封。
密封范围 3quot以下。
优良的耐溶剂性。
建议用于制冷系统及带有侵蚀性化学品的系统Loctite 567高温管螺纹密封剂乐泰 567 胶水高粘度,即时密封。
用于M80 以下螺纹密封。
可耐高温至 204?,而且有优良的耐溶剂性,能锁固及密封锥形管螺纹及接头,包括高压用途。
可用工具拆卸。
Loctite 569管螺纹密封剂乐泰 569 胶水中粘度,高强度,用于液压和气动管路螺纹密封Loctite 565螺纹密封剂强度适中乐泰565 胶水高粘度,即时密封,耐间歇性温度达 190?,耐溶剂性优良,适用于锥管螺纹的密封。
可用于食品加工机械。
通用型即时密封剂,便于拆卸。
Loctite 572螺纹密封剂低强度乐泰572 胶水适用于中等速度的粗螺纹的低强度密封胶,便于拆卸。
Loctite 577管螺纹密封剂粗螺纹乐泰577 胶水触变性,高粘度,快速固化,高强度。
用于M80 以下不锈钢高压锥/直螺纹。
允许用于饮用水系统。
Loctite 5772管螺纹密封剂低卤素/低硫乐泰5772 螺纹密封胶是一种快速固化性能的中等强度螺纹密封剂,特别适用于敏感的金属,如钛金属,适用于在核工业使用,部件可以通过手工工具分离。
Loctite 579管螺纹密封剂乐泰579 胶水具有优良的溶剂阻力和承受温度至300 ?(149?)。
密封螺纹接头上有效高达 2〃的直径。
低强度锁固在任何位置便于拆装。
Loctite 586 管螺纹密封剂乐泰586 胶水适用于管螺纹的锁固和密封,可防水,防油及其他有机溶剂,零部件粘接后需要 24 小时完全固化后使用。
Loctite 592管螺纹密封剂慢固化乐泰592 胶水适用于管螺纹的锁固和密封,零部件粘接后需要 24 小时完全固化后使用。
Loctite 5331塑料管密封乐泰5331 胶水适用于塑料管螺纹的锁固和密封,零部件粘接后需要 24 小时完全固化后使用。
预涂干膜管螺纹密封剂Loctite503/503HV Vibra Seal 管路螺纹密封剂,适合手工施涂。
用于电镀接头。
白色,分别为低和高粘度的水基预涂密封剂Loctite5061 Vibra Seal 管路螺纹密封剂,适合手工施涂。
用于电镀接头。
淡蓝色,分别为高粘度的水基预涂密封剂Loctite516/517HV Vibra Seal管路螺纹密封剂,即时密封,适合机械施涂。
用于铜质接头。
橙色,分别为低和高粘度的水基预涂密封剂Loctite513Dri Seal管路及接头密封剂,可用于饮水系统。
用于金属及塑料件,温度可达 177?。
白色,低粘度化合物具有良好冷流性能。
能防止擦伤,容塑易拧入铝件及其他软金属,料件等之中。
通过NSF/ANS161 认证可以用于饮用水。
适用于大多数金属表面,可用普通工具拆卸。
用于M2-M12 螺纹的锁固与密封。
应用于紧固件直径为 1/4quot(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
结构胶Loctite 319 通用型乐泰 319 胶水低粘度,流动性较好,快速固化,配用促进剂 7649。
具有耐溶性,适合用于粘接刚性材料如金属、玻璃和某些塑料。
Loctite 324 耐冲击乐泰 324 胶水坚固、柔韧、耐冲击强度高。
需用于粘接表平材料(flatparts),配用促进剂 7075。
是大间隙填充理想的用胶。
它是一种结构胶,能提供环氧树脂的强度、瞬干胶的固化速度。
在几分钟内固化。
特别的配方耐溶剂性能好。
Loctite 325 耐高温快速固化乐泰 325 胶水耐溶剂,活化剂短时间固化,填充缝隙0.40’ 耐恶劣环境,耐温至 350? Loctite 326 快速固化乐泰 326 胶水用于粘接刚性材料如将铁氧体粘到电机的电镀金属件或扬声器零件上,也适于粘接金属和玻璃,配用促进剂 7649,它是一种高强度多用途粘接剂(一种能提供环氧树脂的强度以及瞬干胶的固化速度的结构胶。