电焊工上岗证实操评分标准
- 格式:doc
- 大小:63.00 KB
- 文档页数:2
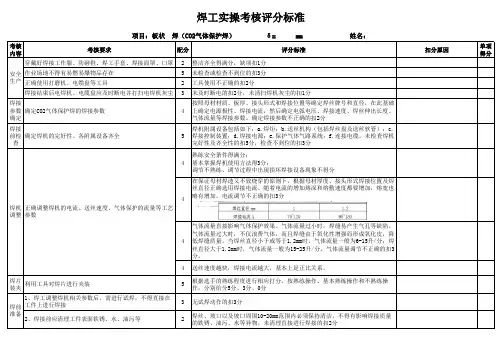
考核内容考核要求配分评分标准扣分原因单项得分穿戴好焊接工作服、防砸鞋、焊工手套、焊接面罩、口罩2整洁齐全得满分,缺项扣1分作业场地不得有易燃易爆物品存在5未检查或检查不到位的扣3分正确使用打磨机、电缆盘等工具2工具使用不正确的扣2分焊接结束后电焊机、电缆盘应及时断电并打扫电焊机灰尘3未及时断电的扣2分,未清扫焊机灰尘的扣1分焊接参数确定确定CO2气体保护焊的焊接参数4按照母材材质、板厚、接头形式和焊接位置等确定焊丝牌号和直径,在此基础上确定电源极性、焊接电流,然后确定电弧电压、焊接速度、焊丝伸出长度、气体流量等焊接参数。
确定焊接参数不正确的扣2分焊接前检查确定焊机的完好性、各附属设备齐全5焊机附属设备包括如下:a.焊炬;b.送丝机构(包括焊丝盘及送丝软管);c.焊接控制装置;d.焊接电源;e.保护气体气路系统;f.连接电缆。
未检查焊机完好性及齐全性的扣5分,检查不到位的扣3分4熟练安全条件得满分;基本掌握焊机使用方法得3分;调节不熟练、调节过程中出现损坏焊接设备现象不得分4在保证母材焊透又不致烧穿的原则下,根据母材厚度、接头形式焊接位置及焊丝直径正确选用焊接电流。
随着电流的增加熔深和熔敷速度都要增加,熔宽也略有增加。
电流调节不正确的扣3分4气体流量直接影响气体保护效果。
气体流量过小时,焊缝易产生气孔等缺陷。
气体流量过大时,不仅浪费气体,而且焊缝由于氧化性增强而形成氧化皮,降低焊缝质量。
当焊丝直径小于或等于1.2mm时,气体流量一般为6-15升/分;焊丝直径大于1.2mm时,气体流量一般为15-25升/分。
气体流量调节不正确的扣3分。
4送丝速度越快,焊接电流越大,基本上是正比关系。
焊片装夹利用工具对焊片进行夹装5根据选手的熟练程度进行相应打分,按熟练操作、基本熟练操作和不熟练操作,分别给分5分、3分、0分1、焊工调整焊机相关参数后,需进行试焊,不得直接在工件上进行焊接3无试焊动作的扣3分2、焊接前应清理工件表面铁锈、水、油污等2焊丝、坡口以及坡口周围10-20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水等异物。
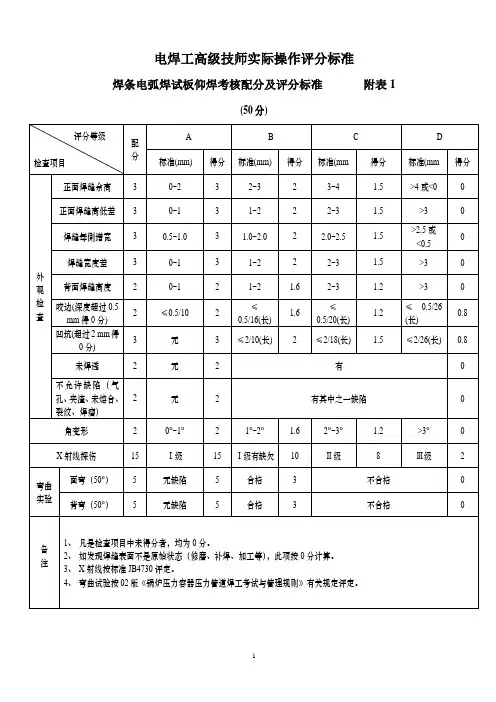

特种作业人员建筑电气焊接(切割)工实操训练和操作考核项目及评分标准一、钢筋电弧焊作业1、考核设备及器具①设备:交流弧焊机BX500-1750一台;②材料:直径8㎜钢筋、12×4㎜2镀锌扁钢、不同型号焊条若干;③个人安全防护用品。
2、考核方法①按照安全操作规程的规定,使用搭接方法将8㎜钢筋焊接在一块12×4㎜2镀锌扁钢上。
②考核时间:90min。
具体可根据实际考核情况调整。
③考核评分标准:满分60分。
考核评分标准见表一。
各项目所扣分数总和不得超过该项应得分值。
(表一)二、钢筋电渣压力焊作业1、考核设备及器具①设备:MH—36、40竖向钢筋电渣压力焊机一台;②材料:直径14~30㎜钢筋、焊剂若干;③个人安全防护用品。
2、考核方法:使用直接引弧法将两根直径相同的钢筋焊接在一起。
3、考核时间:15min。
具体可根据实际考核情况调整。
4、考核评分标准:满分15分。
考核评分标准见表二,各项目所扣分数总和不得超过该项目应得分数。
(表二)三、焊接闪光对焊作业1、考核设备及器具①设备:UN1-75 闪光钢筋对焊机一台;②材料:直径10~20㎜钢筋若干;③个人安全防护用品。
2、考核方法:使用“连续闪光焊”将两根相同牌号、直径的钢筋焊接在一起。
3、考核时间:15min。
具体可根据实际考核情况调整。
4、考核评分标准:满分15分。
考核评分标准见表三,各项目所扣分数总和不得超过该项目应得分数。
(表三)四、气瓶的贮存、搬运、使用的隐患查找1、考核器具:氧气、乙炔、石油液化气等气瓶贮存、搬运、使用的图示资料如干;2、考核方法:从氧气、乙炔、石油液化气等气瓶贮存、搬运、使用的图示资料中随机抽取4张,由考生查找存在的安全隐患并说明处置方法。
3、考核时间:10 min。
具体可根据实际考核情况调整。
4、考核评分标准:满分10分。
在规定时间内查找出存在的安全隐患并说明处置方法的,每项得2.5分;查找出存在的安全隐患不能说明处置方法的,每项得1分。
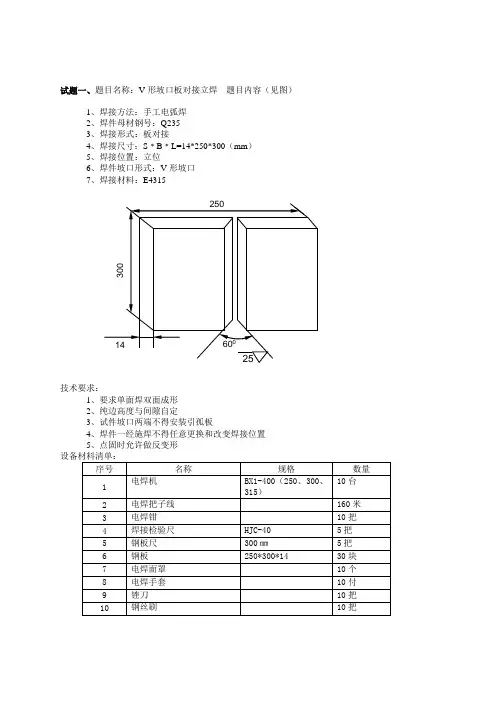
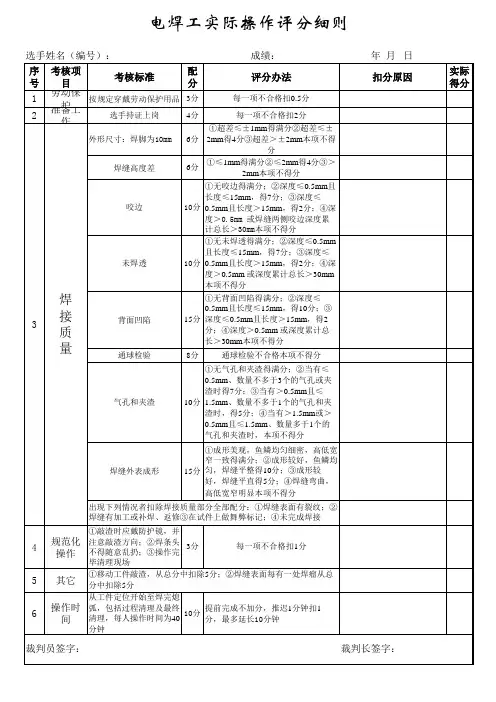
试题一、题目名称:V形坡口板对接立焊题目内容(见图)1、焊接方法:手工电弧焊2、焊件母材钢号:Q2353、焊接形式:板对接4、焊接尺寸:S﹡B﹡L=14*250*300(mm)5、焊接位置:立位6、焊件坡口形式:V形坡口7、焊接材料:E4315技术要求:1、要求单面焊双面成形2、纯边高度与间隙自定3、试件坡口两端不得安装引孤板4、焊件一经施焊不得任意更换和改变焊接位置5、点固时允许做反变形考核规则:1、所用试件,焊接材料的种类和数量必须按管理制度领用,试件要统一打印钢字考号标记2、考生应提前五分钟持准考证进入指定的考位3、除考评人员及有关工作人员外,其它人员不准进入实际操作考试现场4、考生在焊接结束后,应力即关闭焊机,彻底清理焊件表面的焊渣、飞溅,试件应保持原始状态,不允许补焊、修磨或任何形式的加工。
考生将清理好的试件交到指定地点,并彻底清理焊位现场。
考核注意事项:1、满分50分,考试时间60分钟2、安全文明操作试题二、题目名称:管对接水平固定焊氩弧焊打底手动电弧焊盖面题目内容(见图)650±50技能操作竞赛规定1. 试件上架固定要求(1)试件定位焊应采用与正式焊接相同的焊接方法和焊接材料。
(2)监考裁判应检查试件定位焊的位置、数量、长度是否符合规定要求,检查试件固定在夹具上的位置、高度是否符合规定要求。
对认可合格的试件应签名确认,对不符合装配规定和上架固定要求的试件,应通知参赛者重新装配。
(3)试件上架后,禁止使用电动工具。
每个试件上架固定完成,参赛者应举手示意监考裁判按照规定检查确认。
未经监考裁判检查合格认可的上架固定试件,参赛者擅自焊接的,该试件得0分。
2. 施焊操作要求(1)参赛者应严格按照赛会发放的材料和指定的规格、图样标注的焊接方法和焊接位置进行施焊操作。
(2)试件焊接时焊缝最高点不得超过1.2m。
(3)焊接过程中,试件不准取下、移动或改变焊接位置。
(4)参赛者不得在试件上作任何标记。
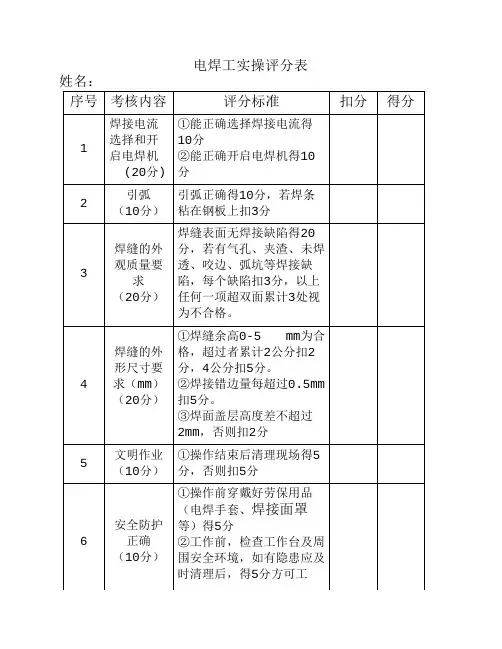
![电焊工实际操作考试评分标准[1]](https://uimg.taocdn.com/da0c6d412b160b4e767fcf65.webp)
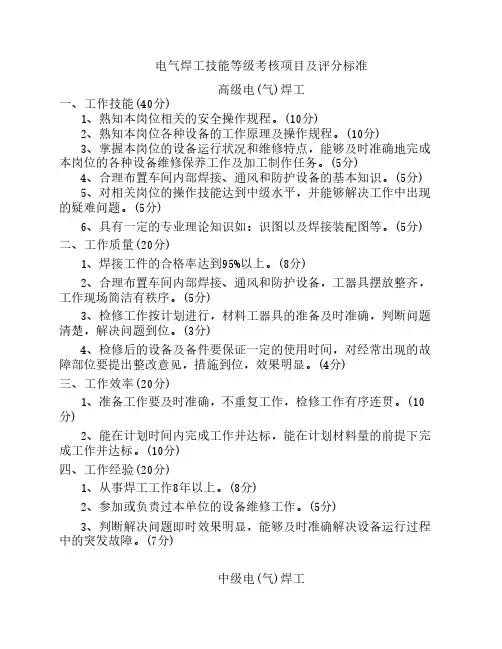
电气焊工技能等级考核项目及评分标准高级电(气)焊工一、工作技能(40分)1、熟知本岗位相关的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(10分)3、掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(5分)4、合理布置车间内部焊接、通风和防护设备的基本知识。
(5分)5、对相关岗位的操作技能达到中级水平,并能够解决工作中出现的疑难问题。
(5分)6、具有一定的专业理论知识如:识图以及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件的合格率达到95%以上。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
(5分)3、检修工作按计划进行,材料工器具的准备及时准确,判断问题清楚,解决问题到位。
(3分)4、检修后的设备及备件要保证一定的使用时间,对经常出现的故障部位要提出整改意见,措施到位,效果明显。
(4分)三、工作效率(20分)1、准备工作要及时准确,不重复工作,检修工作有序连贯。
(10分)2、能在计划时间内完成工作并达标,能在计划材料量的前提下完成工作并达标。
(10分)四、工作经验(20分)1、从事焊工工作8年以上。
(8分)2、参加或负责过本单位的设备维修工作。
(5分)3、判断解决问题即时效果明显,能够及时准确解决设备运行过程中的突发故障。
(7分)中级电(气)焊工一、工作技能(40分)1、熟知本岗位及相关岗位的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(5分)3、掌握本岗位(车间)的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工任务。
(5分)4、能够经济合理的准备本岗位的备品备件。
(5分)5、能够解决工作中出现的突发故障。
(5分)6、具有相应的专业理论知识如:识图及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件合格率达到90%----95%。
焊工技能考试评分标准 work Information Technology Company.2020YEAR
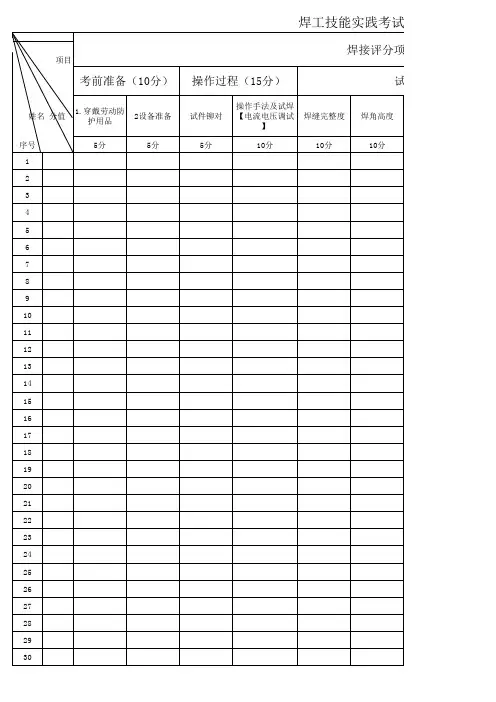
第七届职工技能运动会考试评分标准
一、工种项目:电焊工
二、竞赛时间:20分钟
三、裁判长:彭俊杰
副裁判长:李彦辉孙进伟
裁判员:张荣举徐犇汪洪洋谢靖波胡鑫
四、评分标准(满分100分):
电焊工焊接要求:裁判员将指定考试工件倒立摆放,电焊工在焊接过程中不许擅自移动工件,擅自移动焊接工件视为不合格。
电焊工按照考试规定,在指定区域进行焊接,不许离开焊接区域焊接,离开焊接区域焊接工件视为不合格。
五、如果现场出现突发状况,例如:工件原材料不符合焊接要求、机器设备出现故障等,请在第一时间联系裁判员,由裁判员处理突发状况。
参加考试人员须在原地等候,考试时间顺延。