2010年我国中厚板生产经营状况述评
- 格式:pdf
- 大小:1.72 MB
- 文档页数:5
我国中厚板轧机概况和中厚板轧机新技术1、我国中厚板轧机概况热轧中厚板生产设备包括热连轧机组、中厚板轧机和炉卷轧机等。
热连轧宽带钢轧机适合生产薄而窄的产品,常规中厚板轧机适合生产厚而宽的产品,而新兴的宽规格卷轧中厚板轧机(炉卷)能够生产前两种轧机生产比较困难的薄而宽规格的产品。
国内中厚板产量主要来源于中厚板轧机,其次是热连轧机。
随着长期生产实践与科学技术的不断进步,中厚板轧机生产工艺有两种方案:一是,传统的常规中厚板生产线,采用单张钢板轧制方式。
轧机布置型式有:三辊劳特式轧机(已淘汰);单机架四辊轧机;双机架布置,即二辊粗轧机+四辊精轧机或四辊粗轧机+四辊精轧机。
二是,卷轧中厚板生产线,即炉卷轧机,该工艺是从上世纪80年代逐步发展起来的,既可单张钢板轧制,又可采用卷轧方式生产中厚板。
我国于1936年在鞍钢建成第一套2300中板轧机(三辊劳特式)。
新中国于1958年和1966年先后建成了鞍钢2800/1700半连续钢板轧机和武钢2800中厚板轧机、太钢2300/1700炉卷轧机。
1978年建成了舞钢4200宽厚板轧机。
宝钢5000、沙钢5000、鞍钢5500宽厚板轧机分别于2005年、2006年、2008年建成投产。
我国常规的中厚板轧机目前可分三类,1类:4.3m和5m高水平轧机;2类:以3.5m为代表的中等水平轧机;3类:2.3、2.8m老旧轧机。
2008年,我国中厚板轧机将达到59套,产能5553万t/a。
到2010年我国中厚板轧机产能将达到6500~7000万t/a。
2、中厚板轧机新技术我国中厚板轧机经过近些年来的改造和引进,采用了许多新技术,如在大多数轧机上普遍采用了液压AGC和轧机过程控制系统,部分轧机已经采用立辊轧机的AWC、工作辊弯辊技术及CVC技术等。
特别是宝钢5000、沙钢5000、鞍钢5500宽厚板轧机,均采用了当今世界上最先进的轧机新技术。
以宝钢5000mm轧机为例其采用的新技术:1)采用了高水平的控制轧制和控制冷却工艺。
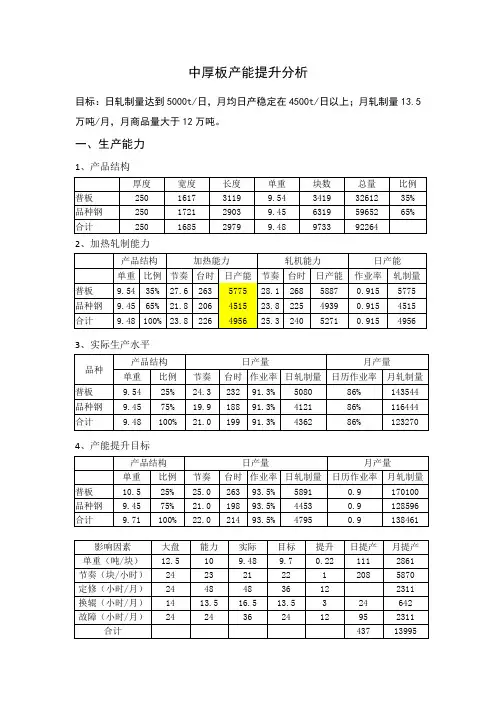
中厚板产能提升分析目标:日轧制量达到5000t/日,月均日产稳定在4500t/日以上;月轧制量13.5万吨/月,月商品量大于12万吨。
一、生产能力1、产品结构2、加热轧制能力3、实际生产水平4、产能提升目标二、问题分析中厚板年修及工程技改技措项目投产后,通过中间冷却和轧线自动化系统优化,单块钢的轧制节奏由原来的19.3块/小时提升至23.8块/小时,达到国内平均水平22~24块/小时。
轧机能力略大于加热炉能力,已具备品种钢大于4500吨/天和日产5000吨能力。
影响日产量的因素:板坯单重、轧制节奏、作业率,主要是轧制节奏,关键是轧制计划的集批生产。
1、板坯单重:受坯型限制及品种钢占比增加,板坯单重减小。
1)普板单重较正常水平10.5t/块减小1吨,主要是中厚板产量大于4#铸机产能,普板改用1#和3#铸机补充250*1490坯型,2月份共轧制2万吨;2)风电钢机型增大,钢板厚度、宽度及单件重增加,受坯型限制,在组板设计时可增加的倍尺数量减少,2月份板坯单重小于8.5吨的品种钢共轧制1万吨。
2、轧制节奏:实际轧制节奏小于加热炉和轧机能力。
1)轧制计划未做到集批生产,三炉品种规格不匹配,块与块的间隙时间增加20~30秒,加热轧制节奏降低10%:炼钢未按炉按状态倒运,中厚板P01库堆放混乱,日计划审核把关不严,板坯质量缺陷及改判率;2)轧制模型及生产操作:轧机负荷分配,轧制操作方式,操作工技能水平,设备状态及运行稳定性。
3、作业率:日历作业率和有效作业率偏低。
1)检修模型:每月定修两大两小,16+8+12+8=48小时,国内平均水平每月2次共24小时,多两次共24小时;设备状态不稳定,检修力量不足,影响检修质量和设备状态,被迫以时间换空间。
2)精轧换辊频次:平均换辊吨位5200吨,每月22次,低于目标值1.5天一换,主要影响因素是品种钢宽板占比高和轧制计划未集批生产。
3)故障热停频次:热停频次2.7次/天,最好水平及国内平均1.5次/天,点检质量、生产操作、设备状态、定修质量等影响生产设备运行稳定性。
燕山大学本科毕业设计(论文)文献综述课题名称:中厚板轧机压下规程及滚系结构设计学院(系):机械学院年级专业:09级轧钢学生姓名:指导教师:完成日期:2013-03-24一、课题国内外现状中厚板轧机是用于轧制中厚度钢板的轧钢设备。
在国民经济的各个部门中广泛的采用,它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等。
习惯于将厚度在4~20毫米范围内的钢板成为中板,将厚度为20~60毫米的钢板称为厚板。
1、世界中厚板轧机发展状况[1]1864牛美国创建了世界上第一套三辊劳特式中板轧机,推广于世界。
到了1891年,美国钢铁公司霍姆斯特德厂,为了提高钢板厚度的精度,投产了世界上第一套四辊可逆式厚板轧机。
1918午卢肯斯钢铁公司科茨维尔厂,建成了—套5230mm四辊式轧机,这是世界上第一套5m以上的特宽的厚板轧机。
1907年美国钢铁公司南厂为了轧边,首次创建了万能式厚板轧机,在当时还是十分新奇的。
南厂在1931年还建成了世界上第一套连续式中厚板轧机,在精轧机组后设精整作业线,用于大量生产厚度为10mm左右的中板。
欧洲国家中厚钢板生产也是比较早的。
1910年,捷克斯洛伐克投产了一套4500mm二辊式厚板轧机。
1913年,西班牙建成一套二辊式厚板轧机。
1937年英国投产了一套3810mm中厚板轧机。
1940年,德国建成了一套5000mm 四辊式厚板轧机。
1939年,法国建成了一套4700mm四辊式厚板轧机。
1940年,意大利投产了一安4600mm二辊式厚板轧机。
这些轧机都是用于生产机器和兵器用的钢板,多数是为了满足二战备战的需要。
第二次世界大战期间,美、苏、英、法、德、意、日、加等八国制造了军舰和坦克等武器,先后投产一批厚板轧机。
20世纪50~60年代宽厚板轧机建设较多的是美国,当时以4064mm式厚板轧机为主,此期间美国建有3米级及3米以下轧机8台,4064mm厚板轧机7台,特宽轧机(≥5000mm)1台。
中厚板的发展现状及趋势近些年国市场对中厚板的需求一直保持增长态势, 尤其是从2000年开始, 这一需求攀升速度急剧加快, 最主要的拉动因素是基础设施建设用钢结构、造船工业、桥梁建设、油气开发及输送等行业的蓬勃发展。
中厚板是重要的建筑钢材品种,广泛用于机械制造、桥梁、厂房、电站、城市公共建筑等,由于国民经济的高速发展,拉动了中厚板市场的需求并促进了中厚板行业的快速发展。
近3 年,全国新上马宽厚板轧机共29 条,产能达到11 539 万t ,产品结构正向更宽更厚的方向倾斜,且由原始的普碳钢板向高强度品种钢发展。
[1]1 全国中厚板的现状1.1 近几年中厚板的生产和消耗由于国民经济强大需求的拉动和综合国力的增强, 中国冶金工业出现了前所未有的发展机遇和发展速度。
1987 - 2004 年成品钢材产量、中厚板(卷) 产量及2000 - 2004年中厚板产量见表1。
截至2003年底中国已建成的中厚板轧机生产能力1719万吨, 其中宽度4000 mm以上中厚板轧机生产能力320万吨, 3500~3800 mm轧机生产能力305万吨, 2800~3000 mm轧机生产能力360万吨, 2300~2700 mm轧机生产能力734万吨。
据不完全统计, 2004 年底投产和在建的中厚板轧机有15套, 生产能力1435万吨。
其中2套(宝钢、沙钢) 为5000 mm宽厚板轧机, 生产能力290万吨;3套(南钢、安钢、韶钢) 炉卷轧机, 生产能力310万吨; 3500~3800 mm轧机生产能力880万吨; 2500~2800 mm 轧机生产能力265 万吨。
至2004年底中国共有中厚板轧机以及专门生产中厚板的炉卷轧机约29套, 中厚板轧机总生产能力约为2000~2500万吨。
[2]1.2 中厚板轧机分布情况由表2可见,到2007 年底,全国中厚板产能已超过1 亿t 。
目前,全国已拥有各类中厚板轧机52 套,其中,华东地区20 套,生产能力2 100 万t ,其套数和能力均排第一,占中厚板总产能的3817 %;华北地区16 套,生产能力1 580 万t ,约占29 %;中南地区11套,生产能力1 250 万t ,约占23 %;东北地区3 套,生产能力280 万t ,占5 %;西南与西北地区各1 套,生产能力100~120 万t ,分别占2 %。
第1页 共1页 中国船舶报/2010年/5月/7日/第007版物资・配套一季度我国中厚板产量近1600万吨记者 王光睿按去年船板产量占中厚板总产量24%的比例测算,今年一季度我国船板产量约为383.5万吨。
不过随着钢铁企业不断调整产品结构,今年船板产量占中厚板总产量的比例或将回落本报讯 (记者 王光睿) 一季度,国内钢铁企业共生产中厚板1591.3万吨,同比增长了20.6%。
其中,中板产量为973.1万吨,同比增长了25.8%;厚板产量为499.5万吨,同比增长了17.1%;特厚板产量为118.7万吨,同比下降了0.4%。
业内专家认为,一季度中厚板产量同比大幅增长,一方面是因为受国际金融危机影响,去年中厚板产量的基数较小;另一方面是因为下游行业的需求有所回升,并且钢价持续走高刺激部分下游企业提前采购钢材。
据中国钢铁工业行业协会统计,2009年我国共生产船板1406.5万吨,占中厚板总产量的24.1%。
目前国内权威机构的一季度船板产量统计数据尚未出炉,但按去年的比例测算,一季度我国船板产量约为383.5万吨。
不过,“我的钢铁”分析师朱喜安认为,目前钢铁企业正不断调整中厚板的产品结构,今年我国船板产量占中厚板总产量的比例可能比去年有所回落。
一方面,制造业表现抢眼,对中厚板的需求比例有所上升。
据统计,今年一季度国内工程机械制造行业总产值同比增长了40%;另一方面,船板对钢铁企业的吸引力正逐步减弱,不少钢铁企业正着手调低船板在中厚板产品中所占的比例,以防范风险。
从中厚板内部结构来看,船板所占比重较大的厚板和特厚板产量增幅明显要低于中板产量增幅,可见船板产量虽然有所增长,但其对整个中厚板产量增长的贡献较小。
从另外一个角度看,一季度我国中厚板产量虽然同比增长了20.6%,但低于钢材总产量28.6%的增幅,在各类钢材品种中的增长水平仍比较低。
可见,中厚板的主要用户如造船、机械制造等行业的需求增长情况远不及建筑、汽车、家电等行业。
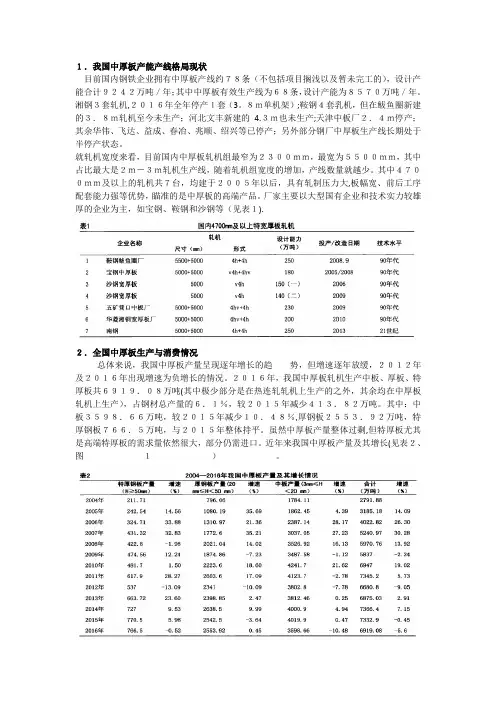
1.我国中厚板产能产线格局现状目前国内钢铁企业拥有中厚板产线约78条(不包括项目搁浅以及暂未完工的),设计产能合计9242万吨/年;其中中厚板有效生产线为68条,设计产能为8570万吨/年。
湘钢3套轧机,2016年全年停产1套(3。
8m单机架);鞍钢4套乳机,但在鲅鱼圈新建的3.8m轧机至今未生产;河北文丰新建的4.3m也未生产;天津中板厂2.4m停产;其余华伟、飞达、益成、春冶、兆顺、绍兴等已停产;另外部分钢厂中厚板生产线长期处于半停产状态。
就轧机宽度来看,目前国内中厚板轧机组最窄为2300mm,最宽为5500mm,其中占比最大是2m-3m轧机生产线,随着轧机组宽度的增加,产线数量就越少。
其中4700mm及以上的轧机共7台,均建于2005年以后,具有轧制压力大,板幅宽、前后工序配套能力强等优势,瞄准的是中厚板的高端产品。
厂家主要以大型国有企业和技术实力较雄厚的企业为主,如宝钢、鞍钢和沙钢等(见表1).2.全国中厚板生产与消费情况总体来说,我国中厚板产量呈现逐年增长的趋势,但增速逐年放缓,2012年及2016年出现增速为负增长的情况。
2016年,我国中厚板轧机生产中板、厚板、特厚板共6919.08万吨(其中极少部分是在热连轧轧机上生产的之外,其余均在中厚板轧机上生产),占钢材总产量的6.1%,较2015年减少413.82万吨。
其中:中板3598.66万吨,较2015年减少10.48%,厚钢板2553.92万吨,特厚钢板766.5万吨,与2015年整体持平。
虽然中厚板产量整体过剩,但特厚板尤其是高端特厚板的需求量依然很大,部分仍需进口。
近年来我国中厚板产量及其增长(见表2、图1)。
2016年我国中厚板的出口主要以中板为主,而厚钢板的进口略高于出口。
中厚板表观消费量为6405.86万吨,同比减少4.9%(见表3)。
技术方面的缺陷导致我国短时期内不可能结束中厚板需要进口的局面,事实上目前国内中厚板进口也主要集中在高附加值产品领域。
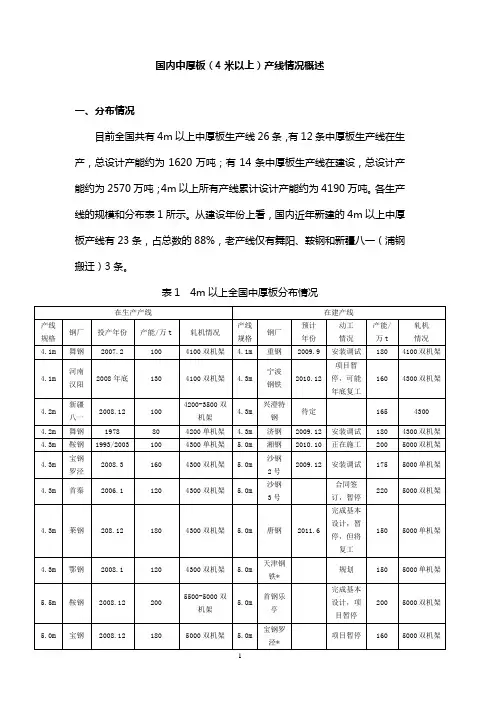
国内中厚板(4米以上)产线情况概述一、分布情况目前全国共有4m以上中厚板生产线26条,有12条中厚板生产线在生产,总设计产能约为1620万吨;有14条中厚板生产线在建设,总设计产能约为2570万吨;4m以上所有产线累计设计产能约为4190万吨。
各生产线的规模和分布表1所示。
从建设年份上看,国内近年新建的4m以上中厚板产线有23条,占总数的88%,老产线仅有舞阳、鞍钢和新疆八一(浦钢搬迁)3条。
表1 4m以上全国中厚板分布情况二、装备水平国内4m以上中厚板产线装备水平居世界先进水平,即使是3条老产线,也进行了相关技术装备改造。
轧机的平均轧制力在8000吨以上,无论是前面的精炼手段、连铸机类型还是轧机能力、精整装备的匹配上,都做到了世界一流。
目前国内26条产线中,有4条单机架产线,22条双机架产线。
这里仅从连铸开始,以有代表性的产线为例,介绍4m以上中厚板产线的装备水平。
表2 4m以上产线典型连铸机装备概况表3 国内外典型4m以上宽厚板轧机装备概况此外,所有新建产线都建设或预留了热处理产线,类型涵盖常化炉、正火炉和淬火炉;精整区部分产线预留了ACC前的热矫直机和后续的强力冷矫直机;ACC大多数带有DQ功能。
三、生产情况为更直观的反应4m以上中厚板厂的生产情况,这里仅选取在2008年已投产的沙钢(5m)和首钢抚宁(4.3m)的生产情况进行统计。
各条产线产量和品种情况见表2所示。
从表2中看,沙钢(5m)和首钢抚宁(4.3m)主要品种为造船板和管线钢,品种钢比例分别达到80.10%和71.29%。
表2 2008年中厚板生产情况根据4m以上产线的分布情况和08年中厚板生产情况,有一点需要关注。
4m以上在生产产线产能为1620万吨,占目前中厚板总产能的39.4%;在建设产线产能为2570万吨,总产能为4190万吨,一旦全部投产,将超过现有的中厚板总产量,因此,未来4m以上轧机将会成为中厚板行业的主流轧机。
四、产品开发凭借良好的硬件条件,新建4m以上中厚板产线的产品研发也是居于行业领先水平,其品种主要集中在高级别管线钢、船板钢、低温压力容器钢和高强钢上面。
我国中厚板生产技术的进步和不足中厚板生产的进步1.产能增长快20世纪60年代至21世纪初期的40多年间,我国共建成26条中厚板生产线,能长期坚持正常生产的仅23条。
这23条中除鞍钢、舞钢、浦钢、首钢、济钢等厚板厂的装备水平较高外,其余的装备水平都不高,轧机尺寸在3.0m以下的占了绝大多数。
从2003年底开始,我国兴起了新建中厚板生产线的高潮。
资料显示,到2006年8月,我国新建成和正在建设的中厚板生产线共有18条,其中轧机尺寸3.5m 的9条(含炉卷3条)、2.8m的4条、3.8m的2条、4.3m的1条、5.0m的2条(未计算正在设计中的鞍钢在营口鲅鱼圈的5.5m生产线)。
18条生产线能释放产能2000万t。
纵观全球中厚板生产线的发展历史,第一次的建设高潮是美国于20世纪60年代掀起的,第二次是日本于20世纪70、80年代掀起的,而第三次则无疑是我国掀起的,目前我国是全球中厚板生产线发展最快、数量最多的国家。
这些新建的生产线中,绝大多数是大轧制力、大功率、高刚度的最新一代中厚板轧机,为实现其真正意义上的控轧控冷工艺、生产出性能优良的中厚板产品创造了装备上的有利条件。
2.产量增幅高从2000年开始,由中厚板轧机生产的中厚板产品以每年300万t的速度递增。
2000年为1077万t,2001年为1392万t,2002年为1635万t,2003年为1904万t,2004年为2218万t,2005年2638万t。
济钢中厚板2005年产量达207万t,创造了全球同类机组在产量上的最高纪录。
资料显示,1995年至2000年,我国中厚板出口量略大于进口量。
2001年至2004年进口量超过出口量。
自2005年开始,出口量又超过进口量,目前我国已成为中厚板出口国之一。
3.专用板比例上升以船用钢、桥梁钢、管线钢、容器钢、锅炉钢等为代表的专用板的生产能力的大小,往往标志着中厚板生产线生产“三高”产品的能力大小。
2005年中厚板生产线生产专用板达742万t,比2004年增加27%,实物质量性能也有较明显的提高。
我国中厚板技术的发展近几年我国的中厚板轧机发展较快,产品和工艺装备的升级也如雨后春笋。
但要真正生产高档次的钢板,仍有一些差距。
目前,国内外石油、天然气系统需求的高强、高压、耐候、耐蚀和抗裂等特殊要求的管线、石油储罐和石油平台用钢等,仍不能满足需求。
所以我国的中厚板生产也同我国的钢铁工业一样,需要有一个从量到质、从大到强的转变。
1我国中厚板轧机生产线现状1. 1中厚板轧机现状就中厚板轧机而言,目前可以分为三类:即4 300 mm和5 000 mm的主轧机为A 类。
近两年建成投产的生产线具有轧制压力大(80MN~100MN)、板幅宽、前后工序配套能力强等优势,瞄准的是中厚板的高端产品。
厂家主要以大型国有企业和技术实力较雄厚的企业为主,如宝钢、鞍钢和收稿日期:2006—12—29作者简介:刘晶志(1960—),男,高级工程师,现任首钢中厚板轧钢厂厂长。
沙钢等;B类主要是以3. 5 m轧机为代表的中档水平轧机,其轧制压力居中偏高(50MN~70MN),前后工序的配套正在逐步完善,主要被技术实力雄厚、目前还不能生产高端产品的企业拥有,如首钢和济钢等; C类轧机以生产传统的中低档产品为主,主要由一些老企业和部分新兴的民营企业所拥有,如营口和文丰等。
目前各大钢铁企业和具备一定实力的企业在扩张规模的同时,也在工装水平上和配套工序上对中厚板工艺进行新一轮的升级和技术改造,甚至是异地建设全新的中厚板厂,这些升级改造后和新建的装备将全面提升我国中厚板产品的品质和档次。
可以预计,在2008年之前,对于我国国民经济需要的高档中厚板产品国内即可具备一定的生产能力。
就像欧洲一位钢铁专家断言,目前中国已具有世界上最先进的钢铁装备,不出3年,中国就会成为世界钢铁强国。
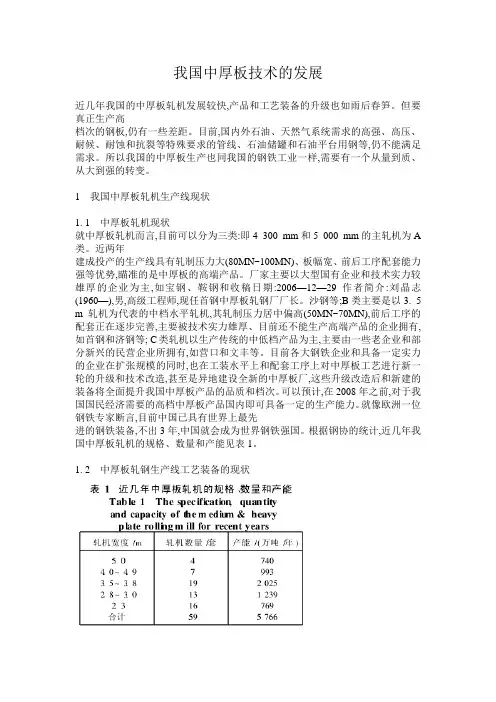
根据钢协的统计,近几年我国中厚板轧机的规格、数量和产能见表1。
1. 2中厚板轧钢生产线工艺装备的现状中厚板轧钢生产线的工艺装备是在钢坯质量一定的前提下保证最终产品质量的重要环节。
2010年中厚板市场回顾与2011年展望概述: 11月份,由于市场对未来通胀的预期强烈而且认为意义深远,因此尽管各参考市场出现了明显调整,但中厚板价格还能振荡抬升。
展望未来市场,笔者认为国内中厚板产业面和基本面的情况支持因素诸多,加上宏观面通胀预期强烈,即便政策面出现紧缩,对中厚板这类投机性不高的品种影响有限,市场更多会表现出一种振荡抬升的走势。
当然,由于具体政策的定调、措施和力度都不确定,不排除明年市场也会出现较大波动的可能性。
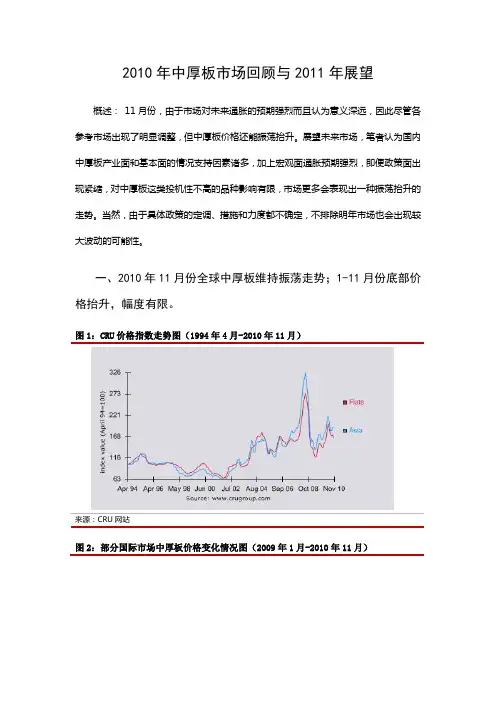
一、2010年11月份全球中厚板维持振荡走势;1-11月份底部价格抬升,幅度有限。
图1:CRU价格指数走势图(1994年4月-2010年11月)来源:CRU网站图2:部分国际市场中厚板价格变化情况图(2009年1月-2010年11月)数据来源:2010年11月份,各主要国际市场中厚板价格继续振荡运行,虽然各市场表现不一,但总体价格都处于小幅波动的局面,没有出现大的趋势性变化。
事实上,从曲线上来看,虽然今年来各主要国际市场中厚板价格底部较去年有所抬高,但幅度有限。
而且值得一提的是,随着欧美中厚板价格持续疲弱,欧美市场跟亚洲区及独联体中厚板出口价格的差距在进一步缩小。
本月具体到各区域来看——欧洲中厚板南北市场表现不一。
目前北欧厚板市场有迹象改善,而南欧市场仍呆滞。
北欧的厚板经销商库存较低,最近有迹象开始入市采购,现厚板交货价约655-660欧元/吨,比一个月前上涨5-10欧元/吨。
但南欧需求仍不活跃,厚板报价约570-580欧元/吨,比一个月前交货价略有下跌。
美国中厚板市场继续疲弱。
尽管纽柯钢公司宣布将中厚板价格30美元/短吨,并且适用于所有订单,但贸易商认为美国中厚板需求仍然十分清淡,钢厂提价很难带动市场上涨。
目前美国现货市场A36中厚板的交易价为720-750美元/短吨。
亚洲中厚板稳中趋涨。
尽管需求疲软,但东南亚船板进口价格仍然保持高位,近期印度12mm以上船板出口到新加坡的成交价为680美元/吨(CFR),印尼资源的成交价为715美元/吨(CFR)。
中国中厚板行业市场分析报告引言中厚板是一种常用的钢铁制品,广泛应用于建筑、制造业和交通等领域。
本报告旨在对中厚板市场进行全面分析,包括市场规模、市场趋势、竞争格局以及发展机遇等方面的内容。
市场规模中厚板市场自2010年开始快速增长,并在未来几年有望保持稳定增长的态势。
根据统计数据,2019年中厚板市场的总销售额达到X亿美元,预计到2025年将增长至X亿美元。
这主要得益于建筑行业和制造业的持续发展以及国家基础设施建设的推动。
市场趋势1.环保要求的提升:随着环保意识的增强,中厚板的生产将受到更严格的环保要求,企业需要采取更加环保的生产工艺和技术来保证产品质量。
2.技术升级与创新:中厚板生产企业需要密切关注技术创新和研发投入,提高产品质量和市场竞争力。
特别是在材料配方、生产工艺和表面处理等方面进行技术创新,以满足客户的个性化需求。
3.多样化的应用需求:中厚板在建筑、制造业和交通等领域的需求越来越多样化。
企业需要灵活调整产品结构和技术能力,以满足不同领域的需求。
4.国际市场拓展:随着国内市场竞争的加剧,中厚板企业将进一步开拓国际市场,寻找更广阔的发展空间。
企业需要提高产品质量和服务水平,提升国际竞争力。
竞争格局中厚板市场竞争激烈,主要由几家大型钢铁企业垄断。
这些企业具有规模经济优势和资源优势,能够提供全方位的产品和服务。
同时,市场还存在一些中小型企业,它们主要通过技术差异化和定制化服务来与大型企业竞争。
发展机遇1.基础设施建设的推动:随着国家基础设施建设的加强,中厚板市场将迎来更多的需求,这为企业提供了发展机遇。
2.产品结构升级:随着工业升级和技术发展,中厚板市场将由传统的普通中厚板向高强度、高耐磨等高端产品升级,企业应积极调整产品结构,满足市场需求。
3.国际贸易合作:中厚板市场存在着一定的国际贸易机会,企业可以通过加强国际贸易合作,开拓更广阔的市场。
结论中厚板市场在未来几年内将保持稳定增长态势,但竞争压力也将不断增加。
中厚板产品行业竞争对手简要分析摘要:在最近几年里,中国先后建设了宝钢5米轧机、首秦4300轧机、舞阳4100轧机、湘潭3800轧机、沙钢5000轧机、鞍钢鲅鱼圈5500轧机、武钢鄂州4300轧机等中厚板工厂,这就使得中厚板行业的竞争变得逐渐激烈起来,特对现有行业的情况做一简要分析。
关键词:中厚板竞争辊身长度中国近几年中厚板产业发展速度很快,可以说世界上第三次中厚板轧机建设的高潮在中国出现,在最近几年里,中国先后建设了宝钢5米轧机、首秦4300轧机、舞阳4100轧机、湘潭3800轧机、沙钢5000轧机、鞍钢鲅鱼圈5500轧机、武钢鄂州4300轧机等中厚板工厂,这就使得中厚板行业的竞争变得逐渐激烈起来,为了了解本行业的生产水平和本企业在本行业所处的地位,特对现有行业的情况做一简要分析。
1 国外中厚板轧机的发展中厚板轧机最重要的标志是轧机的辊身长度,它可体现一个国家制造船舶、舰艇和油气输送管线的实力。
世界各国现有辊身长度≥3000mm的中厚板轧机77套,其中辊身长度≥4700mm的宽中厚板轧机有19套,按国家分布,日本9套,原苏联3套,美、德各2套,意、法、韩国各1套;辊身长度4700~4826mm的轧机6套;5000~5500mm轧机13套(日本5套、原苏联3套、美国2套、德国2套、法国1套),计划新建的5套(韩国2套、俄罗斯2套、印度1套)。
50~60年代宽中厚板轧机建设较多的是美国,当时以4064mm(160in)式中厚板轧机为主,此期间美国建有4064mm中厚板轧机7套(8台4064mm四辊轧机)。
60年代后期至70年代初期中厚板轧机的领先地位转向日本,这时期日本建有4724mm(186in)双机架四辊式中厚板轧机5套(其中1套的粗轧机为5335mm)。
1971年意大利建设1套4826mm双机架中厚板轧机,韩国建1套4724mm双机架中厚板轧机(1989/1978年)。
1976~1977年间日本建设3套5500mm特宽中厚板轧机,1974年住友鹿岛厂将5335mm粗轧机改造为5450mm轧机。
我国中厚板品种开发及对策荆其臻(鞍山钢铁(集团)公司)摘要中厚板是国民经济发展中不可缺少的钢材品种。
目前我国中厚板的品种结构远远满足不了国内经济建设的需要。
本文分析了供需间的差距;提出了开发中厚板品种的建议。
关键词中厚板开发建议PLATE VARIETY DEVELOPMENT AND POLICY INCHINAJING Qizhen(Anshan Iron and Steel(Group) Co.)ABSTRACT Plate is indispensable steel product in development of national economy.At present plate varieties hardly meet the market demandin our country.Difference between supply and demands is analysed and proposal for developing plate varieties is put forward in this paper.KEY WORDS plate,development,proposal1995年我国钢产量达9 560万t,钢材近9 000万t,1996年钢产量突破一亿吨大关。
近年来,随着国民经济的发展,我国中厚板生产设备和工艺有了很大的进步,全国有25家中厚板生产厂家,其中12套轧机为近几年改造或新建的,产量和质量提高较快,宝钢新建双机架轧机投产后,到2010年将形成1500万t中厚板生产能力。
1 我国目前中厚板品种结构与问题1.1中厚板品种结构概况中厚板是国民经济发展中重要的钢材品种之一,中厚板轧机的装备水平则是衡量一个国家钢铁工业发展水平的重要标志。
目前世界上4 700 mm以上宽厚板轧机有19套,其中日本有8套。
从装机和生产工艺水平及钢板的品种、质量上看,日本仍居领先地位。
1.中厚钢板概述中厚钢板:厚度大于4mm的钢板属于中厚钢板。
其中,厚度4.5-25.0mm的钢板称为中厚板,厚度25.0-100.0mm的称为厚板,厚度超过100.0mm的为特厚板。
中厚板主要用于建筑、机械、造船、石油、电力等行业,中厚板分为普通中厚板和优质中厚板,应用更为广泛的是普通中厚板,它主要用于制造各种容器、炉壳、炉板、桥梁及汽车、拖拉机某些零件及焊接构件。
普通中厚板用途:广泛用来制造各种容器、炉壳、炉板、桥梁及汽车静钢钢板、低合金钢钢板、桥梁用钢板、造船钢板、锅炉钢板、压力容器钢板、花纹钢板、汽车大梁钢板、拖拉机某些零件及焊接构件。
桥梁用钢板用于大型铁路桥梁。
要求承受动载荷、冲击、震动、耐蚀等。
造船钢板:用于制造海洋及内河船舶船体。
要求强度高、塑性、韧性、冷弯性能、焊接性能、耐蚀性能都好。
锅炉钢板:用于制造各种锅炉及重要附件,由于锅炉钢板处于中温(350°C以下)高压状态下工作,除承受较高压力外,还受到冲击,疲劳载荷及水和气腐蚀,要求保证一定强度,还要有良好的焊接及冷弯性能。
压力容器用钢板:主要用于制造石油、化工气体分离和气体储运的压力容器或其它类似设备,一般工作压力在常压到320kg/cm2甚至到630kg/cm2,温度在-20-450°C范围内工作,要求容器钢板除具有一定强度和良好塑性和韧性外,还必须有较好冷弯和焊接性能。
汽车大梁钢,用于制造汽车大梁(纵梁、横梁)用厚度为2.5-12.0mm的低合金热轧钢板。
汽车板属于高附加值产品,特别是载货汽车中,横梁、竖梁、车桥、以及车轮等结构件广泛使用中厚板。
由于汽车大梁形状复杂,除要求较高强度和冷弯性能外,要求冲压性能好。
花纹板由于表面存在花纹,增加防滑能力,用于制造厂房、船舶、扶梯、工作平台、工作踏板等。
另外,优质中厚板主要用于机械、车辆等零件、构件、工具等。
不锈板用于航空、石油化工、纺织、食品、医疗等。
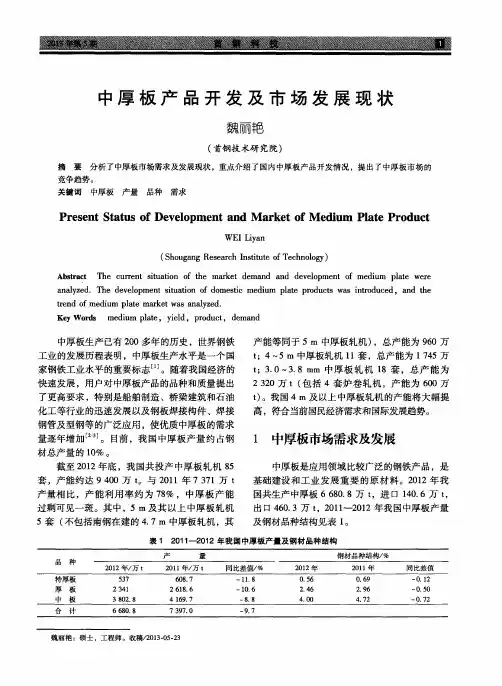
2.中厚板生产企业及生产情况概述2007年1-9月,我国中厚板产量达到3835.27万吨,其中中板累计生产2234.61万吨,同比增长36.35%;特厚板累计生产322.47万吨,同比增长45.9%;宽厚板1278.19万吨,同比增长41.2%。
中华人民共和国2010年国民经济和社会发展统计公报[1]中华人民共和国国家统计局2011年2月28日2010年,面对复杂多变的国内外经济环境和各种重大挑战,全国各族人民在党中央、国务院的坚强领导下,以邓小平理论和“三个代表”重要思想为指导,深入贯彻落实科学发展观,坚持实施应对国际金融危机冲击的一揽子计划,加快转变经济发展方式和经济结构战略性调整,国民经济保持了平稳较快发展,各项社会事业取得新的进步。
一、综合初步核算,全年国内生产总值[2]397983亿元,比上年增长10.3%。
其中,第一产业增加值40497亿元,增长4.3%;第二产业增加值186481亿元,增长12.2%;第三产业增加值171005亿元,增长9.5%。
第一产业增加值占国内生产总值的比重为10.2%,第二产业增加值比重为46.8%,第三产业增加值比重为43.0%。
居民消费价格一季度同比上涨2.2%,二季度上涨2.9%,三季度上涨3.5%,四季度上涨4.7%,全年平均比上年上涨3.3%,其中食品价格上涨7.2%。
固定资产投资价格上涨3.6%。
工业品出厂价格上涨5.5%。
原材料、燃料、动力购进价格上涨9.6%。
农产品生产价格上涨10.9%。
表1:2010年居民消费价格比上年涨跌幅度70个大中城市房屋及新建商品住宅销售价格月度同比涨幅呈现先上升后回落趋势。
全年城镇新增就业1168万人,比上年增加66万人。
年末城镇登记失业率为4.1%,比上年末下降0.2个百分点。
全年农民工[3]总量为24223万人,比上年增长5.4%。
其中,外出农民工15335万人,增长5.5%;本地农民工8888万人,增长5.2%。
年末国家外汇储备28473亿美元,比上年末增加4481亿美元。
年末人民币汇率为1美元兑6.6227元人民币,比上年末升值3.0%。
全年财政收入83080亿元,比上年增加14562亿元,增长21.3%;其中税收收入73202亿元,增加13680亿元,增长23.0%。