涂装工艺简介
- 格式:pptx
- 大小:3.06 MB
- 文档页数:16
涂装行业资料涂装行业是指通过对物体表面进行涂覆、涂裹、喷涂等处理,以保护、美化、防腐、装饰物体的过程。
它广泛应用于汽车、建筑、家具、航空航天等领域,是现代工业生产中重要的一环。
本文将介绍涂装行业的相关资料,包括涂装工艺、涂料种类和市场前景等内容。
一、涂装工艺涂装工艺是指利用各种工具、设备和技术手段对物体表面进行处理的过程。
常见的涂装工艺包括喷涂、滚涂、喷漆、电泳涂装等。
喷涂是一种常见且灵活的涂装工艺,适用于各种形状的物体。
它可以使用喷枪将涂料均匀地喷洒在物体表面,形成均匀的涂层。
电泳涂装是一种环保和高效的涂装工艺,通过将物体放置在带电极的电解槽中,利用电解反应将涂料吸附在物体表面,形成致密均匀的涂层。
二、涂料种类涂料是涂装行业的主要材料,根据其成分和用途不同,可以分为水性涂料、溶剂型涂料和粉体涂料。
水性涂料是一种环保型涂料,其成分中含有水,可以有效减少挥发性有机物的排放,对环境污染较小。
溶剂型涂料是一种传统型涂料,其成分中含有溶剂,具有良好的附着力和耐候性。
粉体涂料是一种干粉状的涂料,其成分中含有树脂和颜料,通过静电吸附和高温固化形成涂层,广泛应用于家具和金属制品的涂装。
三、市场前景随着人们对生活品质的要求提高,涂装行业正呈现出良好的发展前景。
汽车行业是涂装行业的主要需求方之一,随着汽车消费的增加,对涂装技术和产品的要求也越来越高。
同时,建筑业和家具业也对涂装行业提出了更高的要求,希望通过涂装技术提升产品的质感和外观。
此外,航空航天领域对于涂装行业的需求也在不断增长,要求涂层具有高温耐受性、防腐能力和轻质化等特点。
涂装行业具有广阔的市场前景,但也面临一些挑战。
首先,涂装行业需要不断创新和提高技术,以满足市场对于质量和环保性能的要求。
其次,涂装行业需要加强与其他行业的合作,提供整体解决方案,满足客户多样化的需求。
最后,涂装行业需要关注研发新型涂料,以提高涂装效率和涂装效果,降低成本。
综上所述,涂装行业是一个具有广阔发展前景的行业。

涂装工艺简介一、概述涂装工艺是指在工业生产过程中,通过对产品表面进行涂覆,以达到美观、防腐、抗氧化、耐磨、隔热等方面的要求的过程。
涂装工艺的发展对于提升产品质量、增强产品竞争力具有重要意义。
本文将从涂装工艺的分类、涂装工序、涂装材料以及涂装设备等多个方面进行介绍。
二、涂装工艺分类根据涂装方式的不同,可将涂装工艺分为以下几类:2.1 手工涂装手工涂装是最基本的涂装方式,可以通过喷枪、刷子等手工工具进行。
这种涂装工艺操作简单,适用于一些小型产品或是对涂层质量要求不高的产品。
手工涂装的优点是成本较低,但操作过程中存在一定的不连续性和涂层厚薄不均匀的问题。
2.2 自动喷涂自动喷涂是使用专门的涂装设备,通过计算机控制喷涂机进行喷涂。
相对于手工涂装,自动喷涂具有涂层均匀、效率高、一致性好等优点。
该涂装工艺适用于大批量产品以及对涂层质量要求较高的产品。
2.3 浸渍涂装浸渍涂装是将产品完全或部分浸泡在涂料中,使其表面吸附足够的涂料后,将其取出并干燥,形成涂层。
这种涂装工艺适用于形状复杂的产品,如金属丝网、不锈钢筛网等。
浸渍涂装的优点是涂层均匀、环保且反复使用涂料。
三、涂装工序涂装工艺一般包括以下几个工序:3.1 表面处理表面处理是涂装工艺中至关重要的一步,它决定了涂层的附着力和导电性能。
常见的表面处理方法有除锈、打磨、喷砂、酸洗等。
表面处理的目的是去除产品表面的氧化物、油污和尘土等杂质,以提供一个干净、光滑的表面供涂料附着。
3.2 底漆涂装底漆涂装是涂装工艺中的第一层涂料,主要用于提高涂层的附着力和耐腐蚀性。
底漆有助于填充表面的微小孔洞,平滑表面,并能提供一层保护性的涂层。
3.3 中涂涂装中涂涂装是指在底漆涂装后的涂装工序,其目的是提高涂层的厚度和颜色的一致性。
中涂涂料通常具有良好的耐候性和耐磨性,可以增加涂层的保护效果。
3.4 面漆涂装面漆涂装是涂装工艺中的最后一道工序,其主要作用是提供产品的装饰效果,并增加涂层的耐候性。
典型涂装工艺简介一、打磨工艺1.涂装部打磨线一般分为打磨和抛光:抛光主要对边盖、尾盖、小圆盖等小型工件以及可以大面积抛光的工件进行处理,其余件一般采取打磨的方式。
2.打磨(或抛光)前外观质量要求:坯件不允许有裂纹、欠铸、气泡和任何穿透性缺陷,坯件的浇口、飞边、溢流口、隔皮等应清理干净。
3.打磨(或抛光)后外观质量要求:主要表面平整、光滑,无毛刺、凸起、裂纹、拉伤、明显砂眼等缺陷;边角圆弧处必须圆滑,不允许打磨变形;不允许改变工件尺寸。
4.抛光砂轮是将涂有明胶的抛光轮在200#金刚砂中滚动后制作而成的。
二、涂装喷涂线工艺(一)涂装喷涂线工艺流程:目前,发动机公司涂装部喷涂流水线投入使用的有:涂装二线、涂装三线、涂装四线、涂装五线,这四条线的生产工艺流程为:挂件→前处理(热水洗、脱脂、水洗、化成、水洗)→吹水→水洗烘干→坯件检验→上堵具→吹灰→涂底漆(关键过程)→涂面漆(关键过程)→中烘→涂清漆(关键过程)→固化烘干→下堵具→成品检验→下件(二)各工序的主要工作要点:1.挂件(1)按喷涂计划顺序号确认状态、数量、色号与计划要求及流转卡一致后挂件,严禁非正常跳序号挂件。
(2)挂件时应按计划要求挂上打磨班组号及色号牌,色号牌应挂在最前面的一个挂具上,色号不同的工件应分段间隔2个以上挂具上挂并挂上相应的色号牌并隔离。
(3)若上挂的为返漆件,应检查返漆件是否经过满砂,箱体左右体的加工、坯件单位是否相同(有时还必须注意模号匹配),并与其他的临时要求符合。
(4)对2803#、2805#、2807#、2808、4805#、4806#、5802#、5803#、7832#、7833#等颜色不易控制的色号,当计划少于50套时,应在箱体、左右盖及尾盖到齐的情况下才允许一起挂件,并将箱体挂在前面,盖类挂在后面。
(5)上挂产品应尽量挂在挂钉上,不能有下掉现象,所有缸头在挂件时不允许将挂钩挂在气门孔内,同时也不允许挂在火花塞孔内,可挂在未机加的链条过孔内,以免伤及机加孔道。
涂装工艺与设备简介
涂装工艺与设备是指在产品制造过程中,为产品表面进行涂装处理的技术和设备。
涂装工艺主要包括喷涂、浸涂、电泳涂装等各种技术,涂装设备则包括喷涂枪、自动喷涂机、烤漆房等各种设备。
喷涂是最常见的涂装工艺,它通过将涂料以喷雾的形式喷射到产品表面上,形成均匀的涂层。
喷涂可以分为手工喷涂和自动喷涂两种方式,手工喷涂需要操作员在产品表面进行喷涂,而自动喷涂则由设备自动完成喷涂作业。
浸涂是将产品直接浸泡在涂料中,使涂料附着在产品表面形成涂层的工艺。
它适用于具有特殊形状的产品或者需要全面涂装的产品,如管道、金属件等。
电泳涂装是利用电泳原理将涂料在电场作用下均匀分布在产品表面的一种工艺。
它具有涂层均匀、耐腐蚀性好的特点,适用于汽车、冰箱等产品的表面涂装。
涂装设备包括喷涂枪、自动喷涂机和烤漆房等。
喷涂枪是喷涂工艺的关键设备,它通过气压将涂料喷射到产品表面上。
自动喷涂机可以实现自动化喷涂作业,提高涂装效率。
烤漆房则是对产品进行烘烤固化的设备,使涂装后的产品表面干燥坚固。
总的来说,涂装工艺与设备在现代制造业中扮演着重要的角色,它可以提升产品的外观质量、耐腐蚀性和装饰性,是产品制造过程中不可或缺的一部分。
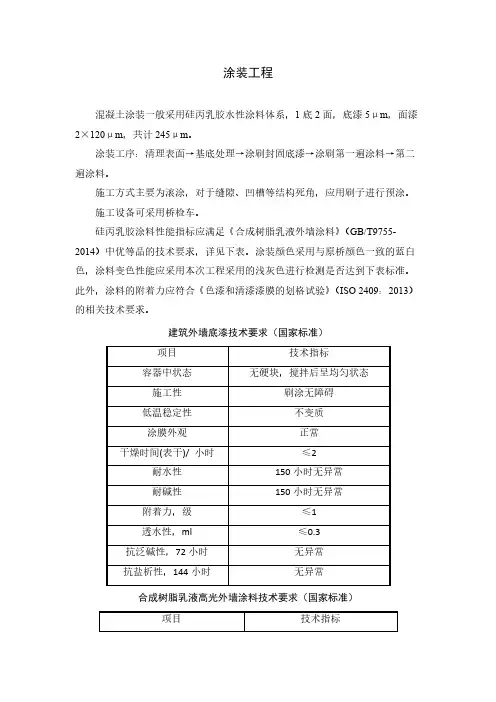
涂装工程
混凝土涂装一般采用硅丙乳胶水性涂料体系,1底2面,底漆5μm,面漆2×120μm,共计245μm。
涂装工序:清理表面→基底处理→涂刷封固底漆→涂刷第一遍涂料→第二遍涂料。
施工方式主要为滚涂,对于缝隙、凹槽等结构死角,应用刷子进行预涂。
施工设备可采用桥检车。
硅丙乳胶涂料性能指标应满足《合成树脂乳液外墙涂料》(GB/T9755-2014)中优等品的技术要求,详见下表。
涂装颜色采用与原桥颜色一致的蓝白色,涂料变色性能应采用本次工程采用的浅灰色进行检测是否达到下表标准。
此外,涂料的附着力应符合《色漆和清漆漆膜的划格试验》(ISO 2409:2013)的相关技术要求。
建筑外墙底漆技术要求(国家标准)
合成树脂乳液高光外墙涂料技术要求(国家标准)。


机械制造中的涂装工艺工作原理机械制造中的涂装工艺是一项重要的工作步骤,其目的是为了保护机械设备表面以防止腐蚀、磨损和其他外部损害。
涂装工艺可以延长机械设备的使用寿命,并提高其外观质量。
本文将介绍机械制造中常见的涂装工艺及其工作原理。
一、喷涂工艺喷涂是机械制造中最常用的涂装工艺之一。
其工作原理是将涂料通过专用的喷枪以气体或压力喷射到机械设备的表面。
喷涂工艺具有简单、高效、适用于各种表面的优点。
喷涂涂料通常可以分为溶剂型和水性两类。
溶剂型涂料具有较大的挥发性,干燥速度快,但对环境有一定的污染;水性涂料则更为环保,但干燥速度较慢。
二、电泳工艺电泳是一种通过电化学反应将涂料沉积到机械设备表面的涂装工艺。
其工作原理是将机械设备作为阴极,通过电流使涂料离子在电场作用下漆膜表面沉积。
电泳工艺具有涂层均匀、密封性好、耐腐蚀性强的特点,可用于涂装金属及塑料制品。
三、静电喷涂工艺静电喷涂是一种利用静电原理将涂料附着在物体表面的涂装工艺。
其工作原理是通过喷枪喷出的带有静电荷的涂料吸附在带有相反电荷的物体表面。
静电喷涂工艺具有喷涂速度快、涂层质量好、耗涂料少的特点,广泛应用于机械制造中的涂装工艺中。
四、浸渍工艺浸渍工艺是将机械设备浸入涂料中,让其表面吸附足够的涂料后取出,使涂料附着在设备表面的涂装工艺。
浸渍工艺适用于形状复杂、不易使用其他喷涂工艺的机械设备。
其工作原理是通过液体中的毛细作用使涂料沿表面上升,并附着在设备表面。
浸渍工艺通常需要多次浸渍和干燥,以使涂料层达到所需的厚度。
五、热熔喷涂工艺热熔喷涂工艺是一种将固态涂料通过加热熔化后,再通过喷枪喷射到机械设备表面的涂装工艺。
其工作原理是将固态涂料加热至液态,通过喷枪以压力喷射到设备表面后,迅速冷却形成涂料层。
热熔喷涂工艺具有快速、高效、涂料利用率高的优点,可用于复杂形状的涂装工艺。
综上所述,机械制造中的涂装工艺有喷涂、电泳、静电喷涂、浸渍和热熔喷涂等多种形式,每种工艺都有其独特的工作原理和适用范围。
涂装工艺一.涂装工艺流程:上挂→静电除尘→底漆涂装I→流平室I→底漆涂装II→流平室II→面漆涂装→流平室III→烤炉二.涂装工艺涂装治具:在现有环境条件一定的情况下,涂装治具设计和使用的合理性会直接影响涂装品质.1.A治具与B治具之间应留有稍许间隙.目的:a.防止溢漆.b.避免治具换用频率过高,造成浪费.2.B治具应尽量设计简易,可采用直条扁平钢板来代替现有B治具.目的:a.利于清洗和重复使用.b.可节省治具费用和模具费用.3.c治具底座裸露在外面,喷涂时及易积漆形成漆渣,宜在喷房内输送链两边装软塑料布.目的:a.可覆盖治具底座,易清洗和更换.b.可减少杂质的产生.4.所有治具应放置于无室内,上线前应确认A治具使用次数和治具清洁程度.必要时治具应进行清洁除尘.5.各种颜色涂装用A,B治具不能混用,以免造成异色.三.涂装工艺静电除尘:静电除尘是保持喷房环境、保证涂装品质的重要因素.现有之静电除尘设备除尘效果不佳,宜采用有自动识别功能的全自动静电除尘消除仪.除去静电的同时要除去灰尘等异物.注意事项:静电除尘室必须通风畅通,以保证除尘效果.四.涂装:油漆粘度、雾化压力和喷幅是决定涂装品质的三大决定因素.常见的主要涂装不良原因和对策如下:1.流挂.垂直表面上进行涂装时,漆膜在成膜过程中由于重力的作用向下流动.这种状态保持到成膜之后.因素:a.溶剂挥发性.溶剂挥发快有利于防止流挂,但不易流平.b.油漆粘度.粘度低易流挂.c.涂料固化速度慢易流挂.d.膜厚.膜厚厚易流挂.对策:a.正确选择溶剂和稀释剂.b.控制粘度.c.膜厚管理.参数控制:涂料量空气压力行枪速度角度方向距离d.涂装环境:温度湿度.2.白化.涂料在干燥过程中或成膜后产生云雾状白色漆膜.原因:涂装过程中漆膜中混入水份.A.溶剂快速蒸发引起涂膜表层温度急剧降低至露点以下.B.压缩空气中水分未分离而混入涂料.对策:a.选择恰当溶剂和稀释剂,控制其挥发速度.b.控制湿度<70%,如果湿度>70%可加入防潮剂.c.压缩空气过滤.3.渗色:底漆或底材中的颜料渗入面漆中导致面漆颜色改变或发花.原因:底涂层中的着色颜料被面漆的溶剂溶解并迁移至面漆中.对策:a.底漆完全固化后再涂面漆.b.面漆溶剂选择溶解力较差的溶剂.4.裂纹:漆膜表面产生微细裂纹.原因:制品内应力和外部应力.对策:a.降低溶剂蒸发速度.b.选择适当的干燥方法和升温程序,减少应力产生.所谓涂装即指对金属和非金属表面覆盖保护层或装饰层。
涂装工艺与设备简介1. 引言涂装工艺与设备是现代工业制造中非常重要的一项技术,广泛应用于各个行业,如汽车制造、电子产品、家电、航空航天等。
本文将对涂装工艺和设备进行简要介绍,包括涂装工艺的流程和常用的涂装设备。
2. 涂装工艺的流程涂装工艺的基本流程通常包括以下几个步骤:2.1 表面处理表面处理是涂装工艺中非常重要的一环,它的目的是为了提高涂装膜的附着力和耐久性。
常见的表面处理方法包括除油、除锈、喷砂等。
2.2 底漆涂装底漆涂装是涂装工艺中的第一道涂装工序,它通常用于提供基础色,并增强涂层的附着力和防腐性能。
2.3 中间涂装中间涂装是在底漆涂装后进行的一道工序,可以提供额外的装饰效果和保护。
2.4 面漆涂装面漆涂装是涂装工艺的最后一道工序,它用于提供最终的颜色和光泽效果,增加物品的视觉吸引力。
2.5 烘干/固化烘干/固化是涂装工艺的最后一道工序,通过加热或其他方式使涂层固化,提高其硬度和耐久性。
3. 常用的涂装设备涂装设备根据涂装工艺的不同,可以分为喷涂设备、涂布设备和电泳设备等。
3.1 喷涂设备喷涂设备是涂装工艺中最常用的设备之一。
根据涂装原理的不同,喷涂设备可以分为空气喷涂机、液压喷涂机、电喷涂机等。
喷涂设备通过喷枪喷射出涂料,将涂料均匀地覆盖在待涂物品表面。
3.2 涂布设备涂布设备通常用于涂布粘合剂或胶水等特殊涂料的工艺。
常见的涂布设备有滚涂机、刮涂机、印刷机等。
涂布设备通过滚筒、刮刀等装置将涂料均匀地涂布在工件表面。
3.3 电泳设备电泳设备是一种采用电场作用原理进行涂装的特殊设备。
它通常由电泳槽、阳极、阴极和电源等组成。
在电泳涂装过程中,工件作为阴极,放置在电泳槽中。
通过电源的作用,将涂料带电,使其在工件表面沉积形成涂层。
4. 结论涂装工艺与设备在现代工业制造中起着至关重要的作用。
通过对涂装工艺流程和常用涂装设备的介绍,我们可以更好地理解涂装工艺的原理和操作方式。
随着技术的不断发展,涂装工艺和设备将继续提升,为工业制造带来更高效、更环保的涂装解决方案。
集装箱涂装工艺
集装箱涂装工艺,简称集装箱喷涂,是指对集装箱表面进行涂装的过程。
涂装工艺的目的是保护集装箱的表面,延长其使用寿命,并美化外观。
集装箱涂装工艺一般包括以下步骤:
1. 清洗准备:首先需要将集装箱表面的尘土、油污等物质清洗干净,以确保涂料能够附着在表面上。
2. 表面处理:集装箱表面的锈蚀、铅笔锈、焊接痕迹等缺陷需要进行修补,常用的方法有砂轮打磨、刮削等。
3. 底漆涂装:底漆的作用是增强涂层的附着力,提高耐候性。
常用的底漆有环氧底漆、磷酸锌底漆等。
4. 中间涂层涂装:中间涂层是为了增强涂层的厚度和耐磨性,常用的涂料有环氧中间涂层、聚氨酯中间涂层等。
5. 装饰涂层涂装:装饰涂层是为了美化集装箱的外观,常用的涂料有聚氨酯涂料、氟碳漆等。
6. 涂装完工:涂装完成后,需要对涂层进行干燥和固化处理,以确保涂层的质量和性能。
集装箱涂装工艺的选择与应用,需要考虑到使用环境、涂料的
性能要求、涂装设备的能力等因素。
涂装工艺的合理选择和正确操作,可以提高集装箱的使用寿命和经济效益。
涂装工艺方法
涂装工艺方法是制造业中常见的一种工艺,它用于在零件、构件、机器和设备等物件表面形成一层防腐、美观和功能性的涂层。
涂装工艺方法主要包括以下几种:
1. 喷涂:将涂料借助压缩空气或高压喷枪喷射在物体表面,涂层薄而均匀,适用于物体形状各异、面积广泛的场合。
2. 浸涂:将物件浸泡在涂料中,经过滴水剥脱、自流深色涂层、涡流减薄等处理方式,使得涂层均匀、厚薄一致。
适用于诸如钢铁、铜合金等材料。
3. 静电喷涂:利用静电效应,让涂料自然沉降,在物件表面形成涂层。
精度高、节省涂料成本,适用于自行车、汽车、冰箱等物品。
4. 电泳:电泳是用电场力将带电离子的涂料引向物体表面的一种涂装工艺,常用于涂装高品质复杂形状的产品,如汽车、家用电器、紧固件等。
5. 热喷涂:利用高速气流喷出的熔融涂料,粘结在物件表面。
常用于高温耐腐蚀的金属涂装。