镀锡铜包线标准
- 格式:doc
- 大小:44.00 KB
- 文档页数:7
ul线规参数标准
UL线规(UL Wire Specifications)是指美国保险商实验室(Underwriters Laboratories)对电线、电缆等相关产品制定的技术规范和标准。
UL 线规涵盖了各种电线型号、用途、绝缘材料、导体规格等方面的要求。
以下是一些常见的UL线规参数标准:
1. UL1007:这是一款适用于电子设备内部连接线的标准,规格包括32AWG-16AWG的单根或裸铜线,镀锡铜丝。
该线材的电压等级为300V,标准遵循UL758-。
2. UL1015:这款标准适用于600V的电子线,规格为32AWG-10AWG,单根或裸铜线,镀锡铜丝。
该线材同样遵循UL758-标准。
3. NISPT-2、SPT-1W、SJTW、SJTO等:这些是美式电源线插头的种类,分别代表双层绝缘扁线、单层绝缘带凹槽扁线、防水电源线、防油电源线等。
具体型号如下:
- NISPT-2:双层绝缘,两芯线芯绝缘外层绝缘。
- SPT-1W:单层绝缘,线体带凹槽,外层绝缘直接包铜芯导体。
- SJTW:防水电源线。
- SJTO:防油电源线。
4. 其他UL线规标准:此外,还有许多其他针对不同用途、绝缘材料和导体规格的UL线规标准,例如:
- UL486:适用于低电压电线,包括室内和室外电线。
- UL1581:适用于火焰抑制电线。
- UL1727:适用于通信电缆。
- UL94:适用于塑料绝缘材料的燃烧特性。
以上仅为部分UL线规标准,实际应用中,根据不同的使用场景和需求,有许多其他线规可供选择。
在选购电线时,请确保线材符合相关UL标准,以保障电气安全和性能。
1.适用范围:适用于道路车辆用薄壁绝缘(R)单芯无屏蔽低压电缆(FL)规定了该电缆的尺寸、材料和标志。
引用标准DIN 40500-5 电工用铜—镀锡铜线—供货技术条件DIN 40500-4 电工用铜—软铜线—交货技术条件、2. 电线型号、名称及产品表示方法:电线型号:FLRY 单芯无屏蔽薄壁PVC绝缘低压电缆代号说明:FL----------------------------低压电线R------------------------------薄壁按材料分Y------------------------------聚氯乙烯绝缘按导体结构分:A型导体结构(见表1)正规绞合导体结构,奇数单线数日,其中一根单线排列在导体截面中央B型导体结构(见表2)非正规绞合导体结构产品表示方法:无屏蔽低压电缆(FL),薄壁绝缘(R),绝缘材料PVC(Y),导体标称截面(),A型导体结构(A)、裸单线,三色标志(底色和第一、第二标志色:黑(BK)、白(WH)和黄(YE)电缆表示为:无屏蔽低压电缆(FL),薄壁绝缘(R),绝缘材料PVC(Y),导体标称截面,A型导体结构(A),镀锡导体(sn),三色标志,底色和第一、第二标志色:黑(BK)、白(WH)和黄(YE):如需要或顾客有要求时可在前面加上标准编号:DIN 725513.技术要求:导体:导电线芯应由符合DIN 40500-4 要求的软铜单线或DIN 40500-5 E-Cu 58 F21要求的镀锡软铜单线绞合而成。
铜单线表面应光洁,无油污,无腐蚀现象。
铜单线的最大直径不得超过表2和表3的规定。
导体结构、导体电阻应符合表2~表3的规定。
绝缘:绝缘应紧密挤包在导体上,且应容易剥离而不损伤导体,绝缘表面应平整,色泽均匀,绝缘层不允许有打结、裂缝、气泡或含有杂质。
电线的绝缘厚度最薄点和外径应符合表2~表3的规定。
成品电线应经受电压幅值为5KV(小于的为3KV)的火花试验作为中间检查,但必须保证每一点耐受18个电压峰值。
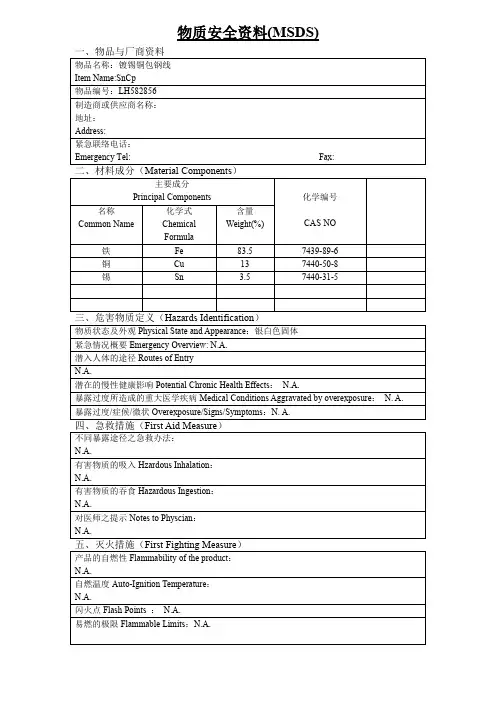
物质安全资料(MSDS)一、物品与厂商资料物品名称:镀锡铜包钢线Item Name:SnCp 物品编号:LH582856制造商或供应商名称:地址:Address:紧急联络电话:Emergency Tel:Fax:二、材料成分(Material Components )主要成分Principal Components化学编号CAS NO 名称Common Name化学式Chemical Formula 含量Weight(%)铁Fe 83.57439-89-6铜Cu 137440-50-8锡Sn3.57440-31-5三、危害物质定义(Hazards Identification )物质状态及外观Physical State and Appearance :银白色固体紧急情况概要Emergency Overview:N.A.潜入人体的途径Routes of Entry N.A.潜在的慢性健康影响Potential Chronic Health Effects :N.A.暴露过度所造成的重大医学疾病Medical Conditions Aggravated by overexposure :N.A.暴露过度/症候/微状Overexposure/Signs/Symptoms :N.A.四、急救措施(First Aid Measure )不同暴露途径之急救办法:N.A.有害物质的吸入Hzardous Inhalation :N.A.有害物质的吞食Hazardous Ingestion :N.A.对医师之提示Notes to Physcian :N.A.五、灭火措施(First Fighting Measure )产品的自燃性Flammability of the product :N.A.自燃温度Auto-Ignition Temperature :N.A.闪火点Flash Points :N.A.易燃的极限Flammable Limits :N.A.产品的燃烧Products of Combustion:N.A.呈现于各种物质下火灾危害Fire Hazards in Presence of Various Substances:N.A.呈现于各种物质下爆炸危害Explosion Hazards in Presence of Various Substances;N.A.火警的媒介与指示Fire Fighting and Instructions;N.A.防火衣Protective Clothing:N.A.火灾危害的特殊注解Special Remark on Fire Hazards:N.A.爆炸危害的特殊注解Special Remark on Explosion Hazards:N.A.六、泄漏处理方法(Accidental Release Measures)溢出和泄露Spill and Leak:N.A.七、操作与存储(Handling and Storage)操作Handling:一般手套,防止剪断面刺伤储存Storage:储存与阴凉干燥场所八、暴露的控制、个人的保护措施(Exposure Control,Personal Protection)工程控制Engineering Prtection:N.A.个人安全保护Personal Protection:一般手套九、物理及化学性质(Physical and Chemical Properties)物质状态与外观Physical State and Appearance:银白色固体分子量Molecular Weigh:N.A.化学式Chemical Formula:颜色Color:银白色气味Odor:无味酸碱值ph:N.A.沸点/凝结点Boiling/Condensation Point:N.A.酸价Acid Value:N.A.熔点/冰点Melting/Freezing Point:1083℃临界温度Critical Temperature:N.A.挥发度Volatility:N.A.自燃温度:N.A.爆炸界限:N.A.蒸汽压Vapor Pressure:N.A.蒸气密度Vapor Density:N.A.比重Specific Gravity:8.02g/cc溶解度Solubility:N.A.十、安定性及反应性(Stability and Reactivity)安定性与反应性Stability and Reactivity:N.A.不安定的状态Conditions of Instability:N.A.各种物质的不相容性Incompatibility with Various Substances:N.A.危害分解物Hazardous Decomposition Product:N.A.危害的聚合物Hazardous Poly:N.A.十一、毒性资料(Toxicological Information)对动物的毒物试验:LC50(测试动物、暴露途径):N.A.局部效应:N.A.致敏感性:N.A.对人类的毒物及慢性影响Toxic and Chronic Effects Humans:诱导突变的影响Mutagenic Effects:N.A.畸形的影响Teratogenic Effects:N.A.毒性的发展Developmental Toxicity:N.A.对人类的毒物特殊注解Special Remarks on Chronic Effects on Humans:N.A.其他毒性对人类的影响特殊注解Special Remarks on Other Toxic Effects on Humans:N.A.十二、生态资料环境毒性/Ecotoxicity:N.A.生化需氧量BOD5and COD:N.A.生物分解性Biodegradable/OECD:N.A.流动性Mobility:N.A.产品的生物分解毒性Toxicity of the Products of Biodegration:N.A.对产品生物分解的特殊注解Special Remarks on the products of Biodegradation:N.A.十三、废弃处置方法废弃物资讯Waste Information:以安全与环境优先考虑废弃物流向Waste Stream:可回收使用咨询当地或地区性专家Consult your local or regional authorities:N.A.十四、运送资料运输部分类DOT Classification:N.A.国际民航组织/国际空运协会分类ICAO/IATA Classification:ADR/RID分类ADR/RID Classification:N.A.海运的污染Marine Pollutant:N.A.国内运输规定:N.A.特殊运送条款Special Provisions for Transport;N.A.十五、参考文献参考文献-----------十六、其他资料制表者单位Company 名称:Name:地址:Address:制表人Prepared 职称:Position:姓名:Name:日期Date。

金属零件镀覆1.范围本标准规定了金属零件镀覆的术语、分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于在零件上进行铜、镍、装饰铬(镍+铬和铜+镍+铬)、银、锌、锡、化学镀镍表面镀覆处理。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T4955-1997 金属覆盖层覆盖层厚度测量阳极溶解库仑法GB5270-1985 金属基体上的金属覆盖层附着强度试验方法GB/T12306-1990 金属覆盖层工程用银和银合金电镀层GB/T12332-1990 金属覆盖层工程用镍电镀层GB/T12333-1990 金属覆盖层工程用铜电镀层GB/T16921-1997 金属覆盖层厚度测量X射线光谱方法GB/T9799-1997 金属覆盖层钢铁上的锌电镀层GB/T9800-88 电镀锌和电镀隔层的铬酸盐转化模GB/T12599-2002 金属覆盖层锡电镀层技术规范和试验方法GB/T9797-1997 金属覆盖层镍+铬和铜+镍+铬电沉积层GB/T13913-92 自催化镍-磷镀层技术要求和试验方法3.术语、分类3.1术语3.1.1主要表面指工件上某些已镀覆或待镀覆的表面,该表面上的镀层对工作的外观和(或)功能是极为重要的。
通常电镀条件不易镀到表面,如孔内部、深凹处等,一般不作为主要表面, 若因特殊需要而必须按规定厚度镀覆时应在图纸或工艺文件上注明。
3.1.2最小局部厚度在一个工件的主要表面上所测得的厚度最小值,也称最小厚度。
3.2.1按不同金属覆盖层分为:电镀铜、镀镍、镀铬、、镀银、镀锌、镀锡。
3.2.2按零件大小分为:大零件——每件表面面积1平方分米以上;中零件——每件表面面积0.3—1平方分米;小零件——每件表面面积0.3平方分米以下。

镀锡铜包钢线的镀层厚度应符合表2的要求,也可根据客户要求生产线径和线径偏差.表2单位:um剥锡前线径—剥锡后线径镀层厚度= 2镀锡铜包钢线表面应光洁,色泽均匀,不应有露铜、脱锡、黑斑、锈蚀、裂纹、伤痕和超过允许偏差的锡瘤、毛刺等缺陷.镀锡铜包钢线在温度20℃时,根据客户的要求,导电率28%-30%之间,供客户选择。
镀锡铜包钢线的机械性能应符合表3的要求.表3镀锡铜包钢线应具有良好的可焊性,经加速老化后,焊接时间不大于2S或润湿力<φmN,镀锡铜包钢线应具有良好的抗老化性.纯锡层铜线在200±5℃烘烤1小时或175±5℃烘烤4小时后,无发黄发黑.老化后可焊性合格.5.试验方法按条要求,镀锡铜包钢线的直径用分度值为0.01mm 千分尺在经过外观检验的样本上,距试样两端10mm 及试样的中央部位,分别在同一截面的两个相互垂直的方向上测量,取其平均值.按条要求,镀锡铜包钢线的表面用肉眼,在规定抽取的每轴(桶)样本单位长度上进行全面检验.按条要求,镀锡铜包钢线的镀层厚度采用剥锡液铜线表面镀层去掉,取试样10-20cm浸入溶液中2-5分种,看到锡层完全去掉,露出原铜包钢线,拿出来用水冲洗干净,擦干后,用千分尺测量未去镀层和已去镀层的铜包钢线,互相垂直各测量二次,测两个部位取其平均值.按条求,镀锡铜包线电阻率试验方法:在规定抽取经线外观检验的每轴(桶)样本上,用双臂电桥或其他能准确测量的设备进行测量,取三个试样的计算平均值.原铜包钢线和锡锭供应商固定不变时,允许电阻率每半年检查一次.5.5.1抗拉强度将试样固定在拉力计的试验架上,开启拉力开关,至试样拉断,读出拉力计读数F,抗拉强度σb=4F/IId2,,其中F(拉断时拉力):N,d(直径):mm.5.5.2 延伸率将试样固定在延伸测试装置上,启动延伸率拉伸开关,至拉断,直接读出延伸率读数,也可按下列方式计算:延伸率=[(后标尺长度—原标尺长度)/原标尺长度]×100%5.5.3 反复弯折(客户无要求可不做此项)反复弯折试验是沿着试样的轴向,施加表3规定的负荷,在曲率半径mm的专用夹具上进行,以弯曲至90度,然后复原,朝相反方向弯曲至90度,再复原作为一个循环.以适当的速度反复弯曲,直至折断,取三个试样折断时的最小循环次数为弯折次数.按条要求镀锡铜包钢线的可焊性试验方法5.6.1试样的制备在按规定数量抽取的每轴(桶)样本单位上,以外观检验后,截取试样100mm长,试样不应被手指接触或受到其它污染,进行可焊性试验前,试样不进行清洁处理. 5.6.2 试验方法5.6.2.1 在焊锡性试验仪上,将温度调至250±5℃,待温度平衡后,将试样浸入无铅的锡焊料中浸2秒,迅速平稳提起,试样表面应被焊料覆盖,无肉眼可风的未覆盖处,表面光洁,无锡环、锡瘤.5.6.2.2将试样在可焊性测试仪上进行测量(具体操作见可焊性测试仪操作指导书).试验结果,润湿力<φMN为合格.将镀锡铜包钢线试样置于200±5℃的烘烤箱内烘烤1小时或175±5℃的烘箱内烘烤4小时后(烘箱内应通风),规格分别为H-2、H-3的镀锡的铜包钢线,应无明显的发黄或变黑,规格分别为H-0、H-1的镀锡铜线无此项要求。
[键入文字]镀锡铜线和铜包铝的特性及主要区别镀锡铜线产品特性:1、镀锡铜线拥有极之优良的可焊性。
2、随着时间变化,可焊性仍保持良好,可长期储藏。
3、表面平滑、光亮、润泽。
4、性能稳定可靠,确保优质、高产。
镀锡铜线产品适用范围:1、电阻和电容;2、光敏元件、二极管和晶体管的传感器;3、跳线等电子元件;电线.电缆生产厂家的首选产品及其它用途;铜包铝线采用先进的包覆焊接制造技术,将高品质铜带同心地包覆在铝杆或钢丝等芯线的外表面,并使铜层和芯线之间形成牢固的原子间的冶金结合。
使两种不同的金属材料结合成为不可分割的整体,可以象加工单一金属丝那样作拉拔和退火处理,拉拔过程中铜和铝同比例地变径,铜层体积比则保持相对恒定不变。
由于高频信号具有“趋肤效应”的特点,因此铜包铝线和铜包钢线在传输高频信号(大于5MHz)时,具有与纯铜线相同的导电性能。
独特的复合性能:铜包铝线同时具备铜的导电性与铝的密度小的复合特性;而铜包钢线则将铜的导电性与钢的高强度结合在一起。
镀锡铜包钢线发挥了锡的可焊性和抗硫化性;镀银铜包钢线则提高了导电性、导热性、增大了耐蚀性、抗氧化性。
因而具有广阔的应用范围。
纯铜线和铜包铝的导电率相似,主要是镀锡铜线好上锡。
1.镀锡铜线具有良好的耐腐蚀性:铝比铜易腐蚀,但由于铜包铝材料已经完全冶金化,铝完全被铜所覆,不会被水、空气接触,完全达到与铜一样的性能。
2.中国铜排市场年需用量约为100万吨左右。
而铜铝复合排若能对铜排市场进行全面替代,每年电缆盘型钢将会节约50万吨左右的铜需求量,占2011年精炼铜总需用量的6%左右。
3.镀锡铜线/铜复合导体还更用利于避免电缆在长期使用过程中由于腐蚀、碰伤或因紧压、锡焊接不好使导体与接线端子接触不良、发热引起铜层脱落和铜铝两种金属之间形成电势差,加速电化腐蚀,造成电缆端部烧毁的隐患。
镀镍铜线很少人用到,所以几乎是没什么供应的,如果你是做针用的话,可以先打成针然后镀镍这样子比较简单,镀镍铜线和镀锡铜线的用途差不多,也很容易上锡。
ul1015线材标准UL1015是一种电线电缆标准,也被称为AWM1015,UL意为Underwriters Laboratories,是一个总部位于美国的独立第三方实验室和认证组织。
UL1015线材标准是UL公司用于测试和认证电线电缆产品的安全和可靠性的标准之一。
下面是关于UL1015线材标准的一些相关参考内容。
1. 标准介绍:UL1015电线电缆标准是一种涵盖了导电材料、绝缘材料、绝缘电阻、耐电压试验等多个方面的测试方法和要求的标准。
该标准适用于额定电压不超过600V的铜导线或镀锡铜导线的电线电缆产品,用于低压电气和电子设备中。
2. 材料要求:UL1015标准对导体和绝缘材料有严格的要求。
导体材料必须是铜或镀锡铜,符合ASTM标准。
绝缘材料必须是由聚氯乙烯(PVC)制成,具有良好的耐压和耐热性能,在燃烧时不产生有害气体。
3. 物理性能测试:UL1015标准包括了一系列的物理性能测试,如导线的直径、外径和动态破坏强度的测量,以及绝缘材料的厚度、绝缘电阻和抗拉强度的测试。
这些测试旨在确保电线电缆能够承受正常使用条件下的物理和机械应力。
4. 电气性能测试:UL1015标准要求进行一系列的电气性能测试,包括额定电流和电阻的测量,以及额定电压下的耐压测试。
这些测试旨在确保电线电缆在正常使用条件下能够传输所需的电流,并具有足够的耐压能力,以防止漏电或短路等安全事故的发生。
5. 燃烧性能测试:UL1015标准要求进行燃烧性能测试,以评估材料的阻燃性能。
该测试包括燃烧试验、氧指数测定和垂直燃烧测试等。
这些测试旨在确保电线电缆在火灾发生时不会迅速燃烧或产生有害气体,以保护人员和设备的安全。
总之,UL1015线材标准是一种用于测试和认证电线电缆产品的安全和可靠性的标准。
它涵盖了导体材料、绝缘材料、物理性能测试、电气性能测试和燃烧性能测试等多个方面的要求,以确保电线电缆符合相关的安全标准。
符合UL1015标准的电线电缆产品可以在低压电气和电子设备中使用,提供可靠的电力传输和保护用户和设备的安全。
镀锡圆铜线国家标准
镀锡圆铜线是一种常见的导电材料,广泛应用于电子、通讯、汽车等领域。
为了规范镀锡圆铜线的生产和使用,我国制定了相应的国家标准,以确保产品质量和安全性。
本文将介绍镀锡圆铜线国家标准的相关内容。
首先,镀锡圆铜线国家标准对产品的材料要求进行了明确规定。
标准要求镀锡圆铜线的基材应符合国家相关标准,镀锡层的厚度和均匀性也有明确的规定。
这些要求旨在保证产品的材料质量和使用寿命,提高产品的稳定性和可靠性。
其次,标准对镀锡圆铜线的外观和尺寸进行了详细的规定。
产品的外观质量直接影响着产品的美观度和使用性能,因此标准要求产品表面应光滑、无氧化、无裂纹、无气泡等缺陷。
同时,产品的尺寸也有严格的要求,包括直径、圆度、线径公差等,以确保产品能够满足设计要求和使用需求。
此外,标准还对镀锡圆铜线的性能进行了全面的规定。
产品的导电性能、机械性能、耐热性能等都有严格的测试方法和指标要求。
这些规定旨在保证产品在实际使用中能够稳定可靠地工作,不会因为材料或者工艺上的问题导致产品失效或者安全隐患。
最后,标准还对产品的包装、运输和贮存进行了规定。
正确的包装、运输和贮存能够有效地保护产品,避免在运输和贮存过程中受到损坏或者污染。
这些规定有助于确保产品在交付给用户时能够保持良好的状态,发挥出最佳的性能。
总的来说,镀锡圆铜线国家标准的制定是为了规范产品的生产和使用,保障产品质量和安全性。
遵循标准要求,生产企业能够提高产品质量,保障用户权益,促进行业的健康发展。
因此,生产企业和用户都应该严格遵守相关标准要求,共同维护产品质量和市场秩序。
镀锡铜绞线国标摘要:一、镀锡铜绞线的概述二、国标中对镀锡铜绞线的规格要求三、国标中对镀锡铜绞线的性能指标四、镀锡铜绞线的应用领域五、如何选择合适的镀锡铜绞线六、镀锡铜绞线的采购与存储注意事项正文:一、镀锡铜绞线的概述镀锡铜绞线,顾名思义,是一种表面覆盖有锡层的铜绞线。
它是在铜绞线表面镀上一层锡合金,以提高绞线的耐腐蚀性、抗氧化性和导电性能。
镀锡铜绞线广泛应用于电力、通信、铁路、石油化工等领域,是一种重要的电气材料。
二、国标中对镀锡铜绞线的规格要求我国国家标准GB/T 3953-2008《电缆用镀锡铜线》对镀锡铜绞线的规格进行了详细的规定。
根据国标,镀锡铜绞线的规格包括:导体直径、绞合节距、每股绞数、线芯截面积等。
不同用途的镀锡铜绞线,其规格要求有所不同。
三、国标中对镀锡铜绞线的性能指标国标GB/T 3953-2008还对镀锡铜绞线的性能指标进行了明确规定,包括:导电性能、机械性能、锡层厚度、抗氧化性能、耐腐蚀性能等。
这些性能指标是评价镀锡铜绞线质量的重要依据。
四、镀锡铜绞线的应用领域镀锡铜绞线具有优良的导电性能、抗氧化性能和耐腐蚀性能,因此在众多领域得到广泛应用。
如电力系统中的输电线路、配电设备;通信系统中的光纤电缆、射频电缆;铁路信号系统中的信号电缆等。
五、如何选择合适的镀锡铜绞线选择镀锡铜绞线时,应根据实际应用场景和需求,考虑以下几个方面:1.规格:根据应用领域的实际需求,选择合适的导体直径、绞合节距等规格。
2.性能:关注镀锡铜绞线的导电性能、机械性能、锡层厚度等性能指标,选择符合国家标准的产品。
3.品牌:选择具有良好口碑和可靠品质的品牌,以确保产品质量和售后服务。
4.价格:在满足性能和质量的前提下,综合考虑价格因素,选择性价比较高的产品。
六、镀锡铜绞线的采购与存储注意事项1.采购:在采购镀锡铜绞线时,应与供应商充分沟通,明确产品规格、性能、价格等事项,签订正式合同。
2.存储:镀锡铜绞线应存放在干燥、通风、避光的环境中,远离热源、腐蚀性物质,避免挤压、损坏。
mil-t-10727镀锡标准解释说明以及概述1. 引言1.1 概述在工业生产和制造过程中,镀锡是一种常见的表面处理技术。
MIL-T-10727是美国军事标准中关于镀锡的规范,它详细描述了针对电子元件、设备和零部件的镀锡要求。
本文将对MIL-T-10727标准进行解释说明,并概述其内容及应用领域。
1.2 文章结构本文分为五个主要部分。
首先是引言,介绍文章的背景和目的;接着是解释说明MIL-T-10727标准,包括标准的背景、镀锡过程与要求以及镀锡质量评估方法;然后是介绍MIL-T-10727标准的应用领域,包括军事行业应用、民用工业应用以及国际标准对比分析;紧接着是探讨影响MIL-T-10727标准合规性的因素,包括材料选择与处理要点、操作规范与设备要求以及环境因素及处理控制措施;最后是结论与展望,总结文章主要结论并展望未来该标准的发展方向。
1.3 目的本文旨在提供关于MIL-T-10727镀锡标准的全面解释说明,使读者能够了解该标准的背景、要求及评估方法。
同时,通过介绍MIL-T-10727标准在不同领域的应用,帮助读者了解该标准在军事行业和民用工业中的重要性和影响。
此外,文章还将讨论影响MIL-T-10727标准合规性的各种因素,以便读者更好地掌握如何满足该标准要求。
最后,通过总结结论并展望未来的发展方向,希望能为相关研究和实践提供一定的参考和指导。
2. mil-t-10727镀锡标准解释说明:2.1 标准背景mil-t-10727是一项有关于镀锡的军事标准,它规定了镀锡的过程和要求。
该标准被广泛应用于军事行业和民用工业领域。
2.2 镀锡过程与要求mil-t-10727标准主要包括镀锡涂层的制备步骤、维护程序以及相关技术要求。
这些要求涵盖了镀锡涂层的厚度、粘附力、耐腐蚀性等方面。
在具体操作中,必须遵循特定参数,例如镀锡温度、电流密度和浸泡时间等。
2.3 镀锡质量评估方法为了确保符合mil-t-10727标准,需要进行对镀锡质量的评估。
镀锡铜绞线国标
摘要:
一、镀锡铜绞线的概述
二、国标镀锡铜绞线的标准要求
三、镀锡铜绞线的应用领域
四、镀锡铜绞线的优势和局限
五、选购镀锡铜绞线的注意事项
正文:
镀锡铜绞线是一种以铜为基材,表面镀覆一层锡的绞线。
它具有良好的导电性、导热性、耐腐蚀性和可焊性,广泛应用于电气、通信、能源等领域。
我国对镀锡铜绞线有明确的国家标准,包括GB/T 1179-2008《圆线绞线》和GB/T 3953-2009《电工圆铜线》等。
这些标准规定了镀锡铜绞线的规格、技术要求、试验方法等内容,以确保产品质量和性能。
在应用领域方面,镀锡铜绞线主要应用于:
1.电气设备:如变压器、电缆、发电机、电动机等,作为导电材料;
2.通信设备:如电话线、数据线、网络线等,用于信号传输;
3.能源领域:如太阳能、风能等新能源设备的连接线。
镀锡铜绞线具有以下优势:
1.良好的导电性能:相较于纯铜线,镀锡铜绞线的电阻更小,导电性能更强;
2.耐腐蚀性:镀锡层能有效防止铜线氧化,提高产品使用寿命;
3.可焊性:镀锡铜绞线易于焊接,方便连接和维修。
然而,镀锡铜绞线也存在一定的局限性:
1.价格较高:由于生产工艺复杂,镀锡铜绞线的价格较纯铜线高;
2.强度较低:相较于其他金属绞线,镀锡铜绞线的强度较低。
在选购镀锡铜绞线时,应注意以下几点:
1.检查产品外观:观察镀锡层是否均匀、色泽是否正常,避免选购表面粗糙、色泽暗淡的产品;
2.了解产品规格:根据实际需求,选择符合国家标准的规格型号;
3.比较价格:合理的价格是产品质量和性能的体现,过高或过低的价格都应引起警惕。
镀锡铜包线标准(总6页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March镀锡铜包钢线标准一、适用范围:1、本标准适用于公司生产的为电子元器件之引线或通讯线缆用的镀锡铜包钢线,它是以铜包钢线为芯线,经热浸锡基合金制得的产品。
2、有关标准1)SJ2421-83 电子元器件用镀锡铜包钢线2)GB/T728-88 锡锭3、牌号和标记3.1牌号GTRX----软镀锡铜包钢线 GTX----硬铜包钢线G-----钢 T---------铜芯 R-----软态X表示镀层为锡基合金3.2标记由牌号、线径、镀层厚度等级及本标准编号等部份组成。
示例:直径为,镀层厚度为H-3的镀锡铜线表示方法(具体见厚度表示法)。
—H--3 QW-GC-018客户无要求时,可用简易标记:G——34、技术要求4.1镀锡铜线应采用符合GB-3952-98《电工用铜线坯》技术要求的铜线材作为芯线,镀层采用锡锭应符合GB/T728-88《锡锭》的技术要求。
4.2镀锡铜包钢线之线径及其允许偏差应符合表1的要求。
镀锡铜包钢线应具有良好的可焊性,经加速老化后,焊接时间不大于2S或润湿力<φmN,镀锡铜包钢线应具有良好的抗老化性.纯锡层铜线在200±5℃烘烤1小时或175±5℃烘烤4小时后,无发黄发黑.老化后可焊性合格.5.试验方法按条要求,镀锡铜包钢线的直径用分度值为0.01mm 千分尺在经过外观检验的样本上,距试样两端10mm 及试样的中央部位,分别在同一截面的两个相互垂直的方向上测量,取其平均值.按条要求,镀锡铜包钢线的表面用肉眼,在规定抽取的每轴(桶)样本单位长度上进行全面检验.按条要求,镀锡铜包钢线的镀层厚度采用剥锡液铜线表面镀层去掉,取试样10-20cm浸入溶液中2-5分种,看到锡层完全去掉,露出原铜包钢线,拿出来用水冲洗干净,擦干后,用千分尺测量未去镀层和已去镀层的铜包钢线,互相垂直各测量二次,测两个部位取其平均值.按条求,镀锡铜包线电阻率试验方法:在规定抽取经线外观检验的每轴(桶)样本上,用双臂电桥或其他能准确测量的设备进行测量,取三个试样的计算平均值.原铜包钢线和锡锭供应商固定不变时,允许电阻率每半年检查一次.按条要求镀锡铜包线的机械性能试验方法.5.5.1抗拉强度将试样固定在拉力计的试验架上,开启拉力开关,至试样拉断,读出拉力计读数F,抗拉强度σb=4F/IId2,,其中F(拉断时拉力):N,d(直径):mm.5.5.2 延伸率将试样固定在延伸测试装置上,启动延伸率拉伸开关,至拉断,直接读出延伸率读数,也可按下列方式计算:延伸率=[(后标尺长度—原标尺长度)/原标尺长度]×100%5.5.3 反复弯折(客户无要求可不做此项)反复弯折试验是沿着试样的轴向,施加表3规定的负荷,在曲率半径 mm的专用夹具上进行,以弯曲至90度,然后复原,朝相反方向弯曲至90度,再复原作为一个循环.以适当的速度反复弯曲,直至折断,取三个试样折断时的最小循环次数为弯折次数.按条要求镀锡铜包钢线的可焊性试验方法5.6.1试样的制备在按规定数量抽取的每轴(桶)样本单位上,以外观检验后,截取试样100mm 长,试样不应被手指接触或受到其它污染,进行可焊性试验前,试样不进行清洁处理.5.6.2 试验方法5.6.2.1 在焊锡性试验仪上,将温度调至250±5℃,待温度平衡后,将试样浸入无铅的锡焊料中浸2秒,迅速平稳提起,试样表面应被焊料覆盖,无肉眼可风的未覆盖处,表面光洁,无锡环、锡瘤.5.6.2.2将试样在可焊性测试仪上进行测量(具体操作见可焊性测试仪操作指导书).试验结果,润湿力<φMN为合格.按条要求,镀锡铜包线的抗老化试验方法将镀锡铜包钢线试样置于200±5℃的烘烤箱内烘烤1小时或175±5℃的烘箱内烘烤4小时后(烘箱内应通风),规格分别为H-2、H-3的镀锡的铜包钢线,应无明显的发黄或变黑,规格分别为H-0、H-1的镀锡铜线无此项要求。
:1.适用范围:适用于道路车辆用薄壁绝缘(R)单芯无屏蔽低压电缆(FL)规定了该电缆的尺寸、材料和标志。
引用标准DIN 40500-5 电工用铜—镀锡铜线—供货技术条件DIN 40500-4 电工用铜—软铜线—交货技术条件、2. 电线型号、名称及产品表示方法:电线型号:FLRY 单芯无屏蔽薄壁PVC绝缘低压电缆)代号说明:FL----------------------------低压电线R------------------------------薄壁按材料分Y------------------------------聚氯乙烯绝缘按导体结构分:A型导体结构(见表1)正规绞合导体结构,奇数单线数日,其中一根单线排列在导体截面中央…B型导体结构(见表2)非正规绞合导体结构产品表示方法:无屏蔽低压电缆(FL),薄壁绝缘(R),绝缘材料PVC(Y),导体标称截面(),A型导体结构(A)、裸单线,三色标志(底色和第一、第二标志色:黑(BK)、白(WH)和黄(YE)电缆表示为:;无屏蔽低压电缆(FL),薄壁绝缘(R),绝缘材料PVC(Y),导体标称截面,A型导体结构(A),镀锡导体(sn),三色标志,底色和第一、第二标志色:黑(BK)、白(WH)和黄(YE):如需要或顾客有要求时可在前面加上标准编号:DIN 725513.技术要求:导体:导电线芯应由符合DIN 40500-4 要求的软铜单线或DIN 40500-5 E-Cu 58 F21要求的镀锡软铜单线绞合而成。
铜单线表面应光洁,无油污,无腐蚀现象。
铜单线的最大直径不得超过表2和表3的规定。
;导体结构、导体电阻应符合表2~表3的规定。
绝缘:绝缘应紧密挤包在导体上,且应容易剥离而不损伤导体,绝缘表面应平整,色泽均匀,绝缘层不允许有打结、裂缝、气泡或含有杂质。
电线的绝缘厚度最薄点和外径应符合表2~表3的规定。
成品电线应经受电压幅值为5KV (小于 的为3KV )的火花试验作为中间检查,但必须保证每一点耐受18个电压峰值。
镀锡铜线是一种常用的导电材料,其广泛应用于电子、通讯、汽车等领域。
本篇文章将为您介绍26号镀锡铜线的标准。
一、26号镀锡铜线的定义26号镀锡铜线是指直径为0.4mm左右的铜线,在表面进行锡涂层处理后形成的产品。
其主要特点是具有优异的导电性能和耐腐蚀性能,可以长期稳定地工作在各种恶劣环境下。
二、26号镀锡铜线的主要技术指标1. 直径公差:±0.004mm2. 电阻率:不大于0.01724Ω·mm²/m3. 锡层厚度:2-4μm4. 抗拉强度:不小于215MPa5. 伸长率:不小于15%6. 耐热性能:应能在200℃温度下连续工作24小时而不发生变形和损坏。
三、26号镀锡铜线的应用范围1. 电子领域:用于制作电路板、绕制电感、制作变压器、驱动电机等。
2. 通讯领域:用于制作通讯设备中的高频电缆、天线、连接器等。
3. 汽车领域:用于制作汽车线束、电器元件等。
四、26号镀锡铜线的质量控制1. 采用先进的生产工艺和设备,确保产品的表面光滑、均匀、无氧化物、无污染。
2. 对每批产品进行严格的检测,确保其符合相关标准要求。
3. 保证产品的包装质量,防止在运输、储存过程中受到损坏。
五、26号镀锡铜线的市场现状目前,26号镀锡铜线已成为电子、通讯、汽车等领域的重要材料,市场需求持续增长。
随着新能源汽车、5G通讯等行业的发展,对高性能导电材料的需求将会进一步增加。
六、总结本文介绍了26号镀锡铜线的标准,包括其定义、主要技术指标、应用范围、质量控制和市场现状。
作为一种重要的导电材料,26号镀锡铜线在未来的发展中具有广阔的应用前景。
镀锡铜绞线国标
摘要:
1.镀锡铜绞线的定义和用途
2.国标镀锡铜绞线的规格和性能要求
3.国标镀锡铜绞线的应用领域
4.镀锡铜绞线与裸铜绞线的区别
5.国标镀锡铜绞线的市场前景
正文:
镀锡铜绞线是一种电气导线,以铜绞线为基材,表面镀有一层锡。
它具有良好的导电性能、抗腐蚀性和抗氧化性,广泛应用于电力、通信、电气设备等领域。
我国对镀锡铜绞线有明确的国标规定,主要包括以下几个方面:
1.规格:国标镀锡铜绞线的规格主要根据截面积和绞线根数来划分,如10mm、16mm、25mm等,以满足不同场合的需求。
2.性能要求:国标镀锡铜绞线应具有良好的导电性能、抗腐蚀性和抗氧化性。
其镀锡层厚度、镀层均匀性、绞线结构等都有明确的规定。
3.应用领域:国标镀锡铜绞线广泛应用于电力系统、通信系统、电气设备等领域。
如用于电力系统的接地线、通信系统的电缆、电气设备的连接线等。
4.区别:镀锡铜绞线与裸铜绞线的主要区别在于表面处理。
镀锡铜绞线表面镀有锡层,具有良好的抗腐蚀性和抗氧化性,而裸铜绞线没有表面处理,容易氧化和受腐蚀。
5.市场前景:随着我国电力、通信、电气设备等行业的快速发展,对镀锡铜绞线的需求也在不断增加。
镀锡铜包钢线的镀层厚度应符合表2的要求,也可根据客户要求生产线径和线径偏差.
表2
单位:um
剥锡前线径—剥锡后线径
镀层厚度 = 2
镀锡铜包钢线表面应光洁,色泽均匀,不应有露铜、脱锡、黑斑、锈蚀、裂纹、伤痕和超过允许偏差的锡瘤、毛刺等缺陷.
镀锡铜包钢线在温度20℃时,根据客户的要求,导电率28%-30%之间,供客户选择。
镀锡铜包钢线的机械性能应符合表3的要求.
表3
镀锡铜包钢线应具有良好的可焊性,经加速老化后,焊接时间不大于2S或润湿力<φmN,
镀锡铜包钢线应具有良好的抗老化性.纯锡层铜线在200±5℃烘烤1小时或175±5℃烘烤4小时后,无发黄发黑.老化后可焊性合格.
5.试验方法
按条要求,镀锡铜包钢线的直径用分度值为0.01mm 千分尺在经过外观检验的样本上,距试样两端10mm 及试样的中央部位,分别在同一截面的两个相互垂直的方向上测量,取其平均值.
按条要求,镀锡铜包钢线的表面用肉眼,在规定抽取的每轴(桶)样本单位长度上进行全面检验.
按条要求,镀锡铜包钢线的镀层厚度采用剥锡液铜线表面镀层去掉,取试样10-20cm浸入溶液中2-5分种,看到锡层完全去掉,露出原铜包钢线,拿出来用水冲洗干净,擦干后,用千分尺测量未去镀层和已去镀层的铜包钢线,互相垂直各测量二次,测两个部位取其平均值.
按条求,镀锡铜包线电阻率试验方法:在规定抽取经线外观检验的每轴(桶)样本上,用双臂电桥或其他能准确测量的设备进行测量,取三个试样的计算平均值.原铜包钢线和锡锭供应商固定不变时,允许电阻率每半年检查一次.
按条要求镀锡铜包线的机械性能试验方法.
5.5.1抗拉强度
将试样固定在拉力计的试验架上,开启拉力开关,至试样拉断,读出拉力计读数F,抗拉强度σb=4F/IId2,,其中F(拉断时拉力):N,d(直径):mm.
5.5.2 延伸率
将试样固定在延伸测试装置上,启动延伸率拉伸开关,至拉断,直接读出延伸率读数,也可按下列方式计算:
延伸率=[(后标尺长度—原标尺长度)/原标尺长度]×100%
5.5.3 反复弯折(客户无要求可不做此项)
反复弯折试验是沿着试样的轴向,施加表3规定的负荷,在曲率半径 mm的专用夹具上进行,以弯曲至90度,然后复原,朝相反方向弯曲至90度,再复原作为一个循环.以适当的速度反复弯曲,直至折断,取三个试样折断时的最小循环次数为弯折次数.
按条要求镀锡铜包钢线的可焊性试验方法
5.6.1试样的制备
在按规定数量抽取的每轴(桶)样本单位上,以外观检验后,截取试样100mm 长,试样不应被手指接触或受到其它污染,进行可焊性试验前,试样不进行清洁处理.
5.6.2 试验方法
5.6.2.1 在焊锡性试验仪上,将温度调至250±5℃,待温度平衡后,将试样浸入
无铅的锡焊料中浸2秒,迅速平稳提起,试样表面应被焊料覆盖,无肉眼可风的未覆盖处,表面光洁,无锡环、锡瘤.
5.6.2.2将试样在可焊性测试仪上进行测量(具体操作见可焊性测试仪操作指导
书).试验结果,润湿力<φMN为合格.
按条要求,镀锡铜包线的抗老化试验方法
将镀锡铜包钢线试样置于200±5℃的烘烤箱内烘烤1小时或175±5℃的烘箱内烘烤4小时后(烘箱内应通风),规格分别为H-2、H-3的镀锡的铜包钢线,应无明显的发黄或变黑,规格分别为H-0、H-1的镀锡铜线无此项要求。
老化试验后,加助焊剂松香水,应满足5.6.2的要求。
6.检测规则
镀锡铜包钢线的质量,必须有合理的生产工艺来保证.
所有试验均应在本厂或由其它指定的单位进行,订货方有权按本标准的规定对产品进行验收.如检验结果与本标准要求不符时,须自产品收到日
起,二个月内向本公司提出,双方协商解决.订货方如提出需要产品终
检报告时,供货方应给予提供.
凡表四所列试验项目中有一项不合格,即整批不合格,制造厂可就不合格项目进行100%检验,合格部份单独验收.
7.包装、标志、运输、贮存
镀锡铜包钢线应均匀地绕在线轴上或桶内,线匝不得紊乱,成轴线满度应距轴板边缘不小于5mm,每轴(桶)允许由二根线料组成,每轴线重不超大型过30kg,不低于3kg,在顾客有特殊要求时,按订货方要求供货.
成轴的镀锡铜包钢线,应包PVC薄膜或采用防潮措施,而后装入纸箱或桶内.每轴(桶)镀锡铜包钢线上应贴有标签,其上注明:
1.制造厂名称
2.型号及规格
3.净重:kg
4.制造日期 : 年月日
5.检验部门印记
6.线材在运输中应防潮、防蚀.
镀锡铜包钢线应妥善保管在干燥通风、无蚀气体的室内.贮存时间超过一年
的应重新检验.。