工艺单模板
- 格式:xls
- 大小:28.50 KB
- 文档页数:1

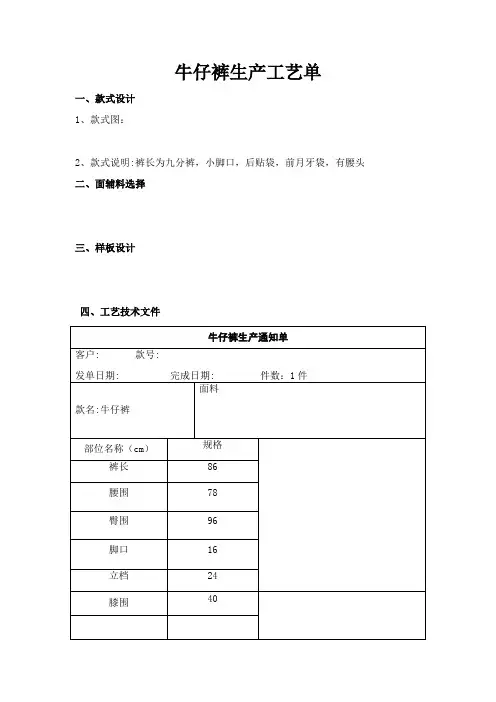
牛仔裤生产工艺单一、款式设计1、款式图:2、款式说明:裤长为九分裤,小脚口,后贴袋,前月牙袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件六、缝制工艺1)前片前裤片的工序涉及缝制前侧插袋。
将相关裁片如左右袋布、小侧片和前裤片等分配给机工缝制前侧插袋.车缝硬币袋袋口明线,并将其缉在右侧片相应位置。
将袋布分别缝合在左、右侧片上,与前片缝合前把兜布做好,固定袋布并将前片半成品过渡到下一组工序.2)做前门襟及绱拉链绱拉链前,机工要准备好左右门襟裁片和前裤片半成品。
缝合好双折的底襟,将其正面转递下道工序.左右门襟和前片裆部包缝,把左半边拉链布带缉在左门襟贴边上,并与前片缝合,在左裤片上车缝门襟造型线。
然后,车缝右半边拉链与底襟,并与右裤片缝合。
本组工序最后一步:缝合前裆,缉明线.前片半成品在继续缝合前要通过质检。
3)后片事先准备好左右后袋、后育克、后裤片。
第一道工序:用特制的模板确定后袋造型线并修正尺寸,其目的是为下一道工序描绘出袋上的纹样和做份的宽窄。
用熨斗后袋造型。
与此同时,缝合后裤片和育克,最后把后袋绱在后片上.与前片一样,后片半成品在继续缝合前要通过质检.4)缝合缝制完成后袋和门襟拉链后,开始缝合前后片。
车缝牛仔裤侧缝明线,以加固前后裤片的牢度。
然后绱腰头,并在折裤口贴边前缝合下裆。
缝下道工序:制出腰带袢,一般牛仔裤有5个腰带袢:一个在后中缝,前片左右袋口各一个,另两个在前袋至后中缝之间的位置.同样,进入到下一工序之前,要进行质量检验.5)套结牛仔裤的腰头上锁头扣眼,尾部套结加固.另外,腰带袢、门襟、后袋、裆等重要部位也要套结加固。
七、整烫工艺将牛仔裤熨烫平整。
西裤生产工艺单一、款式设计1、款式图:2、款式说明:较宽松长裤,直筒裤口,后片两个省,前口袋为斜插袋,后口袋为嵌线袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件零部件裁剪图粘衬工艺裁剪图六、缝制工艺(一)检查裁片(1)检查裁片是否齐全,规格、色差是否符合要求。

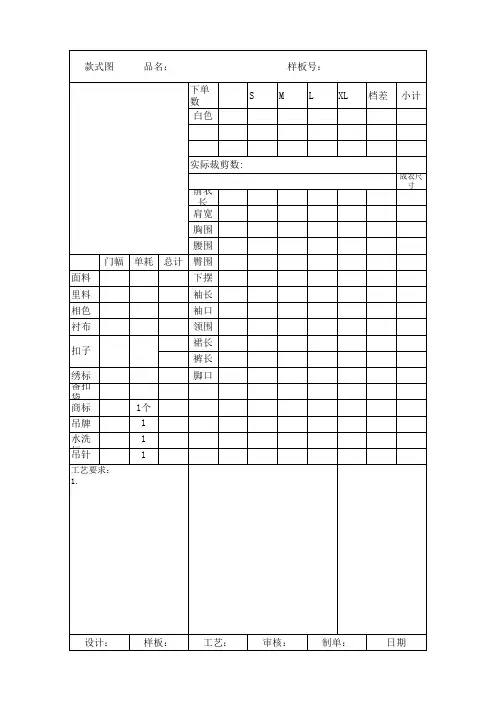
工艺单
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
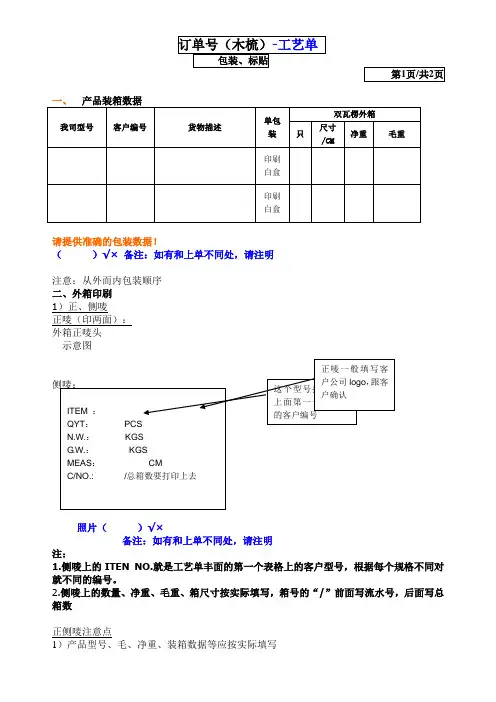
请提供准确的包装数据!
()√× 备注:如有和上单不同处,请注明
注意:从外而内包装顺序
二、外箱印刷
1)正、侧唛
正唛(印两面):
外箱正唛头
示意图
照片()√×
备注:如有和上单不同处,请注明
注:
1.侧唛上的ITEN NO.就是工艺单丰面的第一个表格上的客户型号,根据每个规格不同对就不同的编号。
2.侧唛上的数量、净重、毛重、箱尺寸按实际填写,箱号的“/”前面写流水号,后面写总箱数
正侧唛注意点
1)产品型号、毛、净重、装箱数据等应按实际填写
2)注意印2面
()√×
外箱的品质要求
1)标准双瓦楞出口纸箱
2)40’堆高外箱不得有下陷的现象
照片()√×
备注:如有和上单不同处,请注明
二、内包装及包装质量要求
1)木梳激光logo参考
1)产品包装:一个产品一个印刷内盒(中性白盒/彩盒/棕色带印刷?),1个产品装一个opp袋子?,.彩盒效果图如下,仅供参考.彩盒和彩卡设计稿详细见附件
照片()√×
备注:如有和上单不同处,请注明。