电子产品生产焊接工艺教程
- 格式:ppt
- 大小:5.25 MB
- 文档页数:113

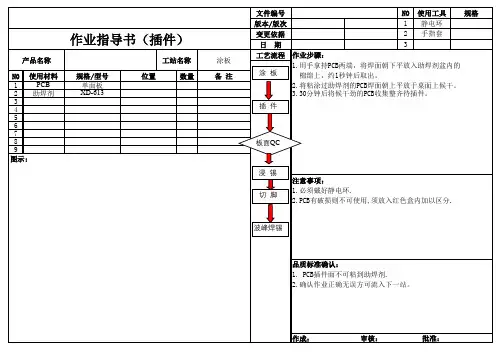
文件编号NO使用工具规格版本/版次1静电环变更依据2手指套日 期3工艺流程N0数量123456789作成: 审核: 批准:工站名称涂板2. 确认作业正确无误方可流入下一站。品质标准确认:1. PCB插件面不可粘到助焊剂.图示:注意事项:1.必须戴好静电环.2.PCB有破损则不可使用,须放入红色盒内加以区分.3.30分钟后将候干劲的PCB收集整齐待插件。助焊剂XD-613单面板2.将粘涂过助焊剂的PCB焊面朝上平放于桌面上候干。使用材料规格/型号位置备 注作业指导书(插件)产品名称作业步骤:1.用手拿持PCB两端,将焊面朝下平放入助焊剂盆内的 棉绵上,约1秒钟后取出。PCB涂板板面QC插件切脚浸锡波峰焊锡文件编号NO使用工具规格版本/版次1静电环变更依据2日 期3工艺流程N0数量12345678910注意事项:1.插件作业必须戴好静电环.2.元件本体有破损或断脚则不可使用,须放入红色盒内区分.3.变压器为磁性元件,注意不可掉地而影响特性。品质标准确认:1.卧式电阻,跳线和二极管要贴板,单边浮高不超过1.0mm.2.变压器,散热器,继电器,接线座底部要插到位贴板, 单边浮高不可超过0.3mm。3.蜂鸣器,直脚插座要确实贴板,不允许浮高。工站名称插件产品名称使用材料作业步骤: 丝印平面,直立板面.1. 跳线插入J*孔位,为无极性元件,平卧板面.2. 电阻插入R*孔位,为无极性元件,平卧板面.3. 电容插入C*孔位,正极长脚对应丝印+,直立板面.4. 二极管插入D*孔位,本体负极对应丝印负极位,平贴板面.备 注 丝印缺口面,平贴板面.5. 三极管插入Q*孔位,为有极性元件,本体平面对应6. 蜂鸣器插入SP孔位,正极脚对应丝印+,平贴板面.7. 继电器插入JR孔位,为无极性元件,平贴板面。8. 接线座插入L/N/P孔位,本体缺口对应对应 先取PCB板按左图示方向,丝印面朝上平放于流水线 轨槽内.左右手交替插件,将元件插入对应位置:图示:规格/型号作业指导书(插件)位置9. 变压器插入T*孔位,为有极性元件,初级4脚位对应7.必须100%全检,确认正确无误方可流入下一站。 审核: 批准: PCB板的4孔位处,平贴板面。6.不可有插错位,漏件,反向,浮高,错件等不良。4.稳压器与散热器要锁紧,有松动则不可使用。4.立式瓷片电容,压敏电阻和三极管允许倾斜不超过15°5.二三极管,电解电容和直脚插座为极性元件,不可插反.涂板板面QC插件切脚浸锡波峰焊锡文件编号NO使用工具规格版本/版次1静电环变更依据2日 期3工艺流程N0数量12345678910注意事项:1.插件作业必须戴好静电环.2.元件本体有破损或断脚则不可使用,须放入红色盒内区分.3.变压器为磁性元件,注意不可掉地而影响特性。品质标准确认:1.卧式电阻,跳线和二极管要贴板,单边浮高不超过1.0mm.2.变压器,散热器,继电器,接线座底部要插到位贴板, 单边浮高不可超过0.3mm。3.蜂鸣器,直脚插座要确实贴板,不允许浮高。4. 立式三极管印字平面对应丝印平面位置,直立板面。5. 直脚插座缺口位对应丝印缺口标示,平贴板面。6. 变压器,散热器,继电器,接线座底部平贴板面。6.不可有插错位,漏件,反向,浮高,错件等不良。3. 卧式二极管本体白色负极对应丝印负极位,平贴板面。 按照从上到下,从右到左的顺序对板面元件作以下检查:单面板作业指导书(插件)作业步骤:跳线¢0.5mmJ*2. 卧式电阻本体平贴板面。使用材料规格/型号位置备 注PCB电阻卧式R*电容立式C*二极管卧式D*三极管立式Q*继电器卧式JR蜂鸣器立式SP立式L/N/P产品名称工站名称插件QC变压器卧式T*图示: 审核: 批准:4.立式瓷片电容,压敏电阻和三极管允许倾斜不超过15°7.必须100%全检,确认正确无误方可流入下一站。5.二三极管,电解电容和直脚插座为极性元件,不可插反.接线座4.稳压器与散热器要锁紧,有松动则不可使用。1. 电解电容本体白色负极对应丝印阴影负极位,直立板面.涂板插件切脚浸锡涂板板面QC插件切脚浸锡波峰焊锡文件编号NO使用工具规格版本/版次1静电环变更依据2手浸钢夹日 期3手浸锡炉工艺流程N0数量12345678910注意事项:1.必须戴好静电环.2.锡炉液面要保持干净,表面氧化层要及时刮除干净。品质标准确认:1.PCB板面不可以粘到助焊剂。2.浸锡时不可以溢锡到PCB板面烫伤元件。3.浸锡时间不可以太久,约3秒钟,防止烫伤PCB板发黄。4.卧式电阻,跳线和二极管要贴板,单边浮高不超过1.0mm.5.变压器,散热器,继电器,接线座底部要插到位贴板, 单边浮高不可超过0.3mm。6.蜂鸣器,直脚插座要确实贴板,不允许浮高。助焊剂XD-613使用材料1.用钢钳夹住PCB两端,成垂直方向将PCB板放在助焊剂备 注规格/型号位置作业指导书(插件)产品名称 盆内支架上,先对板底粘浸助焊剂。2. 再将粘浸过助焊剂的PCB夹至锡炉锡面上方,成15°锡条63/37 角度将PCB板放入锡面,浸锡约3秒钟后,成15°3. 检查板底焊点要全部吃锡,吃锡不良则要重新浸一次。4. 最后将浸锡后的PCB板元件面朝上平放于台面摆整齐。 角度将PCB板慢慢提离锡面。3.锡炉高温,遵守操作规范,小心烫伤。4. 锡炉温度控制在245±10℃。工站名称浸锡作业步骤:图示: 审核: 批准:7.立式瓷片电容,压敏电阻和三极管允许倾斜不超过15°板面QC波峰焊锡涂板板面QC插件切脚浸锡波峰焊锡文件编号NO使用工具规格版本/版次1静电环变更依据2切脚机MS139B日 期3工艺流程N0数量12345678910注意事项:1.必须戴好静电环.2.调节刀片时要戴手套,且要将切脚机电源关断。品质标准确认:1.PCB板底脚长为1.0-1.5mm。2.不可有切伤焊点和倒脚等不良。3.PCB板要摆放整齐,不可杂乱堆积,防止元件脚刮伤 板面元件。 审核: 批准:图示:3.遵守操作规范,小心受伤。4. 切脚作业时必须将安全防护板盖上,严禁开盖操作。5. 刀片磨损影响切脚品质时,要拆下并磨利后方可使用。切脚作业步骤:使用材料规格/型号位置备 注2.再向前推动切脚机的滑动杆进行切脚。3. 检查切脚后的PCB脚长符合要求,装入胶框内摆整齐。作业指导书(插件)工站名称1.先将浸好锡的PCB板底朝下平放入切脚机轨道内。涂板插件切脚浸锡涂板板面QC插件切脚浸锡波峰焊锡文件编号NO使用工具规格版本/版次1静电环变更依据2波峰焊炉日 期3工艺流程N0数量12345678910注意事项:1.必须戴好静电环.2.锡炉液面要保持干净,表面氧化层要及时刮除干净。品质标准确认:1.PCB板面不可以粘到助焊剂。2.过炉时不可以溢锡到PCB板面烫伤元件。3.空焊,短路,包焊的比例不可超过10个点。 批准:图示:3.锡炉高温,遵守操作规范,小心烫伤。4. 锡炉温度控制在245±10℃。 审核:4.带插片的PCB板过炉不可漏装插片。4. 最后将过炉后的PCB板元件面朝上平放于胶框内摆整齐。3. 检查过炉后的板底焊点要吃锡良好,吃锡不良率过高 则需对波峰炉参数作修正,直到最佳状态。3.设置好波峰炉后,将PCB元件板面向上平放入导轨内插片立式 进行过锡(带插片的PCB板要先将插片插好方可过炉)。锡条63/37 自如且不会掉落或卡板。助焊剂XD-9822. 再参照各款PCB的波峰参数表,对波峰炉参数进行设置。使用材料规格/型号位置备 注作业指导书(插件)产品名称工站名称过波峰焊作业步骤:1.先按PCB尺寸调节好波峰焊导轨宽度,使PCB板能传送涂板插件切脚浸锡涂板板面QC插件切脚浸锡波峰焊锡

pcb飞线焊接工艺
PCB飞线焊接工艺可以分为以下步骤:
1. 首先,要保证飞线的两端和焊盘之间的导通性。如果某条线断了,可以从附近找一个跳接线跨接之。
2. 焊接时尽量选择功率大的电烙铁,火焰温度高且恒定,焊接方便。但需注意焊锡的用量,避免过多焊锡掩盖了导线或元件。最好使用松香辅助焊剂,使电路板便于上锡,保证焊点光亮光滑。
3. 对于不同规格、阻值相同的电阻或其它电子零件,可使用焊锡卷带进行焊接,整齐排列,方便后续操作。对于不能确定的情况下,不要乱插乱碰,防止不确定的因素出现。
4. 在完成飞线焊接后,检查各连接点的可靠性,如发现问题及时处理。同时在线路焊接完毕并冷却后,最好用绝缘漆对印制板进行灌封,尤其要包好各个焊点,以防止电子元器件之间产生相互干扰的现象。
以上步骤供您参考,实际的操作可能会因为具体的电路情况和工作环境而有所调整。

电路板焊接步骤及注意事项
电路板的焊接是电子产品组装的重要一环,焊接质量的好坏直接影响到电路的正常工作和寿命。下面将介绍电路板焊接的步骤以及注意事项。
1.准备工作:确保焊接环境干燥、通风良好,准备好所需的焊接设备和器材,包括焊台、焊锡、焊膏、焊丝等。
2.检查电路板:首先检查电路板的线路布局和元器件的正确性,避免焊接出错。
3.清洁电路板:使用酒精棉球或无尘布将电路板上的灰尘和杂质擦拭干净,以确保焊接质量。
4.确定焊接顺序:根据焊接复杂度和焊接操作的便捷性,确定焊接元器件的顺序,并进行合理的分组。
5.上锡:使用焊台预热焊嘴,将焊锡的端面贴住焊线和焊嘴,打短时间的闪锡。
6.定位元器件:将元器件按照焊点的位置和方向放置在电路板上,使用夹子或胶带固定好。
7.烙铁焊接:将烙铁加热至适当温度,将焊嘴和待焊接的焊点夹持,然后接触焊锡瞬间,等待焊锡融化和分散后,即可断开烙铁,完成焊接。
8.检查焊点:用放大镜检查焊点,确保焊点没有断路、短路和冷焊等问题。如有问题,可立即修复。
9.清理电路板:用无尘布擦拭焊接过程中产生的焊渣和焊锡球,确保电路板清洁。 1.使用合适的焊接设备和器材:选择合适的烙铁和焊锡,确保焊接温度和时间的控制准确。
2.控制焊接温度和时间:焊接温度过高或时间过长会导致焊接脆化和元器件损坏,焊接温度过低或时间过短会导致冷焊和焊点连接不牢固。
3.保持焊接环境干燥:潮湿的环境会导致焊接氧化,影响焊接质量,因此需要保持焊接环境干燥,并及时清理焊接设备表面的氧化物。
4.避免焊接电路板过热:过热会导致元器件烧毁和电路板损坏,因此焊接过程中应尽量减小对电路板的热量影响,可使用遮暗板等辅助措施。
5.注意元器件的正确安装:焊接前要检查元器件的引脚是否正确连接,避免焊接错误,造成电路板损坏或焊接不牢固。
6.保持焊点的整齐:焊接时要保持焊锡的量适中,焊点形状整齐,不宜过多或过少,以保证焊接质量和良好的电路连接。

芯片焊接教程
芯片焊接是一项非常重要的工艺,对于电子设备的制造和维修来说至关重要。正确的焊接可以保证电路的稳定性和可靠性,同时也能够避免因焊接不当引起的故障和损坏。下面就给大家介绍一下芯片焊接的基本步骤和注意事项。
首先,准备工作十分重要。在进行焊接前,我们首先要准备好所需的工具和材料。常用的工具包括焊锡台、焊锡丝、焊膏、钳子、镊子等,而常用的材料就是待焊接的芯片和焊接面板。
接下来,进行芯片定位。芯片焊接前,需要将芯片正确地放置在焊接面板上。对于小尺寸的芯片,可以用镊子轻轻地捏取,然后将其放置在预定的焊接位置上。对于大尺寸的芯片,可以使用吸锡器将芯片吸起,然后将其放置在焊接位置上。
然后,将焊锡丝熔化。使用焊锡台加热焊锡丝,待焊锡丝开始熔化时,将其接触到焊接位置。焊锡丝应该均匀地分布在焊接位置上,并且不能过量。过量的焊锡会导致芯片焊接不牢固,而且可能还会发生短路。
接下来,焊接芯片。使用焊锡丝将芯片与焊接面板连接起来。将焊锡丝轻轻地接触到焊接位置,然后等待焊锡丝完全熔化和流动。在焊接过程中,焊锡丝应该完全覆盖焊接位置,以确保焊接的牢固性。
焊接完成后,我们需要进行一些常规的检查和清理工作。首先,用钳子、镊子等工具检查焊接是否均匀和牢固。如果有松动或者不牢固的地方,可以用热风枪或者焊锡台重新焊接一次。其次,用棉签或者刷子清理焊接面板上的焊渣和残留物。焊渣和残留物可能会引起短路或者损坏芯片。
最后,将焊接好的芯片进行测试。在测试芯片之前,我们需要确保焊接面板上没有任何其他电路或者部件与焊接位置相碰撞。然后,使用测试仪器对芯片进行测试,以确保芯片的正常工作和性能。
总之,芯片焊接是一项需要仔细操作和注意细节的工艺。正确的焊接可以保证电路的稳定性和可靠性,而不当的焊接可能会引起故障和损坏。所以,在进行焊接时,我们需要认真准备工具和材料,正确地定位芯片,熔化焊锡丝,焊接芯片,进行检查和清理,最后进行测试。只有经过严格的操作和检验,才能保证芯片焊接的质量和可靠性。