线切割3B代码实例
- 格式:doc
- 大小:44.00 KB
- 文档页数:4
线切割圆弧3b代码编程
切割圆弧是一项常见的工艺,在制造和建筑领域中经常使用。
下面是一个用3b代码编程实现切割圆弧的例子,希望能够以人类的视角进行描述,并保持文章的流畅度。
我们需要定义一个圆弧的起点、终点和半径。
这些参数将决定圆弧的形状和大小。
然后,我们可以使用数学公式来计算出圆弧上的各个点的坐标。
接下来,我们使用一条线来切割圆弧。
这条线的起点和终点将决定切割的方向和长度。
我们可以通过计算线与圆弧的交点来确定切割的起点和终点。
然后,我们需要将切割线与圆弧进行相交运算。
这可以通过计算线与圆弧的交点来实现。
交点将决定切割线与圆弧的切点,从而确定切割的位置和角度。
我们可以将切割线应用于圆弧上,从而实现切割操作。
这可以通过将切割线的起点和终点与圆弧的起点和终点连接起来来实现。
在绘制切割线的同时,我们还可以绘制切割线与圆弧的交点,以便在实际操作中进行参考。
通过以上步骤,我们就可以使用3b代码来编程实现切割圆弧的操作。
这种方法可以确保切割的准确性和精度。
同时,我们还可以根据需要进行调整和优化,以实现更高效和精确的切割操作。
切割圆弧是一项常见的工艺,通过使用3b代码编程可以实现。
我们可以根据圆弧的起点、终点和半径来计算切割线的起点和终点,然后通过计算切割线和圆弧的交点来确定切割线和圆弧的切点。
最后,我们可以将切割线应用于圆弧上,从而实现切割操作。
这种方法可以保证切割的准确性和精度,同时也可以根据需要进行调整和优化。

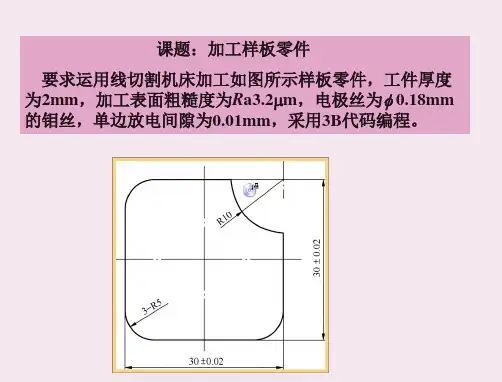
数控线切割机床常用3B程序格式介绍及实例目前,我国数控线切割机床常用3B程序格式编程,其格式如表所示。
1、分隔符号 B因为X、Y、J均为数字,用分隔符号(B)将其隔开,以免混淆。
2、坐标值(X、Y)一般规定只输入坐标的绝对值,其单位为μm,μm以下应四舍五入。
对于圆弧,坐标原点移至圆心,X、Y为圆弧起点的坐标值。
对于直线(斜线),坐标原点移至直线起点,X、Y为终点坐标值。
允许将X和Y的值按相同的比例放大或缩小。
对于平行于X轴或Y轴的直线,即当X或Y为零时,X 或Y值均可不写,但分隔符号必须保留。
表——无间隙补偿的程序格式(三B型)3、计数方向G选取X方向进给总长度进行计数,称为计X,用Gx表示;选取Y方向进给总长度进行计数,称为计Y,用Gy表示。
图1 斜线的计数方向图(1)加工直线可按图1选取:|Ye|>|Xe|时,取Gy;|Xe|>|Ye|时,取Gx;|Xe|=|Ye|时,取Gx或Gy均可。
图2 圆弧的计数方向图(2)对于圆弧,当圆弧终点坐标在图2所示的各个区域时,若:|Xe|>|Ye|时,取Gy;|Ye|>|Xe|时,取Gx;|Xe|=|Ye|时,取Gx或Gy均可。
4、计数长度J计数长度是指被加工图形在计数方向上的投影长度(即绝对值)的总和,以μm为单位。
图3 例1斜线的G和J例1,加工图3所示斜线OA,其终点为A(Xe,Ye),且Ye>Xe,试确定G和J。
因为|Ye|>|Xe|,OA斜线与X轴夹角大于45°时,计数方向取Gy,斜线OA在Y轴上的投影长度为Ye,故J=Ye。
图4 例2圆弧的G和J例2,加工图4所示圆弧,加工起点A在第四象限,终点B(Xe,Ye)在第一象限,试确定G和J。
因为加工终点靠近Y轴,|Ye|>|Xe|,计数方向取Gx; 计数长度为各象限中的圆弧段在X轴上投影长度的总和,即J=JX1+JX2。
图5 例3圆弧的G和J例3,加工图5所示圆弧,加工终点B(Xe,Ye),试确定G和J。

3B加工指令代码线切削机床除了使用ISO代码外,还使用3B、4B、5B和EIA等,使用较多的是3B格式,慢走丝多采用4B格式。
本节内容将主要介绍3B格式的指令编程。
一、编程方法介绍3B代码编程格式是数控电火花线切割机床上最常用的程序格式,在该程序格式中无间隙补偿,但可通过机床的数控装置或一些自动编程软件,自动实现间隙补偿。
具体格式见表。
3B程序格式表B X B Y B J G Z分隔符号X坐标值分隔符号Y坐标值分隔符号计数长度计数方向加工指令其中:B—分隔符号,它的作用是将X、Y、J 数码分开来;X、Y—增量(相对)坐标值;J—加工线段的计数长度;G—加工线段的计数方向;Z—加工指令;例如:B1000B2000B2000GYL2。
有的系统要求整个程序有一些辅助指令T84(工作液开)、T85(工作液关);T86(贮丝筒开)、T87(贮丝筒关);应有停机符M02(程序结束)。
1. 坐标系与坐标值X、Y的确定平面坐标系是这样规定的:面对机床操作台,工作台平面为坐标系平面,左右方向这X轴,且右方向为正;前后方向为Y轴,前方为正。
编程时,采用相对坐标系,即坐标系的原点随程序段的不同而变化。
加工直线时,以该直线的起点为坐标系的原点,X、Y取该直线终点的坐标值;加工圆弧时,以该圆弧的圆心为坐标原点,X、Y取该圆弧起点的坐标值,单位为μm。
坐标值的负号不写。
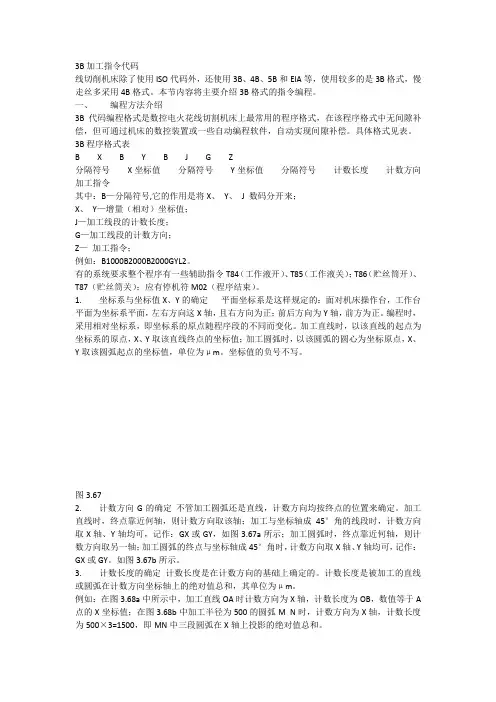
图3.672. 计数方向G的确定不管加工圆弧还是直线,计数方向均按终点的位置来确定。
加工直线时,终点靠近何轴,则计数方向取该轴;加工与坐标轴成45°角的线段时,计数方向取X 轴、Y轴均可,记作:GX或GY,如图3.67a所示;加工圆弧时,终点靠近何轴,则计数方向取另一轴;加工圆弧的终点与坐标轴成45°角时,计数方向取X轴、Y轴均可,记作:GX或GY。
如图3.67b所示。
3. 计数长度的确定计数长度是在计数方向的基础上确定的。
计数长度是被加工的直线或圆弧在计数方向坐标轴上的绝对值总和,其单位为μm。
