钢包精炼炉电极横臂裂纹的焊接修复工艺
- 格式:pdf
- 大小:180.61 KB
- 文档页数:3

LF型精炼炉电极中相横臂的焊接修复工艺
刘社琴;刘俊良
【期刊名称】《现代焊接》
【年(卷),期】2014(000)012
【摘要】本文分析了LF型精炼炉中相横臂钢铜复合材料的焊接性,提出相应的修复工艺措施,有效解决了中相横臂的渗漏问题。
【总页数】3页(P61-63)
【作者】刘社琴;刘俊良
【作者单位】新余钢铁集团机械制造公司
【正文语种】中文
【中图分类】O648.23
【相关文献】
1.钢包精炼炉电极横臂裂纹的焊接修复工艺 [J], 侯伟鹏;李云强
2.钢包精炼炉电极横臂裂纹的焊接修复工艺 [J], 侯伟鹏;李云强
3.LF型精炼炉电极中相横臂的焊接修复工艺 [J], 刘社琴;刘俊良
4.LF型精炼炉电极臂结构及发展 [J], 梁联通
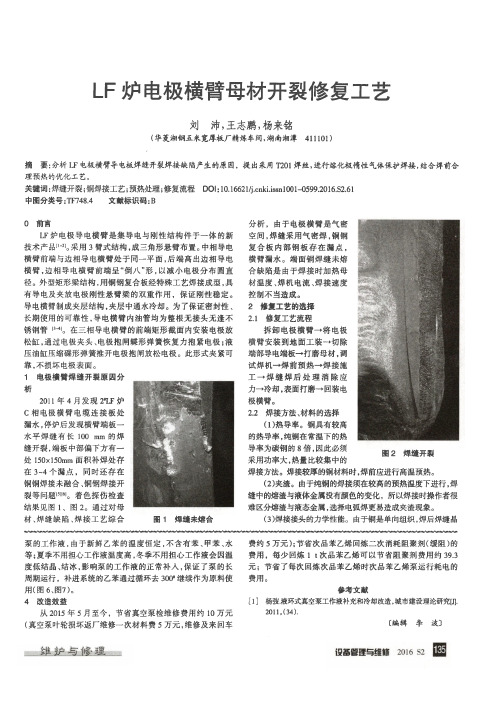
5.LF炉电极横臂母材开裂修复工艺 [J], 刘沛;王志鹏;杨来铭
因版权原因,仅展示原文概要,查看原文内容请购买。

一种钢包的焊接修补方法摘要:钢包作为钢厂生产设备,在钢铁冶炼过程中扮演着重要的角色,钢包的工作条件极为恶劣,在承受高温的同时还要承受高温钢水的静态压力和出水时的冲击力,长时间的机械高温侵蚀和机械冲刷会造成钢水包的部分区域严重烧伤和发生变形。
本方法采用一种挖补修复焊接技术,能使用较低的生产成本,在用时较少的工况下,对钢水包进行焊接修补,从而使设备快速正常工作。
关键词:钢包修补;焊接;挖补工艺;热处理1.前言钢包又称钢水包,它主要的作用盛放高温熔化的液态钢水,是连接炼钢和连铸的容器,钢包一般由外壳和内衬组成。
其中内衬包括三层结构,分别是保温层、永久层和工作层。
保温层紧贴钢包外壳它的主要作用是减少热损失,保温层内部是永久层,工作层是最内层,直接与钢水和炉渣接触,其厚度视钢包大小而定。
几乎所有刚税率外精炼过程都在钢包内完成,因此钢包的工作条件极为苛刻,在承受高温的同时还要承受高温钢水的静态压力和出水时的冲击力,因此它的质量对生产进度、钢水质量和设备的使用寿命都有影响。
在长时间的高温负载的工作环境下,钢水包会发生侵蚀损毁,钢包的补挖修补一般是将严重烧毁的区域甚至造成变形的缺陷清理掉,经过一系列检查手段(例如金相检查、无损检查)后,损毁区域外侧材质无劣化现象。
可以采用挖补工艺进行修复。
2.钢包的损坏成因观察钢包损坏状态,经现场检验与分析,造成该钢包熔损缺陷的原因主要是:由于内部耐材损坏失去效用,以至于铁水穿过耐材而将本体烧毁,本体烧毁后钢水流出渗漏至钢水包外侧,最终造成外侧本体损坏。
由于受到钢包工作现场的空间及环境限制,在钢包工作现场进行作业有一定的难度,况且钢包在多次使用的情况下,如果从损毁一侧将钢包进行切割,则会造成钢包在周向变形,同时在焊接作业过程中应力也会会对筒体造成变形,因此要采取相关的措施。
3.挖补前的支撑固定在进行作业前要首先确定需要修挖的部位,根据对钢包损毁部位的实地检查,确定以钢包耳轴的两侧宽度约1.5米的,深度以钢包上端往下约2.8米的范围作为修补范围,同样在焊补时的材料、区域尺寸、钢包厚度等要与挖补区域一致,由于钢包的内部空间为中空且没有支撑,在将包体挖除一部分后可能会有变形的情况出现,因此需要在切割包体前对内部进行支撑,结合钢包的特点确定设计工装来完成支撑。
裂纹维修方法(总10页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除金属结裂纹维修的方法及其止裂金属结构裂纹维修的方法及其止裂原理分析摘要:目前,金属结构均面临着普遍的疲劳问题以及产生疲劳裂纹带来的维修问题。
阐述了金属疲劳损伤问题产生的机理,提出可能的维修方法及其优缺点,为金属结构的的设计与维修提供依据。
关键词:疲劳损伤裂纹维修前言起重机金属结构常见的故障有裂纹、变形、严重锈蚀、刚度不够等。
其中裂纹是门机最为常见的故障,占金属机构故障的80%以上。
虽然金属结构的设计都符合常规设计的强度要求,但往往还是不可避免有裂纹产生。
这是因为材料内部总难免在夹渣、气孔,加工的过程中可能有毛刺、划伤,焊接过程中存在未焊透等。
在变应力的作用下,存在缺陷的部位或者应力最大部位往往最先出现疲劳裂纹,随着应力循环次数的增加,裂纹缓慢扩展直至达到临界尺寸而破坏。
工程断裂力学认为,裂纹体存在一个临界裂纹长度ac。
当存在的裂纹长度a< ac时,表示该裂纹体可以继续使用,如果a≥ ac,表示该裂纹体不可使用。
ac是可通过材料的断裂韧性常数KIC和材料应力场的分布数据求得在计算ac时,可近似的采用σmin=0,即不吊重时,构件裂纹处的应力为0。
这样计算值ac小于实际值,同时也有利于作出更安全的判断。
σmax可通过应力测量测出或者有限元法算出, f表示修正系数。
断裂力学的判断标准是在能量平衡理论中称为裂纹扩展阻力GIC的断裂韧性,它是材料固有的力学性能,表示裂纹体抵抗断裂的能力。
当裂纹的推动力G1达到裂纹的扩展阻力的时候,裂纹就会扩展。
推力曲线与阻力曲线的关系见图1。
图1 推动力与阻力曲线示意图从图1中可以看出,裂纹扩展阻力GIC随着裂纹推动力G1增大而增大。
当推动力G1< G″1,裂纹是不会扩展的。
当推动力增长到G1= G″1,裂纹扩展了Δa后, GIC的增长速度快于G1增长的速度,裂纹就会停止扩展。
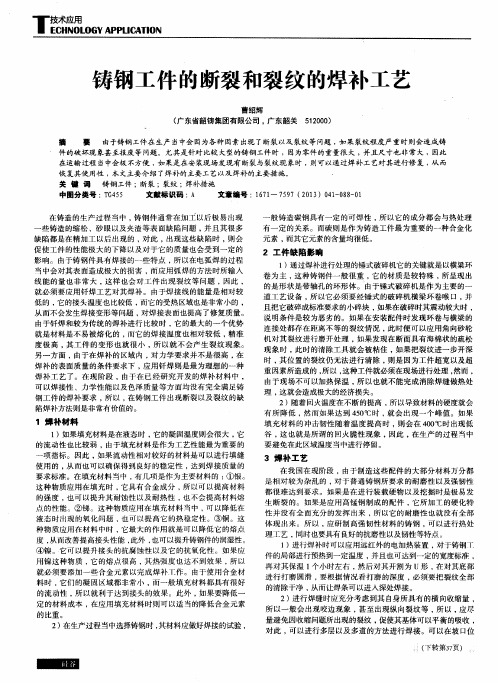
焊接技术 《机电技术》2008年第4期大型铸钢件裂纹的焊补严新民(厦工(三明)重型机器厂有限公司,福建 三明 365000)摘 要:锤式破碎机的关键件——横梁环卷,安装时发现多处裂纹,根据裂纹情况,制定现场焊补处理措施,修复配件, 恢复正常生产。
关键词:横梁环卷 裂纹 焊补 消除应力中图分类号:TG455 文献标识码:A 文章编号:1672-4801(2008)04-79-02引言铸钢件在铸造生产过中由于各种原因,往往会出现裂纹,严重时会给铸件造成至命的破坏而报废。
特别是一些大型铸钢件,由于零件尺寸大,重量重,运输很不方便,在现场安装时发现裂纹,通过制定合理的焊补措施使之得到修复,达到使用性能要求,是很有意义的。
1 工件缺陷情况分析以焊补处理锤式破碎机关键件-横梁环卷为例,该件重22吨,材质ZG270-500,基本结构如图1所示,呈带轴孔横梁的环形体。
锤式破碎机是某水泥厂第一道工序的主要工艺设备,全年CaCO 3材料(块度从300~1000mm 的大石块)全部经由锤式破碎机横梁环卷喉口,破碎成30×50mm 小块,破碎时震动大,工作条件极其恶劣。
图1横梁环卷结构图如图1所示,横梁环卷直径4100mm,环卷和横梁连接处断面呈梯形状,轴孔φ1000mm × 900mm 处系轴承位,与浇有巴氏合金的轴瓦配合,轴孔经机床加工,轴瓦与配合件锤轴二者之间相对旋转且垂直上下往复运动,图1中φ3900×50mm 处是横梁环卷与底座定位基准。
配件安装时发现横梁与环卷连接处(a、b、c、d),均有长度150~250mm 不等的裂纹,用角向砂轮机磨开裂纹处,发现断面深处组织呈海棉状疏松,清除工具会被粘住,开深至150mm 处裂纹痕迹仍无法清除干净,由于工件超重、超宽,造成运输困难等等原因,因此,工件只能在现场处理,但现场没有加热、保温以及消除焊缝和结构应力的大型热处理炉,又由于工件φ1000mm × 900mm 轴承位和φ3900mm ×50mm 定位基准处均已经精加工过,故处理过程稍有变形和翘曲,将会造成无法挽回的损失,风险相当大,工件本身价值28万元左右,更为严重的是水泥厂大量订货合同将无法完成。
上海汽轮机有限公司工艺处焊接组工艺-HJ-06064 关于汉川电厂#1机主汽门#2机再热主汽门裂纹处理方案
根据现场查看,现处理方案如下:
1、渗透探伤焊补区域,确定裂纹位置;
2、打磨去除裂纹,并打磨周围区域使其露出金属光泽;
3、渗透探伤检查待焊区,确保裂纹去除干净;
4、打磨修整焊补区,使其焊接坡口符合焊接要求,同时无影响焊接质量的尖角等,
用酒精或者丙酮清洁焊补区及周围邻近区域去除油脂等;
5、焊前用氧乙炔火焰局部预热T≥150℃,测温位置离焊补区域不少于75mm;
6、准备焊接设备、保温材料、清渣工具、测温计、打磨工具;
7、焊接方法:手工电弧焊
焊条:ENiCrFe-3
8、若有中分面焊补区域,在焊前对焊补区域周围平面冲高约1mm,防止焊接时收缩
平面咬边;
9、焊接时采用小规范施焊,层间清渣应完全,自检每层焊缝表面质量,不允许有
气孔、裂纹、未熔合等焊接缺陷,如果发现打磨去除后才能继续焊接,停弧弧坑应饱满,避免产生弧坑裂纹。
层道间起停弧应尽量错开。
对于较深焊缝还需要层间锤击(打底层与盖面层除外);
10、层间温度不超过200℃;
11、按工件轮廓焊满焊补区,并留有足够的修整余量;
12、焊后后热T=250℃,然后在保温材料下缓冷;
13、打磨修整焊补区,使其恢复至原来的尺寸;
14、渗透探伤检查焊补区域。
上海汽轮机有限公司工艺处焊接组
2008.5.12。