贴片机编程方式的选择介绍
- 格式:doc
- 大小:423.50 KB
- 文档页数:5
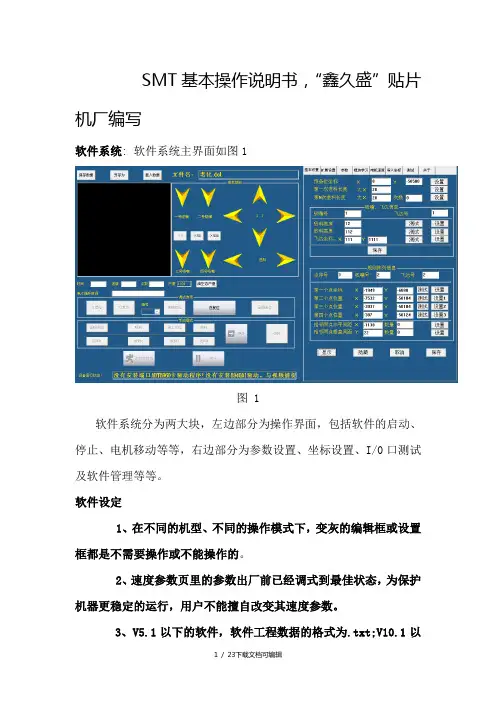
SMT基本操作说明书,“鑫久盛”贴片机厂编写软件系统: 软件系统主界面如图1图 1软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。
软件设定1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。
2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。
3、V5.1以下的软件,软件工程数据的格式为.txt;V10.1以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞达等相关数据为.log。
把V5.1数据改为.dot格式的文件,可使用到V10.1以上的软件。
SMT文件系统SMT文件系统提供一种非常简单快捷的操作模式,跟Window 的文件系统一样,用户可以进行复制、粘贴、删除、重命名文件等操作。
文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户可以通过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。
如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。
修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也可以选择了【另存为】,保存为另一个文件。
文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。
电机移动电机移动主要是为后面的设置参数服务的,选择【×5】X轴、Y 轴、Z轴移动约40μm,选择【×50】,移动约是0.4mm, 【×500】则移动4mm。
快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd对应送料电机的两个方向,End是切换速度。
时间和速度时间是系统后台计算贴装所选吸嘴个数单个周期的时间,作为速度计算的参考参数。
SMT贴片机程序编制流程
客户:型号:日期:程序编制:1.整顿bom
1.1辨别贴片、插件
1.2分派点数
1.3辨别物料误差值(1%,5%等)
2.通过板图导出坐标(X、Y、R、位号、封装等)
3.未提供板图时,使用扫描仪扫描PCB后抓取坐标
4.整顿后bom与坐标合并
5.查对合并后旳文件参数
5.1查对位号与bom对应旳数量
5.2查对器件角度、极性
5.3逐条查对位号与bom对应旳物料型号
6.发现问题与质量技术部联络,确认后继续进行
7.转换成机器识别旳文件类型
8.将编好旳程序导入机器
9.设定MARK点
10.设定拼板原点
11.位号坐标校正及器件极性再次确认
12.添加数据库
13.优化程序,确认物料数据库使用与否对旳
14.对生产首件进行查对
主意事项:每查对一项需要在背面打√确认。
npm贴片机离线编程日记1. 引言本文记录了使用npm贴片机进行离线编程的日记,介绍了npm贴片机的基本原理、使用方法以及实际应用案例。
通过本文的阅读,读者可以了解到npm贴片机的工作原理、离线编程的优势以及如何使用npm贴片机进行离线编程。
2. npm贴片机的工作原理npm贴片机是一种用于离线编程的工具,可以帮助开发者在没有网络连接的情况下进行代码的编写和调试。
它的工作原理主要包括以下几个步骤:1.安装npm贴片机软件:首先,我们需要在电脑上安装npm贴片机软件。
这个软件可以通过npm官方网站进行下载和安装。
2.连接npm贴片机:将npm贴片机通过USB线连接到电脑上,确保电脑能够识别到npm贴片机。
3.编写代码:使用npm贴片机提供的开发工具,我们可以在电脑上编写代码。
这些开发工具通常包括代码编辑器、调试器等。
4.上传代码:编写完成后,我们需要将代码上传到npm贴片机中。
这个过程通常需要使用npm贴片机提供的上传工具。
5.调试代码:一旦代码上传到npm贴片机中,我们就可以开始调试代码了。
npm贴片机通常提供了一些调试工具,可以帮助开发者定位和修复代码中的问题。
6.离线运行:一旦代码调试完成,我们可以将npm贴片机断开与电脑的连接,将其连接到目标设备上进行离线运行。
3. npm贴片机离线编程的优势npm贴片机离线编程具有以下几个优势:3.1 节省开发时间由于npm贴片机可以在没有网络连接的情况下进行代码编写和调试,开发者可以随时随地进行开发工作,不需要依赖于网络的稳定性和速度。
这样可以大大节省开发时间,提高开发效率。
3.2 提高代码安全性由于npm贴片机是在离线环境下进行代码编写和调试的,所以不会受到网络攻击的威胁。
这可以提高代码的安全性,避免代码被黑客攻击和窃取。
3.3 降低开发成本npm贴片机的使用无需依赖于高速稳定的网络连接,这意味着开发者可以使用更低成本的设备进行开发工作,降低了开发成本。
SAMSUNG贴片机贴片程序编制原理贴片程序编制原理主要包括五个方面:元器件分析、程序编写、程序调试、设备运行和优化。
第一,元器件分析:在贴片之前,需要对元器件进行分析,包括元器件的尺寸、形状、引脚位置等信息。
还需要确定元器件的粘贴点,即贴附在PCB板上的位置。
这些信息可以从元器件的规格书或者生产厂家提供的数据手册中获得。
第二,程序编写:在元器件分析的基础上,可以开始编写贴片程序。
贴片程序是一个用于控制贴片机动作的代码。
根据元器件的尺寸、形状和位置信息,编写程序来控制贴片机的喷嘴和运动轴,确保元器件精确地贴附在PCB板上。
第三,程序调试:在编写好贴片程序后,需要进行程序调试。
通过模拟贴片的过程,验证程序的准确性和可行性。
可以使用仿真软件或者贴片机的模拟功能进行调试。
第四,设备运行:在程序调试通过后,可以开始将程序加载到实际的贴片机中,进行设备的运行。
将待贴元器件放在进料器上,启动设备后,贴片机会根据程序的指令依次取出元器件,并精确地贴附在PCB板上。
贴片机会实时监测贴片过程中的贴附准确性,以及设备的运行状况。
第五,优化:在设备运行过程中,可能会出现一些问题,如元器件脱落、位置偏移等。
此时,需要根据实际情况对程序进行优化。
可以调整元器件的吸嘴力度、速度、加热温度等参数,使贴片机能够更好地贴附元器件。
此外,还需要注意一些贴片程序编制的细节,如元器件的方向规范、贴片的顺序安排、同种元器件的批量贴片等。
这些细节会直接影响到贴片的准确性和效率。
总结起来,SAMSUNG贴片机的贴片程序编制原理是通过对元器件的分析和处理,编写贴片程序,进行程序调试和设备运行,最终实现元器件的精密贴附。
这一过程需要仔细的分析和编写,以及对设备运行情况的监测和优化。
只有在整个过程中保证贴附准确性和效率,才能实现高质量的贴片作业。
SMT 贴片机在线、离线编程操作指导书—范文在线编程:一、贴片机在线示教编程传统的贴片机编程方法利用贴片机的人工示教方式,用示教盒即移动摄像头在电路板上找出所有贴片元件的坐标位置,然后再将元件的其他信息如元件的位号、代码和贴装角度等信息手工输入到贴片机中。
示教编程是最简单的基本编程方法,一般老式的中速机都采用这种方法。
这种方式需要占用贴片机的生产时间,而且采用人工示教方式找点对于一块有几百个贴片元件的电路板来讲是一件费时费力而又易出现差错的工作。
1、取料示教:选定好吸嘴类型,用示教盒将贴片头运动到送料器的上方,下降并拾取元件,并确定对中的方式,贴片机的控制计算机会自动记录取料的X-Y-z-Q坐标和其他取料校正方式。
2、贴片示教:在取料示教、吸取元件、校正和角度旋转完成后,用示教盒将贴片头移至线路板该元件焊接图案上方,可用线路板识别相机来确定元件的中心,再将元件下降到线路板上,单击输入。
3、完成线路板的传输、送料器和吸嘴设置和位置示教:取料示教和贴片示教后,可进行贴装顺序编程与示教。
贴装顺序编程可以通过示教盒进行,也可使用贴片机软件中所附带的自动编程功能来自动优化。
二、对贴片机手动输入编程所有贴片机都可以用手动输入的方式来进行编程。
在编程软件的贴装清单中,输入元件的位号(RefID)后,选择该元件的元件数据库代码,输入该元件的X、y 坐标和旋转角度,这就有了贴片机程序最重要的信息。
再输入各种不同元件代码的站位号,进行贴装顺序的优化,就可完成贴片机编程。
三、对贴片机的贴片坐标示教校正由于有时不能得到元件贴装的准确坐标,如果在贴装完第一块线路板后再更改坐标将非常麻烦,所以有的贴片机也提供了元件坐标的校正功能,也叫增强型程序设置。
增强型程序设置利用机器的PEC相机直观地显示贴片位置的图形,能够有效地提高编程的精度四、对贴片元件的示教校正现在一些较先进的机器提供了元件的示教校正的功能,有的也叫元件编程的自学功能,或者增强型元件校正。
Coordinate (Backup Pin) Level设定支撑销的等级。
Glob al 是在全体生产线使用的支撑销。
该支撑销配置在对应自动支撑销的全部机器(全部模组)上。
Local是仅在实装特定的顺序时使用的支撑销。
该支撑销仅在对应自动支撑销的机器中实装指定顺序的机器(模组)上配置。
本地支撑销通过在[编辑元件信息]的Ref.List中指定元件进行设定。
Ref设定参考记号。
Pos X设定X方向坐标位置。
Pos Y设定Y方向坐标位置。
Coordinate (Glue)Board选择子电路板编号。
子电路板编号为"0"时属于电路板,"0"以外的情况时属于子电路板。
Type选择涂敷顺序的种类(Apply, Dummy, Check, Line)。
各个种类分别表示以下的意思。
Apply: 一般涂敷Dummy: 试验涂敷Check: 检查涂敷Line: 线状涂敷Ref设定参考记号。
Pos X设定X方向的坐标位置。
Pos Y设定Y方向的坐标位置。
Rotation设定角度。
Parent Part选择执行涂敷的对象元件。
Glue Time设定涂敷胶着剂的时间(10ms単位)。
通过此项目,调节胶着剂的量。
大部分元件的值为5~20。
Glue Name设定涂敷名。
已设定时,若存在同名注胶筒则优先执行分配。
Needle选择使用的涂敷针名。
Style选择使用的涂敷针种类(Single, Twin)。
Diameter设定使用的涂敷针直径。
Mark Name设定检查涂敷的映像处理时使用的Glue Mark名称。
Main Mark设定校正用的基准定位点(Main)。
Sub Mark设定校正用的基准定位点(Sub)。
Sub Mark1使用2个以上的基准定位点来校正时,除了要设定Main Mark以及Sub Mark以外,还要设定此定位点。
Sub Mark2使用2个以上的基准定位点来校正时,除了要设定Main Mark以及Sub Mark以外,还要设定此定位点。

前、后面操作切换暂停/停止运转准备这个键只有当机器开机的时候,电源开关打开,还需要按一下这个键才能接入电源想要中途暂停或停止,可以按下这个键机器操作程式编辑前,先让我们来简单的了解下各按件,及其功能;熟悉一下各菜单栏内都有哪些指令。
急停按钮启动遇到紧急情况下,第一时间按下它电源接入也就是所谓的开始,不管发出什么指令,都需要按下这个键来开始也就是所谓的复位当机器报警过,或被其他干扰过,需要按下这个键来复位设备两面都可以操作,通过这个开关可以,切换或固定操作面操作面按键的介绍自动程序维修保养A维修保养B维修保养C首先在主菜单栏中选择“程序”,点击进入子菜单栏,点击“选择编辑程序”进入画面后点击“新建”,跳出对话框“是否可以新建文档”,点击“是”,对话框消失,此时点击页面右下角“返回”,关闭画面,回到主页然后继续选择子菜单栏中“编辑”,进入后点击“电路板”,进行PCB 板尺寸的编辑,这里面的参数,我们只要对“电路板尺寸X ”、“电路板尺寸Y ”、“电路板的厚度”这三个参数进行更改,其他不变。
①②①③②往下划到底,“电路板的厚度”在倒数第二行程式编辑原点纵向,也就是所谓的宽横向,也就是所谓的长(手工测量方法)XY然后跳出一个对话框,输入此时所做PCB的文件名,好了之后点“保存”,关闭对话框,之后再点击此页面右下方“返回”,返回主页面。
回到主页面,选择“机器操作”,进入子菜单栏,继续点击“变更搬运轨道宽度”。
进入到操作界面内,此时页面上按键成灰色,需要按一下操作面板上“运转准备”按照手工测量方法分别量出三个的尺寸,对号输入即可。
好了之后点击此页面下方“保存”。
②①③①②此时“运转准备”按键由跳灯变为绿灯常亮,屏幕页面上按键由灰色变为黑色,现在点击屏幕右上方“开始调整”跳出对话框,按照提示,按下操作面板上“启动”按钮,设备开始运转,轨道宽度在变化完成之后,设备停止运转,此时点击“OK ”,对话框消失,这是取一块PCB板放入机器内,试一下轨道宽度,是否合适,试完后,确定好进板方向,PCB 板直接放在轨道上,然后点击屏幕右下方“返回”回到主界面,继续点击“搬运轨道的操作”①③②进入到操作界面,点击“取入新电路板”跳出对话框,按照提示,按下操作面板上“启动”按钮,这时PCB 板被载入机器内,再点击右下方“返回”退出该页面回到主界面,继续点击“程序”,选择“编辑”进入后,继续点击“顺序”,开始马克点的编辑。
《贴片机操作规范》文件编号:文件版号:编制:审核:批准:生效日期:发放编号:贴片机三星SM321操作说明:编写程序1、贴片机编程总步序流程说明:PCB板编辑---File—点击程序文件夹—open—打开任意程序文件进行修改PCB板编辑:F2条板—F3元件—F5步骤—F8优化—F4喂料器—F8优化(如有修改喂料器,需要执行此步骤)--生产。
2、各步序编写程序说明:(1)、手柄:UP/DN为调节移动速度等级;MODE为模式选择,一般选用JOG(快速),BANG慢速,HOME回零;AXIS轴选择键;HEAD 吸嘴选择键;在操作时将MODE模式选择为JOG,AXIS选择XY, 调节移动速度等级,按方向键移动即可。
(2)、PCB编辑-条板:1.客户名:录入客户名;2.板名称:录入编程对应的PCB板型号;3.坐标:一般选择第一个坐标;4.板的大小:在X/Y处录入PCB板尺寸数据(Y以板的实际尺寸为准,X可大于PCB板实际尺寸0.5mm),然后调整轨道宽度;5.放板与贴片机轨道,点击PCB板传入,传入PCB板;6.贴装原点:PCB板右下角贴片元件/铜箔直角处作为原点,现在贴装原点X/Y处录入数据0,鼠标点击Mocve,通过手柄移动贴装头部找寻到PCB板右下角贴片元件/铜箔直角处,点击Get 进行数据拾取;7.4EA排列:点击4EA排列,进入PCB拼板设置界面。
(A)设置拼板:此项只需修改数量数据即可,一出二拼板的数据为1*2,一出三拼板的数据为1*3,以此类推。
(B)拼板坐标:NO1 X/Y/R数据不做修改;NO2 X/Y坐标点与NO1坐标点在PCB板内的位置一样,点击MOVE,手柄移动贴装头部找寻到NO2 X/Y坐标点,点击Get进行数据拾取。
其他按此方法以此类推。
修改完数据有确定退出。
8.基准符号:点击基准符号,进入基准点设置界面。
(A)位置类型:选择第三个对角类型。
(B)标记位置:PCB板对角孔位或者PCB板上专用Mark点,对角的孔位越小越好。
贴片机工作原理及编程
贴片机是一种用于电子元件贴装的自动化设备。
它的工作原理基于一系列精确的机械运动和电子控制。
首先,贴片机使用侦测器来检测电子元件的位置和取放动作。
这些侦测器通常是感应器、相机或光电传感器,可以用于检测元件的准确位置、方向和校正。
其次,贴片机通过一个进料系统将电子元件供应到正确的位置。
这个系统通常包括一个元件库存器、选料系统和搬运装置。
元件库存器储存大量的元件,选料系统根据需要选择正确的元件,搬运装置将选好的元件送到贴装位置。
第三,贴片机使用一个贴装头将选取的电子元件精确地放置在印刷电路板(PCB)上。
贴装头通常由一个或多个吸嘴组成,吸嘴可以吸取元件并在适当的位置放置在PCB上。
贴装头可
以在X、Y和Z轴上进行高度和位置的精密控制,以确保准确的贴装。
最后,贴片机通过热风或红外技术来加热并焊接元件与PCB
之间的连接。
这个过程被称为热风焊接或红外焊接,它可以确保元件稳固地固定在PCB上,并通过焊点建立电气连接。
对于贴片机的编程,通常需要使用特定的软件或编程语言。
编程的主要目标是控制各个组件的运动和动作,以及元件的选取和放置。
编程中需要考虑的因素包括元件类型、尺寸、排列方式以及与PCB的对齐和焊接要求等。
总的来说,贴片机的工作原理依赖于精确的机械运动和电子控制,以实现对电子元件的准确选取、放置和焊接。
通过合理的编程,贴片机可以高效地完成贴装任务。
SMT贴片机在线、离线编程操作指导书一范文在线编程:一、贴片机在线示教编程传统的贴片机编程方法利用贴片机的人工示教方式,用示教盒即移动摄像头在电路板上找出所有贴片元件的坐标位置,然后再将元件的其他信息如元件的位号、代码和贴装角度等信息手工输入到贴片机中。
示教编程是最简单的基本编程方法,一般老式的中速机都采用这种方法。
这种方式需要占用贴片机的生产时间,而且采用人工示教方式找点对于一块有几百个贴片元件的电路板来讲是一件费时费力而又易出现差错的工作。
1、取料示教:选定好吸嘴类型,用示教盒将贴片头运动到送料器的上方,下降并拾取元件,并确定对中的方式,贴片机的控制计算机会自动记录取料的X- Y-z-Q坐标和其他取料校正方式。
2、贴片示教:在取料示教、吸取元件、校正和角度旋转完成后,用示教盒将贴片头移至线路板该元件焊接图案上方,可用线路板识别相机来确定元件的中心,再将元件下降到线路板上,单击输入。
3、完成线路板的传输、送料器和吸嘴设置和位置示教:取料示教和贴片示教后,可进行贴装顺序编程与示教。
贴装顺序编程可以通过示教盒进行,也可使用贴片机软件中所附带的自动编程功能来自动优化。
二、对贴片机手动输入编程所有贴片机都可以用手动输入的方式来进行编程。
在编程软件的贴装清单中,输入元件的位号(RefID)后,选择该元件的元件数据库代码,输入该元件的x、y坐标和旋转角度,这就有了贴片机程序最重要的信息。
再输入各种不同元件代码的站位号,进行贴装顺序的优化,就可完成贴片机编程。
三、对贴片机的贴片坐标示教校正由于有时不能得到元件贴装的准确坐标,如果在贴装完第一块线路板后再更改坐标将非常麻烦,所以有的贴片机也提供了元件坐标的校正功能,也叫增强型程序设置。
增强型程序设置利用机器的PEC相机直观地显示贴片位置的图形,能够有效地提高编程的精度。
四、对贴片元件的示教校正现在一些较先进的机器提供了元件的示教校正的功能,有的也叫元件编程的自学功能,或者增强型元件校正。
编程教程总起来说就分为3大步骤:一、调出数据:用到的软件:PROTEL99SE详细说明:做某个型号的贴片程序的时候,会从科研那得到一个版图(焊接图),如图所示,这是一个PROTEL文件,打开后是这样的这就要懂得PROTEL的一些基本的常识。
这就有几种情况:1、背面贴片的,因为给的图都是正面的,所以要先把板子翻转过来。
先选中整个图片单击Edit然后出现下拉菜单,选择Move,再选择Flip。
有时会弹出这样的窗口单击Yes后会弹出单击Yes。
再然后要调整板子的方向一样是单击Edit,选择Move,再选择Rotate,单击Yes,旋转多少度就添多少,单击OK,再单击一下窗口内任意一点,这下是为了选择位置。
单击Yes。
2、如果要是正面贴片的就只执行以上的选择方向即可。
这些都确定了后到了最主要的步骤,要给PCB板定义一个新的原点。
依然单击Edit,选择Origin,再选择Set在图示的十字形状的中间地点单击鼠标左键一次即可。
然后再点击如下图中Documents页面就变成了现在这样,然后单击鼠标右键,再弹出的菜单中点NEW。
弹出如上页面,选择第一个,点击OK。
双击CAMManager1这个图标会弹出一个类似这样的对话框,表示你要导出文件的型号。
点击OK点击Next选择图中蓝框的选项点击Next点击Next如图中打上对勾,点击Next选择下面的打对勾,点击Next选择Finish会在空白处出现这样的一行字,按下键盘上的F9在左侧的栏里会出现CAM for的文件夹,单击图中蓝框的图标会出现这样的页面,这就是你从版图中导出的贴片位置。
单击A左面数字1上面的那个空白的方框(红圈位置),则会全选页面,单击鼠标右键,选择COPY。
以上是导出数据部分。
二、数据处理:接上面所说,新建一个EXCEL表格(是Microsoft办公软件中的一种),这是图标,双击图标。
这是他的工作页面,一样单击A左面,1上面的空白方框(红圈位置),全选。
NXT Nexim程序编辑手册3.按照下图顺序打开JOB2131.双击任务栏软件图标2.输入用户名与密码4.右击Clobal 选择Create group新建项目组名5.点项目名右击-选择New-输入机种名称与版本号-点New126.点Import CAD选择YES删除之前内容,NO为不删除,新程序选择YES217.点New选择Centroid格式后点OK12 8.点CAD file行后面… 找到CAD文件点击Open129.点Edit-CAD data fomat处选择Delimited fields(空格分隔符)-点Next1210. 按照下图选择Start line End line两项,分别指定位号X Y 角度料号,点Finish。
1211.保存一种格式,点Import.1212.点击Correct出现图2为正常.1213.点选Create part data-新建Feeder-新建元件库-选择料号右击新建123414.点选OK-选择刚新建好的数据库与相应Feeder1216.点选OK 输入Mark 数据点击保存15.点选Mark data -选择程序名右击New122117.选择Set panel information-右边输入PCB 尺寸与厚度-保存。
121218.选择Greate group 选择GERBER 文件-点击input 。
20.点选第一块板右击选择Repeat Copy(R)-输入X Y拼版数量点拼版类型1219.点选Expand boards-输入小板尺寸-选择第一块板右击选择移动板框1221.选择第一块板右击-点选Copy(p)-Rotation(R)处选择180°点击OK复制出第四PCS板22.选择第四PCS板右击点选Move from reference point(v)以基准点移动输入X Y值点OK23.点选Adjust Sequences 项输入mark坐标选择Mark 名称,点选Specify production lines 项选择线别点Next.24.点选Optimize -点击Line balance 不固定Feeder 分配料站,选择OK 112225.选择Optimize 不固定Feeder 优化-点击Data check26.选择Generate reports 下载PDF 文档料站表,选择Output report data 下载Excel文档料站表1122。
JUKI贴片机编程指导说明程式编辑前,先让我们来简单的了解下常用的各部件操控面板开始生产送料台升降旋钮单片生产急停按钮回原点视屏监视器信号灯塔液晶显示器暂停/停止轨道宽窄调节主开关送料台电源插口有的时候发现一边多个顶料气缸没反应,先来检查一下这边的排查接口有没有插好,是否脱落顶料气缸停止传感器C-OUT 传感器光纤信号放大器等待传感器发射端接收端光纤信号放大器侧面有两个孔,插入光纤信号线,有光的一端为发射端,另一端为接收端;(当等待传感器处没有物体遮挡的情况下,光纤信号放大器上的数字一定不能小于5,否则一直会报传送错误,可以通过如图发射端和接收端来调整,增大数值)如图,鼠标点击“文件”,然后点击“新建”,之后会回到主页面,这时再点击“编辑程序”,然后会跳出一个文件对话框,再点击“取消”,这时就进入到了程序编辑页面。
下面开始基板数据的编辑①②③首先基板设置1.基板ID:输入你需要编程的文件名,或基板名2.定位方式:选外形基准3.基板配置:选非矩阵电路板4.坏板标记:选不使用5.BOC 类型选使用基板标记6.标记识别:选多值识别7.条形码处理注意:当没有坏板的时候,就选不使用,后面打开还是关闭,不要去管他:如果有坏板的时候,那就要选择使用,并且下面开始程式的编辑XY横向,也就是所谓的长纵向,也就是所谓的宽原点“基板设置”完成后,下面进入第二项“尺寸设置”1、我们先把整块PCB (X 、Y )的尺寸量好,也就是所谓的长宽,然后对应输到基板尺寸(X 、Y )中;2、再量出小块PCB (X 、Y )的尺寸,对应输到电路尺寸(X 、Y )中;3、然后再把轨道调到适合的宽度,按照下面的方法传入一块PCB 至机器内定位:①.鼠标点击菜单中图标;②.选择搬入基板;③.之后点击“执行”;④.待PCB 板传入后,并已定位,再点击“关闭”来关闭此对话框。
①②③④基板尺寸;整块拼板的尺寸;X 为横向,Y 为纵向基板设计偏移量边到板的距离,这里一般为零,下面电路设计偏移量也是一样电路尺寸小拼板的尺寸;X 为横向,Y 为纵向BOC 标记只要做两个就可以了,一般选PCB 的对角两个马克点,也可以在电路中找两个点,(焊盘,焊盘孔都可以,要求是不能有遮挡)可以用上面的“手工测量方法”量出尺寸输到对应的BOC 标记(X 、Y )中,这里不需要太精确,量出大概的位置就可以,然后再用相机去对更准确的位置(手工测量方法)对完make 点后,还需要编辑make 点,鼠标点到这边的方框里,然后再通过“打开相机(示教)”来编辑make 点,具体操作步骤(方法)如下:示教方向加速键方向键上一项下一项确定取消急停按钮在编辑make 前,我们先来大致的了解一下手柄上常用按键的功能;知道了按键的功能,我们下面开始详细的讲解一下make 的编辑:先来编辑第一个make 点,首先鼠标点到这边(方框),然后按下手柄上的“示教”按键,显示器上跳出“图一”对话框,同时相机显示器上出现“图二”。
贴片机编程方式的选择介绍
生产部门的负责人常常会考虑采用编程的不同方式,他们会问:“采用何种编程方式对我来说是最适合的呢?”没有一种可以满足所有的应用事例的答案。
他们权衡的内容一般会包含有:所采用的解决方案对生产效率、生产线使用的计划安排、PCB的价格、工艺控制问题、缺陷率水平、供应商的管理、主要设备的成本以及存货的管理是否会带来冲击。
对生产效率带来的冲击
ATE编程会降低生产效率,这是因为为了能够满足编程的需要,要增加额外的时间。
举例来说,如果为了检查制造过程中所出现的缺陷现象,需要化费15秒的时间进行测试,这时可能需要再增加5秒钟用来对该元器件进行编程。
ATE所起到的作用就像是一台非常昂贵的单口编程器。
同样,对于需要化费较长时间编程的高密度闪存器件和逻辑器件来说,所需要的总的测试时间将会更长,这令人头痛。
因此,当编程时间与电路板总的测试时间相比较所占时间非常小的时候,ATE编程方式是性价比最好的一种方式。
为了提高生产率,以求将较长的编程时间降低到最低的限度,ATE编程技术可以与板上技术相结合使用,例如:边界扫描或者说具有专利的众多方法中的一种。
还有一种解决方案是在电路板进行测试的时候,仅对目标器件的boot码进行编程处理。
器件余下的编程工作在处于不影响生产率的时候才进行,一般来说是在设备进行功能测试的时候。
然而,除非超过了ATE 的能力,功能测试的能力是足够的,对于高密度器件来说性能价格比最好的编程方法是一种自动化的编程设备。
举例来说:ProMaster 970设备配置有12个接口,每小时能够对600个8兆闪存进行编程和激光标识。
与此形成对照的是,ATE或者说功能测试仪将化费60至120小时来完成这些编程工作。
生产线使用计划安排
由于电子产品愈来愈复杂和先进,所以对具有更多功能和较高密度的可编程元器件的需求量也愈来愈高。
这些先进的元器件在OBP的环境之中,常常要求化费较长的编程时间,这样就直接降低了产品的生产效率。
同样,由不同的半导体器件制造商所提供的相同密度的元器件,在进行编程的时候所化费的时间差异是非常大的,一般来说具有最快编程速度的元器件,价格也是最贵的。
所以人们在考虑是否支付更多的钱
给具有快速编程能力的元器件时,面临着两难的选择是提升生产率和降低设备的成本,还是采用具有较慢编程时间的便宜元器件,并由此忍受降低生产率的苦恼。
此外,制造厂商必须记住,为了能够对付在短期内出现的大量产品需求,他们不可能依赖采用最适用的半导体器件。
缺少可获得最佳的元器件,会迫使制造厂商重新选择可替换的编程元器件,每个元器件具有不同的编程时间、价格和可获性。
对于OBP来说,这种情形对于实行有效的生产线计划安排显然是相当困难的。
因为自动编程拥有比单接口OBP解决方案快捷的优势,所以对编程时间变化的影响可以完全不顾。
同样,由于自动编程方案一般支持来自于不同供应厂商的数千款元器件,可以缓解使用替代元器件所产生的问题。
PCB的费用
近年来,对先进PIC的编程和测试需求有了令人瞩目的增长。
这是因为芯片供应商使用新的硅技术来创建具有最高速度和性能的元器件。
认真仔细的程序设计必须考虑到传输线的有效性问题、信号线的阻抗情况、引针的插入,以及元器件的特性。
如果不是这样的话,问题可能会接二连三的发生,其中包括:接地反射(ground bounce)、交扰和在编程期间发生信号反射现象。
自动化高质量的编程设备通过良好的设计,可以将这些问题降低到最小的程度。
为了能够进行ATE编程,PCB设计师必须对付周边的电路、电容、电阻、电感、信号交扰、Vcc和Gnd反射、以及针盘夹具。
所有这一切将极大的影响到进行编程时的产量和质量。
因为增加了对电路板的空间需求,以及分立元器件(接线片、FET、电容器)和增加对电源供电能力的需求,从而最终增加了PCB的成本。
尽管每一块电路板是不同的,PCB的价格一般会增加2%到10%。
编程规则系统的选择
许多电子产品制造厂商还没有认识到闪存、CPLD和FPGA器件仍然要求采用编程规则系统(programming algorithms)。
每一个元器件是不同的,在不同半导体供应商之间编程规则是不能交换的。
因此,如果他们要使用ATE编程方式,测试工程师必须对每一个元器件和所有的可替换供应商(现在的和未来的)写下编程规则系统。
如果说使用了不正确的规则系统将会导致在编程期间或者电路板测试期间,以及当用户拥有该产品时面临失败(这是所有情形中最坏的现象)。
最难对付的事情是,半导体供应商为了能够提高产量、增加数据保存和降低制造成本,时常变更编程规则。
所以即使今天所编写的编程规则系统是正确的,很有可能不久该规则就要变化了。
另外,不管是ATE供应商,还是半导体供应商当规则系统发生变化的时候都不会及时与用户接触。
工艺过程管理和问题的解决
基于ATE的编程工作的完成要求人们详细了解编程硬件和软件,以及对于可以用于编程的元器件的专业知识。
为了能够正确的创建编程规则,测试工程师必须仔细了解有关PIC编程、消除规则系统和查证规则系统的知识。
但不幸的是,这种知识范围一般超出了测试工程师的专业范围,一项错误将会招至灾难性的损失。
测试工程师现在对所涉及的编程问题,也必须有及时的了解,诸如:元器件的价格和可获性、所增加的元器件密度、测试的缺陷率、现场失效率,以及与半导体供应厂商保持经常性的沟通。
同样,由于半导体供应商或者说ATE供应商将不会对编程的结果负责,解决有关编程器件问题的所有责任完全落在了测试工程师的肩上。
举例来说,如果失效是由于可编程控量突然增加,测试工程师必须首先确定问题的根源,然后着手解决这个问题。
如果说这个问题是由于元器件的问题所引起的、由于ATE编程软件所引起的、该PCB设计所引起的,或者说是因为测试夹具所引起的呢?
这些复杂的问题可能需要化费数周的时间去分解和解决,与此同时生产线只能够停顿下来待命。
与此形成对照的是,在器件编程领域处于领先位置的公司将直接与半导体供应厂商一起合作,来解决编程设备中所存在的问题,或者说自己设计设备,所以能够较快的识别问题的根源。
产出率
一个经过良好设计的编程设备能够提供优化的编程环境,并且能够确保最大可能的产量。
然而,在编程过程中存在着很小比例的器件将会失效。
不同的半导体供应商之间的这个比例是不同的,编程产出率的范围将会在99.3%到99.8%之间。
自动化的编程设备被设计成能够识别这些缺陷,于是在PCB实施装配以前就可以将失效的元器件捕捉出来,从而实现将次品率降低到最小的目的。
经过比较,编程的失效率一般会高于在ATE编程环境中的。
对于制造厂商而言如果能够事先发现问题,可以在长期的经营中减少成本支出。
编程设备不仅可以拥有较低的PIC失效率,它们经过设计也可以发现编程有缺陷的PIC器件。
在现实环境中作为目标的PIC器件被溶入在PCB的设计中,设计成能够扮演另外一个角色的作用(电话、传真、扫描仪等等),作为一种专门的编程设备可以简单地做这些事情,而无需提供相同质量的编程环境。
供应商的管理
ATE编程潜在的可能是锁定一个供应商的可编程元器件。
由于ATE要求认真仔细的PCB设计,以及为了能够满足每一个不同的PIC使用需要专用的软件,随后所形成的元器件变更工作将会是成本非常高昂的,同时又是很花时间的。
通过具有知识产权的一系列协议方法,可以让数家半导体供应商一起工作,从而形成一种形式的可编程器件。
由IEEE 1149.1边界扫描编程所提供的方法具有很大的灵活性,它允许在同一PCB上面混装由不同半导体供应商所提供的元器件。
然而,自动化编程设备可以最大灵活地做这些事情。
借助于从不同的供应商处获得的数千个PIC器件的常规器件支持,他们能够非常灵活地保持与客户需求变化相同的步伐。
主要设备的费用
取决于使用ATE的百分比以及对生产率的要求,为了实现PIC编程可能会要求增添ATE设备。
关于ATE 价格的范围从15万美元至40万美元不等,购置一台新的设备或者更新现有的设备使之适合于编程的需要是非常昂贵的事情。
一种方式是使用一台AP设备来提供编程元器件到多条生产线上。
这种做法可以降低ATE的利用率,从而降低设备方面的投资。
结束语
通过选择正确的设备以及挑选最有效的编程方式来满足特殊的应用需求,制造厂商能够实现高质量、低成本和缩短产品进入市场的时间,以适应现如今激烈的市场竞争局面。
然而,让我们看一下所有不同的编程方式,每一种编程方法都拥有优点和缺点,所以对我们来说选择编程方法可能是一件令人十分头痛的事情。
愈来愈多的制造厂商将需要评估不同的编程解决方案对生产效率、生产线的计划调度、PCB的价格、工艺过程控制、客户管理和主要设备的价格等所带来的冲击。
最全面的解决方案可能是一种综合了自动化编程、ATE和IEEE边界扫描编程方法的组合体。
内容来源: 欢迎多多交流!!!。