2_25Cr_1Mo不锈复合钢板加氢高压换热器的制造
- 格式:pdf
- 大小:322.91 KB
- 文档页数:6

在常减压三顶及其冷凝冷却系统,低于150℃部位存在H2S-HCl-H2O环境。
由于HCl与H2S相互促进构成循环腐蚀。
碳钢发生严重均匀腐蚀,Cr13钢发生点蚀,18-8钢则发生应力腐蚀玻裂。
国外采用Monel、HastelloyC-4与钛作复合材料与内件,目前国内对塔顶壳体主要采用碳钢+0Cr13Al,内件0Cr13Al也采用3RE60与2205双相钢。
0Cr13Al含碳量小于0.08%,在钢中加铝后组织中含大量铁素体,焊后或热处理后可得少量马氏体,具有较强的抗硫腐蚀能力,由于它比18-8钢价廉,且抗应力腐蚀能力强,而弥补了它抗点蚀差的不足,0Cr13Al 不仅对氯脆,而且对连多硫酸SCC(应力腐蚀裂纹)也不敏感,但该钢复合钢板与钢管多要进口。
国内厂家也有使用2205的,效果不错。
2、低温HCN-H2S-H2O环境催化吸收解吸系统存在HCN-H2S-H2O腐蚀环境。
碳钢发生均匀腐蚀、氢鼓泡与SCC,18-8钢发生SCC。
国内多用0Cr13Al,如分馏塔、吸收塔、解吸塔与稳定塔均采用碳钢+0Cr13Al,塔盘用0Cr13或1Cr13,也可采用12Cr2AlMoV、08Cr2AlMo,但不能用奥化体不锈钢焊条焊接铬钼钢或0Cr13钢,因为易发生SCC。
3、低温RNH2(乙醇胺)-H2S-CO2-H2O环境在干气及液化石油气脱硫的再生塔、气体吸收塔重沸器等部位会形成RNH2-H2S-CO2-H2O环境。
碳钢产生均匀腐蚀与SCC,但一般仍多采用碳钢作设备,必须进行焊后消除应力处理,但对腐蚀环境恶劣的重沸器等设备宁可选用18-8不锈钢,如321。
4、低温H2S+H2O环境湿硫化氢环境在含硫原油加工中普遍存在。
对[H2S]>50×10-6环境,为抗SCC与SOHIC(定向应力氢诱导开裂)应选用优质的20R16MnR([Ni]<1%,碳当量≤0.43,控制S、P含量)设备应焊后热处理,硬度不应大于HB200,组织为铁素体+珠光体。
舞钢Cr-Mo系列钢15CrMoR、14Cr1MoR、1.25Cr-0.5Mo、2.25Cr-1Mo-0.25v、12Cr2Mo1R、12Cr2Mo1R(H)、SA387Gr12、SA387Gr11、SA387Gr22舞阳钢铁公司、舞阳钢厂Cr-Mo钢的研发历程1988年以来,舞钢公司在国内率先进行各类Cr-Mo钢板的研制和生产,1991年中国石化总公司发展部和冶金部科技公司联合立项“国产2.25Cr-1Mo钢板焊结构临氢重整反应器的研制”科技开发项目,舞钢按项目要求成功研制出用于制造热壁加氢反应器的2.25Cr-1Mo特厚钢板,制造完毕的加氢设备于1955年6也运往齐鲁石化胜利炼油厂,投产后经479天的工业考核证明,完全可以用国产板代替进口钢板制造此类反应器,1997年通过成果鉴定,在临氢设备上逐步推广使用,就此打开了临氢设备用Cr-Mo钢板国产化的新局面。
随着舞钢设备的改造和完善,主要是大型钢锭、电渣重熔冶炼一级热处理设备的扩建和改造,舞钢形成了15CrMoR、1.25Cr-0.5Mo、2.25Cr-1Mo-0.25v等Cr-Mo系列压力容器板,耐高温耐腐蚀的Cr-Mo钢板生产稳定化,合同量逐年增加。
在大单重、大厚度压力容器板开发方面,舞钢公司借助设计院的力量,不短创新,占据国内第一位,进入生产临氢Cr-Mo宽厚板国际上屈指可数的生产厂家方阵,在大单重高韧性技术指标方面不断填补国际空白,领先国际水平。
1993年,国内首次临氢2.25Cr-1Mo钢板(54/60/92)研发成功。
2002年,92/105两个规格的特厚临氢2.25Cr-1Mo成功研发。
2006年,137mm12Cr2Mo1R(H)2008年,150mm12Cr2Mo1R(H)2010年,162mm12Cr2Mo1R2010年,198mm12Cr2Mo1R2011年,256mm/60T临氢12Cr2Mo1R试制成功,大厚度大单重取得突破,创造世界记录。
1.25Cr-0.5Mo-Si钢制加氢反应器焊接随着石油化工设备高参数及大型化的发展,对压力容器的焊接要求越来越高。
在国内,我厂首次将国外钢材 1.25Cr-0.5Mo-Si钢(符合ASTM A387Cr11CL2)作为主体材料制造了1台加氢反应器,并为此做了多方面的试验。
1.焊接性。
鉴于1.25Cr-0.5Mo-Si钢及其匹配焊材CM-1A、W-CM1和B-1CM 为国内首次使用,故先选用δ=80mm的钢板,对其进行焊接性试验,并进行综合评定。
1.1间接法。
(1)碳当量法按国际焊接学会标准,Ceq1=C+Mn/6+(Cr +Mo+V)/5+(Ni+Cu)/15≈0.7095,按日本JIS标准,Ceq2=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14≈0.7746,表明该钢需采取预热措施。
(2)冷裂纹敏感系数经过计算Tp=250℃,即应预热250℃。
(3)热影响区最高硬度试验判断出该钢淬硬倾向不大,可进行热切割,抗裂性好。
1.2直接法。
用小铁研法测定结果表明,150~200℃可作为生产上的预热温度;用刚性固定法测定结果表明,该钢及匹配的焊材在选取的规范下具有良好的抗裂性能,同时预热150~200℃是可靠的。
2.堆焊。
(1)堆焊材料选择堆焊层必须具有最小的复层厚度,并且有一定的铁素体、化学成分及力学性能要求。
堆焊材料的选用一般以舍佛勒组织图为依据,要求复层组织为奥氏体加少量铁素体。
结合国内外经验,一般堆2层。
过渡层为E309型,复层为E347型。
由于加氢反应器堆焊层在制造过程中要经过多次热处理,致使堆焊层发生敏化和脆化,因此对焊材的C及Nb含量有严格限制。
另外要有较宽的熔合比适应范围。
根据上述原则,对1.25Cr-0.5Mo-Si钢手工堆焊选用SR309L及SR347L,埋弧带极堆焊过渡层为00Cr25Ni13+HJ107,表层为00Cr20Ni10Nb+HJ107Nb,TIG小管堆焊的焊材可选用WEL309L及WEL347L。
2.25Cr1Mo0.25V钢焊接材料再热裂纹敏感性评估2.25Cr1Mo0.25V钢是一种低合金钢,广泛应用于高温高压工况下的石油、化工、热电等行业。
然而,焊接是制造该钢结构的主要工艺之一,焊接中可能引发再热裂纹,从而影响焊接接头的质量和性能。
因此,对2.25Cr1Mo0.25V钢焊接材料再热裂纹敏感性的评估和研究具有重要意义。
本文将详细介绍2.25Cr1Mo0.25V钢焊接材料再热裂纹的敏感性评估,内容包括再热裂纹的形成原因、影响因素以及评估方法等。
再热裂纹是指在焊接过程中,在热输入和冷却过程中形成的裂纹。
主要原因有应力集中、组织不均匀以及各种原因引起的局部应力超限。
2.25Cr1Mo0.25V钢焊接材料再热裂纹敏感性的评估主要是通过实验和数字模拟两方面进行。
实验方法主要包括裂纹敏感指数试验、热变形试验和裂纹扩展试验等。
裂纹敏感指数试验是通过在试样上施加恒定应力和热输入,观察裂纹的出现时间和形态来评估材料的再热裂纹敏感性。
热变形试验是通过模拟焊接的热输入和变形情况来评估材料的再热裂纹敏感性。
裂纹扩展试验是通过在已有裂纹的试样上施加恒定应力并进行一定循环次数的加载,观察裂纹扩展的性质和速度来评估材料的再热裂纹敏感性。
数字模拟方法主要包括有限元法和相场模型等。
有限元法是通过建立材料的几何模型和物理模型,模拟焊接过程中的应力和变形分布,进而评估材料的再热裂纹敏感性。
相场模型是根据相场理论,通过建立相场场函数,模拟焊接过程中的相变和相分离,进而评估材料的再热裂纹敏感性。
影响2.25Cr1Mo0.25V钢焊接材料再热裂纹敏感性的因素主要包括材料本身的化学成分、组织结构以及外界焊接工艺的参数等。
化学成分中的碳含量越高,凝固温度和焊接温度范围越窄,裂纹敏感性越大;添加合适的合金元素可以提高材料的抗裂纹能力。
组织结构中的晶界特征、相变组织以及残余应力等也会对裂纹敏感性产生影响。
外界焊接工艺的参数主要包括焊接温度、焊接速度、预热温度以及焊缝形状等。
加氢反应器材和焊接近30年来,加氢技术发展迅速,加氢反应器由内部衬非金属隔热层的冷壁结构发展成为壳体内壁堆焊不锈钢层的热壁结构即热壁加氢反应器。
热壁加氢反应器具有有效体积利用率高、施工周期短、生产维护方便、器壁不易过热及安全可靠等特点,因此为世界各国普遍应用。
我国从20世纪80年代初开发热壁加氢反应器获得成功后,近20年来,由兰州石油化工机器总厂(简称兰石厂)、第一重机厂(简称一重)和上海锅炉厂(简称上锅厂)等单位制造了板焊式、锻焊式结构的热壁加氢反应器近百台,满足了国内使用厂家的需求,这些设备已投入使用多年,运行情况良好。
加氢反应器在10~25MPa高压、400~480℃高温、临氢及硫化氢等条件下工作,为防止氢脆、氢腐蚀、硫化物腐蚀、Cr-Mo钢回火脆化以及难焊层的剥离等严重损伤,对该设备设计要求高、难度大,制造工艺复杂,对材料、焊接技术以及焊接质量都有很高要求。
1 壳体材料应用及发展在热壁加氢反应器壳体内壁堆焊不锈钢防蚀层,形成双金属结构。
其壳体材料在临氢条件下工作,主要依据耐尔逊(Nelson)曲线来确定,自20世纪60年代以来, 2.25Cr-1Mo钢被广泛应用于加氢设备上,是热壁加氢反应器主选材料。
随着人们对设备损伤认识上的深入以及冶炼技术的不断提高,该钢的纯洁性、均质性、抗氢性和综合力学性能不断得到改善和提高,表1为不同时期对板焊式加氢反应器钢板化学成分的要求。
表1 不同时期对板焊式加氢反应器钢板化学成分要求%┌─────────────┬──────────────────────┐│化学成分80年代90年代│化学成分80年代90年代│├─────────────┼──────────────────────┤│C ≤0.15 ≤0.15│ Ni ≤0.18 ││Si ≤0.25 ≤0.10│ Cu ≤0.20 ││Mn 0.3~0.6 0.3~0.6│ As ≤0.016 ││S ≤0.010 ≤0.010│ Sn ≤0.015 ││P ≤0.012 ≤0.012│ Sb ≤0.003 ││Cr 2.0~2.5 2.0~2.5│X/×10-6 ≤25 ≤20 ││Mo 0.9~1.1 0.9~1.1│ J ≤200 ≤150 │└─────────────┴──────────────────────┘注:X=(Si+Mn)(P+Sn)×104;J=(10P+Sb+4Sn+As)×10-2。
浅谈换热器制造过程中的控制要点摘要:换热器是目前国内石油化工行业中最常用的设备之一,被广泛地应用于连续重整、重整加氢装置中。
根据大型立式换热器的结构特点和技术原理,针对设备在使用过程中可能出现的问题,在制造过程中对设备的焊接等一些关键部位予以控制,使设备在制造完毕后能够正常运行。
关键词:换热器制造过程设计标准焊接膨胀节Abstract: The heat exchanger is the present domestic oil chemical industry in one of the most commonly used equipment, and is widely used continuous reforming, reforming hydrogenation. According to the structure characteristics of large vertical heat exchanger and technical principle, in view of the equipment in use process problems that may occur, in the process of welding equipment in some key parts to control, make the equipment in manufacturing after the completion of the working.Keywords: exchanger; design standard; welding; expansion; joint;process 在化工生产中随着热量释放与交换的频繁发生,加热能使化学反应达到最佳工艺条件,而化学反应产生的热量也需要其他介质吸收,化工反应吸热或放热都在换热容器中进行。
电解生产,盐水经过处理后由盐水预热器蒸汽加热进入电解槽电解;烧碱生产,顺流和三效四体蒸发都是在蒸发汽箱由蒸汽加热成品液碱;氯乙烯生产过程中,干EDC经过E203炉子进料预热器、E213裂解炉进料预热器、E201EDC汽化器等加热后进入F201裂解炉,以最佳的温度裂解产生VCM。
2.25Cr1Mo0.25V化学成分、力学性能
合金耐热钢2.25Cr1Mo0.25V简介
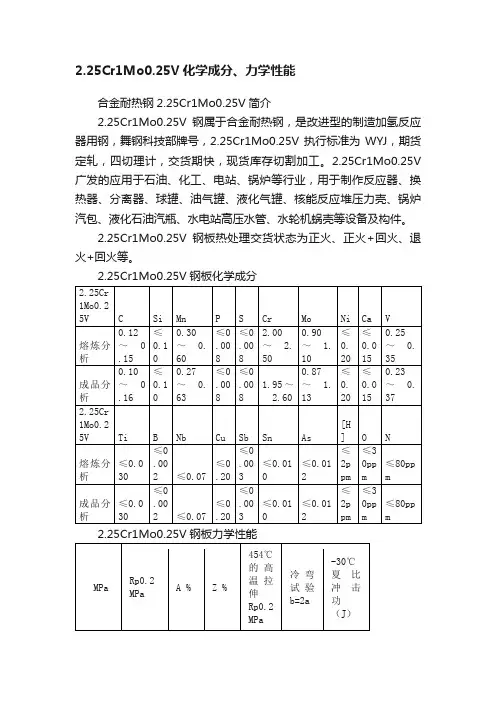
2.25Cr1Mo0.25V钢属于合金耐热钢,是改进型的制造加氢反应器用钢,舞钢科技部牌号,2.25Cr1Mo0.25V执行标准为WYJ,期货定轧,四切理计,交货期快,现货库存切割加工。
2.25Cr1Mo0.25V 广发的应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
2.25Cr1Mo0.25V钢板热处理交货状态为正火、正火+回火、退火+回火等。
2.25Cr1Mo0.25V钢板化学成分
2.25Cr1Mo0.25V钢板力学性能
2.25Cr1Mo0.25V研发背景
为了适应以煤加氢液化反应器为代表的高温(设计温度约为454~482C)、高压(设计压力为20~ 30MPa)加氢反应器市场的需求,国外在原有多年制造和使用2.25Cr- 1Mo钢经验的基础上,美国、日本、欧洲等国家相继开发研制出2.25Cr-1Mo- 0.25V钢,在ASME标准中的牌号为SA336- F22V,由于相应的焊材开发时间较长,所以该钢到1995 年才用于制造加氢反应器。
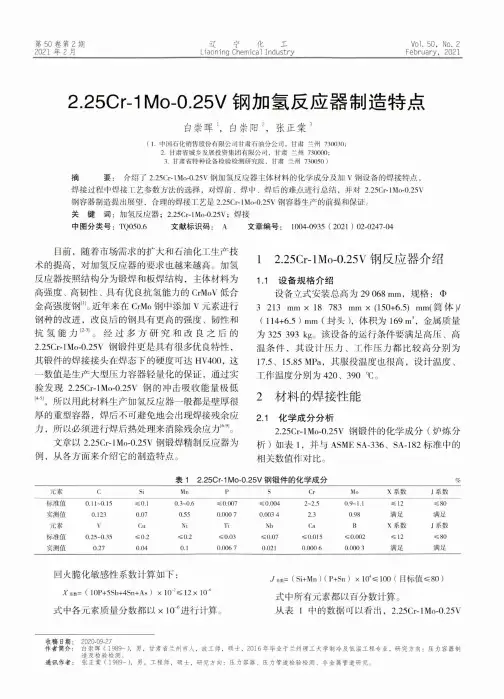
第50卷第2期2021年2月辽 宁化工Vol. 50,No. 2 Liaoning Chemical Industry______________________________February,20212.25Cr-1Mo-0.25V钢加氢反应器制造特点白崇晖\白崇阳2,张正棠3(1.中国石化销售股份有限公司甘肃石油分公司,甘肃兰州730030;2.甘肃省城乡发展投资集团有限公司,甘肃兰州73_;3.甘肃省特种设备检验检测研究院,甘肃兰州730050)摘要:介绍了2.25Cr-lM〇-0.25V钢加氢反应器主体材料的化学成分及加V钢设备的焊接特点,焊接过程中焊接工艺参数方法的选择,对焊前、焊中、焊后的难点进行总结,并对2.25Cr-lMo-0.25V 钢容器制造提出展望,合理的焊接工艺是2.25Cr-lMo-0.25V钢容器生产的前提和保证。
关键词:加氢反应器;2.25Cr-lMo-0.25V;焊接中图分类号:TQ050.6 文献标识码:A 文章编号:1004-0935 (2021 ) 02-0247-04目前,随着市场需求的扩大和石油化工生产技 术的提高,对加氢反应器的要求也越来越高。
加氢 反应器按照结构分为锻焊和板焊结构,主体材料为 高强度、高韧性、具有优良抗氢能力的CrMoV低合 金高强度钢m。
近年来在CrMo钢中添加V元素进行 钢种的改进,改良后的钢具有更卨的强度、韧性和 抗氢能力M。
经过多方研究和改良之后的2.250-1Mo-0.25V钢锻件更是具有很多优良特性,其锻件的焊接接头在焊态下的硬度可达HV400,这 一数值是生产大型压力容器轻量化的保证,通过实 验发现2.25Cr-lMo-0.25V钢的冲击吸收能量极低 M,所以用此材料生产加氢反应器一般都是壁厚很 厚的重型容器,焊后不可避免地会出现焊接残余应 力,所以必须进行焊后热处理来消除残余应力1M|。
文章以2.250-1 M〇-0.25V钢锻焊精制反应器为 例,从各方面来介绍它的制造特点。
福建海西石化园区学习中心《化工设备使用与维护#》形考任务1(一~二章,共25分)-100
分
题1:储存设备、反应设备、塔设备、()等,习惯上也称为化工工艺设备。
A.泵
B.压缩机
C.离心机、风机
D.换热设备
正确答案:D
题2:为卧式设备选双鞍座时,应选()鞍式支座。
A.两个S代号
B.一个F代号,一个S代号
C.两个F代号
D.以上三者均可
正确答案:B
题3:钢板卷制压力容器的公称直径是指容器()。
A.内径
B.外径
C.中径
D.标准直径
正确答案:A
题4:压力容器的名义厚度指在计算厚度的基础上加()。
A.钢板厚度负偏差C1
B.容器厚度附加量C再向上圆整至钢板规格
C.直接向上圆整至规格钢板厚度
D.腐蚀裕量C2
正确答案:B
题5: 022Cr19Ni13Mo3超低碳不锈钢,用三位数表示碳含量的最佳控制值,如022表示碳含量的上限为()。
A.0.22
B.0.03
C.2.2
D.22
正确答案:B
题6:下列材料中()适合用作压力容器的壳体。
A.Q345R
B.45
C.Q235A
D.Q345。
加氢装置Ω环密封高压换热器的检修工艺杜昊,任俊杰,董秀丽,黄艳,王志坤中国石油华北石化公司,河北任丘062552摘要:介绍了Ω环密封高压换热器的检修工艺,对设计、使用及检修中的问题进行了分析,提出了解决办法。
关键词:Ω环,换热器,检修加氢装置工艺介质易燃易爆,包括加氢换热器在内的主要设备在高温、高压及有氢气和硫化氢存在的条件下运行,要求设备具有很高的可靠性。
加氢换热器一般设计压力7.0~20MPa、温度300~500℃,材料为15CrMoR+321或2.25Cr-1Mo+347,是石化行业中设计难度高、制造难度大的换热设备。
选择何种密封结构至关重要,直接影响加氢换热器密封可靠性及制造难易程度。
因此管板与管箱、壳体的密封结构成为加氢换热器结构设计最重要的环节。
目前常用的换热器密封结构形式有金属环垫(八角垫、椭圆垫)密封、螺纹锁紧环、隔膜密封(盖板式密封)、Ω环密封等。
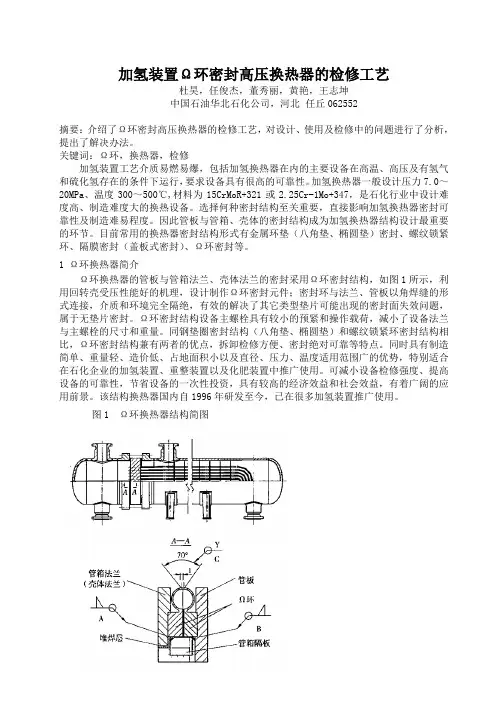
1 Ω环换热器简介Ω环换热器的管板与管箱法兰、壳体法兰的密封采用Ω环密封结构,如图1所示,利用回转壳受压性能好的机理,设计制作Ω环密封元件;密封环与法兰、管板以角焊缝的形式连接,介质和环境完全隔绝,有效的解决了其它类型垫片可能出现的密封面失效问题,属于无垫片密封。
Ω环密封结构设备主螺栓具有较小的预紧和操作载荷,减小了设备法兰与主螺栓的尺寸和重量。
同钢垫圈密封结构(八角垫、椭圆垫)和螺纹锁紧环密封结构相比,Ω环密封结构兼有两者的优点,拆卸检修方便、密封绝对可靠等特点。
同时具有制造简单、重量轻、造价低、占地面积小以及直径、压力、温度适用范围广的优势,特别适合在石化企业的加氢装置、重整装置以及化肥装置中推广使用。
可减小设备检修强度、提高设备的可靠性,节省设备的一次性投资,具有较高的经济效益和社会效益,有着广阔的应用前景。
该结构换热器国内自1996年研发至今,已在很多加氢装置推广使用。
图1 Ω环换热器结构简图2 Ω环换热器的检修技术要求由于Ω环换热器的管板与管箱法兰、壳体法兰的密封采用Ω环密封结构,Ω环换热器的拆装难度在于合焊及切割两瓣Ω环,其余与普通大法兰式换热器没有区别。
技术协作信息
(作者单位:1.一重集团大连核电石化有限公司;2.大连锅炉压力容器检验检测研究院有限公司理,正火温度为920~960℃,在电炉内进行回火处理。
筒节锻件T/2处的金相组织为100%贝氏体回火组织,按照
GB/T6394测定的晶粒度为6.5级,按GB/T10561法测定的A、B、
C、D、Ds 类夹杂物等级如表2所示:
筒节锻件T/2处切向及纵向常温及高温力学性能表3所
示:
择8个试验条件,试验条件及测试结果如表4所示。
三、高温持久强度试验外推
理想情况下,应力σ和TTP 参数之间的主曲线为线性关
系,但实际上主曲线很可能不是一条直线,
而是一条曲线。
因此,当基于试验数据拟合主曲线时,
可表示为多项式:logσ=a+bP+cP 2
…
(3.1)式中:σ--施加应力(MPa );
a、b、c、…--拟合系数;P 为Larson-Miller 参数。
根据ASTM E139,Larson-Miller 参数P 计算公式如下:的相关性。
son-Miller P 2.的297.2.ASTM 当量法外推其在小时的持久强度为该数据可作为设计选用该材料进行加氢反应器轻量化设计的参考数据。
图1Larson-Miller 参数-应力曲线
·
·。
双相不锈钢设备的制造程序1. 国内外双相不锈钢的简介双相不锈钢的品种很多,最常用的有3种,分别是超低碳的18Cr-5Ni-3Mo、22Cr-5Ni-3Mo、25Cr-7Ni-4Mo三种类型,通常简称1805、2205、2507。
据有关资料介绍,国内从二十世纪八十年代中期开始研制双相不锈钢,现在也有这三种双相不锈钢,但目前已列入国标GB4237《双相不锈钢热轧钢板》GB1220《不锈钢棒》和部标JB4728《压力容器用不锈钢锻件》,又被GB150-98《钢制压力容器》推荐作用的只有00Cr18Ni5Mo3Si2一个牌号。
因1805只须能在较低应力腐蚀和其他腐蚀的场合使用,在重要的场合国外已较少选用。
因此南化机拨的双相不锈钢设备的材料大部分从国外进口。
另外还有两种双相不锈钢,一种是不含钼的23Cr-4Ni型,通常简称2304,因其高强度、低成本、耐应力腐蚀、晶间腐蚀性能较好,用以替代304L和316L。
还有一种是25Cr-7Ni-3Mo型(如日本住友金属的DP12),因其耐尿素溶液腐蚀强于316Lmod,在日本东洋工程公司(TEC)的尿素高压换热器。
国外生产双相不锈钢的公司很多,主要有瑞典的山特维克(SANDVIK)、阿维斯塔(A VESTA)、法国的CLI(CRESOT-LOIRE INDUSTRIE现改名为INDUSTEEL Arcelor Group)、日本的住友金属(DALMINE MANNESMANN V ALLOUREC)等。
国外的双相不锈钢都有各自国家的标准,方便起见,一般还有采用美国ASME标准。
国外双相不锈钢材料商牌号对照表见表1,双相不锈钢的化学成分(按ASME标准规定)见表2,双相不锈钢的机械性能(按ASME标准规定)见表3。
表1 国外双相不锈钢材料商牌号对照表2 双相不锈钢的化学成分(按ASME标准)表3 双相不锈钢的机械性能(按ASME标准)2.1温度限制双相不锈钢在常温下有较高的冲击韧性,但双相不锈钢在300℃以上的环境中持续长时间工作,材料金相组织会发生变化,而导致冲击韧性下降。
Electric Welding Machine·23·Electric Welding Machine本文参考文献引用格式: 范阳阳,缪兴平,楚成刚. 加氢反应器用2.25Cr-1Mo-0.25V 钢焊条的研制[J]. 电焊机,2021,51(1):23-27.加氢反应器用2.25Cr-1Mo-0.25V钢焊条的研制0 前言 加氢反应器是石油炼化装备加氢裂化工艺的核心装备,通常工作在高温、高压、充氢环境下,成品壁厚可达350 mm 以上,单台吨位超过3 000 t,代表了高端装备设计和制造的最高水平。
加氢反应器技术水平的进步离不开耐热钢的发展。
目前,2.25Cr-1Mo-0.25V 钢是加氢反应器的首选材质。
通过添加V-Nb 元素,钢材的强度与2.25Cr-1Mo 钢相比进一步提高,高温蠕变断裂性能有所改进,能够有效减小加氢反应器结构壁厚,并且抗氢剥离、抗氢腐蚀以及耐回火脆化的能力进一步提高[1]。
国内以一重、二重等企业为代表的装备制造企业已经解决了2.25Cr-1Mo-0.25V 钢大型锻件的均收稿日期:2020-11-13基金项目:四川省科技计划项目(2014GZ0116);四川省重点技术创新专项(2016CD00108)作者简介:范阳阳(1985—),男,博士,高级工程师,主要从事特种焊材研究及国产化工作。
E-mail:***********************。
匀化、致密化和各向同性难题,并且具备了世界一流的加氢反应器制造能力。
然而,制造过程所需的配套焊接材料却长期依赖进口,成为制约加氢反应器制造完全国产化的关键环节[2]。
2.25Cr-1Mo-0.25V 钢配套焊接材料的国产化开发,一方面能够填补加氢反应器制造产业链的空白,另一方面能够降低制造企业的焊材采购成本及周期。
为此,进行了加氢反应器用2.25Cr-1Mo-0.25V 钢焊条的研制。
1 配方设计1.1 技术难点 2.25Cr-1Mo-0.25V 钢焊条成品主要技术难度如下:(1)多种热处理条件下,焊缝金属同时满足焊材技术条件对于室温拉伸性能、高温拉伸性能、低温范阳阳1,2,缪兴平1,2,楚成刚1,2(1.四川西冶新材料股份有限公司,四川 成都 611730;2.四川省特种焊接材料研究开发工重点关注第 51 卷Electric Welding Machine·24·冲击韧性、硬度、侧弯、耐回火脆化等性能的要求;(2)焊缝金属纯净度高, P、As、Sn、Sb 等痕量元素严格受控;(3)良好的焊接工艺性及抗裂性。
加氢反应器不锈钢堆焊层修复1 前言渣油加氢反应器是渣油加氢脱硫装置的核心设备,是渣油在高温高压有催化剂存在的条件下与氢气反应,进行脱硫、脱氢、脱金属等反应的场所[1]。
某炼油厂500万吨/年重油深加工项目的装置反应部分包括Ⅰ、Ⅱ两系列,共10 台高压加氢反应器,均由中国一重制造完成。
该装置于2014年6月投入使用,2015年12月停车换催化剂进行全面检查时,发现渣油加氢Ⅰ系列第一反应器(R-101-Ⅰ)内裙筒上层的约翰逊网中间和边缘有多处较大孔洞,附近的梯形凸台也有三处凹坑(见图1a和图1b),同一个系列的其它加氢反应器和Ⅱ系列反应器均没有发现类似问题。
两个系列的第一反应器均为上流式反应器,即从底部弯管进料,从顶部弯管出料。
图1a 图1b三处凹坑均位于内裙筒、梯形凸台的上端面和凸台斜面转角处。
除了凹坑外,其它堆焊层表面状况良好,堆焊层表面平滑,焊带间过渡清晰。
从凹坑形貌分析,很可能是由于催化剂向上冲刷导致约翰逊网破损、器壁出现凹坑。
图1(a)所示的两处凹坑深度较浅,位于TP347 凸台斜面上方,凹坑深度≤10mm,按照图纸尺寸进行计算,凹坑底部留有≥3mm的堆焊层。
图1(b)所示的凹坑较深,深度为17~20mm(内裙筒壁厚20mm),从凹坑底部的小洞继续向下用铁丝试探,发现下面空腔很大,孔洞已穿透至内裙筒与器壁的间隙中,采用电铣子对小洞进行扩孔,用内窥镜进行观测发现器壁堆焊层无任何损伤。
现场采用硝酸酒精溶液对缺陷进行酸洗,确认均未漏出2.25Cr-1Mo-0.25V基材。
穿孔位置见图2的标识处,经测量位于堆焊层与内裙筒交界位置上。
.2 反应器概况渣油加氢第一反应器(R-101-Ⅰ)的主要设计参数见表1。
3 反应器缺陷修复由于在役加氢反应器结构及材质特殊,工况较为复杂,对于缺陷的检验和修复工作需要谨慎对待,仔细论证后方可实施。
根据现有的堆焊工艺评定,采用手工焊条电弧焊在2.25Cr-1Mo-0.25V钢上堆焊3mm厚TP309L,试板经历最大模拟焊后热处理后再堆焊3.5mm 的TP347,TP347堆焊后不进行热处理,试板经解剖检验,弯曲、三区硬度、晶间腐蚀和氢剥离试验结果均符合技术条件要求,对母材的性能几乎没有影响(见表2和表3)。
中国一重容器能力介绍一、公司简介中国第一重型机械集团公司是中央管理的国有重要骨干企业之一。
现有职工12100多人,专业技术人员3500余人,高级专业技术人员740人。
压力容器的生产分别在总部、大连两地,具备从炼钢、铸造、锻造、焊接、热处理到机械加工、装配、检测等配套齐全的先进技术和装备、自备出海口码头和铁路运输专用线。
产品分轧制、锻压、冶金、矿山、石油化工、核电、大型电站铸锻件、军工等八大产品,遍布世界各地,填补国内技术空白 170多项,开发研制新产品 235项。
二、一重研发与技术能力1.科研开发能力中国一重技术中心是1993年9月经国家经贸委、国家税务总局、海关总署三个部门确认成立的首批40家国家级企业技术中心之一,下设一部一院三所:技术管理部、设计研究院、工艺研究所、冶金研究所和焊接研究所。
2004年经国家发改委批准,在天津建立了国家重型装备研发中心,使集团公司的研发能力和水平进一步提高。
现拥有各类工程技术人员697人,其中研究员级高级工程师18人,高级工程师308人,工程师203人。
中国一重十分重视科研和新技术、新产品开发,具有雄厚的技术实力和完备的实验手段,并积极引进和消化吸收国内外的先进技术。
先后自主开发制造了多项具有当代国际水平的大型热轧设备、冷轧设备、冶金连铸设备、锻压设备和矿山等项产品。
同时还开发并掌握了石油化工各类压力容器所用系列材料及制造技术、民用核反应堆压力容器制造技术、大型电站铸锻件制造技术和大型锻钢轧辊制造技术等。
2.设计开发能力(压力容器方面)第一重型机械集团公司设计研究院核电化工部是一重集团压力容器设计和研发的主要单位,化工容器设备部现有专业设计人员23人,其中高级工程师16人,工程师4人,技术员3人,具有国家压力容器标准化委员会颁发的GB150设计审核人资格证书5人,具有设计校核资格15人。
具有国家压力容器标准化委员会颁发的JB4732分析设计审核人资格证书4人,具有分析设计校核资格3人。
什么是2.25Cr-1Mo钢板它的材质性能有什么特点舞钢⽣产⼯艺什么是2.25Cr-1Mo钢板它的材质性能有什么特点舞钢⽣产⼯艺1、2.25Cr-1Mo材质介绍2.25Cr-1Mo,2.25Cr是指Cr的含量在2.25左右,即2250左右。
故1Mo是指Mo的含量在1左右,即1000左右。
是铬钼钢,低合⾦⾼强度钢属于耐热合⾦钢,⼜称之为SA387Gr22CL2或者是A387Gr22CL2 。
2.25Cr-1Mo钢国内舞阳钢⼚可以⽣产,是舞钢科技部牌号。
2.25Cr-1Mo钢⼴泛应⽤于热壁加氢反应器,长期在⾼温(375~575)、⾼压(6.9~28MPa)、临氢(H2、H2S)的恶劣环境下服役。
2、2.25cr-1mo执⾏标准:外观执⾏ASTM A20/A20M 标准,内部执⾏ASTMA387/A387M标准3、2.25Cr-1Mo化学成分C Si Mn P S Ni Cr Mo Cu Alt0.4~0.8≤0.03≤0.03≤0.32~2.50.9~1.1≤0.3≤0.020.07~0.10.15~0.5成分备注:Cu、Ni为残余元素。
4、2.25Cr-1Mo⼒学性能伸长率δ5(%):≥10断⾯收缩率ψ (%):≥45冲击功 Akv (J):≥55冲击韧性值αkv (J/cm2):≥69(7)硬度:≤269HB5、2.25Cr-1Mo交货状态:正⽕,正⽕+回⽕。
6、2.25Cr-1Mo屈服抗拉、冲击温度、化学性能、物理性能、机械性能、2.25Cr-1M热处理⼯艺、⽣产⼯艺流程。
7、舞钢抗氢Cr-Mo钢的主要钢种:焦炭塔⽤临氢14Cr1MoR钢板、⽓化炉⽤临氢SA387Gr11C12钢板、加氢反应器⽤2.25Cr-1Mo钢板、⼤厚度抗氢12Cr2Mo1R(H钢板临氢2.25Cr-1Mo-0.25V钢板,对应国外牌号:SA387Gr11CL11、22、2.25Cr-1Mo。
2.25Cr-1Mo钢板的应⽤:2.25Cr-1Mo⽤于⽯油化⼯、核电、汽轮机缸体、⽕电等⾼温⾼压、与氢或氢混合介质接确的⼤型设备舞钢抗氢Cr-Mo钢的主要钢种。