模具寿命与失效
- 格式:doc
- 大小:50.00 KB
- 文档页数:3

第一章绪论1、模具的分类:a、模具所加工材料的再结晶温度:冷变形模具、温变形模具、热变形模具;b、模具加工坯料的工作温度:热、温、冷作模具;c、模具成型的材料:金属成型用模具“非金属成型用模具;d、模具的用途:锻造模具、冲压模具、挤压模具、拉拔模具、压铸模具、塑料模具、橡胶模具、陶瓷模具、玻璃模具、其他模具等。
第二章模具寿命与工业生产的关系1、模具正常寿命:模具正常失效前生产出的合格产品数目,简称模具寿命S。
第三章模具失效的基础知识1、模具失效的分类:磨损失效、塑性变形失效、断裂失效。
2、磨损:由于表面的相对运动,从接触表面逐渐失去物质的现象。
可分为磨粒磨损、粘着磨损、疲劳磨损、气蚀和冲蚀磨损、腐蚀磨损等。
磨损失效:当磨损使模具的尺寸发生变化或改变了模具的表面状态,使不能继续服役。
3、磨粒磨损a、形成和特征:工件(模具)表面有硬质点存在,变形材料在模腔内流动,造成对磨具表面的磨损。
b、机理:磨粒与工件、模具接触,在成形力作用下,磨粒压入工件和模具,工件在模具内运动带动磨粒在模具表面产生划痕。
c、影响因素:1)磨粒尺寸和几何形状:磨粒尺寸越大,金属表面的体积磨损量越大。
2)磨粒硬度;3)模具与工件表面压力;4)工件厚度。
d、提高模具耐磨粒磨损措施:1)选用耐磨性能好的材料:T7、T8、T10;2)合理的热处理工艺;3)进行表面强化;4)使用润滑清理。
4、粘着磨损a、形成过程:模具与工件实际接触面积小,在外力作用下,局部接触部位材料产生屈服,进一步粘着到模具或工件上。
b、特征:有材料的转移。
c、理论分析:1)模具表面凸凹不平,实际接触面积有0.01~0.1%,接触应力大;2)金属流动时产生大量的热,局部出现熔化;3)高温下,金属与模具间的润滑层破坏;4)新材料暴露,加剧与模具材料分子间吸附;5)变形结束后,表层温度急剧下降,出现淬火裂纹。
d、影响因素:1)压力;2)材料性质:模具材料(按强度理论可分为脆性断裂和韧性断裂)、工件材料;3)润滑剂;4)表面处理。
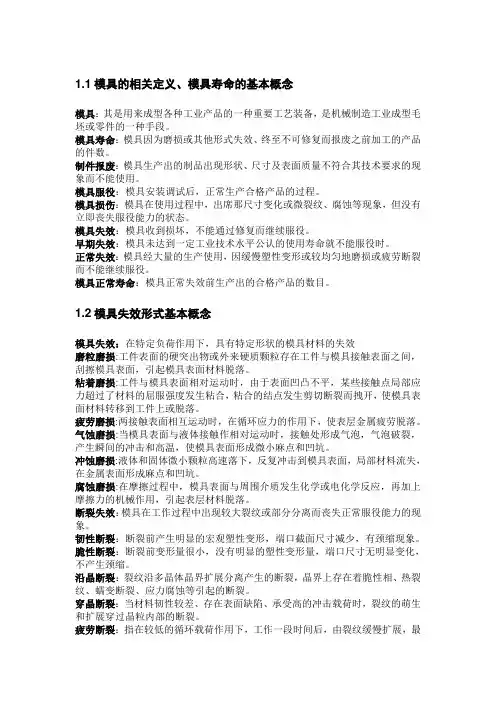
1.1模具的相关定义、模具寿命的基本概念模具:其是用来成型各种工业产品的一种重要工艺装备,是机械制造工业成型毛坯或零件的一种手段。
模具寿命:模具因为磨损或其他形式失效、终至不可修复而报废之前加工的产品的件数。
制件报废:模具生产出的制品出现形状、尺寸及表面质量不符合其技术要求的现象而不能使用。
模具服役:模具安装调试后,正常生产合格产品的过程。
模具损伤:模具在使用过程中,出席那尺寸变化或微裂纹、腐蚀等现象,但没有立即丧失服役能力的状态。
模具失效:模具收到损坏,不能通过修复而继续服役。
早期失效:模具未达到一定工业技术水平公认的使用寿命就不能服役时。
正常失效:模具经大量的生产使用,因缓慢塑性变形或较均匀地磨损或疲劳断裂而不能继续服役。
模具正常寿命:模具正常失效前生产出的合格产品的数目。
1.2模具失效形式基本概念模具失效:在特定负荷作用下,具有特定形状的模具材料的失效磨粒磨损:工件表面的硬突出物或外来硬质颗粒存在工件与模具接触表面之间,刮擦模具表面,引起模具表面材料脱落。
粘着磨损:工件与模具表面相对运动时,由于表面凹凸不平,某些接触点局部应力超过了材料的屈服强度发生粘合,粘合的结点发生剪切断裂而拽开,使模具表面材料转移到工件上或脱落。
疲劳磨损:两接触表面相互运动时,在循环应力的作用下,使表层金属疲劳脱落。
气蚀磨损:当模具表面与液体接触作相对运动时,接触处形成气泡,气泡破裂,产生瞬间的冲击和高温,使模具表面形成微小麻点和凹坑。
冲蚀磨损:液体和固体微小颗粒高速落下,反复冲击到模具表面,局部材料流失,在金属表面形成麻点和凹坑。
腐蚀磨损:在摩擦过程中,模具表面与周围介质发生化学或电化学反应,再加上摩擦力的机械作用,引起表层材料脱落。
断裂失效:模具在工作过程中出现较大裂纹或部分分离而丧失正常服役能力的现象。
韧性断裂:断裂前产生明显的宏观塑性变形,端口截面尺寸减少,有颈缩现象。
脆性断裂:断裂前变形量很小,没有明显的塑性变形量,端口尺寸无明显变化,不产生颈缩。
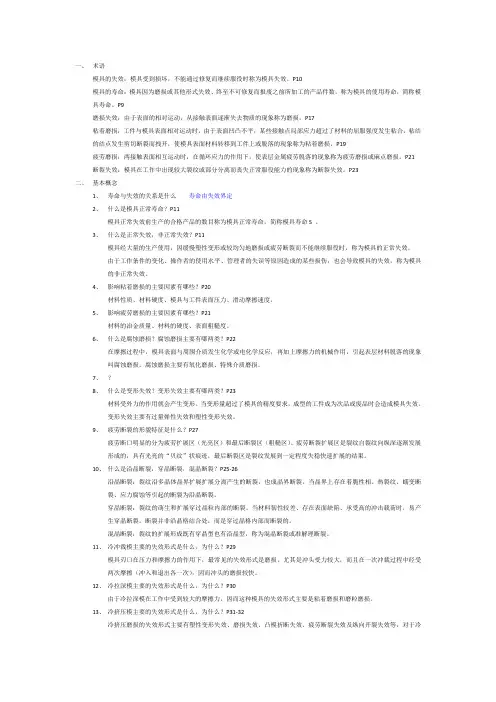
一、术语模具的失效:模具受到损坏,不能通过修复而继续服役时称为模具失效。
P10模具的寿命:模具因为磨损或其他形式失效、终至不可修复而报废之前所加工的产品件数,称为模具的使用寿命,简称模具寿命。
P9磨损失效:由于表面的相对运动,从接触表面逐渐失去物质的现象称为磨损。
P17粘着磨损:工件与模具表面相对运动时,由于表面凹凸不平,某些接触点局部应力超过了材料的屈服强度发生粘合,粘结的结点发生剪切断裂而拽开,使模具表面材料转移到工件上或脱落的现象称为粘着磨损。
P19疲劳磨损:两接触表面相互运动时,在循环应力的作用下,使表层金属疲劳脱落的现象称为疲劳磨损或麻点磨损。
P21 断裂失效:模具在工作中出现较大裂纹或部分分离而丧失正常服役能力的现象称为断裂失效。
P23二、基本概念1、寿命与失效的关系是什么寿命由失效界定2、什么是模具正常寿命?P11模具正常失效前生产的合格产品的数目称为模具正常寿命,简称模具寿命S 。
3、什么是正常失效,非正常失效?P11模具经大量的生产使用,因缓慢塑性变形或较均匀地磨损或疲劳断裂而不能继续服役时,称为模具的正常失效。
由于工作条件的变化、操作者的使用水平、管理者的失误等原因造成的某些损伤,也会导致模具的失效,称为模具的非正常失效。
4、影响粘着磨损的主要因素有哪些?P20材料性质、材料硬度、模具与工件表面压力、滑动摩擦速度。
5、影响疲劳磨损的主要因素有哪些?P21材料的冶金质量、材料的硬度、表面粗糙度。
6、什么是腐蚀磨损?腐蚀磨损主要有哪两类?P22在摩擦过程中,模具表面与周围介质发生化学或电化学反应,再加上摩擦力的机械作用,引起表层材料脱落的现象叫腐蚀磨损。
腐蚀磨损主要有氧化磨损、特殊介质磨损。
7、?8、什么是变形失效?变形失效主要有哪两类?P23材料受外力的作用就会产生变形。
当变形量超过了模具的精度要求,成型的工件成为次品或废品时会造成模具失效。
变形失效主要有过量弹性失效和塑性变形失效。
模具的失效及使用寿命引言模具是工业生产中常见的重要工具,用于制造各种零件和产品。
然而,由于长时间的使用和外界环境的影响,模具会发生失效,并且其使用寿命也会受到一定的限制。
本文将探讨模具的失效原因和如何延长其使用寿命。
模具失效原因模具失效是指模具无法正常工作或无法满足生产需求的状态。
模具的失效原因可以分为以下几种:模具常常需要与材料接触,在长时间使用过程中,模具表面不可避免地会发生磨损。
磨损会导致模具尺寸偏差增大,使得制造的产品不符合要求。
疲劳疲劳是指模具在循环工作中受到反复加载引起的损伤。
长时间的循环工作会导致模具材料发生变形、龟裂甚至断裂,使得模具无法正常工作。
锈蚀模具在储存或使用过程中会与空气中的氧气与湿度接触,导致模具表面产生氧化反应,形成锈蚀。
锈蚀会导致模具表面粗糙,增加摩擦力并降低模具寿命。
模具在使用过程中,可能会遇到工件材料的结疤、套筒材料的残留物等堵塞问题。
堵塞会导致模具无法正常排出产品,影响生产效率。
温度模具在工作时会受到温度的影响。
温度过高会导致模具热胀冷缩不均匀,引起变形;温度过低会导致模具变脆,容易破裂。
延长模具使用寿命的方法虽然模具的失效是不可避免的,但可以采取一些措施来延长模具的使用寿命。
以下是几种常见的方法:定期保养定期保养是延长模具使用寿命的重要措施之一。
保养包括清洁模具、润滑模具以及进行各种维护工作。
定期保养可以有效减少磨损和锈蚀,延缓模具的失效。
控制模具工作环境模具的使用寿命与工作环境密切相关。
控制模具工作环境的温度、湿度和清洁度可以减少模具的疲劳和锈蚀,延长使用寿命。
使用合适材料选择合适的模具材料可以提高模具的抗磨损性能和抗疲劳性能。
同时,合适的材料还可以降低模具的摩擦力,减少磨损和温度影响。
加强培训和操作规范加强员工的培训和操作规范可以减少误操作,降低模具遭受损坏的风险。
培训员工正确使用模具和注意模具的保养,可以延长模具的使用寿命。
定期更换模具部件模具的部件往往是容易受损的部分,定期更换易损部件可以减少磨损的影响,并延长模具的使用寿命。
、模具寿命的概念原理模具寿命是指在保证制件品质的前提下, 模具所能达到的生产次数(冲压次数、成型次数)。
它包括反复刃磨和更换易损件,直至模具的主要部分更换所成形的合格制件总数。
模具使用寿命:模具已经生产的次数。
模具的失效分为非正常失效和正常失效。
非正常失效(早期失效)是指模具未达到一定的工业水平下公认的寿命时就不能工作。
早期失效的形式有塑性变形、断裂、局部严重磨损等。
正常失效是指模具经大批量生产使用,因缓慢塑性变形或较均匀地磨损或疲劳断裂而不能继续工作。
1.模具正常寿命模具正常失效前,生产出的合格产品的数目,叫模具正常寿命,简称模具寿命,模具首次修复前生产出的合格产品的数目,叫首次寿命;模具一次修复后到下一次修复前所生产出的合格产品的数目,叫修模寿命。
模具寿命是首次寿命与各次修复寿命的总和。
2.模具失效形式及原理模具种类繁多,工作状态差别很大,损坏部位也各异,但失效形式归纳起来大致有三种,即磨损、断裂、塑性变形。
①. 磨损失效模具在工作时,与成形坯料接触,产生相对运动。
由于表面的相对运动,接触表面逐渐失去物质的现象叫磨损。
磨损失效可分以下几种:a. 疲劳磨损两接触表面相对运动时,在循环应力(机械应力与热应力)的作用下,使表面金属疲劳脱落的现象称为疲劳磨损。
b. 气蚀磨损和冲蚀磨损金属表面的气泡破裂,产生瞬间的冲击和高温,使模具表面形成微小麻点和凹坑的现象叫气蚀磨损。
液体和固体微小颗粒反复高速冲击模具表面,使模具表面局部材料流失,形成麻点和凹坑的现象叫冲蚀磨损。
c. 磨蚀磨损在摩擦过程中,模具表面和周围介质发生化学或电化学反应,再加上摩擦力的机械作用,引起表面材料脱落的现象叫磨蚀磨损。
在模具与工件(或坯料)相对运动中,磨损往往是以多种形式并存,并相互影响。
②. 断裂失效模具出现大裂纹或分离为两部分和数部分丧失工作能力时,成为断裂失效。
断裂可分为塑性断裂和脆性断裂。
模具材料多为中、高强度钢,断裂的形式多为脆性断裂。
1模具寿命:模具因为磨损或其它形式失效、终止不可修复而报废之前所加工产品的件数。
2模具服役:模具安装调试后,正常生产合格产品的过程。
3模具损伤:模具在使用过程中,出现尺寸变化微裂纹腐蚀等现象,没有散失服役能力状态4模具失效:模具受到损坏,不能通过修复而继续服役时。
5早期失效:模具未达到一定工业技术水平公认的使用寿命就不能服役时,称早期失效。
6正常失效:模具大量生产使用,缓慢塑性变形或较均匀地磨损或疲劳断裂而不能继续服役7修模寿命:模具一次修复后到下一次修复前所生产出的合格产品的数目。
8磨损:由于表面的相对运动,从接触表面逐渐失去物质的现象。
9磨损失效:当模具的尺寸发生变化或改变了模具的表面状态,使其不能继续服役。
10 按照磨损机理分为:磨粒磨损、粘着磨损、疲劳磨损、气蚀和冲蚀磨损、腐蚀磨损。
11 磨粒磨损:工件表面的硬突出物或外来硬质颗粒存在工件与模具接触表面之间,刮擦模具表面材料脱落的现象。
12 采用模具成形工件时,模具的硬度要比工件高。
13 工件厚度:工件厚度越大,磨粒越易嵌入工件,嵌入工件深度越深,对模具的磨损量越小。
14粘着磨损:工件与模具表面相对运动时,由于表面凸凹不平,某些接触点局部应力超过了材料的屈服强度发生粘合,粘合的结点发生剪切断裂而拽开,使模具表面材料转移到工件上或脱落的现象。
15 影响粘着磨损的因素:材料性质、材料硬度、模具与工件表面压力、滑动摩擦速度。
16 影响疲劳磨损的因素:材料的冶金质量、材料的硬度、表面粗糙度。
17 断裂失效:模具在工作中出现较大裂纹或部分分离而散失正常服役能力的现象。
18 冷拉伸膜失效形式主要是粘着磨损和磨粒磨损。
19 影响模具寿命的因素主要包括:模具结构设计、模具工作条件、模具材料、模具的热加工和冷加工、模具使用状况等因素。
20 采用组合式模具可避免应力集中和裂纹的产生。
21 模具的工作间隙:凸凹模工作间隙的大小决定了模具的生产质量和使用寿命。
冲裁模凸凹模的刃口间隙是工作间隙,也叫冲裁间隙。
模具寿命与失效作业
⒈模具成型工艺有哪些?
答:(一)根据不同的工作条件可以分为以下几种:
⑴普通模锻
普通模锻是将加热后或不加热的金属坯料放在模具型腔内,在冲击力或压力作用下,使金属的几何形状发生变化而获得与型腔一致的锻件。
普通模锻包括镦锻和热锻。
镦锻又分为冷镦、温镦和热镦。
⑵挤压成型
挤压是将金属材料放在挤压型腔内,一端施加强大压力,材料在三向受力状态下变形,从而一端的模孔中流出,获得不同零件。
挤压按凸模与材料相对运动方向分类,可分为正挤压、反挤压、复合挤压和径向挤压。
按坯料温度可分为冷挤压、温挤压和热挤压。
⑶拉拔成型
在拉拔时,材料两向受力,一向受压,通过模具的模孔而成型,获得所需形状尺寸的型材、毛坯或零件。
拉拔可分为拉丝、拔管。
拉拔所获得的产品具有较高的精度和较低的表面粗糙度,常用于对轧制的棒料、管料的再加工,以提高质量。
⑷冲压成型
冲压是利用冲模使材料发生分离或变形,从而获得零件的加工方法。
冲压可获得形状复杂、精度高和表面质量好的零件,同时生产率很高、成本低。
冲压主要可分为分离工序和成型工序。
分离工序包括冲孔、落料、切边、修整等方法。
成型工序包括拉深、弯曲、胀形、翻边和校平等。
⑸压铸成型
压铸是以一定的压力将熔融金属高速压射充填到压铸模型腔内,在压力下凝固而成形铸件的工艺方法。
⑹塑料成型
塑料成型是在压力的作用下,将粉末状或黏流状的塑料在模具中成型,获得所需形状尺寸的塑料制品。
塑料成型种类﹕模压成型、射出成型﹑注射成型、压铸成型﹑吸塑成型﹑吹塑成型﹑发泡成型﹑中空成型、挤压成型等工艺方法。
(7)其他特殊成型
①玻璃钢船模具制作工艺
②全新的模具成型方法(新型模具材料(陶瓷粉)取代石墨材料制造无压浸渍法制造金刚石钻头工艺)是针对无压浸渍法制造金刚石钻头存在模具费用高、模具加工周期长等缺点,研究了一种新型模具材料(陶瓷粉)取代石墨材料,并研究了一种全新的模具成型方法,简化了模具制造工序,降低了成本。
③烧结式PDC钻头模具成型工艺是针对烧结式PDC钻头底模手工成型困难、生产效率低的问题,采用冷压成型法制作底模,并在实验的基础上,确定了底模的原材料配比和成型压力,为底模加工提供了一种可行的新工艺。
④注吹塑料中空容器的模具成型工艺方法其具体步骤包括:注塑机的注塑过程及吹塑机的吹塑过程;所述注塑过程包括:a注塑机中的定模具和动模具闭合
过程;b注射坯料成型过程;c注塑机模具开启过程;所述吹塑过程包括:a吹塑成型模块闭合过程;b吹气成型过程;c开启吹塑成型模块和成型中空容器顶出;其特征在于:所述注塑过程与吹塑阶段中,模具开启后,成型芯棒始终固定在动模中,不需要动力机构驱动旋转或平移;注射成型坯料黏附在芯棒上,模具完全开启后,型芯两侧的吹塑成型模块在推杆的作用下闭合,当吹塑模块完全闭合后,芯棒内部吹气,完成中空容器的吹塑成型;所述的注塑阶段在注射与开模之间,只有注射坯料成型,无需保压和冷却定型,此时注塑机处于合模状态;所述吹塑阶段的吹塑成型模块的闭合, 吹气成型和开启顶出均在同一个模具上完成。
⑤塑料型腔模液态模锻工艺加工,其由由哈尔滨市第二轻工研究所和哈尔滨工业大学共同承担的研究项目,通过了部级鉴定。
专家们确认这项成果属国内外首创,具有国际先进水平,为塑料模具制造开辟了一条新途径。
采用这种塑料型腔模液态模锻工艺加工的模具具有尺寸精确,表面光洁、强硬度较高、寿命较长以及可以降低制模成本、缩短生产模具周期等优点。
采用这种工艺,可以克服机械加工模具的许多缺点,带来显著的经济效益。
⒉在我国模具使用寿命达到哪个层次?
答:模具按使用寿命的长短可分为五级。
一级在百万次以上,二级是50万-100万次,三级在30万-50万次,四级在10万-30万次,五级在10万次以下。
我国与国外的模具使用寿命对比情况
由此可见,我国模具平均寿命仅为国外先进水平的1/2-1/3。
主要集中在第二至第五级之间,未能达到一级水平。
具体例子如下:
有代表性的电机铁芯自动叠片硬质合金多工位级进模,精度达2m,步距精度达3m,双回转精度1,拼块精度1m,表面粗糙度Ra0.1~0.4m,寿命1亿次;美国奥伯格、日本黑田、法国宝捷时等电机铁芯双排自动叠片模,精度为1m,步距精度2m,模具寿命2亿次。
虽然精度已接近国外先进水平,但寿命有一定差距。
高水平的空调器翅片多工位级进模,精度达2m,凸、凹模的工作面近千处,冲裁间隙为0.01mm的达300多处,一次冲出翅片数达36列,模具寿命2亿次以上;日本日高精机、美国OAK、意大利GBS公司制造的36~72列数翅片级进模,精度达2m,步距精度3m,寿命5亿次以上。
体现高难度成形的彩管电子枪零件(G5)25工位硬质合金级进模,精度达2m,模具在高速冲床上应用,冲制0.245mm厚的无磁不锈钢,经各道工序后,制品精度达±5m,模具寿命3千万次以上;日本东芝、日本日立等公司制造的彩管电子枪零件级进模,精度为2m,步距精度3m,模具寿命5千万次以上。
高性能的集成电路框架32工位级进模,精度达2m,在高速冲床上冲速达350~500次/分,寿命为3千万次以上;日本山田、美国奥伯格等公司制造的100条脚以上的集成电路框架模,精度达2m,步距精度3m,模具寿命1亿次。
综上可以看出,具有代表性的我国精密、复杂、高效、长寿命冲压模的制造水平(精度、表面粗糙度等)已接近或达到国外先进水平,但是模具寿命有较大的差距。