炼钢厂连铸工艺流程
- 格式:doc
- 大小:23.00 KB
- 文档页数:3
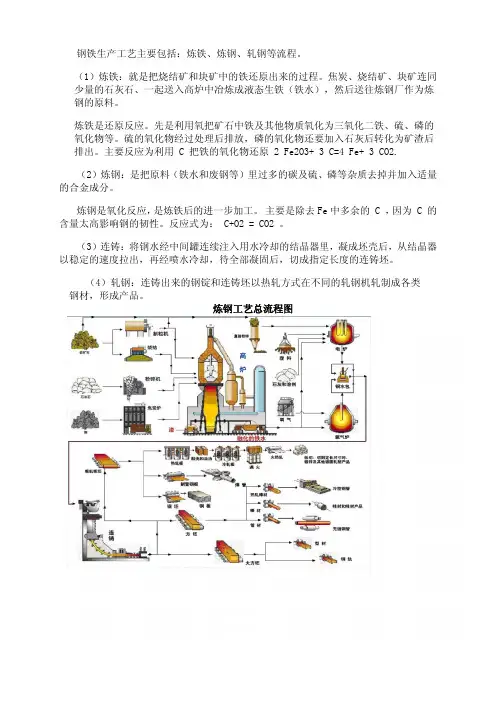
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
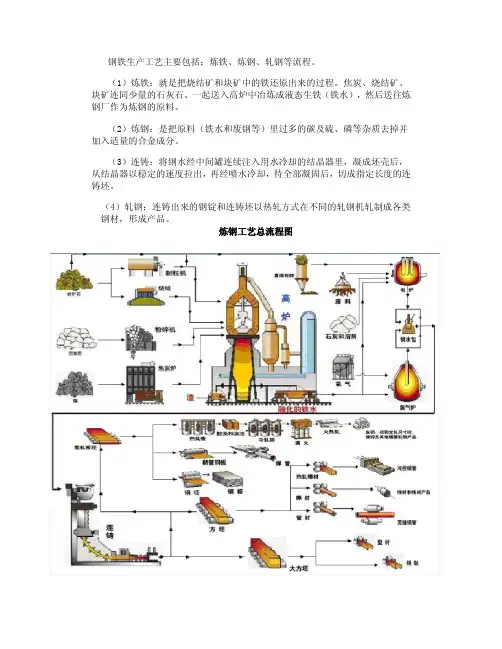
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
炼钢厂连铸工艺流程1.钢水准备:从炼钢炉中输出得到熔化的钢水,然后通过脱氧、温度调节和脱气等工艺处理,得到适合连铸工艺的钢水。
2.连铸结晶器:将处理后的钢水通过倾转、倾倒和挤压等技术,直接浇注到连铸机结晶器中。
结晶器内部有一组多孔结晶器衬套,通过冷却水的循环,将钢水快速冷却并结晶。
3.凝固:钢水在结晶器中快速冷却,开始凝固成为连续铸坯。
凝固过程中,还会通过控制结晶器内的冷却水温度和流量,来调节钢坯的凝固速度和结晶器壁的温度。
4.伸展:连续铸坯凝固后,通过拉伸机构将钢坯从结晶器中拉出,使其变长,同时也能控制钢坯的截面形状。
这个过程中,还会进行坯底冷却,以控制坯底凝固的厚度。
5.切割:钢坯经过拉伸后,通过切割机构将其切断成合适的长度,以供后续工序使用。
6.冷却:切割成合适长度的连续铸坯通过冷却水箱,进行冷却。
冷却的目的是使钢坯的内部和外部温度均匀降低,以便后续的轧制工艺。
7.钢坯调整:冷却后的连续铸坯,根据需要可能需要进行尺寸调整。
这个过程中通常使用钢坯矫直机、切割坯边机等设备,对钢坯进行校直和修边,使其符合轧制工艺要求。
8.轧制:经过调整后的钢坯将被送入炼钢厂的轧机进行轧制。
根据需要,钢坯可能还会经过多道次的轧制和调整。
9.检测:轧制后的产品将进入质检环节,通过各种非破坏性和破坏性检测手段,对产品进行检测,以确保其质量符合要求。
10.成品:经过检测合格后,轧制后的产品成品将根据需求进行打包、标记和存储,以便销售和运输。
综上所述,炼钢厂连铸工艺流程是将熔化的钢水通过连续铸造技术直接浇注到连铸机结晶器中,经过凝固、伸展、切割、冷却、调整、轧制、检测等一系列工艺处理,最终得到质检合格的连续铸坯。
这种工艺流程具有工艺连续、设备高效、产品质量稳定等优点,已被广泛应用于炼钢厂的生产中。

炼钢⼯艺流程图炼钢⼯艺流程1炼钢⼚简介炼钢⼚主要将铁⽔冶炼成钢⽔,再经连铸机浇铸成合格铸坯。
现有5座转炉,5台连铸机,年设计⽣产能⼒为500万吨,现年⽣产钢坯400万吨。
其中炼钢⼀分⼚年⽣产能⼒达到240万吨;炼钢⼆⼚年⽣产能⼒为160万吨。
2炼钢的基本任务钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量⾮⾦属夹杂物共同组成的合⾦。
炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害⽓体和夹杂,提⾼温度,调整成分,炼钢过程通过供氧造渣,加合⾦,搅拌升温等⼿段完成炼钢基本任务,“四脱两去两调整”。
3氧⽓转炉吹炼过程氧⽓顶吹转炉的吹氧时间仅仅是⼗分钟,在这短短的时间内要完成造渣,脱碳、脱磷、脱硫、去⽓,去除⾮⾦属夹杂物及升温等基本任务。
由于使⽤的铁⽔成分和所炼钢种的不同,吹炼⼯艺也有所区别。
氧⽓顶吹转炉炼钢的吹炼过程,根据⼀炉钢吹炼过程中⾦属成分,炉渣成分,熔池温度的变化规律,吹炼过程⼤致可以分为以下3个阶段:(1)吹炼前期。
(2)吹炼中期。
(3)终点控制。
炼好钢必须抓住各阶段的关键,精⼼操作,才能达到优质、⾼产、低耗、长寿的⽬标。
3.1装⼊制度装⼊制度是保证转炉具有⼀定的⾦属熔池深度,确定合理的装⼊数量,合适的铁⽔废钢⽐例。
3.1.1装⼊量的确定装⼊量是指转炉冶炼中每炉次装⼊的⾦属料总重量,它主要包括铁⽔和废钢量。
⽬前国内外装⼊制度⼤体上有三种⽅式:(1)定深装⼊;(2)分阶段定量装⼊;(3)定量装⼊3.2.2装⼊次序⽬前永钢的操作顺序为,钢⽔倒完后进⾏溅渣护炉溅渣完后装⼊废钢,然后兑⼊铁⽔。
为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁⽔,后装废钢。
若采⽤炉渣预热废钢,则先加废钢,再倒渣,然后兑铁⽔。
如果采⽤炉内留渣操作,则先加部分⽯灰,再装废钢,最后兑铁⽔。
3.2供氧制度制订供氧制度时应考虑喷头结构,供氧压⼒,供氧强度和氧枪⾼度控制等因素。
3.2.1氧枪喷头转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键。
炼钢厂连铸工艺流程
《炼钢厂连铸工艺流程》
炼钢厂连铸工艺是现代炼钢工业中的重要环节,它是将炼钢炉中熔化的钢液通过连续铸造成坯料或板材的工艺过程。
下面将介绍炼钢厂连铸工艺的流程。
首先,炼钢厂连铸工艺流程开始于钢液的浇入。
炼钢炉中的钢液被加热至适宜温度后,通过喷嘴或水口将钢液浇入到连铸模具中。
模具是一个由水冷却的铜板制成的管道,其内部形状和尺寸将决定最终坯料或板材的形状和尺寸。
接着,钢液在模具中逐渐冷却凝固成坯料或板材。
冷却过程中,模具的水冷却系统将快速冷却钢液,使其凝固成坯料或板材。
在这个过程中,需要根据钢液的成分和温度来控制模具的冷却速度,以确保坯料或板材的质量。
最后,坯料或板材被切割至所需要的长度。
炼钢厂通常会根据客户的需求将坯料或板材切割至所需要的长度,以便进一步的加工或生产。
总的来说,炼钢厂连铸工艺流程是一个高效、精密的工艺过程,它使得炼钢厂能够生产高质量的钢材坯料和板材,为各种工业领域提供了重要的原材料支持。
炼钢厂的工艺流程全文共四篇示例,供读者参考第一篇示例:炼钢厂是将生铁或废钢通过高温熔炼、除杂质、合金和成型等工艺过程,生产出各种钢材产品的厂家。
炼钢厂的工艺流程包括原料准备、炼钢、连铸、轧钢等多个环节,下面就来详细介绍一下炼钢厂的工艺流程。
一、原料准备炼钢厂的原料主要包括铁矿石、煤炭、废钢和废铁等。
在炼钢的过程中,铁矿石是最主要的原料,其含铁量高低直接影响到生产效率和产品质量。
煤炭在高炉燃烧时提供热量,促使铁矿石还原为生铁。
而废钢和废铁则是通过熔融再生钢材的重要原料,对环保和资源循环利用起着重要作用。
二、炼钢炼钢是指将生铁或废钢加热至熔化状态,并通过除渣、除氧化物、合金和调节成分等工艺过程,生产出符合标准的钢材产品。
在炼钢过程中,生铁首先通过高炉冶炼得到熔融铁水,然后经过转炉、电炉或其他炼钢设备进行炼钢操作。
转炉炼钢是较常用的工艺,通过转炉炼钢可有效去除生铁中的杂质,调节成分,得到合格的钢材产品。
三、连铸连铸是将炼钢得到的熔钢直接注入到结晶器中,通过凝固成形,制成长方坯或圆坯等半成品,在后续的轧钢工艺中进行进一步加工。
连铸工艺具有生产效率高、能耗低的特点,对提高钢铁生产效率、减少能源消耗具有重要意义。
四、轧钢轧钢是将半成品坯料通过热轧、冷轧等工艺进行成形,生产出各种规格的钢材产品。
热轧是利用高温将坯料连续轧制,消除残余应力,得到粗毛坯的工艺;而冷轧是在室温下对热轧坯料进行轧制,得到较为平整光滑的表面,提高产品的表面质量。
炼钢厂的工艺流程是一个复杂的系统工程,需要各种设备、技术和人才协同作业,才能保证生产出高质量的钢材产品。
炼钢厂在生产过程中要注意环保、安全、节能等方面的要求,促进炼钢产业的可持续发展。
希望通过对炼钢厂工艺流程的介绍,让更多人了解炼钢产业的重要性和复杂性,支持和关注炼钢生产的发展。
第二篇示例:炼钢厂是生产钢材的重要工业设施,其工艺流程复杂且关键,涉及多个生产环节和工艺参数的控制。
本文将详细介绍炼钢厂的工艺流程,希望能够为读者提供更深入的了解。
操作规程转炉冶炼基本工艺操作规程1 开新炉1.1 开新炉在保证烧结炉衬的同时,炼成合格钢水。
1.2 当铁水Si+P不足1.2%,装铁水前向炉内加FeSi配至1。
2%.1.3 渣料:石灰第一批20-30kg/t,开吹后一次加入,第二批50—60 kg/t,开吹后五分钟开始小批加入,拉碳前三分钟加完。
萤石一批料加2—3 kg,二批料酌情加入,但总量≯4 kg/t。
1.4 第一次拉碳时间≥25分钟,出钢≥1720℃。
1.5 使用氧压0。
7MPa,基本枪位1000mm。
1.6 开炉前10炉,必须连续冶炼,不得保温。
2正常炉操作2。
1 装入制度2.1.1 每班接班第一炉测量液面一次,以作为合适装入量及吹炼枪位的依据.2。
1.2 以出钢量计,当班装入量波动不得大于±1吨。
2。
1.3 分阶段定量装入,铁水+废钢(或铁块)量见下表。
按炉龄分段装入量表2。
1。
4 回炉钢水不得大于装入量的1/2。
2.2 冷却制度以废钢和生铁块为冷却剂。
炼钢用各种冷却剂和非冷却剂冷却效果与影响终点温度参考表(以废钢冷却效果为1)见下表。
冷却剂和非冷却剂的冷却效果参考表2。
3 供氧制度2.3.1 采用分期定压、恒压变枪位操作。
氧压低于0.4MPa不得吹炼.各阶段氧压参考表2。
3.2 枪位控制基本枪位900—1100mm,波动枪位800—1200mm。
枪位调整要做到勤动少动。
正常情况应控制≯200mm/次。
以基本枪位为主要吹炼枪位,为迅速成渣,在开始吹炼时或炉渣返干时允许适当提高枪位.严禁过高枪位操作。
冶炼末期要采取低枪位操作,时间最少不少于60秒。
2。
3。
3 采用三孔喷头吹炼,喷头参数φ27×3—11,氧枪漏水时应及时换枪。
2.4 造渣制度要求吹炼全程化渣2。
4.1 除后吹炉次外,均采用留渣操作工艺。
即出完钢后,先向炉内加入石灰、白云石混合物,稠化炉渣,后吹炉次必须倒净炉渣,不得先加石灰,后倒渣。
2。
4.2 铁水Si>0.8%时应采用双渣操作。
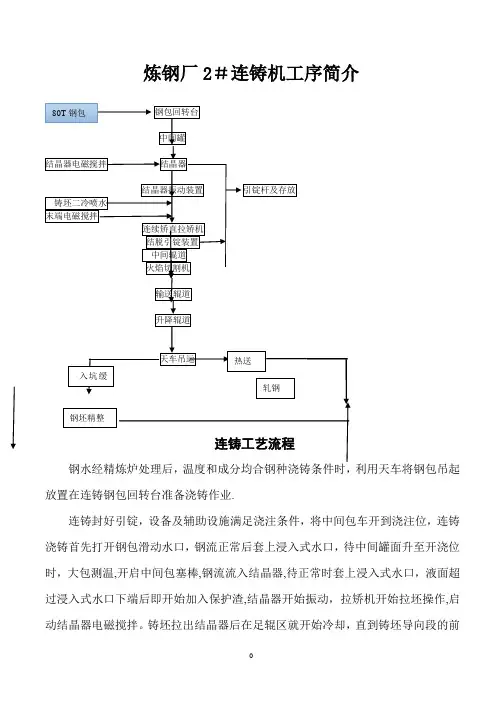
炼钢厂2#连铸机工序简介
利用天车将钢包吊起放置在连铸钢包回转台准备浇铸作业.
连铸封好引锭,设备及辅助设施满足浇注条件,将中间包车开到浇注位,连铸浇铸首先打开钢包滑动水口,钢流正常后套上浸入式水口,待中间罐面升至开浇位时,大包测温,开启中间包塞棒,钢流流入结晶器,待正常时套上浸入式水口,液面超过浸入式水口下端后即开始加入保护渣,结晶器开始振动,拉矫机开始拉坯操作,启动结晶器电磁搅拌。
铸坯拉出结晶器后在足辊区就开始冷却,直到铸坯导向段的前
段。
铸坯喷水冷却可防止发生漏钢事故,保证在切割前达到全凝状态,铸坯头部到达末端电磁搅拌位置时启动末端电磁搅拌。
全凝的高温铸坯由引锭杆牵引穿过拉矫机时被连续矫直,引锭装置抬起将铸坯坯头与引锭头脱脱离,引锭杆由存放装置快速提升后存放在辊道上方.被矫直的高温铸坯由中间辊道支承引导送入火焰切割区,首先切下坯头,然后按定尺切割铸坯。
定尺铸坯由输出辊道输入升降辊道后,碰到固定挡板挡发出信号,将铸坯停在升降辊道上。
天车将铸坯吊下辊道堆垛缓冷或入坑缓冷,精整工段对铸坯进行检查精整,精整后的铸坯由天车吊往轧钢部。
铸坯热送时,天车直接将高温铸坯由升降辊道吊运至轧钢部.。
炼钢厂连铸工艺流程炼钢厂连铸工艺流程是指将熔化的钢水连续浇铸成铸坯的一种工艺流程。
下面将详细描述该工艺流程。
炼钢厂连铸工艺流程主要分为六个步骤:准备工作,浇注钢水,连铸结晶器冷却,切割铸坯,运送铸坯和铸坯冷却。
第一步是准备工作。
在这一步骤中,工作人员需要清理连铸结晶器和连铸机的设备,检查设备是否正常运行,并准备好所需的工具和材料,包括保护剂、冷却水、剖射剂、切割机等。
第二步是浇注钢水。
在这一步骤中,将预先加热的钢水从钢包中倒入到连铸结晶器中。
在此过程中,需要控制浇注速度和角度,确保钢水均匀地流入结晶器中。
第三步是连铸结晶器冷却。
一旦钢水进入到结晶器中,结晶器的冷却系统开始工作。
冷却水通过结晶器内的水管流动,将钢水冷却成固态,并形成一根连续的铸坯。
第四步是切割铸坯。
当铸坯长度达到一定要求时,需要使用切割机将连铸坯切割成指定长度的铸坯。
切割机通过旋转切割刀,将连铸坯切割成相同的长度,以便后续处理。
第五步是运送铸坯。
切割后的铸坯将通过机械设备或人工搬运到下一个工序的设备上。
在运送过程中,需要注意避免铸坯受到外力或震动,并确保铸坯的表面光滑。
第六步是铸坯冷却。
切割后的铸坯将放置在冷却区域,通过自然冷却将温度降低到适合后续处理的温度。
冷却时间的长短和冷却方式根据不同的钢种和工艺要求而有所不同。
以上就是炼钢厂连铸工艺流程的详细描述。
通过这个工艺流程,炼钢厂能够将熔化的钢水高效地连续浇铸成铸坯,为后续的热轧、冷轧等工序提供优质的原材料。
同时,对于保证钢水质量和铸坯质量,以及提高生产效率和产品质量都起到了重要的作用。
转炉及精炼连铸工艺流程及排污节点炉来的铁水用火车运送到炼钢厂倒罐站,兑罐后加入160t转炉;废钢由火车运送到炼钢厂配料跨配料后,用废钢料槽加入160t转炉;其它散状料经过炉顶加料系统加入160t转炉。
当转炉吹炼至铁水中的磷≤0.015%、碳含量满足要求时,分两包出钢运至LF精炼炉精炼后进入连铸机铸出钢坯。
转炉及精炼连铸工艺流程及排污节点见下图。
连铸工艺详解连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:1)钢包吹氩调温2)加废钢调温3)在钢包中加热钢水技术4)钢水包的保温中间包钢水温度的控制一、浇铸温度的确定浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5mi n、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
浇铸温度的确定可由下式表示(也称目标浇铸温度):T=TL+△T 。
二、液相线温度:即开始凝固的温度,就是确定浇铸温度的基础。
推荐一个计算公式:T=1536-{78[%C]+7.6[%Si]+4.9[%Mn]+34[%P]+30[%S]+5.0[%Cu]+3.1[%Ni]+1.3[% Cr]+3.6[%Al]+2.0[%Mo]+2.0[%V]+18[%Ti]}三、钢水过热度的确定钢水过热度主要是根据铸坯的质量要求和浇铸性能来确定。
宝钢转炉−连铸流程运行简析董金刚黄新发蒋晓放(宝钢分公司制造管理部)(宝钢分公司炼钢厂)摘要:分析了宝钢两个转炉炼钢厂的转炉—连铸流程工序的时间构成,发现二炼钢工序时间满足流程匹配关系:精炼周期<冶炼周期≤浇注时间;一炼钢LC-Al-K钢和大断面的IF钢的冶炼周期>浇注时间,工序间的时间不匹配,需要降低冶炼周期;双重处理钢会降低RH生产能力。
关键词:流程时间匹配Brief Analysis of Converter-Continuous Casting Process in Baosteel(Dong Jingang1 Jiang Xiaohuang2 Huang Xinfa1)(1 Baosteel Manufacturing Management Department,2 Baosteel Steelmaking factory )Abstract:Having been analyzed the time constitution of converter-continuous casting process in Baosteel twoconverter steel mills , it is found that NO.2 steelmaking process time full matches the relation: refining cycle is lessthan smelting cycle, and smelting cycle is no more than casting cycle; but the smelting cycle of LC-AL-Ksteels and IF steels which have wider size is more than casting cycle, the time mismatch among the process, sosmelting cycle need reduce ; Double treating steels will reduce RH production capacity .Key words: Process Time Match1 目的宝钢有两个转炉炼钢厂,为后工序的两个热轧厂、一个条钢厂、一个厚板厂供坯,生产汽车板、电工钢、管线钢、家电板、镀锡板、船板、钢帘线、钻杆等高附加值高难度钢种,由于钢种和规格多、工艺复杂、库存低、周期短,因而生产组织难度大,特别是一炼钢,由于精炼工序间的并联和交叉、平面布置复杂以及铸机间的差异等,使一炼钢呈现一个复杂的流程结构,解析炼钢各流程工序的时间因素,可了解目前炼钢厂流程运行状况,为工艺优化和流程简化提供依据。
炼钢厂2#连铸机工序简介
连铸工艺流程
钢水经精炼炉处理后,温度和成分均合钢种浇铸条件时,利用天车将钢包吊起放置在连铸钢包回转台准备浇铸作业。
连铸封好引锭,设备及辅助设施满足浇注条件,将中间包车开到浇注位,连铸浇铸首先打开钢包滑动水口,钢流正常后套上浸入式水口,待中间罐面升至开浇位时,大包测温,开启中间包塞棒,钢流流入结晶器,待正常时套上浸入式水口,液面超过浸入式水口下端后即开始加入保护渣,结晶器开始振动,拉矫机开始拉坯操作,启动结晶器电磁搅拌。
铸坯拉出结晶器后在足辊区就开始冷却,直到铸坯导向段的前段。
铸坯喷水冷却可防止发生漏钢事故,保证在切割前达到全凝状态,铸坯头部到达末端电磁搅拌位置时启动末端电磁搅拌。
全凝的高温铸坯由引锭杆牵引穿过拉矫机时被连续矫直,引锭装置抬起将铸坯坯头与引锭头脱脱离,引锭杆由存放装置快速提升后存放在辊道上方。
被矫直的高温铸坯由中间辊道支承引导送入火焰切割区,首先切下坯头,然后按定尺切割铸坯。
定尺铸坯由输出辊道输入升降辊道后,碰到固定挡板挡发出信号,将铸坯停在升降辊道上。
天车将铸坯吊下辊道堆垛缓冷或入坑缓冷,精整工段对铸坯进行检查精整,精整后的铸坯由天车吊往轧钢部。
铸坯热送时,天车直接将高温铸坯由升降辊道吊运至轧钢部。